Электроды для сварки инвертором тонкого металла: Сварка инвертором тонкого металла — какие нужны электроды для сварки тонкого металла
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
 Электроды для сварки тонкого металла инвертором
Электроды для сварки тонкого металла инверторомПомимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
- Метод отбортовки.
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.

- Прерывистый способ.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
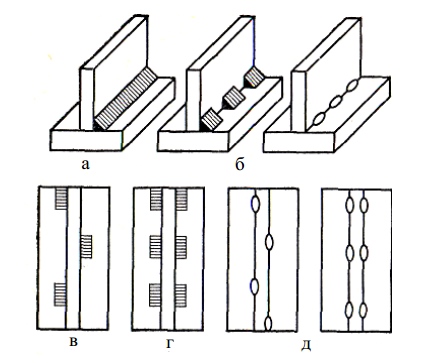
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
 Сварка инвертором тонкого металла
Сварка инвертором тонкого металлаПошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.

Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.

Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.

Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
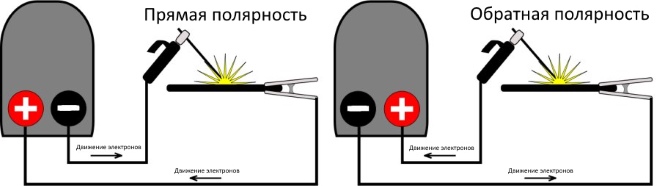
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Сварка тонкого металла инвертором и электродом
 Сварка тонкого металла инвертором и электродом
Сварка тонкого металла инвертором и электродомВарить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.

Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.

Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.

Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Поделиться в соцсетях
Сварка тонкого металла электродом
Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.

Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Как варить тонкий металл инвертором
Когда требуется сварить тонкие листы железа с использованием инвертора, то специалисты прибегают к методу обратной полярности. Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.
Еще одна особенность, позволяющая повысить качество сварки тонкостенных материалов – использование расходников малого диаметра. В нашем случае используются электроды диаметром до 2 мм. Желательно выбирать марки электродов с высоким коэффициентом плавления. Это позволяет снизить силу тока при работе, что положительно сказывается на качестве сварного соединения.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм |
|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 ампер | 50-65 ампер |
Перемещение электрода по стыку должно быть плавным, а сам он располагается к поверхности металла углом вперед (45-90 градусов).
Достоинства сварки тонкостенных заготовок инвертором
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Читайте также: Рейтинг лучших сварочных инверторов
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Заключение

Для получения хорошего результат при сваривании тонкостенных металлических заготовок важно ответственно подойти к подготовительным работам. Нужно организовать теплообмен, грамотно выбрать электроды, силу тока и только после этого приступать к работе. Внимательно нужно следить за процессом во время сварки. При необходимости лучше прервать дугу, чтобы не получить прожог.
как варить электродом тонкостенный профиль?
На чтение 8 мин. Просмотров 3.8k. Опубликовано
тонкого металла инвертором может стать реальной проблемой не только для неопытного сварщика, но и для некоторых мастеров с приличным опытом в данной области.При выполнении сварной операции приходится придерживаться иных правил, нежели при сварке толстостенных конструкций, что осложняет подбор режима и вида электродов. Но если не учитывать специфику сваривания тонколистового металла при работе, получить высококачественные швы не получится.
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
 Особенности сварки тонкого металла.
Особенности сварки тонкого металла.Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
 Схема сварки тонкого металла.
Схема сварки тонкого металла.Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
[box type=”info”]На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.[/box]https://youtu.be/Z8s_-2IDn0s
Общие принципы сваривания тонких листов металла инвертором
 Способ сварки внахлест.
Способ сварки внахлест.Сварка тонкого листового металла будет успешной, если заранее выставить точные настройки на сварном аппарате:
- при толщине металла 0,5 мм сила тока должна равняться 10А, а диаметр электрода ‒ 1 мм;
- при толщине металла 1 мм сила тока должна равняться 25-35, а диаметр электрода ‒ 1,6 мм;
- при толщине металла 1,5 мм сила тока должна равняться 45-55, а диаметр электрода ‒ 2 мм;
- при толщине металла 2 мм сила тока должна равняться 65, а диаметр электрода ‒ 2 мм;
- при толщине металла 2,5 мм сила тока должна равняться 75, а диаметр электрода ‒ 3 мм.
Прекрасно зарекомендовали себя в данной сфере инверторные агрегаты, позволяющие сваривать металл переменным напряжением и с высокой частотой.
Если настройки сварочного аппарата позволяют, нужно выставить уровень стартового напряжения меньшего значения, нежели рабочий ток приблизительно на 20%. Это позволит устранить пропаленные участки при розжиге электродуги и поможет начинать сварку непосредственно в месте соединения.
Если нет возможности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а потом перенести его на стык.
[box type=”fact”]Особенностью сварки тонкого металла инвертором считают необходимость работы на малых токах, для чего настройки агрегата поддерживают рабочие значения амперметра на уровне 10-30 А.[/box]Когда минимальное значение регулируемой величины превышает эти параметры, понизить силу тока можно с помощью дополнительного сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Также в такой ситуации может помочь установка балластника для понижения тока до актуального уровня.
Если в настройках агрегата присутствует импульсный режим, можно воспользоваться этой функции. Чрезмерно тонкие листы стали нужно сваривать прерывистой дугой. Точечная сварка выполняется следующим образом: импульсный ток автоматически разрывает дугу, предоставляя металлической поверхности время, чтобы остыть.
https://youtu.be/P2CzIuF_VhQ
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно. Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов.
[box type=”fact”]На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.[/box]В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал.
 Схема сварки тонкого листа металла.
Схема сварки тонкого листа металла.Существует разные техники и методы сварки, актуальные для данного случая:
- При выполнении непрерывной сварки всего шва важно правильно подобрать ток.
Оптимальный диапазона ‒ 40-60 А. Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами. - Прерывистую сварку также называют сваркой точками.
Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие , одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
- Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
- При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко.
Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Сварка тонкого металла:
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.

При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.

Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.

Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Содержание статьи
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
 электроды для тонкого металла
электроды для тонкого металлаКроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой. Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
 сварка тонкого металла электродом
сварка тонкого металла электродомПодготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
При сварке тонкого металла инвертором применяется обратная полярность. Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
Отметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы. Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
[Всего: 0 Средний: 0/5]советов по успешной сварке листового металла
Надлежащее оборудование, электроды и методы сварки могут предотвратить типичные проблемы при сварке листового металла, такие как деформация и расплавление.Майк Брейс и Джим Брук
Для производителей и других с В конечном итоге, сварка листового металла часто означает постоянную борьбу между производительностью и инвестициями в оборудование, а не плавлением, короблением, чрезмерно большие зоны термического влияния (ЗТВ) и внешний вид сварного шва. Для В отдельных случаях сварка листового металла, успех может быть обеспечен путем изучения правильных методов.
Выбор процесса
При сварке тонкого металла основная цель состоит в том, чтобы избежать коробления, расплавления и чрезмерного воздействия зон термического воздействия, при этом обеспечивая достаточную механическую прочность сварного шва для применения. Сварочные процессы, которые обеспечивают наибольший контроль над теплом, — это дуговая сварка металлом с короткозамкнутым контуром и дуговой сваркой (GMAW), дуговая сварка импульсным газом и металлом (GMAW-P), дуговая сварка вольфрамовым газом (GTAW) и импульсная GTAW. В таблице 1 представлен краткий обзор процессов.Правильный процесс для вас будет зависеть от относительного влияния факторов, указанных в таблице, на вашу деятельность.
Рекомендации для конкретных процессов GMAW Выбор электрода и защитного газа
Используйте наименьший возможный диаметр проволоки. Меньшая проволока требует меньше тепла для плавления, что, в свою очередь, меньше нагревает металл. Проволока меньшего размера также обеспечивает больший контроль над сварным швом и больше шансов на восстановление после ошибок, поскольку у него более низкая скорость осаждения.Вот почему профессиональные группы, такие как I-CAR, Межотраслевая конференция по ремонту автомобильных столкновений, рекомендуют использовать проволоку диаметром 0,023 дюйма для большинства ремонтных работ при столкновениях. Для сварочного материала толщиной 18 и более можно использовать 0,030 дюйма. проволока для более высоких скоростей осаждения.
Для сварки низкоуглеродистой стали выберите проволоку AWS E70 в классификации S-2, S-3 или S-6. Для защитного газа всегда используйте газ с высоким содержанием аргона, такой как 75% аргон / 25% CO2, обычно называемый 75/25 или C25. Аргон несет меньше тепла, чем чистый CO2, и вы получите меньше брызг.
Два самых популярных провода для алюминия — ER4043 и ER5356. В то время как последний подает легче, выберите ER4043 диаметром 0,030 дюйма для решения проблем, связанных с нагревом. ER4043 плавится при более низкой температуре и использует более медленную скорость подачи проволоки, что часто делает его превосходным выбором в приложениях из листового металла. Для алюминия используйте 100% защитный газ аргон.
Для сварки нержавеющей стали 304 подходят провода ER308, ER308L и ER308LSI. Для сварки нержавеющей стали 316L требуется проволока 316L.Используйте защитный газ «tri-mix», состоящий из 90% гелия / 8% аргона / 2% CO2.
Примечание: не пытайтесь сваривать тонкий металл с порошковой проволокой. Эти провода используют больше тепла, потому что они требуют глобулярного переноса. В отличие от передачи с коротким замыканием, когда сварочная ванна охлаждается каждый раз, когда проволока касается основного металла, дуга остается постоянно включенной при глобальном переносе.
Полярность Электрода
Для сварки сплошной проволокой используйте положительную полярность электрода (EP).В то время как EP направляет больше тепла в основной металл, чем на отрицательную (EN) полярность электрода, вы получите наилучшие результаты с EP и следуйте приведенным здесь рекомендациям. Если вы использовали порошковую проволоку, обязательно измените полярность вашей машины с EN на EP.
Выбор и подготовка электрода GTAW
Забудьте о вездесущем вольфрамовом электроде диаметром 18 дюймов и используйте меньший. Они имеют диаметры до 0,020 дюйма. Меньшие электроды несут меньше тепла и позволяют лучше сфокусировать дугу в меньшей области.Для применений из стали и нержавеющей стали держите вольфрам заостренным и обязательно шлифуйте параллельно длине.
Для достижения наилучших результатов при использовании тонкого алюминия используйте источник питания на основе инвертора (см. Рекомендации по источнику питания GTAW) и забудьте о популярной практике сварки чистым вольфрамовым электродом и загибания конца. Вместо этого выберите вольфрам диаметром 332 дюйма с 2% церия (2% тория как второй вариант), отшлифуйте его до некоторой точки и положите небольшую землю на конец. По сравнению с прессованным вольфрамом, используемым в обычных машинах GTAW, заостренный электрод обеспечивает больший контроль над дугой и позволяет точно направлять дугу в месте соединения, сводя к минимуму искажения.
Подготовка алюминия
Очистите все металлы перед сваркой, особенно алюминий. Удалите масло и грязь обезжиривателем / растворителем. Оксидный слой образуется на алюминии при воздействии воздуха. Этот оксид алюминия плавится при температуре 2000F выше, чем обычный алюминий. Поэтому непосредственно перед сваркой удалите оксид с помощью проволочной щетки из нержавеющей стали, шлифовальной машины или химического средства для очистки оксидов. Любая слабость при подготовке сварного шва ухудшает качество и целостность сварного шва, поэтому будьте внимательны.
Если вы храните алюминий в холодных местах (снаружи, на неотапливаемых складах), доведите его до комнатной температуры и устраните образование конденсата. Не нагревайте холодный металл кислородно-топливной горелкой — обычная практика, но не очень хорошая идея. Это может загнать углерод в оксидное покрытие.
Универсальный Совет
Техника сварки
Направьте дугу на середину сварочной ванны. Обычно вы держите дугу на передней кромке, где сварочная ванна самая тонкая, чтобы дуга попала в работу для большего проникновения.Однако, оставаясь на месте, бассейн может изолировать основной металл от полной силы дуги.
Рис. 2 — Сварщик использует источник питания инверторного типа для импульсного ГТАУ постоянного тока для сварки нержавеющей стали 18-го калибра для пищевой промышленности. Использование импульсного GTAW помогает предотвратить коробление и расплавление.
Чтобы предотвратить расплавление и деформацию, не взбивайте и не соткайте горелку, потому что чем дольше вы держите дугу в зоне, тем горячее она становится. Всегда двигайтесь по прямой линии и используйте максимально возможную скорость движения, чтобы поддерживать хороший профиль борта.
прерывистой сварки
Неравномерно распределенное тепло вызывает искажения и деформацию, что, в свою очередь, наносит ущерб частям, которые теоретически сочетаются друг с другом. Чтобы свести к минимуму деформации, распределите тепло как можно более равномерно. Вы можете сделать это, используя прерывистую технику сварки, обычно называемую пропуском или сваркой стежком.
