Электроды для сварки инвертором тонкого металла: Сварка инвертором тонкого металла
Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры.

- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.

 Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.

Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями
1
0
0
0
Какими электродами варить тонкий металл
Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку. Все дело не в сварочных аппаратах, а в опыте сварщика и его желании учиться и использовать современные качественные электроды и технологии сваривания.
Электроды для тонкого металла
Сейчас сварка тонкого металла нужна как никогда. Современные автомобили, катера, лодки и многие другие современные товары не обходятся без применения тонкого металла, потому что выпускать продукцию по советским меркам экономии металла в наше время просто не рентабельно.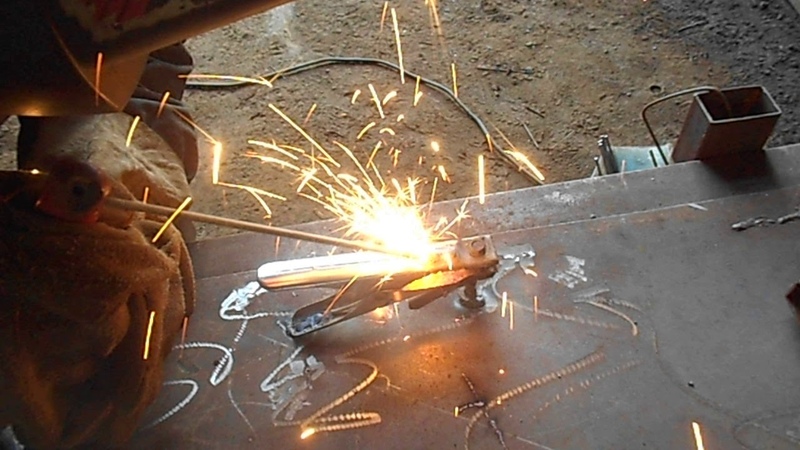
Как видите, сварка тонкого металла очень востребована, а также востребованы и умельцы, способные сварить такой металл. На самом деле сварка такого металла — очень сложный процесс, потому что при малейшей ошибке металл прожигается и становится непригодным для применения. При сваривании тонкого металла применяют ручную дуговую сварку, не прерывистую и прерывистую сварку, а также сварку полуавтоматическим сварочным аппаратом. Реже используется для сварки тонкого металла газовая сварка.
Итак, сейчас мы рассмотрим основные требования для сварки тонкого металла: толщина электрода, требуемый ток и вид электродов. Для сварки тонкого металла необходимо использовать электроды диаметром 3 – 4 миллиметра и ток от 140 до 180 Ампер. Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Для сварки еще более тонкого металла нужно использовать электроды от 0,5 мм до 2,5. Следовательно, для таких электродов нужно использовать ток от 10 до 90 Ампер.
Для сваривания на малом токе необходимо применять электроды со специальными видами покрытия, которые будут обеспечивать легкое возбуждение и устойчивое горение. Также они должны медленно плавиться и давать жидкотекучий металл, который будет придавать шву прекрасный вид.
Таким требованиям соответствует электрод ОМА-2. В его покрытие входит 36,5% титанового концентрата, 6% ферромарганцевой руды, 46,8% муки и многое другое – общем все, что нужно для стабильного и постоянного горения дуги – того, что должно присутствовать при сварке тонкого металла. ОМА-2 идеально подходят для сварки тонкого металла, потому что имеет стабильное горение дуги, которое применяется для сварки углеродистой стали.
Также хорошо подходят для сварки электроды МТ-2, которые, как и ОМА-2, прекрасно подходят для сваривания тонкого металла и имеют такие же качества, как и ОМА-2. Однако вести сварку электродами МТ-2 лучше всего на постоянном токе обратной полярности. Также если свариваемый металл достигает толщины более 1 миллиметра, то Вы можете смело применять переменный ток.
Также Вам необходимо помнить, что прекрасные результаты сварки Вы обеспечите, если будете сваривать способом «сверху вниз», потому что при этом уменьшается глубина проплавления свариваемых частей. Также в некоторых случаях применяется газовая сварка, но она «калечит» будущее изделие, деформируя его. Многие специалисты не советуют применять газовую сварку. Послушаться или нет – решать Вам.
