Пайка медью в домашних условиях видео: Пайка меди своими руками в домашних условиях
Как проводится пайка меди твердым и мягким припоем
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами.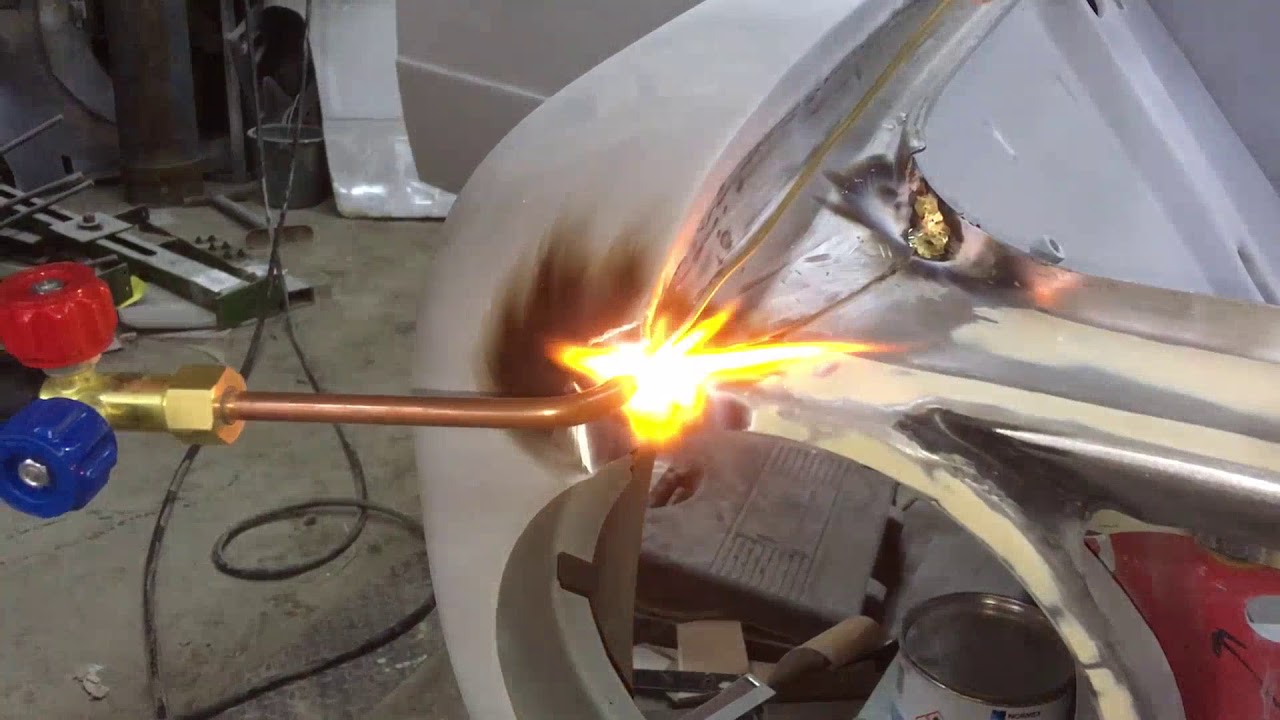 Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.


Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа.
Вакуумная пайка
Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
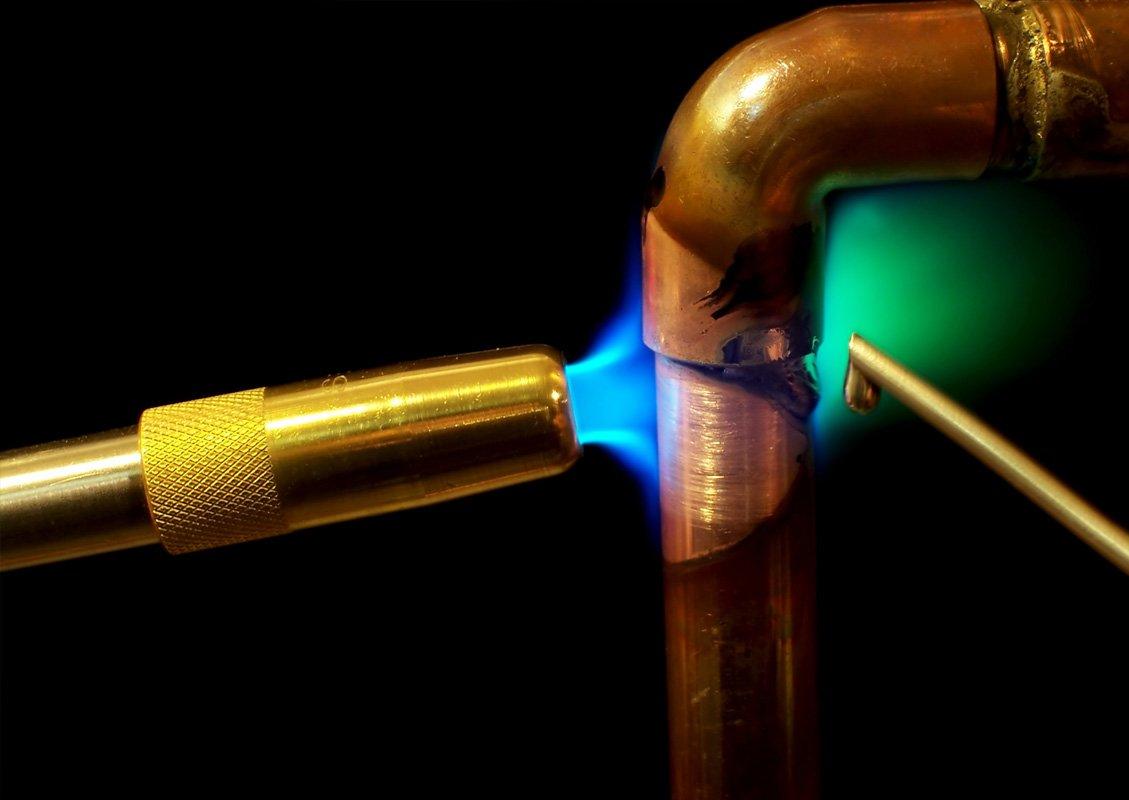
Высокотемпературная пайка
Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя.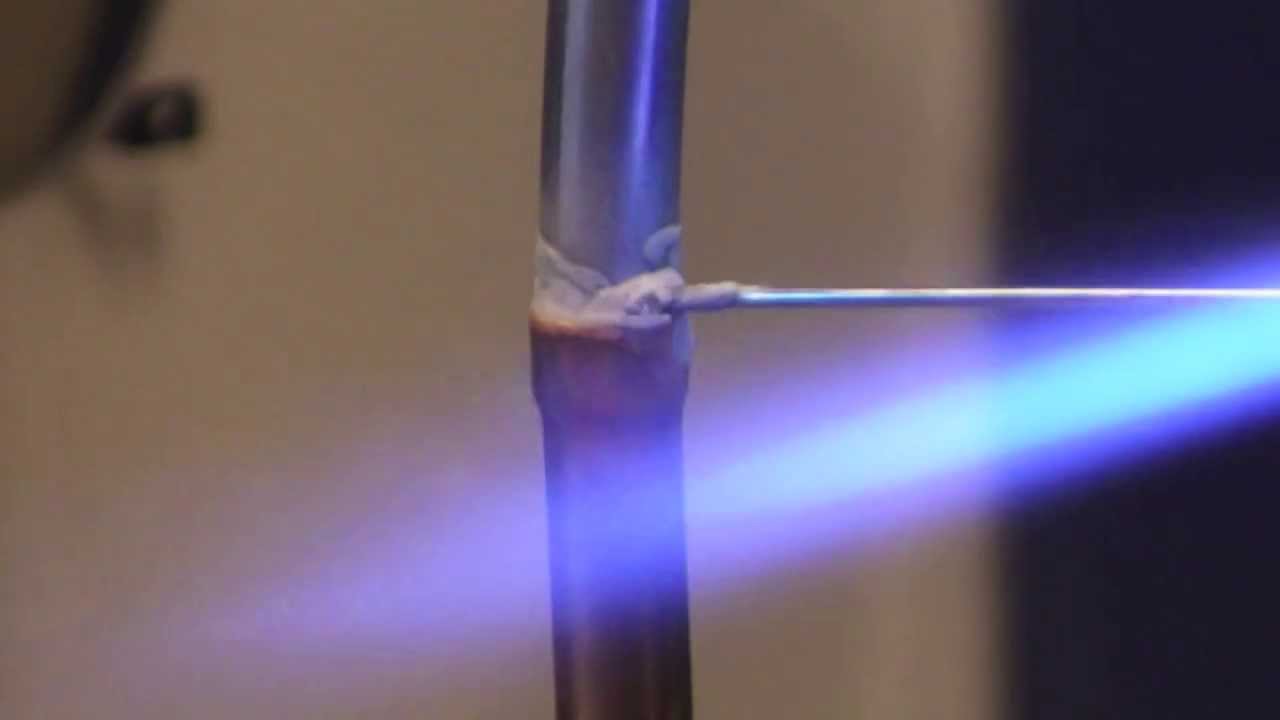
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
 youtube.com/embed/GtlDb9v7PLg»/>
youtube.com/embed/GtlDb9v7PLg»/>Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
 youtube.com/embed/UIxPlva4ED8″/>
youtube.com/embed/UIxPlva4ED8″/>Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной.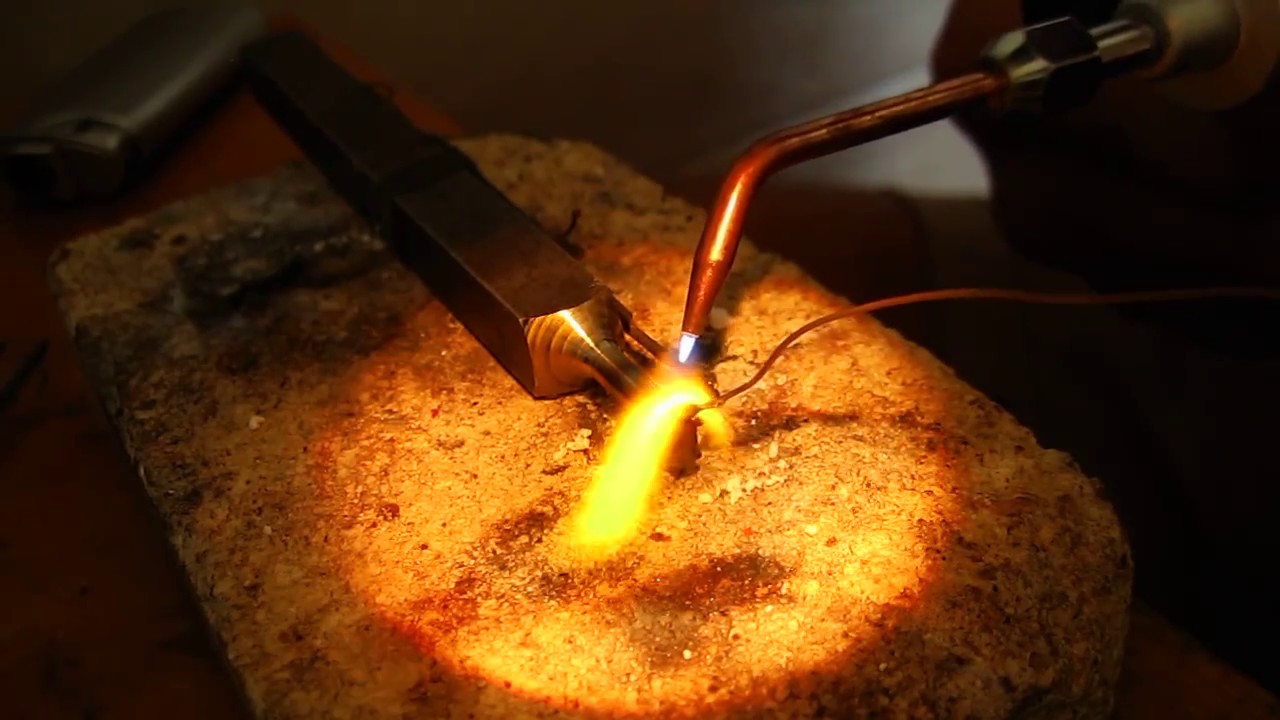 Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.

Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления.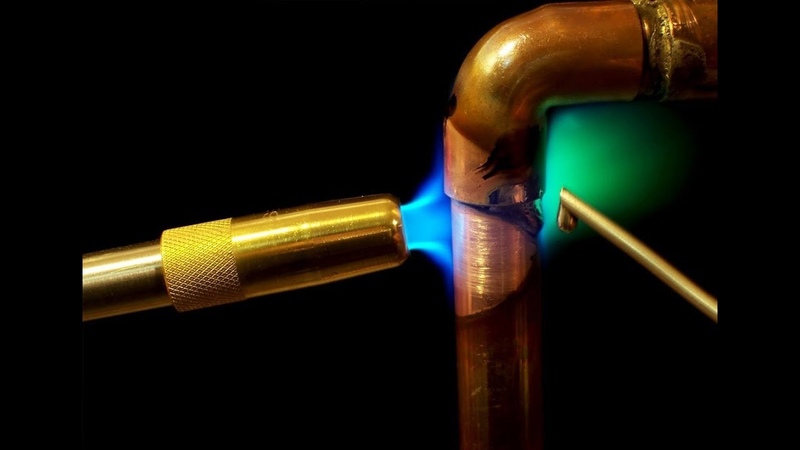 Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.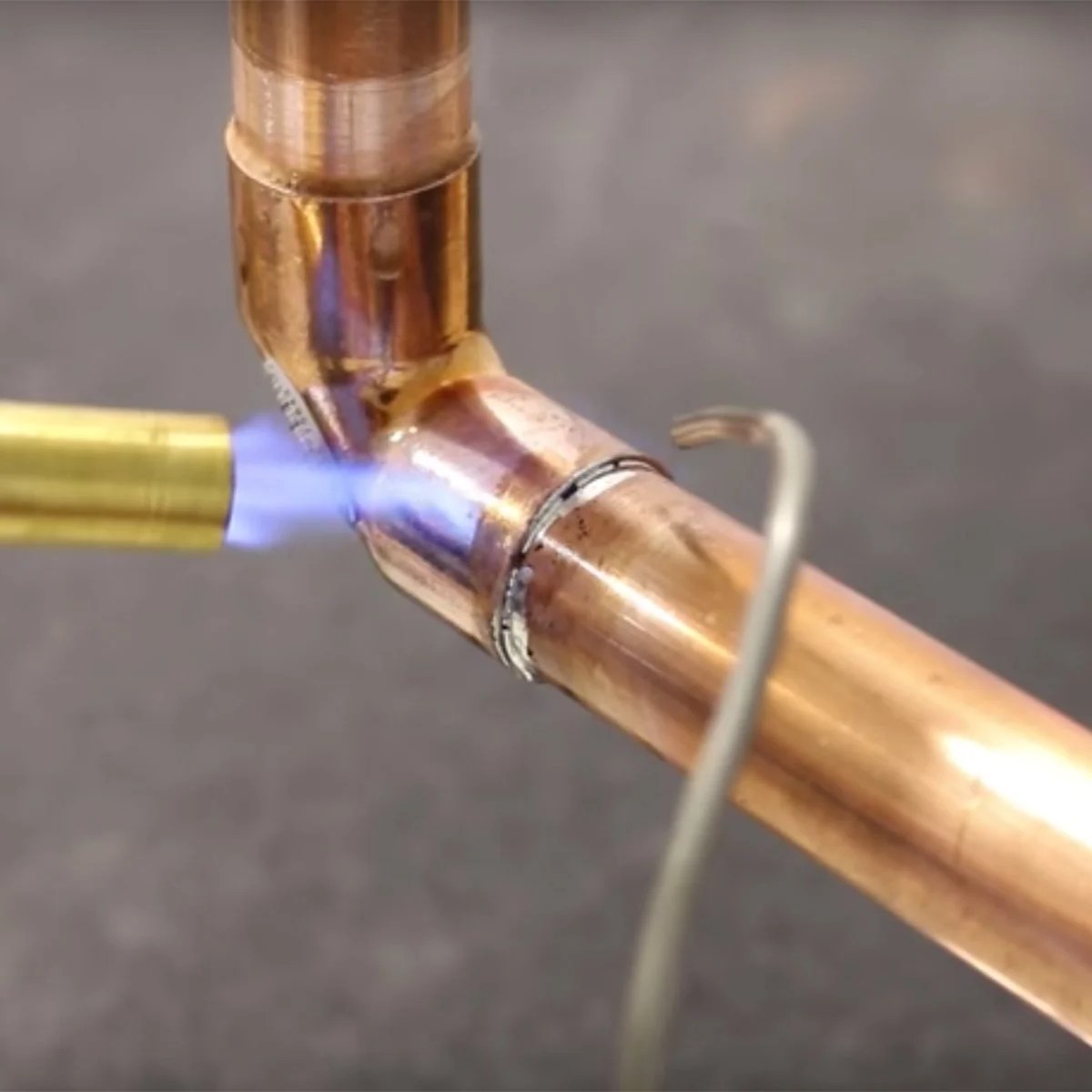
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Пайка медных труб отопления своими руками
Доброго времени суток, уважаемый читатель или читательница.
В этой статье я расскажу вам правила пайки медных труб своими руками.
Сведения будут приведены максимально кратко в виде тезисов и разделены на подразделы для удобства восприятия. Итак, приступим!
Как разрезать медные трубы для отопления?
Чем резать медные трубыМедные трубы могут разрезаться при помощи различных инструментов:
- Ножовка по металлу.
- Дисковый труборез.
- Угловая шлифмашина — «Болгарка».
Выбор инструмента тут на ваш вкус. Наиболее удобным, из всего вышеописанного, является «болгарка».
При резке медных труб этим инструментом, вы потратите меньше всего времени.
Аккуратней всего медная труба разрезается при помощи дискового трубореза, но подходит он только для труб небольшого диаметра (обычно до 28 мм).
Как это делать смотрите на видео ниже:
Как загибать медные трубы для отопления?
Как загибать медные трубы отопления?Медные трубы можно гнуть, но нужно знать следующие правила:
- Без нагрева можно гнуть только трубы диаметром меньше 22 мм.
- Если необходимо получать загибы одинакового радиуса, то следует пользоваться специальными станками.
- Минимальный радиус загиба медных труб равен 6 наружным диаметрам.
- При загибе труб диаметром больше 22 мм, необходимо нагревать место загиба. Для сохранения внутреннего диаметра трубы, ее нужно предварительно заполнить песком.
- Рекомендуемая температура для отжига медных труб 650° С. При этом труба должна стать темно-красной, но лучше для определения температуры воспользоваться пирометром.

Чтобы иметь представление о том, как загибать медные трубы при помощи инструмента, посмотрите следующее видео:
Как паять медные трубы для отопления?
Как правильно паять медные трубы для отопленияПайка — основной метод соединения медных труб и фитингов.
Существует два метода пайки медных труб:
- Мягкая пайка медных труб — происходит при температуре ниже 450º С. Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
- Твердая пайка медных труб — происходит при температуре выше 450º С. Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой. Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
 Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
Для систем отопления и водоснабжения вполне подходит метод мягкой пайки, поэтому в домашних условиях нет смысла паять медь твердой пайкой.
Пайка медных труб: видео
Для того, чтобы лучше себе представлять процесс пайки меди, посмотрите следующее видео:
Прессовые соединения для медных труб отопления
Пресс соединения для медных трубСоединение медных труб при помощи прессовых соединений — самый быстрый и простой способ монтажа.
Его минусами являются необходимость применения специального дорогого инструмента (электрического пресса) и дороговизна фитингов.
Для систем домашнего отопления и водоснабжения метод опрессовки вполне подходит.
Если хотите увидеть как это происходит смотрите видео ниже:
 youtube.com/embed/zbI_CCbKjSM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/zbI_CCbKjSM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Преимущества медных труб для отопления
Медь — очень хороший материал для отопления и водопровода.
Преимущества меди прежде всего состоит в стойкости к высоким температурам.
Медью можно сразу обвязывать твердотопливные котлы и подавать по ней перегретую воду под давлением (для промышленных нужд). И все это она стойко перенесет.