Например, представьте, что вы свариваете кусок нержавеющей стали 18-го калибра размером 2 x 2 фута, чтобы отремонтировать борт резервуара. Начните с создания 1-в.-длинная сварка Пропустите 6 дюймов и сделайте еще один сварной шов длиной 1 дюйм. Продолжайте прокладывать путь по окружности пластины, приваривая 1 дюйм из каждых 6 дюймов. Возможно, вы слышали об этом как сварка «1 на 6». После того, как вы проехали один раз, сделайте следующий шов длиной 1 дюйм 3 дюйма от первого шва. Продолжайте размещать второй набор сварных швов между теми, которые вы сделали на первом проходе, и так далее, пока не достигнете желаемой целостности.
То же самое относится и к сварке линейных деталей. Если металл начинает деформироваться или тянуться в одну сторону, решить проблему по
- Увеличение пропускаемого расстояния между сварными швами
- Сварка в начале, середине и конце детали, затем повторение последовательности
- Сварка на альтернативных сторонах соединения.
бэк-баров
Для того, чтобы рассеивать тепло из зоны сварного шва быстрее, чем при атмосферном охлаждении в одиночку, месте зоны термического влияния при контакте с опорной панелью -. Рис 1. Опорный бар может быть как простая, как металлический стержень (обычно медь или алюминий, потому что они рассеивать тепло лучше) зажаты на задней части сварного шва. Эта простая технология позволила одному производителю использовать импульсный источник питания GMAW «все в одном» для сварки непрерывного соединения на 0,040 дюйма. алюминий.
В приложениях с более высокими рабочими циклами вам может потребоваться использовать заднюю планку с водяным охлаждением. Разработанные версии оснащены водяным охладителем, который циркулирует охлажденную воду или специальную охлаждающую жидкость через отверстия, просверленные в стержне. Простые, самодельные версии оснащены водяным кулером, циркулирующим через охлаждающую трубу через охлаждающую трубу ПВХ.
Fit-Up и совместный дизайн
Сварка тонкого металла требует плотной посадки. Представьте себе стыковой шов на металле 20 калибра.Если детали не соприкасаются даже в течение 116 дюймов, вы только что создали отверстие, которое просит прохождения через расплав и оставило зазор, который не может поглотить тепло. На более толстом металле края металла могут поддерживать дугу, но не здесь. Пробелы не вызывают ничего, кроме неприятностей. Чтобы избежать переделок, вызванных расплавлением, придерживайтесь старой пословицы: «Измерьте дважды, отрежьте один раз».
Рис. 3 — Инвертор с передовой прямоугольной технологией может фокусировать дуговой конус, сужать сварной шов и увеличивать скорость перемещения.Здесь сварка заостренным электродом и контроль баланса, выходящий за пределы 68% отрицательного электрода, создали узкий валик.
Если вы можете изменить конструкцию детали с помощью соединений, которые могут выдержать больше тепла, сделайте это. Например, вместо сварного стыкового соединения вы можете сделать кольцевое соединение? Если вы можете, вы удвоите количество металла, доступного для поглощения тепла.
Не перегружайте
Большинство людей, особенно те, у кого нет формальной подготовки, чувствуют себя вынужденными заварить сустав, чтобы получить большую силу.Предполагая, что у вас достаточно тепла, ножка сустава (длинная сторона треугольника) не должна быть длиннее самой тонкой пластины. Например, при сварке 116 дюймов. пластина до 18-в. пластина в Т-образном или круговом соединении, сварной шов должен иметь ширину всего 116 дюймов. Чрезмерно широкие сварные швы уменьшают скорость перемещения, напрасную трата времени, отходы присадочного металла и газа, могут привести к ненужному шлифованию после сварки и могут повлиять на характер металла.
GMAW Источники питания
При выборе источника питания для короткого замыкания GMAW, используйте источник с хорошим контролем напряжения на нижнем конце для хорошего запуска дуги и стабильности.
Если вы планируете приобрести универсальный источник питания, который использует 115-вольтный бытовой ток, обратитесь к одному из основных производителей промышленного сварочного оборудования. Зачастую очень дешевые машины просто не имеют наклона и индуктивности, необходимых для хорошего контроля короткого замыкания. Убедитесь, что устройство поставляется с контактором и газовым электромагнитным клапаном; некоторые агрегаты предназначены только для сварки порошковой проволокой.
Если вы планируете сварку с универсальным источником питания в диапазоне 200250 A, ищите один с золотниковым пистолетом, который подключается непосредственно к передней панели.Это устраняет множество проблем, связанных с подключением, позволяя мгновенно переключаться между двумя различными проводами, например, 0,023 жесткого провода в «обычном» пистолете и 0,030 алюминиевого провода в золотниковом пистолете. Чтобы сварить алюминий до 0,040 дюйма, источник питания, такой как Millermatic Pulser компании Miller Electric, обеспечивает хорошее значение для умеренной Объем производства, потому что он имеет встроенные возможности пульсации.
Для работы в больших объемах как агрегаты «все в одном» 200300 A, так и промышленные машины промышленного типа могут сваривать листы без превышения рабочего цикла.Хотя несколько устройств «все в одном» обеспечивают отличные результаты, они не могут конкурировать с промышленными машинами за контроль разбрызгивания. Если вы в настоящее время тратите много времени на очистку и разбрызгивание после сварки, возможно, вы сможете повысить производительность и снизить накладные расходы, обновив технологию источника питания. Помните, что газ, проволока и источник питания составляют менее 15% от общей стоимости сварного шва; 85% происходит от труда. Слишком много компаний пытаются сэкономить копейки, сокращая затраты на сварку, не обращая внимания на время заточки.
Для металлов от 116 до 332 дюймов. Диапазон, рассмотрите возможность инвестирования в импульсную систему GMAW, когда появление бусинок и отсутствие брызг являются факторами. Импульсный GMAW практически не разбрызгивается и обеспечивает более высокую скорость перемещения, чем передача с коротким замыканием, поэтому он может окупиться очень быстро. Импульсный GMAW может заменить GTAW в некоторых приложениях для повышения скорости движения. Опять же, промышленные источники питания со встроенными пульсирующими элементами управления обеспечивают наилучшее значение.
GTAW Источники питания
Источники питания GTAW подразделяются на две основные категории: источники постоянного тока для черных металлов и источники переменного / постоянного тока для цветных металлов.
Для сварки тонкой стали или нержавеющей стали, но не алюминия, приобретите один из новых инверторов GTAW, которые оснащены пульсирующим управлением и запускают высокочастотные дуги. Импульсный GTAW, который позволяет сварочной ванне охлаждаться между импульсами, является одним из самых простых методов предотвращения коробления и расплавления — Рис. 2.
Для сварки тонкого алюминия используйте станок GTAW с регулируемым прямоугольным выходом. Точная настройка его «контроля баланса» или регулировки EN соотношение EP, вы можете сузить наплавленный валик и отвод тепла от опорной плиты.
Для получения непревзойденных результатов на тонком алюминии используйте инвертор с передовой технологией прямоугольных волн, такой как Miller’s Dynasty 300 DX. Эти машины имеют расширенный контроль баланса (до 90% EN против 68% EN для обычной технологии) и регулируемую выходную частоту (обычно от 20 до 250 Гц). Инверторы создают максимально узкий конус дуги и позволяют выполнять сварку в режиме переменного тока с заостренным вольфрамом — Рис. 3. Вы можете точно направить дугу, быстрее создать сварочную ванну и разместить металл присадку в нужном месте.
Майк Брейс и Джим Брук — инженеры по сварке в Miller Electric Mfg. Co., Appleton, WI., (920) 734-9821. ,
Сварочные стержни для сварки палкой
Недавно я стоял у себя в мастерской, размышляя, какой тип сварочного стержня для сварки стержнем лучше всего выбрать.