Лучше всего поступить по совету специалистов и купить электроды ОМА-2 или МТ-2 и варить со спокойной душой. Кстати, для того чтобы купить эти электроды Вам не нужно далеко ходить: Вы можете заказать их через пункт меню «Контакты», выбрав самостоятельно завод изготовитель.
Как сварить тонкий металл – уроки для начинающих
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Сварка тонкого металла электродом: технология, электроды
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело.
Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды.
Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите.
Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками.
Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
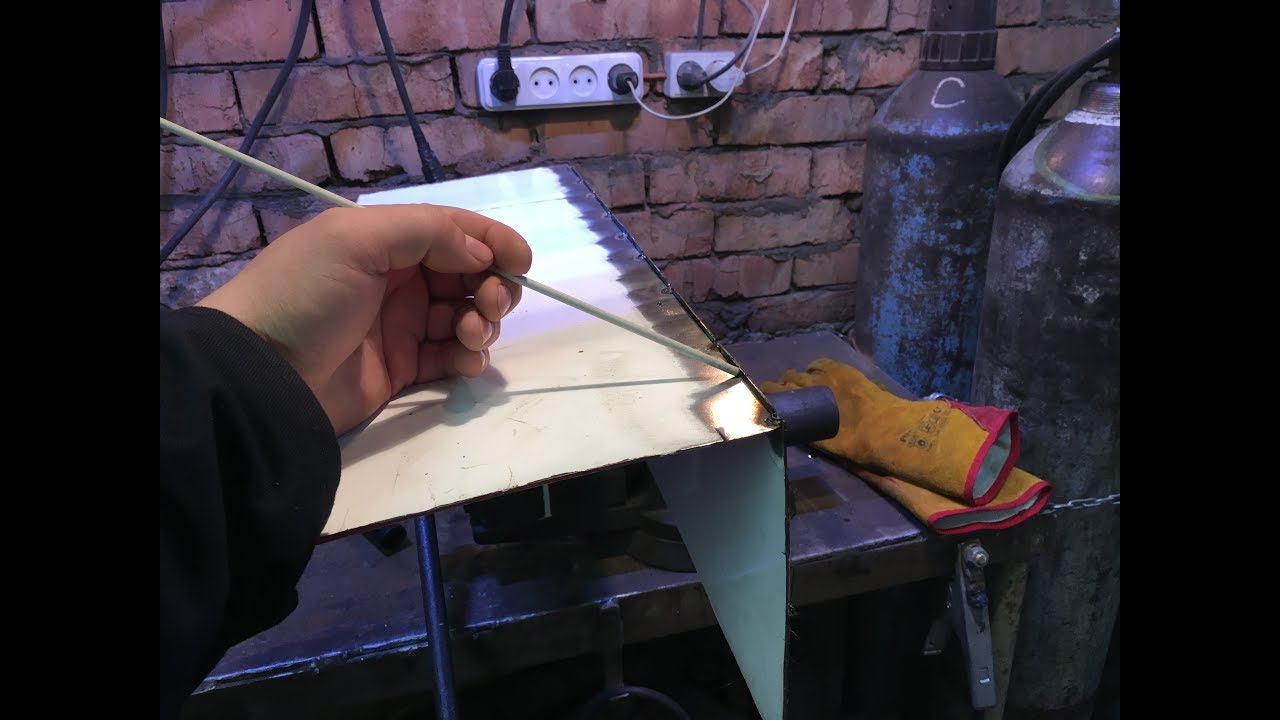
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами.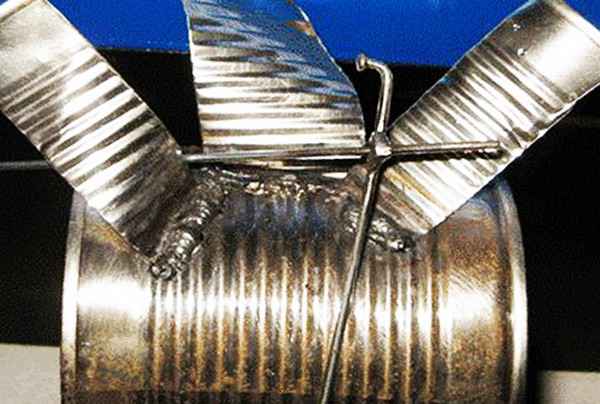 После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров.
Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали.
Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей).
Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева.
После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов.
Есть несколько способов.
Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты.
Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4.
При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать.
Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Источник: https://stroychik.ru/tools/svarka-tonkogo-metalla
Особенности сварки тонкого металла электродом
Листовой металл востребован в разных отраслях. Примером выступает соединения кузова автомобилей, создание емкостей для жидкостей. Сварка тонкого металла электродом дает возможность создать конструкции высокой прочности. Для него предусмотрено огромное количество приспособлений. Однако не все представленные методики будут эффективными при обработке листов.
Сварка тонколистового металла электродом
Особенности работы
Не каждый специалист может сваривать железо толщиной 1–2 мм. Это подразумевает навык, опытные характеристики. Если часто смотреть ролики и учитывать рекомендации, то возможно добиться существенных продвижений.
Обработка имеет следующие особенности:
- Прожоги. Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
- Непроваренные места. Желая сделать все быстро, сварщики спешат, что приводит к появлению непроваренных областей. Это ухудшает герметичность, делая деталь непригодным для жидкостей.
- Наплывы. Расплавленный материал под воздействием направленной силы выдавливает шов на обратной стороне. Положение исправляется подложкой или снижением нагрузки.
- Деформация конструкции. Материал подвержен перегреванию, что влечет его деформацию. Он вытягивается в месте нагрева. Выходом из положения служит правка холодным способом посредством резинового молотка или распределение шва по поверхности.
 Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.С учетом того, что сваривание проводится на сниженной силе тока, то элементы размером 4 мм и 5 мм не дадут электрической дуге гореть в нормальном темпе.
Выбор режимов
В домашних условиях для сваривания рекомендуется использовать инвертор. Он имеет максимально точную настройку по сравнению с трансформаторными моделями.
Он имеет максимально точную настройку по сравнению с трансформаторными моделями.
Мощность тока полностью зависит от размера листов и диаметра дуги. Тонкими считаются листы толщиной 5 мм. Проблемы могут возникнуть с меньшим коэффициентом.