Монтаж медных труб не предполагает применения электро-дуговой или газовой сварки, а выполняется при помощи маленькой и удобной горелки или электрического пресса.
Такие методы монтажа гораздо проще и быстрее по времени, чем монтаж стальных трубопроводов.
В общем, пользуйтесь медью и не пожалеете! На этом все, пишите вопросы в комментариях, пользуйтесь кнопками социальных сетей!
Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
Наносим на поверхность с помощью кисточки.
Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Оцените запись
[Голосов: 39 Средняя оценка: 4. 3]Мне нравитсяНе нравится
3]Мне нравитсяНе нравитсяПАЙКА ЛАТУНИ в домашних условиях[особенности, видео, советы]
[Пайка латуни] может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.

Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Как припаять медную трубу
Припой медный — вы делаете это, когда расплавляете твердый припой и позволяете ему течь в крошечный зазор между трубкой и фитингом. Красные стрелки указывают на припой серебристого цвета. Copyright 2018 Tim Carter
Медь припаивается за секунды, если у вас чистая медь, много тепла, немного флюса и припой без свинца. Нагрейте трубку и фитинг достаточно, чтобы припой плавился, когда горелка находилась вдали от трубки и фитинга.
Редакция от февраля 2018 г.
Припой медных трубок за секунды
Медь припаивается пропановой горелкой, флюсом и бессвинцовым припоем.Вы можете использовать горелку, в которой есть картографический газ или даже ацетилен. Сантехники используют ацетилен, потому что он горит сильнее, и они могут выполнять больше работы быстрее.Ссылки по теме
Пайка медных водопроводов
Десять простых шагов для пайки медных трубок и водопроводов
Чистка меди — ключ к успеху
Медь, которую вы собираетесь паять, необходимо очистить. Используйте абразивную ткань или наждачную бумагу для сантехников, чтобы медь выглядела яркой. Специальная круглая проволочная щетка очищает внутреннюю часть фитингов из медных труб.
Бесплатные и быстрые ставки
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ и БЫСТРЫЕ СТАВКИ от местных сантехников, если вы слишком робки, чтобы пытаться паять самостоятельно.
Смешайте флюс
Перемешайте припой или пасту, если они расслоились. Возьмите кисточку для паяльной пасты и нанесите припой на трубу и внутри фитинга.
Соберите детали для пайки и нагрейте горелку. Идеально подходят ацетиленовые или пропановые паяльники.
Приложите резак к стыкам примерно на десять секунд.Когда стык нагреется, снимите резак и прикоснитесь к стыку припоем. Тепла в трубах должно быть достаточно, чтобы припой стекал в стык и вокруг него.
Если припой не плавится после прикосновения к меди в течение двух секунд, снимите припой и повторно нагрейте трубку и фитинг горелкой еще на десять секунд.
Очистите все остатки флюса
По завершении используйте тряпку для очистки стыка. Обязательно удалите излишки флюса. Флюс, оставшийся на меди, вызовет коррозию трубы и вызовет утечку воды.
НАЖМИТЕ ЗДЕСЬ, чтобы получить БЕСПЛАТНЫЕ И БЫСТРЫЕ СТАВКИ от местных сантехников, если вы слишком робки, чтобы пытаться паять самостоятельно.
Как припаять медную трубу в стене: 16 шагов (с изображениями)
Как дела, ребята, добро пожаловать в другую статью. В этой статье / видео я расскажу обо всех процедурах безопасного и правильного выполнения пайки в обычной домашней стене, которая может состоять из электрических проводов, труб, звукоизоляции или других различных материалов. Если вы никогда раньше не паяли, это видео даст вам все, что вам нужно знать, чтобы делать это безопасно и правильно с помощью основных инструментов и материалов, которые вы можете найти в местном хозяйственном магазине.
Кроме того, в статье / видео я буду показывать вам несколько интересных советов и приемов, чтобы облегчить вам выполнение работы. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Пайка в труднодоступном месте означает, что вы должны принять некоторые необходимые меры предосторожности, которые вам обычно не нужны, например, при пайке на открытом пространстве или возле бетонной стены. В обычной домашней стене могут быть электрические провода, трубы или даже сам деревянный каркас, который может загореться, поэтому мы рассмотрим все эти меры предосторожности позже в этой статье.
Инструменты и материалы, которые я использовал в этом видео:
Труборез AutoCut 1/2 «: https://amzn.to/2Xlyq
Труборез AutoCut 3/4: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 1/2 «: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 3/4″: https://amzn.to/2GZFrkf
Резак-карандаш: https://amzn.to/2GZFrkf
Ручной резак: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 1/2 «: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 3/4″: https: // amzn.to / 2GZFrkf
Пропан (синий баллон): https://amzn.to/2GZFrkf
Пропеновый газ (желтый баллон): https://amzn.to/2GZFrkf
Бессвинцовый луженый флюс: https: / /amzn.to/2GZFrkf
Бессвинцовый флюс (водорастворимый): https://amzn.to/2GZFrkf
Щетки для флюса: https://amzn.to/2GZFrkf
Бессвинцовый припой: https: / /amzn.to/2GZFrkf
Пламегаситель: https://amzn.to/2GZFrkf
Кремневый ударник: https://amzn.to/2GZFrkf
Абразивные подушки: https: // amzn.to / 2GZFrkf
Универсальный нож: https://amzn.to/2GZFrkf
Развертка для карандашей: https://amzn.to/2GZFrkf
Универсальный инструмент для удаления заусенцев (синий): https: // amzn. to / 2GZFrkf
Справочное руководство по медным трубам
Следующие видеоролики связаны и включены в Справочник по медным трубам.
Введение в медные трубы, трубопроводы и фитинги
Это видео также можно просмотреть на странице «Стандартные трубки: идентификация медной трубки».
Медная установка для медицинских газов
Это видео также можно просмотреть на странице «Данные для проектирования и установки: системы трубопроводов негорючего газа».
Гибочная медная труба
Это видео также можно посмотреть на странице Гибка.
Подготовка к пайке
Это видео также можно просмотреть на странице «Паяные соединения: применение припоя».
Методы флюсования и пайки
Это видео также можно просмотреть на странице «Паяные соединения: применение припоя».
Пайка и пайка фланцев из медных сплавов
Это видео также можно просмотреть на странице «Паяные соединения: применение припоя».
Пайка фитингов, клапанов и компонентов из бессвинцовых медных сплавов
Это видео также можно просмотреть на странице «Паяные соединения: применение припоя».
Пайка медных труб
Это видео также можно просмотреть на странице Паяные соединения: применение тепла и пайки.
Как паять резьбовые медные переходники
Это видео также можно просмотреть на странице Паяные соединения: применение тепла и пайки.
Практическое руководство: использование развальцовки для меди
Это видео также можно просмотреть на странице «Развальцованные соединения».
Фитинги без пайки
Это видео также можно просмотреть на странице «Механически формованные экструдированные розетки».