Сварочные стержни
Итак, я сделал речерче. И поскольку я нашел так много информации о сварочных электродах, я создал это резюме.
Ниже я покажу вам, что такое сварка палкой. Также вы узнаете о различиях между самыми распространенными сварочными стержнями.Кроме того, я объясню вам кодировку всех цифр в классификации AWS стержневого электрода и тип материала покрытия, который обеспечивает каждый электрод.
Кроме того, вы можете приступить к изучению того, какой тип сварочного стержня подходит для вашего применения.
Итак, давайте начнем с нашей первой главы, чтобы увидеть, что именно является сваркой в стержне.
Что такое сварка палкой?
Сварочные электроды— это расходные сварочные стержни, используемые для сварочных проектов и машин для сварки металлов в процессе сварки стержнем.
Процесс палковой сварки также называется дуговой сваркой в защитных газах (SMAW).
Посмотрите на изображение ниже, чтобы увидеть типичную установку для сварки палкой.
Когда вы выполняете сварку палкой, у вас есть сварочный аппарат с электродным кабелем и кабелем заземления. Электродный кабель соединяет держатель электрода с машиной. Кабель заземления с зажимом заземления крепится к заготовке. Держатель электрода удерживает сварочный электрод.
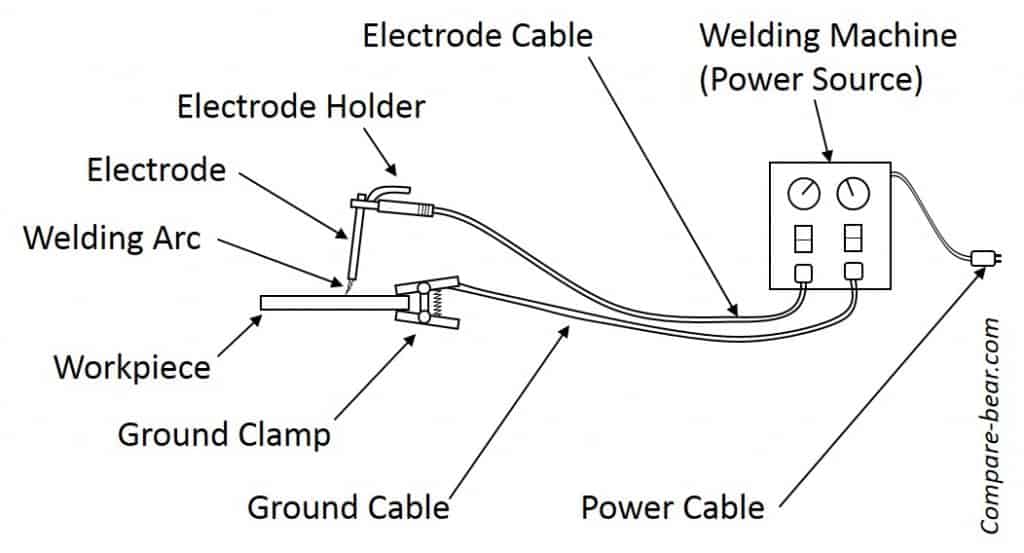
Установка для сварки палкой
вернуться в меню ↑Как работает сварка палкой?
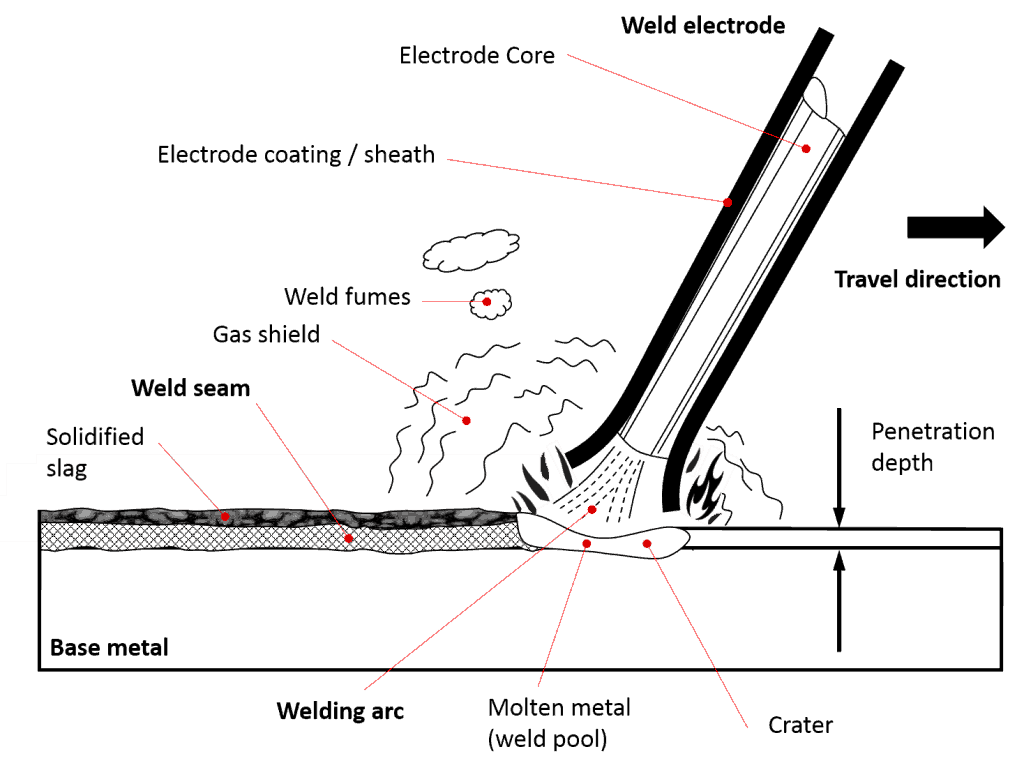
После включения электрический ток течет по сварочному стержню, который создает дугу.Во время сварки палкой сварочный электрод расходуется. Из-за высокой температуры от сварочной дуги металл разжижается и помещается поверх основного металла (= сварной шов).
Защитный газ от сварочного электрода помогает избежать окисления металла в сварочной ванне и делает процесс сварки более надежным.
Сварка стержнем со сварочным прутом
вернуться в меню ↑Различия в сварочных электродах
Сварочные электроды отличаются следующими свойствами:
- Размер (диаметр и длина)
- Прочность на растяжение
- Состав материала сердечника
- Состав материала покрытия
- Сварочное положение
Размеры сварочной проволоки
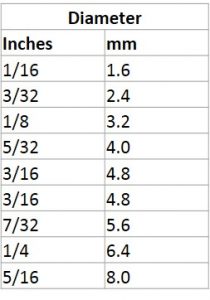
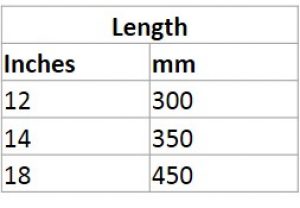
Типичные размеры стержня: 5/64, 1/16, 1/8, 3/32, 5/32, 3/16, 7/32, 1/4 и 5/16 дюйма.Чем толще стержень, тем выше должна быть ваша сила тока. Таким образом, если вам нужно сваривать тонкие металлические листы, вы должны также предпочесть тонкие сварочные прутки. Длина обычно колеблется от 12 до 18 дюймов.
Посмотрите на следующие таблицы, чтобы увидеть типичные размеры диаметров и длин сварочной проволоки в дюймах и мм.
-