Соответствие силы, материала и диаметра электрода представлено в таблице:
| Параметры материала в мм. | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Электрод, мм | 1 | 1-1,6 | 2 | 2,5 | 2-3 |
| Показатель тока, А | 10–20 | 30–35 | 35–45 | 50–65 | 65 |
Данные таблицы являются усредненными. Правильно настроить прибор можно при сваривании. При выборе электродов для сварки тонкого металла нужно учитывать, что они оборудованы увеличенной скоростью плавления. Это значит, что шов ведется непрерывно.
Как варить тонкий металл?
Сваривание тонколистного железа проводится с помощью различных технологий. При точечном воздействии высоких температур исключается образование прожога для качественного шва.
Подготовка
Как сварить тонколистовой металл известно не всем. Существуют правила подготовки к процедуре:
- Подбирается электрод и коэффициент сварного тока. На корпусе устройства указывается параметр для различной толщины материала. Оптимальным выступает 35–40 А.
- Нужный электрод ставится, зажимается клемма на свариваемом продукте.
- Сварные детали должны прочно присоединяться друг с другом.
Спайка тонких металлических листов осуществляется лишь когда технология проверена. После этого разрешается приступать к основному процессу.
Сварка
При малой толщине материала обработка проводится небольшими участками или в шахматном порядке. Применение этой технологии дает возможность ровно распределять тепловые качества:
- Работу начинают с прихвата электродом по краям, затем ставится точка в центре. Таким образом деталь не может быстро нагреваться, равномерно распределяя напряжение.
- После нанесения область зачищают металлической щеткой, чтобы удалить шлак.
- Сварка проводится точечно. Не стоит спешить, нужно дать заготовке остыть.
- Когда шов станет ровным, для максимальной герметичности проходят полосой на короткой дуге.
Специалисты советуют наклонять изделие от линии горизонта и делать шов от нижней к верхней части. Тогда лишнее станет выходить и самостоятельно выдуваться посредством давления сварочной дуги.
Точечное соединение металла
Альтернативные методы
Сварка тонколистового металла — процедура деликатная и ответственная. Она требует определенных знаний. Может проводиться полуавтоматом или вручную. Первый метод значительно проще. Процесс вручную подразумевает определенные действия.
Может проводиться полуавтоматом или вручную. Первый метод значительно проще. Процесс вручную подразумевает определенные действия.
Процессом сварки тонкого металла инвертором считается спайка. Сварка встык доступна настоящему профессионалу или в случае, если сила тока рассчитана по всем параметрам. Тогда выбирается пайка внахлест. При инверторной сварке для получения ровного шва нужно выбрать мощность тока.
Практические советы
Перед процессом опытные сварщики рекомендуют ознакомиться с полезными советами:
- Изначально следует тренироваться на лишних остатках и бракованных изделиях.
- При инверторном способе выбирается небольшая мощность, потому что запрещено разрывать работу между электродом и железным листом.
- Для любой операции необходимо надевать защитную одежду и дополнительные аксессуары, например, термоустойчивые перчатки, невоспламеняющуюся куртку, прочный шлем, очки.
- Специальная подкладка уменьшает вероятность прожечь отверстия, поэтому варить тонкий металл легче.
- Меньшая дуга исключает перегревание обрабатываемого места.