Медь не потеть; нажмите
Q: Дорогой Тим, я люблю читать вашу колонку в местной газете.Несколько месяцев назад вы писали о том, какая водопроводная труба может быть лучше для водопровода: медь или полиэтиленовый пластик. Вы вкратце упомянули новый инструмент, который избавляет от необходимости пайки меди. Я хотел бы узнать больше об этом методе изготовления герметичных медных соединений. Как это работает, насколько быстро это работает, и будете ли вы зависеть от медного соединения, которое не зависит от припоя? –Брэнди С., Спокан, Вашингтон,
A: Я получил несколько похожих вопросов от читателей, которых заинтриговало мое быстрое упоминание об этом новом методе создания герметичных соединений между медными трубками подачи воды и медными фитингами.
На протяжении десятилетий золотым стандартом изготовления герметичных соединений при установке медных трубок была пайка. Когда в 1970-х был молодым водопроводчиком, этим занимались почти все. Проблема в том, что нужно приложить определенные усилия, чтобы подготовить медь, нагреть ее, расплавить припой и дать ему остыть. Пайка тоже рискованная. Спросите любого опытного пожарного, и он расскажет хотя бы одну историю о пожаре в доме, созданном водопроводчиком или мастером по дому, который позволил факелу поджечь дом!
Как и во многих других случаях, новые идеи и технологии рождаются и разрушают ландшафт.Так было около семи лет назад, когда я увидел первый пресс для меди на конференции, организованной крупным производителем электроинструментов. Как старший сантехник с 29 лет, я был в восторге от этого инструмента.
Это называется пресс-инструментом. Самые популярные образцы этого инструмента имеют набор губок от 1/2 дюйма до 2 дюймов. Возможно, вам удастся найти большие челюсти для медных труб большего размера, но я сомневаюсь, что вам когда-нибудь понадобится такой огромный размер!
Вот ключ к тому, как работает система: фитинги, такие как 90-градусные изгибы, тройники, муфты и клапаны, имеют приподнятый выступ, и эта сформированная часть фитинга удерживает резиновое уплотнительное кольцо.
Вы разрезаете медную трубку с помощью режущего инструмента, который дает чистый срез без заусенцев. Никогда не используйте ножовку или, если необходимо, подпилите края разреза, чтобы удалить все заусенцы, поскольку они могут порезать уплотнительное кольцо, когда вы вставляете трубку в фитинг.
После того, как вы полностью вставите трубку в фитинг, вы выбираете губку инструмента, которая соответствует размеру трубы, с которой вы работаете. Когда вы открываете челюсти, они возвращаются назад; вы слегка зажимаете выступающий выступ фитинга, а затем нажимаете спусковой крючок инструмента.Через три-пять секунд зажимы сжимаются и образуют легкую обжимку как фитинга, так и трубки.
Это сжатие плотно сжимает уплотнительное кольцо вокруг медной трубки, создавая герметичное соединение. Чтобы выполнить ту же операцию, припаивание одного конца фитинга к куску трубки займет не менее двух минут или больше.
Стоимость специальных пресс-фитингов дороже. Во время написания этой колонки я проверил лучший веб-сайт, который использую для покупки сантехнических принадлежностей, и выяснил, что стоимость 1/2-дюймового фитинга под углом 90 градусов составила 39 центов.Пресс-фитинг того же размера стоил 1,83 доллара. Это разница в 1,44 доллара, но подумайте, сколько времени вы сэкономите!
Пресс-фитинги имеют еще одно огромное преимущество. Нельзя паять медную трубу, в которой есть вода. Пар и вода не позволяют трубе достаточно нагреться, чтобы расплавить припой.
Вы можете заставить воду вытекать из трубы на полную мощность и перекрыть ее с помощью прессового инструмента! Все, что вам нужно сделать, это купить шаровой кран, в который встроен пресс-фитинг.Вы открываете клапан, чтобы из него вытекала вода, надвигаете клапан на трубу, нажимаете на конец клапана, который находится на трубе, снимаете инструмент и затем закрываете шаровой клапан, чтобы остановить поток воды. Это абсолютная магия, когда вы останавливаетесь и думаете об этом. Сантехники в прошлом отдали бы свои глаза, чтобы иметь возможность работать с капающими трубами!
Вы можете спросить, сколько стоят эти пресс-инструменты. Они дорогие, как и челюсти. Но вот что вы можете сделать. Очень велика вероятность, что их арендует местный пункт проката инструментов.Я знаю магазин сантехники в штате Мэн, который позволит вам взять его бесплатно на один день! Они делают это в качестве бесплатной услуги, поскольку вы покупаете у них материалы и фурнитуру.
Эти пресс-инструменты позволяют вам, как домашнему мастеру, установить медные трубки в доме или отремонтировать, если в противном случае у вас не хватило бы смелости паять. Недавно я использовал пресс-инструмент, чтобы установить все медные трубки, которые соединяют новый высокоэффективный комбинированный котел моей дочери с коллекторами отопления. Этот же котел также является водонагревателем без резервуара, и я использовал пресс-инструмент, чтобы сделать все соединения медных водопроводов.Я сэкономил бесчисленное количество часов и не допустил ни одной утечки. Нажмите, не переживайте!
(Подпишитесь на БЕСПЛАТНУЮ рассылку новостей Тима и слушайте его новые подкасты. Посетите: www.AsktheBuilder.com.)
О проекте Спросите строителя
Синдицированная колонка Ask the Builder Тима Картера издается двадцать пять лет назад. Неудивительно, что редакторы в США любят работу Картера, поскольку он — один из немногих обозревателей, занимающихся улучшением дома, который имеет многолетний практический опыт работы на дому у платежеспособных клиентов.Он мастер-сантехник, мастер-плотник и строитель / ремонтник по индивидуальному заказу. Если вам нужен обозреватель, который работал в окопах и знает реальные ответы как на простые, так и на сложные проблемы, Картер никогда не перестанет удовлетворять вас и ваших читателей.
Картер может быть единственным синдицированным обозревателем, который звонит своим читателям по телефону, чтобы решить их проблемы. Эти разговоры составляют основу его популярного подкаста «Спроси строителя». Ваши читатели могут воспользоваться знаниями Тима, чтобы нанять лучшего подрядчика и установить лучшие продукты в своих домах.
Картер был первым партнером по видео для улучшения дома на YouTube, и сейчас у него более 88 500 подписчиков. Его 650+ видео были просмотрены более 55000000 раз.
Редакторы газет, журналов, радиопрограмм, телешоу и станций регулярно берут интервью у Картера. Они знают, что он говорит правду, и не боятся критиковать тех, кто занимается неэтичной практикой. Его книга разоблачения Roofing Ripoff является примером. Картер объединил свой личный опыт и глубокие навыки журналистских расследований, чтобы раскрыть массовое мошенничество, совершаемое в отношении потребителей в США со стороны индустрии асфальтовой черепицы.