- Типичные диаметры сварочных электродов
-
- Типичная длина сварочного электрода
Прочность на растяжение
Прочность на растяжение, то есть способность выдерживать без разрушения, является одним из основных различий между каждым стержнем.
Как правило, предел прочности каждого стержня может составлять от 60000 до 70000 фунтов на дюйм. Кроме того, в зависимости от количества, покрытие стержня, ток сварки и глубина проникновения сварного шва будут различаться.
Материал сердечника сварочного стержня
Как правило, сварочный стержень состоит из сердечника и дополнительного флюсового покрытия (покрытия). Например, для покрытых электродов из мягкой стали сердечник обычно состоит из низкоуглеродистой стали.
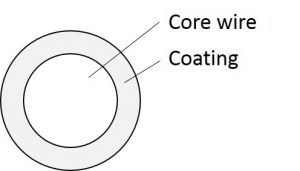
Поперечное сечение
Покрытие сварочного электрода
Существует 10 основных функций покрытия сварочным электродом.Что делает покрытие сварочного прута:
- Предотвращает окисление сварочной проволоки
- Щитки расплавленного металла от кислорода и азота
- Стабилизирует дугу
- Формы дуги потока
- Контролирует скорость плавления
- Удаляет оксиды и примеси в сварочной ванне
- Влияет на механические свойства сварного шва (предел прочности / пластичность…)
- Влияет на положение при сварке (например, сварка сверху с помощью соединений титана)
- Обеспечивает шлаком
- Изолирует сердечник провода (предотвращает короткое замыкание при сварке в узких отверстиях)
Сварочное положение
Многие из них могут заполнять любую позицию и являются очень универсальными в зависимости от сварного шва.
Теперь взгляните на следующую главу, где я объясню вам различные типы сварочных электродов:
вернуться в меню ↑Сварочные стержни, классификация
По данным Американского общества сварщиков AWS, типы сварочных электродов стандартизированы. Классификация AWS на стержнях состоит из буквы и четырех следующих цифр. Например, взгляните на следующее изображение:
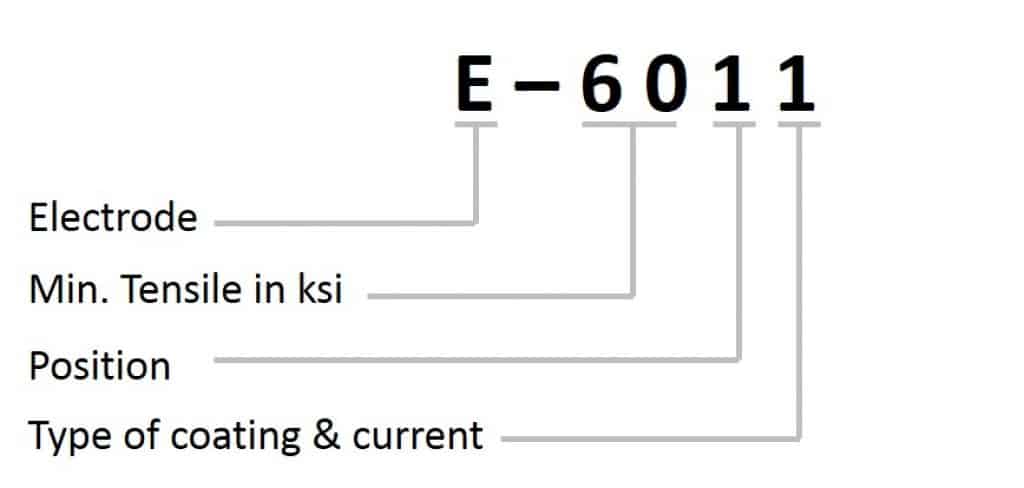
Сварочный стержень Классификация
Если у вас есть электрод E6011, буква E соответствует электроду.1-я и 2-я цифры показывают минимальную прочность на растяжение (какова прочность на растяжение?), Которую имеет ваш электрод. В этом примере это будет 60 000 фунтов на квадратный дюйм. Третья цифра говорит вам подходящие сварочные позиции. 4-ая и последняя цифры дают информацию о типе покрытия сварочного стержня и соответствующем сварочном токе (AC / DC, DC-, DC +)
Если вы возьмете наиболее распространенные сварочные электроды и расшифруете классификационную информацию, вы получите следующую таблицу классификационных списков, в которой указаны тип покрытия, позиция сварки и соответствующий сварочный ток:
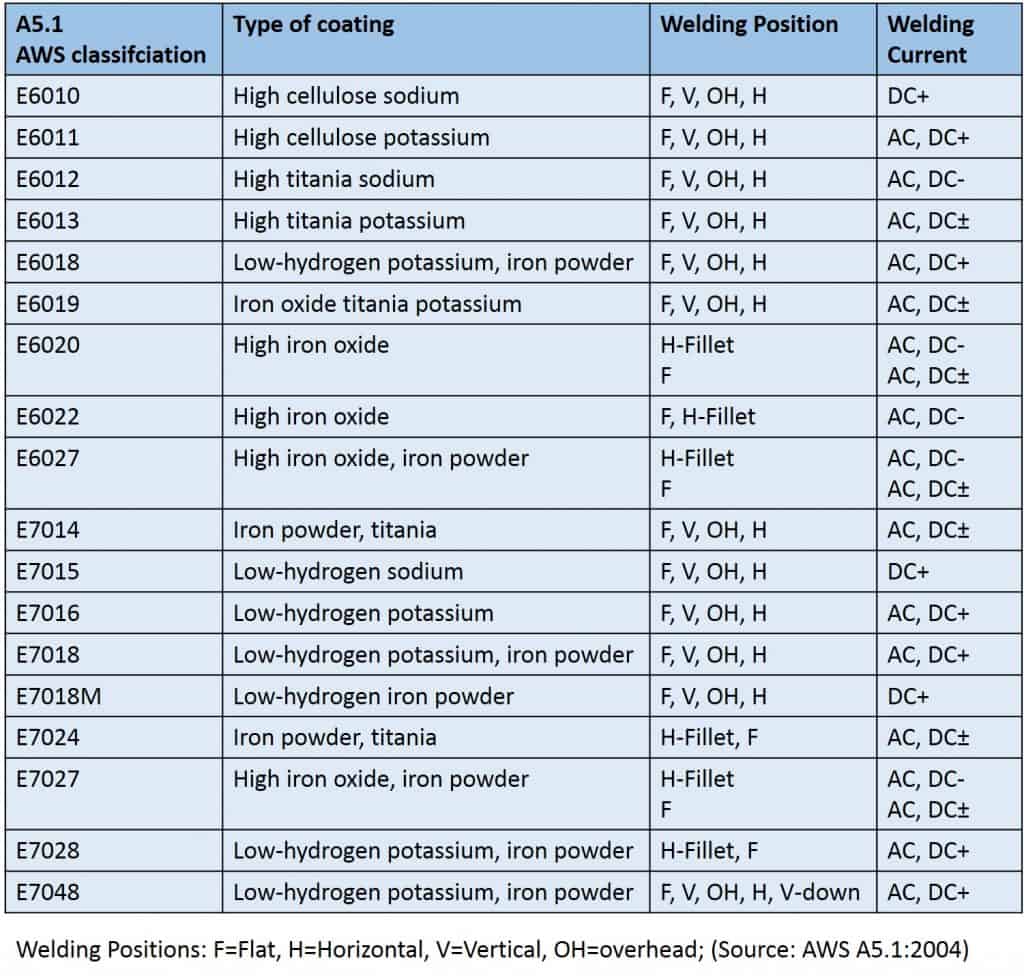
Таблица классификации электродов
DC + также называется DCEP (= положительный электрод постоянного тока), а DC- также называется DCEN (= отрицательный электрод постоянного тока), в то время как переменный ток обозначает переменный ток.
Я также хотел бы отметить, что влагостойкие электроды можно узнать по суффиксу «R».
вернуться в меню ↑Типичные типы сварочных электродов
 Ниже вы найдете подборку известных сварочных электродов и их типичный пример использования.
Ниже вы найдете подборку известных сварочных электродов и их типичный пример использования.
Прежде чем выбрать правильный электрод, вам необходимо определить тип углеродистой стали, который у вас есть:
- Низкоуглеродистая сталь: содержание углерода от 0,05 до 0,30% (= мягкая сталь)
- Среднеуглеродистая сталь: 0.3–0,8% углерода
- Высокоуглеродистая сталь: содержание углерода 0,8–2,0%
В целом, увеличение содержания углерода снижает свариваемость. Высокоуглеродистые стали требуют лучшей подготовки, такой как предварительный нагрев и последующий нагрев сварки.
6010 сварочный пруток
Известный как один из самых распространенных сварочных электродов, сварочный стержень 6010 подходит для использования с грязным или корродированным металлом.
Более подробно, он может глубоко проникать практически в любой металл и имеет предел прочности на растяжение 60 000 фунтов на квадратный дюйм.
Более того, 6010 работает только на DCEP, что дает ему плавное преимущество. Маленький шлак откалывается и удары ударяются легко. Сварочный настил, проникающий через металлический стержень в балку, является оптимальным выбором при использовании этого стержня. Если у вас нет доступа к оксиацетиленовой установке, 6010 облегчает работу с переносной горелкой. Электроды горят с очень высокой скоростью, что отлично подходит для сварки мостов и балок. Это дает 6010 преимущество перед другими стержнями.
Недостатки использования этого стержня заключаются в том, что его можно использовать только с постоянным током +, так как он имеет натриевое покрытие с высоким содержанием целлюлозы.Кроме того, дуга может быть очень плотной, что затрудняет работу начинающих, которые не знают, как управлять жесткой дугой. Кроме того, если он промокнет, вам, возможно, придется купить новый, так как он будет поврежден.
В целом, 6010 является отличным выбором для изготовления чудесных сварных швов.