Качественная сварка тонкого листового металла осуществляется на специализированном оборудовании. Главное подготовить изделия, отвести лишнюю температуру, выставить ток.
Сварка тонкого металла электродом | Arc welding of thin metal — Территория сварки Особенности сварки тонкого металла электродом Ссылка на основную публикацию
Источник: https://metalloy.ru/obrabotka/svarka/tonkogo-metalla-elektrodom
Сварка тонкого металла электродом
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.
Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
 На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
 Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4.
При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания.
Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали.
В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
Источник: https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla.html
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
- Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
- Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
- Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.

Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
- Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
- Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
- От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
ВАЖНО ЗНАТЬ: Инструкция по пайке радиаторов охлаждения двигателя
- На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
- Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
- Видео:

Как вести контроль над дуговым зазором?
- Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
- Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
- Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
- Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
- Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
- Видео:
- Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.

За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
- Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
- Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
- Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
- Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.

Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
- При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
- Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
- При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
ВАЖНО ЗНАТЬ: Технология лазерной сварки металлов
- Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
- Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
- Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
- Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
- Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
- Видео:
- При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
- При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
- Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
- При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
- Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
- Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
- Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
- Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
- Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.

Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
- При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
- Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
- Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
- Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
- В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
- За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.

ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
- Видео:
- Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
- Но при этом нужно знать, куда какой заряд подсоединить.
- Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
- Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
- Видео:
- Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
- В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра.
На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение.
Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.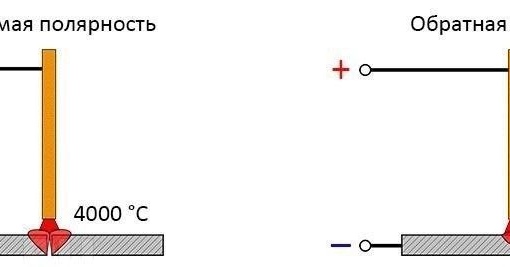
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ.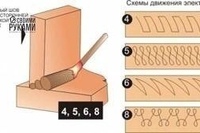 Вот основные настройки:
Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток.
Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения.
Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков.
Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.

Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к.
проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода.
Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм.
Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл.
Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
- Поделись с друзьями
- 0
- 0
- 0
- 0
Источник: https://svarkalegko.com/tehonology/kak-varit-tonkij-metall.html
Техника сварки тонкого металла электродом: особенности оборудования
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
 В результате соединение не обладает необходимой крепостью и герметичностью.
В результате соединение не обладает необходимой крепостью и герметичностью.Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.

Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ.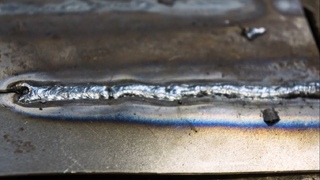
Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала.
Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Особенности сварки тонкого металла электродом
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Блок: 1/8 | Кол-во символов: 217
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.