Пайка медных трубок — Fine Homebuilding
Работа с зажженной горелкой и расплавленным припоем кого угодно может немного нервировать, и так должно быть. Последствия ошибки при пайке могут варьироваться от протечки трубы до пожара в доме. Однако, как и в случае с большинством ремесленных навыков, ключи к успеху — это практика и планирование. Даже для небольших проектов составьте план, минимизирующий количество фурнитуры; не просто слепите трубы вместе волей-неволей. Предварительно соберите и припаяйте как можно больше секций на верстаке.И убедитесь, что каждый фитинг, который нужно припаять, будет легко доступен.
Во избежание ожогов всегда надевайте защитные очки и никогда не паяйте прямо над головой. Чтобы предотвратить возгорание, используйте надлежащий теплозащитный экран (а не просто кусок листового металла) всякий раз, когда вам нужно паять рядом с горючими веществами, и всегда держите поблизости работающий огнетушитель.
Инструменты, необходимые для этой работы, доступны в любом хозяйственном магазине:
• Нож для резки труб с прикрепленным расширителем для труб.
• Щетка для фитингов с проволочной щетиной (размер для фитингов 1/2 дюйма или 3/4 дюйма).
• Наждачная грохота для сантехников.
• Маленькая баллончик с флюсом и одноразовая щетка для кислоты.
• Резак (врезка, стр. 126).
• Рулон бессвинцового припоя.
Резка и очистка имеют решающее значение
Шаг 1: Чтобы создать наиболее прочное соединение, размер трубы должен доходить до задней части (заплечика) фитинга.
Шаг 2: Обрежьте его под прямым углом.Используйте резак для труб, а не ножовку, чтобы сделать идеально квадратный надрез.
Шаг 3: Разверните конец трубы, чтобы удалить заусенцы, оставленные труборезом.
Шаг 4: Очистите трубу и фитинг. Чтобы удалить окисление (потускнение), которое может препятствовать соединению припоя и меди, отполируйте внешнюю часть трубы с помощью наждачной решетки (фото слева) и протрите внутреннюю часть фитинга щеткой (фото справа). Очистите обе поверхности, пока они не засияют, как новенький пенни.
Шаг 5: Нанесите флюс для глубокой очистки металла. Нанесите обильное покрытие флюса на обе поверхности (флюс удаляет мельчайшие следы потускнения и протравливает медь, способствуя адгезии с припоем). Чтобы предотвратить загрязнение флюса, плотно закрывайте крышку, когда она не используется, и храните щетку в пластиковом пакете.
Мощный и безопасный фонарик
Современный бессвинцовый припой требует более высокой температуры, чем может обеспечить пропановая горелка.Профессиональные сантехники полагаются на мощные установки для ацетилена, которые стоят сотни долларов и обладают высокой взрывоопасностью. Для случайных пользователей лучшая альтернатива — газ MAPP. MAPP (комбинация ацетилена и пропана) горит достаточно сильно, чтобы припаять 3/4 дюйма. трубы, и он широко доступен в одноразовых баллонах, подобных тем, которые используются для пропана.
Для безопасности и удобства прикрепите баллон MAPP к высококачественной самовоспламеняющейся горелке, такой как SureFire T655 (www.bernzomatic.com). При нажатии кнопки пламя зажигается, и оно так же легко гаснет.Вам не нужно менять руки, чтобы достать искровую зажигалку или возиться с газом, вы можете работать быстрее и, что самое главное, безопаснее. Вся установка стоит менее 70 долларов.
Нагрейте медь как можно быстрее
Шаг 6: Синее пламя к арматуре. Направьте пламя на середину штуцера (припой притягивается к нагреву). Чтобы обеспечить равномерный нагрев, продолжайте движение пламени по небольшой дуге вокруг фитинга. Самая горячая часть пламени (внутренний синий конус) всегда должна касаться меди.
Шаг 7: Цвет и поток говорят вам, что пора. Продолжайте нагревать, пока флюс не начнет плавиться, а медь не приобретет блестящий, переливающийся вид. Затем прикоснитесь концом припоя к стыку; если он достаточно горячий, припой будет заливаться и окружать фитинг, прежде чем он начнет переливаться. При работе с 3/4 дюйма. или труб меньшего размера, нет необходимости протягивать припой по всему стыку, чтобы заполнить его надлежащим образом.
Шаг 8: Работайте от низшего к высшему.Сначала припаяйте нижний конец фитинга, потому что верхний конец дольше будет оставаться горячим. Обязательно снимите достаточно припоя заранее, чтобы можно было легко переходить от одного соединения к другому. Если фитинг все же остывает, обдувайте медь кончиком пламени, чтобы поднять температуру без перегрева.
Step 9: Не только для галочки. Даже если труба должна быть закопана под гипсокартон, всегда протирайте припой тряпкой, прежде чем он успеет остыть. Яркое равномерное паяное соединение между фитингом и трубой — доказательство того, что работа сделана хорошо.
Фото: Том О’Брайен
Подпишитесь на участие в голосовании сегодня и получите последние инструкции от Fine Homebuilding, а также специальные предложения.
Получайте советы, предложения и советы экспертов по строительству дома на свой почтовый ящик
×Как паять медные трубы и не сгореть дотла!
Итак, у меня был замечательный зритель на YouTube , стон мне о том, как паять медные трубки, видео было пруд пруди, и вместо того, чтобы показывать свои методы пайки, я должен показать, как не сжечь ваш дом при пайке на близком расстоянии.Это отличная идея для видео, и я думаю, я должен поблагодарить его за идею, но люди просто несчастны!
В любом случае, при пайке медных трубок они не всегда находятся на открытом воздухе вдали от легковоспламеняющихся материалов, и это представляет проблему. По крайней мере, у вас всегда должен быть наготове огнетушитель, не дай бог, что-то выйдет из-под контроля. Это случилось со мной однажды в моей карьере и напугало меня до чертиков.
Заменял два медных клапана аварийного отключения воды под тазом пьедестала.Через стену торчали примерно 2 дюйма меди, и я начал с горячей воды с левой стороны. Старый клапан оторвался без происшествий, и я быстро припаял новый. Обед!
Когда я убирал место перед возвращением, я начал слышать то, что звучало как «треск», и не мог точно определить, что происходит. Что ж, мои инстинкты взяли верх, я прижался ухом к стене из гипсокартона над раковиной и сразу понял, что изоляция из стекловолокна начинает гореть.
How To Aviod A Home FireНе долго думая, я позвонил домовладельцу и сказал ей, чтобы она позвонила в пожарную часть, и сразу же прижал свой молоток к стене над раковиной. Я потянулся внутрь и вытащил изоляционный войлок, который начал сниматься, и бросил его в ванну, где полил водой.