Forney 31610 E6010 Сварочный стержень, 1/8-дюймовый, 10-фунтовый
- Сварочный стержень в любом положении с дугой для копания, глубокое проникновение в грязные, ржавые и окрашенные материалы
- Идеально подходит для соединений, требующих глубокого проникновения, таких как стыковые сварные швы с квадратной кромкой, подходит для вертикальной и верхней сварки легким шлаком
есть в наличии
6011 сварочный пруток
Сварочный стержень 6011 — это еще один распространенный стержень, который иногда ошибочно принимают за 6010, поскольку они расположены по периметру близко друг к другу.6011 — отличный выбор для повседневных сварочных работ, потому что он очень легко ударяется и может использоваться во многих проектах, таких как сварочный настил. Сварочный стержень 6011 имеет широкий спектр применения, включая мягкие стали, оцинкованные стали и некоторые низколегированные стали. Его прочность на разрыв составляет 60000 фунтов на квадратный дюйм.
Кроме того, оно имеет преимущество, если у вас есть устройство только для переменного тока, так как оно работает на положительном электроде постоянного тока (DCEP). Этот стержень не работает от постоянного тока и имеет целлюлозное натриевое покрытие.
Недостаткивключают шлак, более прочный для откола и менее плавный ход при выполнении корневых проходов на трубах. 6011 такой же сильный, как 6010, и может использоваться в разных позициях.
Forney 31210 E6011 Сварочный стержень, 1/8 дюйма, 10 фунтов
- Продукт 10LB 1/8 6011 Сварочный стержень
- Легко использовать
- Универсальная сварка, универсальный стержень для глубокого проникновения и быстрой заморозки на грязных, ржавых и окрашенных материалах
- Плавное смачивание и распределение дуги с хорошим разбрызгиванием, обеспечивающим быстрое осаждение и более плоские контуры, обеспечивающие более высокие скорости перемещения ^ Требуется минимальная подготовка поверхности
есть в наличии
6013 сварочный стержень
Сварочный стержень 6013 имеет широкий спектр применения, включая низкоуглеродистые и среднеуглеродистые стали, оцинкованные стали и некоторые низколегированные стали.