При выполнении работ в домашних условиях возможна рихтовка поверхности молотками с резиновой ударной частью. В противном случае сваривание выполняет не сплошной полосой, а с чередованием в определенной последовательности мест наложения шва.
Блок: 2/8 | Кол-во символов: 1841
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.

Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
Блок: 2/5 | Кол-во символов: 3504
Источник: https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Блок: 3/6 | Кол-во символов: 1302
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Блок: 3/7 | Кол-во символов: 1237
Источник: https://rezhemmetall. ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.

Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Блок: 4/5 | Кол-во символов: 2630
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-elektrodom-tonkogo-metalla.html
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Блок: 4/6 | Кол-во символов: 730
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom. html
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Блок: 4/7 | Кол-во символов: 2413
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
 Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Блок: 4/5 | Кол-во символов: 2396
Источник: https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla.html
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Видео:
Блок: 5/6 | Кол-во символов: 524
Источник: https://plavitmetall. ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Блок: 5/5 | Кол-во символов: 506
Источник: https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Только практика поможет в освоение процесса.
Блок: 6/6 | Кол-во символов: 439
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Блок: 6/6 | Кол-во символов: 774
Источник: https://svarkaprosto.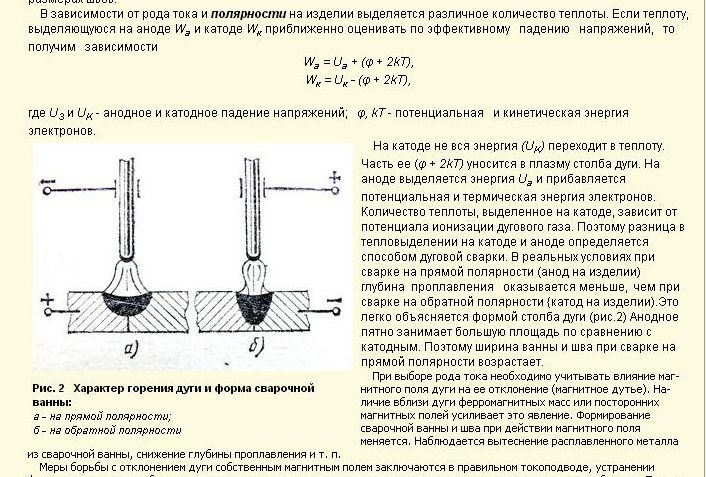 ru/tehnologii/svarka-tonkogo-metalla-elektrodom
ru/tehnologii/svarka-tonkogo-metalla-elektrodom
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Блок: 7/7 | Кол-во символов: 922
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Сварщик 6-го разряда Левченко Сергей Сергеевич. Опыт работы – 17 лет: «Я работаю в рихтовочном цеху на автотранспортном предприятии. По роду деятельности очень часто сталкиваюсь с необходимостью соединения тонкого металла. До появления инверторов это было серьезной проблемой – трансформаторы не способны сделать шов, устойчивый к процессам коррозии. Его хватала в лучшем случае на год, по прошествии которого на поверхности начинали появляться следы ржавчины. Наш парк состоит из грузовых автомобилей отечественного производства, поэтому необходимости в использовании полуавтомата у нас нет – хороший инвертор с дополнительными функциями зарекомендовал себя, как отличный инструмент при кузовном ремонте продуктов отечественного грузового автопрома».
Блок: 8/8 | Кол-во символов: 1041
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-elektrodom-tonkogo-metalla.html: использовано 1 блоков из 5, кол-во символов 2630 (9%)
- https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html: использовано 4 блоков из 6, кол-во символов 2995 (11%)
- https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html: использовано 3 блоков из 8, кол-во символов 3099 (11%)
- https://svarkaprosto.ru/tehnologii/svarka-tonkogo-metalla-elektrodom: использовано 2 блоков из 6, кол-во символов 2314 (8%)
- https://metalloy.ru/obrabotka/svarka/tonkogo-metalla-elektrodom: использовано 2 блоков из 6, кол-во символов 2675 (10%)
- https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla. html: использовано 2 блоков из 5, кол-во символов 4401 (16%)
- https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html: использовано 4 блоков из 7, кол-во символов 5642 (20%)
- https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom: использовано 2 блоков из 5, кол-во символов 4010 (14%)
 html: использовано 2 блоков из 5, кол-во символов 4401 (16%)
html: использовано 2 блоков из 5, кол-во символов 4401 (16%)соединения встык и внахлест, технология процесса
Сварка тонких металлов при помощи электродов осложняется тем, что в процессе работы возникает опасность прожога листов. Это происходит из-за быстрого расплавления кромок материалов. При нарушении технологии шов получается некрасивым со множеством сквозных отверстий.
Как варить тонкие металлы электродом
Тонким принято считать лист с толщиной менее 2 мм. Есть три варианта, которые встречаются при сварке тонких металлов:
- Лист или тонкую заготовку необходимо соединить с более толстой деталью. Это самый простой вариант. Если есть возможность, следует выбирать именно его.
- Требуется сварить два тонких листа между собой внахлест. За счет наложения листов друг на друга процесс облегчается.
- Нужно соединить два листа встык. Самый сложный случай. Вероятность прожога без опыта работы очень высока.