Пожарная часть прибыла в рекордно короткие сроки, и они прибыли в бригаде, готовые уничтожить это место, но я умолял их подождать, я почти уверен, что решил проблему.Они приступили к изучению полости стены с помощью инфракрасного оборудования для обнаружения тепла и были удовлетворены тем, что открывать стены нет необходимости. Излишне говорить, что я был неудачником, и это должно было быть видно.
Когда они уходили, ко мне подошел один из пожарных и сказал: «Вы спасли этот дамский домик». Действительно добрые слова, но я был явно потрясен, потому что ничего подобного со мной раньше не случалось. Это один из тех случаев, когда вы благодарите Бога, что ваша страховка гражданской ответственности оплачена и находится на хорошем счету.Хотя это было шесть пристроенных кондоминиумов, и мои пределы в то время никогда не покрыли бы полную потерю!
Я взял длинный перерыв на обед, вернулся и закончил пайку клапана холодной воды, а затем тщательную уборку в ванной. На следующий день я отправил своего плиточника в дом, чтобы он повторно изолировал и залатал стеновую панель, а затем покрасил всю ванную комнату. Опыт, который я никогда не забуду и не буду считать само собой разумеющимся при использовании открытого огня внутри или снаружи стены.Достаточно одной случайной искры, чтобы уйти, и ваша жизнь может измениться навсегда.
Как паять медные трубки и избежать аварии!
Я рассказываю эту историю, чтобы те из вас, кто подумывает о том, чтобы сделать D.I.Y. пайки осознают, что на рынке есть некоторые продукты, которые значительно уменьшат (не исключат) вероятность того, что с вами произойдет что-то подобное. Одним из них является La-Co Heat Gel Cool Barrier Spray, который можно распылять на все окружающие области, чтобы избежать передачи тепла на большинство поверхностей.
Следующим товаром является Oatey 31400 Bagged 9 ″ X 12 ″ Flame Protector, который вы можете использовать для укрытия любых легковоспламеняющихся материалов, которых вы хотите избежать пригорания или ожога. Я смачиваю свой и звоню перед использованием, но вы можете использовать и насухо. Наконец, многоцелевой огнетушитель Kidda не дай бог, что-то выйдет из-под контроля. Ребята, это случилось со мной, и это может случиться с вами!
Посмотрите видео ниже, где я демонстрирую как La-Co Heat Gel , так и Oatey Flame Protector. И стонущему зрителю You-Tube, которого не впечатлили мои видеоролики «Как припаять медные трубки», спасибо за совет! Думаю, получился отличный пост в блоге и даже лучшее видео! До следующего раза, действуйте с ВНИМАНИЕ!
HAPPY PLUMBING,
Bob
Пайка соединения стали с медью — Обучение холодильному оборудованию
Всем привет. Тим с Fred’s Appliance Academy. Вот сегодня показываю видео. За последние несколько недель к нам поступило много запросов.У некоторых технических специалистов возникли проблемы с пайкой фильтра-осушителя, который сделан из стали на медь или фитинга сталь-медь на компрессоре. У них много протечек или ограничения из-за того, что они заполняют их припоем. Сегодня в этом видео мы покажем вам соединения стали с медью самым простым способом. Как мы тренируемся здесь, в академии. Возможно, для многих это не лучший способ. Это действительно работает. Это работает хорошо.Но основное внимание при этом будет уделяться очистке. У нас есть линия, которую мы собираемся паять, — это сталь. Он у меня здесь в тисках.
Это было бы то же самое, как если бы оно было в конденсаторе или прямо там, в компрессоре. Но вы видите, что у нас есть нарисованная линия. Они красят их на заводе и делают все хорошо. Итак, нам нужно очистить эту строку. Эта сталь должна стать ярко-серебристой. Не может быть темно. На нем не может быть никакой грязи.Это должно быть самое чистое соединение, которое мы можем найти. Я обнаружил, что своими методами, своими методами работы в этой области вы используете много наждачной бумаги, просто пытаясь снять эту краску, и на это уходит немного больше времени. Я обнаружил, что если вы нагреете леску, вы на самом деле сожжете краску. Опять же, вам не нужно много пламени, чтобы это произошло здесь. Мы просто растапливаем краску прямо на этой линии.
Как только мы очистим его, мы дадим ему остыть и воспользуемся наждачной бумагой.Мы хотим, чтобы здесь было сделано приличное количество, потому что грязь на самом деле перемещается в сторону тепла. Так что, если мы не получим от этого достаточно, что произойдет, когда мы пойдем на установление связи, грязь уйдет туда, и мы закончим с грязной линией. Я думаю, что у нас тут все довольно хорошо чисто, и мы собираемся пойти дальше и нанести наждачную бумагу, когда она остынет. Все в порядке. Теперь, когда у нас здесь остыла леска, мы хотим пойти дальше и взять наждачную бумагу наждачной бумагой зернистостью около 120 или около того, чтобы продолжить и очистить ее.Я пошел дальше и оторвал здесь разделы.
Это не только экономит вас на наждачной бумаге, но и есть небольшой метод, который вы можете использовать здесь, где вы можете получить все стороны сразу, и это упрощает жизнь, просто обернув его так же, и используя оба стороны этой наждачной бумаги. Итак, что мы собираемся сделать здесь, так это сделать это красиво и чисто. Возможно, вам придется использовать один или два куска наждачной бумаги, но мы хотим получить это яркое серебро. Когда вы шлифуете, вы не хотите, чтобы шлифование двигалось вверх и вниз.Вы хотите шлифовать круговыми движениями. Что он делает, так это то, что он протыкает кусок стали или меди, который вы собираетесь паять, и помогает припою течь в фитинг, который вы делаете. Как видите, мы начинаем получать серебро, и нам понадобится еще один кусок наждачной бумаги. Хорошо, что я оторвал здесь еще пару кусочков.
Но опять же чистка, чистка, чистка. Мало того, что чистка важна, вы должны быть уверены в безопасности, ведь у вас есть, как вы можете видеть здесь, мой поддон для сбора капель.Это будет на этаже клиента. Это защитит их пол. У меня есть защита для глаз. Мы также хотим практиковать безопасность и хорошие методы в доме, чтобы не повредить собственность клиента. Я просто собираюсь закончить здесь последнее. Вот так вот, и вы захотите проделать то же самое с медью. Убедитесь, что он красивый и яркий. Несмотря на то, что он просто извлекается из упаковки, он не чистый. Если вы думаете, что он чистый, они никогда не могут быть слишком чистыми.Всегда проверяйте себя дважды. Затем возьмите сухую тряпку и удалите весь мусор, который мы сделали, просто отшлифуя его.
А теперь давайте возьмем здесь этот кусок меди. Мы собираемся повторить это, возможно, поместив его в компрессор или фильтр-осушитель. Что произойдет, это четверть дюйма. Сталь три шестнадцатой. Внутренний диаметр этой четверти дюйма меди на самом деле составляет три шестнадцатых, в зависимости от того, как вы ее режете и какой режущий диск вы используете.Вы же не хотите по-настоящему раздавить медь. Медь мягкая. Она не такая мягкая, как медь для охлаждающей воды, но все же мягкая, поэтому ее можно раздавить. Если у вас возникнет проблема, когда вы не можете установить этот фитинг вместе или вместе, вы хотите использовать отвертку Torx номер 10, и вы просто идете и берете ее сюда, крутите и убедитесь, что диск подходит полностью дюйм. Это обеспечит хорошее плотное соединение.