Сварка стержнем с помощью стержня
Как правило, в сочетании с небольшими сварочными аппаратами начального уровня, сварочный стержень 6013 представляет собой универсальный стержень, который может выдерживать более 60 000 фунтов на квадратный дюйм на квадратный дюйм.
Последние 2 цифры 13 обозначают покрытие из калия с высоким содержанием диоксида титана на электроде, которое, в свою очередь, легко совместимо с постоянным током постоянного тока, постоянным током и переменным током. E-6013 иногда называют универсальным сварочным стержнем, потому что он очень универсален. Это один из наиболее часто используемых стержней в сварочных школах.
Подходит для более тонких металлов, 6013 обеспечивает легкое и среднее проникновение, и шлак удаляется очень быстро. Стержни 6013 имеют тенденцию быть очень чистыми и визуально привлекательными.
Обязательно используйте этот тип стержня только с чистыми металлическими листами, в отличие от стержней 6010 и 6011.
С другой стороны, аналогично другим стержням: при контакте с водой он будет поврежден.
7010 сварочный пруток
Разработанный для сварки трубопроводов, сварочный пруток 7010 — это высокопрочный целлюлозный пруток, который очень универсален и может использоваться во многих позициях.Лучше всего подходит для вертикальной и вертикальной сварки.
Кроме того, стержень 7010 создает глубокое проникновение, которое создает сварочную ванну, которая легко распространяется при быстром затвердевании.
Может использоваться с переменным или постоянным током и содержит 70000 фунтов на квадратный дюйм на квадратный дюйм. Он идеально подходит для применения под высоким давлением, например, для сварки углерод-молибденовых трубопроводов.
7014 сварочный пруток
Сварочный стержень 7014 обычно предпочтителен для мягких и низколегированных сталей.Сварочный стержень 7014, покрытый железным порошком и диоксидом титана, используется для стеллажей, тяжелых листовых металлов, изготовления и общего технического обслуживания.
Они отражают гладкие бусины с рябью. Шлак можно легко удалить с помощью молотка для шлака, часто самоподъемного. Стержень 7014 обеспечивает 70000 фунтов на квадратный дюйм. Этот стержень хорош для всех позиций. Порошок железа, на который он нанесен, дает очень высокую скорость осаждения. Рекомендуемые токи включают DCEP, DCEN и AC.
Хобарт 770465 7014 Палка, 1 / 8-10 фунтов
- Для высоких требований депозита
- 70000 фунтов на квадратный дюйм предел прочности
- Работает во всех положениях полярности AC или DCEN (прямой) или DCEP (обратный)
- . Размер упаковки изделия: 14.5 «Д x 4,25» Ш x 2,75 «В
есть в наличии
7018 сварочный пруток
Сварочный электрод 7018 используется для конструкционных сварных швов с низко-, средне- или высокоуглеродистой сталью. Сварочный стержень 7018 производит очень прочные пластичные сварные швы. Известный тем, что он намного более гладкий и простой, чем стержни 6011 и 6010, конструкционная сварка является наиболее распространенным применением этого стержня.
Называется калийными стержнями с низким содержанием водорода и широко используется на заводах, в торговых центрах, плотинах, мостах и других высокоструктурированных объектах. Корпуса судов, сосуды под давлением, котлы и трубопроводы — это еще несколько типичных областей применения. Универсальность легко достигается с этим стержнем, особенно из-за прочности (70000 фунтов на квадратный дюйм). Может использоваться с постоянными и переменными токами.
Недостаткизаключаются в том, что они должны храниться осторожно и избегать попадания воды любой ценой.
Forney 30805 E7018 Сварочный стержень, 1/8-дюймовый, 5 фунтов
- Продукт 5LB 1/8 «7018 Сварочный стержень
- Легко использовать
- Сварка в любом положении, стержень с низким содержанием водорода для систем переменного тока общего назначения, требующих низкого уровня проникновения, также может использоваться на DC +
- Предназначен для сварочных головок и позволяет использовать стали и проекты, включающие трудно свариваемые стали, включая толстые профили и жесткие соединения с проблемами растрескивания.
есть в наличии
7024 сварочный стержень
Чаще всего используемый в плоских и горизонтальных положениях, сварочный стержень 7024 обладает хорошей свариваемостью и отлично подходит для судов, вагонов, кузовов грузовых автомобилей и барж.
Этот стержень идеально подходит для проникновения сварного шва с небольшой корневой пористостью. Укладка большого количества металла сварного шва облегчается с 7024. Стержень производит гладкие сварные швы, и шлак легко отрывается. Они предназначены для использования с переменным или постоянным током.
Недостаткивключают высокую подводимость тепла, и эти стержни хороши только для плоских и горизонтальных положений.
вернуться в меню ↑Подбор правильного сварочного стержня — видеогид
Для более подробного объяснения взгляните на следующее видео, предоставленное Кевином Кароном:
вернуться в меню ↑
Как обращаться со сварочными электродами
Не сгибайте сварочные электроды
Некоторые сварщики или новички сгибают свои сварочные электроды, чтобы укоротить их или улучшить положение при сварке.
Это очень неправильно, пожалуйста, не делайте этого.
При изгибе электрода покрытие повреждается. Это повредит вашим сварочным результатам.
Как хранить сварочные электроды?
Как правило, большинство стержневых сварочных электродов чувствительны к влаге. Это означает, что палочные электроды поглощают влагу из воздуха.
Электроды с низким содержанием водорода, которые поглощают влагу, могут привести к образованию трещин, вызванных водородом.
Правильное хранение сварочных электродов имеет решающее значение для обеспечения качества сварных швов.При сварке «мокрыми» электродами в сварном шве могут появиться пористые и вызванные водородом трещины.
Если у вас есть электрод с низким содержанием водорода, вы должны оставить его в оригинальной упаковке. После того, как упаковка была открыта, вы должны хранить ее в духовке при температуре от 250 до 300 ° F.
Влагостойкие электроды имеют букву «R» в своем коде классификации AWS. Хотя даже влагостойкие электроды могут подвергаться воздействию окружающей среды не более 9 часов.
Источник: https: // www.lincolnelectric.com/en-us/support/welding-how-to/pages/storing-electrodes-detail.aspx
Как перезаряжать электроды с низким содержанием водорода?
Некоторые электроды, подвергшиеся воздействию влаги, можно повторно высушить в специальной сушильной печи.
После того, как эти электроды соберут влагу, вы должны пересушить их в своей духовке. Для этого выньте электроды из банки и разложите их в духовке. Оставьте их как минимум на один час в духовке, чтобы электроды достигли необходимой температуры повторного высыхания.
В зависимости от типа электрода должны применяться различные параметры повторной сушки. Некоторые электроды должны быть предварительно высушены при более низких температурах перед их окончательной сушкой, чтобы минимизировать растрескивание покрытия.
вернуться в меню ↑Резюме
Чтобы подвести итог, сварочные стержни могут быть использованы для нескольких проектов. Некоторые из них лучше подходят для простого DIY-проекта с меньшей глубиной проникновения, в то время как другие лучше подходят для больших выходных токов для толстых стальных прутков. Правильный сварочный стержень делает процесс сварки простым и плавным.Каждый перечисленный выше стержень имеет свое идеальное применение.
У вас есть еще опыт, которым вы хотели бы поделиться здесь? Пожалуйста, не стесняйтесь и оставьте короткий комментарий ниже.
Кредиты изображений: Pixabay / byrev, 263509670 / Shutterstock, Pixabay / Skeeze, anarosadebastiani / Pixabay
,10 шт. / Лот коробка WL20 Вольфрамовый Электрод Профессиональный Tig Rod 2.0 Лантанированный Вольфрамовый Медный Электрод для Сварочных Станков
Вольфрамовый электрод из лантана представляет собой оксид лантана в вольфраме, обеспечивающий лучшие сварочные характеристики. Используется для сварки постоянным током нержавеющих сталей, никелевых сплавов, алюминия и многих других металлов.Вольфрамовые электроды из лантана чаще всего используются для замены ториево-вольфрамовых электродов, и легче создать электрическую дугу с более длительным сроком службы.
Особенности:
- Вольфрамовые электроды
- Lanthanum имеют отличные сварочные характеристики.
- Легко создать электрическую дугу, экологически чистые и без радиоактивности.
- Подходит для работы с малым током постоянного тока, сгорает быстрее при большом токе.
- Это лучший выбор для сварки нержавеющей стали и тонкой металлической пластины.
- Хорошо упакован и защищен в пластиковой коробке, не волнуйтесь, чтобы быть сломанным.
Спецификация:
Модель: WL20
Цвет наконечника: синий
Сварочный ток: 50-250А
Размер (опция) : 1,0 мм * 150 мм, 1,6 мм * 150 мм, 2,4 мм * 150 мм, 3,2 мм * 150 мм, 1,6 мм * 175 мм, 2,4 мм * 175 мм, 3,2 мм * 175 мм
Вес: Приблизительно 52 г ~ 280 г / 1,8 унции ~ 9,9 унции
Список пакетов:
10 x Вольфрамовые электроды из лантана с коробкой