Существует несколько хитростей, к которым прибегают сварщики при соединении тонких металлов.
Как правильно выбрать инвертор
При выборе аппарата нужно руководствоваться правилами:
- инвертор должен выдавать стабильный сварочный ток, не бояться перепадов в сети, которые часто случаются за городом;
- не рекомендуется использовать старые аппараты («переменники»): они потребляют больше энергии, а работать с ними сложнее. Современное сварочное оборудование на выходе дает постоянный ток;
- регулировка должна производиться плавно, точный подбор параметров облегчит процесс.
 маркет
маркетИнверторы часто имеют опцию «Форсирование дуги». При включении соответствующего тумблера сварка облегчается за счет автоматического повышения и понижения значения силы тока, что важно при работе на минимальных его значениях. В результате электрод будет меньше «залипать».
«Горячий старт» облегчает поджиг дуги: кратковременно повышается сила тока в момент касания электрода заготовки. После этого параметр автоматически возвращается к исходному значению.
Какие электроды следует использовать
На постоянном токе можно варить любыми электродами, важно подобрать диаметр. Рекомендуется использовать 2 мм, а если соединяются металлы разной толщины, то допускается сварка электродами 2,5-3 мм.
Выбор марки зависит от предпочтений сварщика. Большинство применяет электроды типа АНО-4, которые легче зажигаются, но часто используют и УОНИ 13/55 или аналогичные.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркетТакже можно использовать сварочные материалы фирмы Кобелко. Это электроды Lb-52U, их диаметр отличается от российских стандартов – 2,6 и 3,2 мм. Они стоят значительно дороже отечественных, но за счет применения производителем качественной обмазки варить ими легче, чем аналогичными УОНИ.
Это электроды Lb-52U, их диаметр отличается от российских стандартов – 2,6 и 3,2 мм. Они стоят значительно дороже отечественных, но за счет применения производителем качественной обмазки варить ими легче, чем аналогичными УОНИ.
Лучше выбирать электроды с графитовыми кончиками. Такая технология облегчает первоначальный поджиг дуги.
Как сварить тонкую заготовку с более толстой
Рекомендуется выполнить следующую последовательность действий:
- Зачистить заготовки от краски и ржавчины, это поможет быстро зажигать дугу.
- Надежно зафиксировать детали друг относительно друга. Зазор между ними должен быть минимальным.
- Зажигать дугу нужно на толстой заготовке.
- После образования сварочной ванны следует поочередно переводить электрод с толстой детали на более тонкую и обратно, долго держать дугу на листе не нужно.
- Сварку лучше производить с отрывом электрода: зажигание дуги, перевод на тонкую заготовку, отрыв, снова поджиг на толстой детали. Важно не давать деталям остыть, иначе образующийся шлак затвердеет и осложнит процесс.
- Угол наклона электрода должен быть направлен так, чтобы как можно меньше воздействовать на тонкую заготовку, а больше – на толстую. Выбирается опытным путем и зависит от реальной толщины деталей.
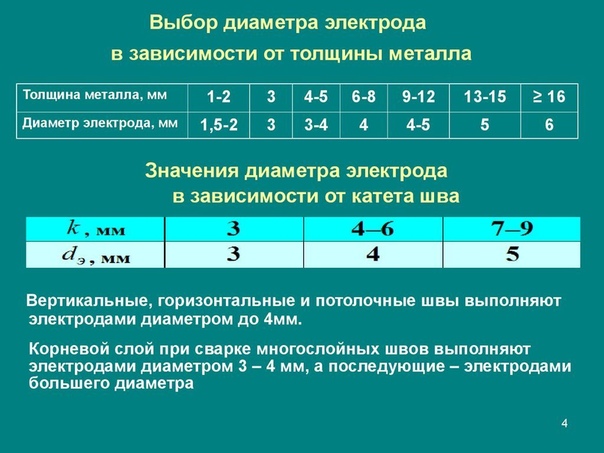
Если сварка производится в горизонтальном положении, то отрывать электрод необязательно.
Сварка внахлест
Если нужно соединить два тонких листа, то рекомендуется (по возможности) накладывать один на другой. Такое соединение позволит избежать прожогов и добиться получения красивого шва.
Процесс выглядит так:
- Очистка деталей.
- Монтаж с минимальными зазорами – рекомендуется использовать струбцины или специальные зажимы.
- Поджиг дуги на одном из листов.
- Электрод следует вести вдоль кромок с минимальными поперечными колебаниями.
- Угол удержания электрода – 45 градусов или меньше.