Опять же, это одна из вещей, в которой вы хотите убедиться, — это наличие хорошей тесной связи.При очень слабом соединении то, что в конечном итоге может произойти, будет неаккуратным, велика вероятность, что припой ворвется внутрь. Так что чем плотнее соединение, тем лучше. Теперь, когда у меня есть эта чистая, моя медь чистая, я собираюсь применить слабый нагрев и использовать флюс для лужения. Что я собираюсь сделать в первую очередь, и мы обнаружили, что это сработало лучше всего, — это если сначала вы залудите сталь. Опять же, если вы используете пропановую горелку, вам не нужно ее полностью поднимать до того места, где вы ее слышите.На самом деле вы хотите использовать слабый огонь, чтобы его можно было лучше контролировать. Итак, вы хотите убедиться, что он ниже и ниже линии.
Нагрев на самом деле повышается, и он действительно поможет нагреть сталь немного быстрее. Мы не ищем пайки до того места, где она станет вишнево-красной, но мы надеемся, что этот флюс действительно расплавит ваше шипение. А теперь важная часть. Когда мы идем дальше и соединяем нашу линию вместе, мы хотим убедиться, что у нас здесь хорошая связь, и, опять же, вам, возможно, придется это изменить или около того.Здесь мы хотим наблюдать, чтобы убедиться, что эта стальная линия не станет черной. Если эта стальная линия станет черной, просто остановитесь. В таком случае. Вам нужно отключить соединение. Вам нужно пойти дальше, заново очистить стальную линию, потому что припой не будет прилипать. Он не схватывается ни с медью, ни со сталью. Итак, мы собираемся применить очень слабый нагрев к нашей стали и нашей меди.
Сначала нагреем сталь. Так сильно топить не надо, перейдем к котлу.Итак, мы хотим продолжить и снова использовать флюс. На этот раз я пойду к меду. Теперь вы можете видеть, что это превращает его в серебро, так что похоже, что мы уже добавили туда припой. Это метод, который, как мы говорим, работает лучше всего, вы действительно можете увидеть изменения в этом. Здесь мы ищем изменение в этом серебре. Когда дело доходит до яркого сияющего серебра, вы готовы. Это сразу говорит мне о том, что вы не использовали слишком много тепла, и мы не собираемся использовать слишком много припоя.У нас там есть изменение цвета. Мы собираемся сразу же расплавить припой и использовать его для капиллярного воздействия. Пусть посидят.
Вы хотите, чтобы он постоял несколько секунд или около того, и если вы возьмете влажную ткань и охладите эту часть, тогда. Теперь вы получаете флюс, который очень агрессивен. Поэтому убедитесь, что вы несете флюс в другой сумке, чем все инструменты системы щитов вместе взятые. Но вы хотите избавиться от этого потока. Он может не только стать маслянистым остатком, но и со временем повредить эту линию или это соединение.Теперь, если мы посмотрим на наше соединение здесь, припой прошел полностью, потому что мы уже покрыли его флюсом, который мы использовали, и вы хотите убедиться, что вы не используете слишком много. Мы действительно рекомендуем иногда сделать небольшой крючок внутри припоя, чтобы там, если вы используете такое количество крючка, вы использовали слишком много припоя. Вы можете использовать эту практику там.
Когда все сказано и сделано, будьте осторожны, особенно с фильтром-осушителем.У вас там может не хватить стали. Когда все сказано и сделано, если мы возьмем эту леску, вытащим ее из тисков здесь, и если я согну здесь, если я смогу раскрутить ее, со временем она будет напоминать вибрацию, что у нас может быть утечка. Прямо сейчас я скручиваю, и он не распадается, поэтому мы хотим убедиться, что у нас есть припой по всему стыку. Видно, что сама сталь не потемнела, а снова стала черной. У нас есть хорошее серебро. У нас также есть красивый серебристый цвет вокруг меди, который показывает, что чистота этого стыка была выполнена хорошо.Мы пойдем дальше и сделаем … Я покажу вам, что у нас произошло, когда вы на самом деле использовали слишком много тепла для стали.
Мы все еще можем видеть, я собираюсь сделать это прямо в этом разделе прямо здесь, снова вставлю это в тиски. Вы все еще могли видеть, что в конечном итоге произойдет следующее: если он станет черным и как быстро он станет черным, вы использовали слишком много тепла. Так что, если у вас слишком сильный жар, вы не обращаете внимания или что-то в этом роде, и вы его разогреваете, и просто наблюдайте.Просто посмотрите, как там скопился углерод, и теперь он начинает обесцвечиваться и становиться черным. Если вы дошли до этой точки, как я уже сказал, вам нужно пойти дальше, остыть, начать заново, потому что, когда мы сотрем это здесь, теперь вы увидите, что он черный.
Снова возьмите кусок наждачной бумаги и протрите его до тех пор, пока он снова не станет красивым ярко-блестящим серебром, а затем продолжайте и устанавливайте соединение. Итак, чистка, сначала лужение, чистка меди, нагревание, лужение меди, добавление флюса с помощью этого крючка.Это должно сэкономить вам много времени и сэкономить много проблем в полевых условиях, потому что, опять же, ваша утечка, вероятно, будет из-за соединения стали с медью, и это то, что мы видим там в полевых условиях.
Надеюсь, это видео было для вас полезным. Если вы хотите подписаться на нашу страницу или Нравится, пожалуйста. Пожалуйста, поделитесь этим, потому что мы хотим, чтобы все могли выполнять эту работу. Холодильное дело не самое простое. Это искусство. На это нужно время. Если вы хотите попрактиковаться, смело отправляйтесь в магазин Home Depot, Lowe’s, местный хозяйственный магазин.Поднимите немного меди. Сходите в магазин автозапчастей. Возьмите стальной оцинкованный трубопровод, тормозную магистраль, которые у них есть, три шестнадцатых с покрытием, и тренируйтесь, тренируйтесь, тренируйтесь. Это приходит со временем. Будьте терпеливы с собой.
Не расстраивайтесь, и со временем вы почувствуете это. У нас много студентов, которые приходят сюда, никогда раньше в своей жизни не занимались этим проектом. В первый раз они получаются очень хорошими. Может быть, немного удачи. Затем у нас есть ребята, которые годами занимаются этим на местах, и у них до сих пор много проблем с этим.Так что вы можете быть лучшим техником, но это все равно будет вашим самым слабым суставом. Еще раз спасибо, что присоединились к нам и посмотрели видео, увидимся в следующий раз.