![]()






Об обратной связи
Если вы удовлетворены нашими продуктами, пожалуйста, дайте нам 5 звезд
Ваше удовлетворение и положительные отзывы очень важны для нас.Пожалуйста, оставьте положительный отзыв и 5 звезд, если вы удовлетворены нашими товарами и услугами. Если у вас возникли проблемы с нашими товарами или услугами, пожалуйста, свяжитесь с нами, прежде чем оставить отрицательный отзыв. Мы сделаем все возможное, чтобы решить любую проблему и предоставить вам лучшее обслуживание клиентов. Мы дадим вам положительный отзыв после получения оплаты. Если вы недовольны своими товарами, пожалуйста, свяжитесь с нашей службой поддержки.
Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности клиентов! Обратная связь очень важна. Мы просим вас немедленно связаться с нами, прежде чем вы дадите нам нейтральный или отрицательный отзыв, чтобы мы могли удовлетворительно решить ваши проблемы.
Невозможно решать вопросы, если мы не знаем о них!
Оплата
1) Мы принимаем Alipay, западное соединение, TT. Все основные кредитные карточки принимаются через безопасный платежный процессор ESCROW.
2) Оплата должна быть произведена в течение 3 дней с момента заказа.
3) Если вы не можете оформить заказ сразу после закрытия аукциона, подождите несколько минут, и повторите платежи в течение 3 дней.
О доставке
1. Доставка по всему миру.(За исключением некоторых стран и APO / FPO)
2. Заказы обрабатываются своевременно после подтверждения платежа.
3. Мы только грузим к адресам подтвердили заказ. Ваш заказ адрес должен совпадать с адресом доставки.
4. Показанные изображения не являются фактическим товаром и предназначены только для ознакомления.
5. ВРЕМЯ ПЕРЕХОДА ОБСЛУЖИВАНИЯ предоставляется перевозчиком и исключая выходные и праздничные дни. Время в пути может меняться, особенно в праздничные дни.
6. Если вы не получили посылку в течение указанного периода, пожалуйста, свяжитесь с нами.Мы отследим посылку и свяжемся с вами как можно скорее с ответом. Наша цель — удовлетворение клиентов!
7. Из-за разницы в состоянии склада и времени мы выберем доставку вашего товара с нашего первого доступного склада для быстрой доставки.
8. Мы продавец не несем ответственности за импортные пошлины, покупатель несет ответственность за это. Любой спор, вызванный этим, является необоснованным.
9. BR покупатель, пожалуйста, предоставьте cpf или cnpj, для вас будет лучше получить его быстрее. спасибо
Возврат и возмещение
1.У вас есть 7 дней, чтобы связаться с нами и 30 дней, чтобы вернуть его со дня его получения. Если этот предмет находится в вашем распоряжении более 7 дней, он считается использованным, и МЫ НЕ ВЫДАЕМ ВАМ ВОЗВРАТ ИЛИ ЗАМЕНУ. Нет никаких исключений! Стоимость доставки несет продавец и покупатель пополам.
2. Все возвращаемые товары ДОЛЖНЫ БЫТЬ в упаковке, и ВЫ ДОЛЖНЫ ПРЕДОСТАВИТЬ нам номер отслеживания доставки, конкретную причину возврата и ваш номер телефона.
3. Мы вернем ВАШУ ПОЛНУЮ СУММУ ВЫИГРЫШНОЙ ЗАЯВКИ, после получения товара в его состоянии и упаковке со всеми компонентами и аксессуарами, ПОСЛЕ ОБОИХ Покупатель и Продавец отменяют транзакцию с Aliexpress.ИЛИ, вы можете выбрать замену.
4. Мы будем нести всю стоимость доставки, если товар (ы) не так, как рекламируется.
Мы ответили на некоторые часто задаваемые вопросы, чтобы помочь вам выбрать правильные стержневые электроды для вашей сварки.
Сварка тростью требует умения
Независимо от того, являетесь ли вы мастером-изготовителем, который выполняет сварку только несколько раз в год, или профессиональным сварщиком, который выполняет сварку каждый день, одно можно сказать наверняка: сварка в ручном режиме требует больших навыков. Это также требует некоторого ноу-хау в отношении стержневых электродов (также называемых сварочными стержнями).
Поскольку такие переменные, как методы хранения, диаметр электрода и состав флюса, способствуют выбору и производительности палочного электрода, вооружение некоторыми базовыми знаниями поможет вам минимизировать путаницу и лучше обеспечить успех сварки палкой.
1. Каковы наиболее распространенные палочные электроды?
Существуют сотни, если не тысячи, стержневых электродов, но наиболее популярными являются электроды из мягкой стали, которые попадают в классификацию Американского сварочного общества (AWS) A5.1. К ним относятся электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
| , , 6010 обеспечивают глубокое проникновение и способны «копать» сквозь ржавчину, масло, краску или грязь, что делает их популярными среди сварщиков труб. |
2. Что означают классификации электродов AWS?
Чтобы помочь идентифицировать стержневые электроды, AWS использует стандартизированную систему кодирования.Коды принимают форму цифр и букв, напечатанных на стороне каждого стержневого электрода, и каждый из них представляет определенные свойства электрода.
Для электродов из мягкой стали, упомянутых выше, вот как работает система AWS:
- Буква «Е» обозначает электрод.
- Первые две цифры представляют минимальный предел прочности сварного шва, измеренный в фунтах на квадратный дюйм (фунт / кв. Дюйм). Например, число 70 в электроде E7018 указывает