В процессе можно производить продольные колебания, это снизит риск прожогов. Если сварка проводится в вертикальном положении, то рекомендуется метод «с отрывом» электрода.
Стыковые соединения тонких металлов
Самый сложный случай, потребует внимательности и аккуратности. Общие принципы:
- При нарезании заготовок следует обеспечить максимальную точность, иначе во время монтажа получатся зазоры.
- Предварительная обработка кромок от грязи и краски.
- Соединение листов при помощи струбцин или зажимов.
- Поджиг дуги на одном из листов.
- Сварка ведется поперечными движениями электрода на максимальной скорости.

Допускается работа «с отрывом» – как в вертикальном, так и в горизонтальном положении.
Хитрости, используемые при сварке тонких металлов
По возможности сварщики используют следующие приемы, облегчающие процесс:
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
При сборке тонколистовых конструкций следует учитывать, что листы может покоробить во время или после сварки. Избежать этого можно, если при монтаже ставить больше прихваток или приварить дополнительные элементы, придающие плоскостям жесткость.
Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Режимы сварки
При настройке аппарата следует руководствоваться практическими советами:
- настройку сварочного тока производить опытным путем, пробуя варить на ненужных обрезках. Универсальных значений нет, каждый сварщик устанавливает те параметры, которые ему привычнее;
- функция «Форсаж дуги» – включить. Если есть колесико регулировки, следует подобрать оптимальное его положение;
- сварка производится на обратной полярности: к разъему «+» подключается держатель электродов, а к «-» – кабель массы.
Приблизительные значения силы тока.
| Толщина заготовки, мм | Значение силы тока, А |
| 0,5 | 10-25 |
| 1 | 30-40 |
| 1,5 | 40-45 |
| 2 | 50-60 |
Держатель должен надежно фиксировать электрод, иначе во время работы зажигание дуги будет выполнить сложно.
Итоги
Сварка тонких металлов при помощи электродов возможна при соблюдении технологии и повышенной аккуратности. До начала работы рекомендуется потренироваться на обрезках металла, научиться подбирать сварочный ток под свою руку.
Дуговая сварка тонкого (0,02 дюйма) листового металла
«Was micht umbringt, macht mich stärker. »
»
(т.е. «То, что нас не убивает, делает нас сильнее»)
Фридрих Ницше
В этой статье предполагается, что вы знакомы с дуговой сваркой; Вы выполняете все описанные здесь задачи на свой страх и риск.
Я написал эту статью, потому что большая часть того, что вы найдете по этой теме в сети, будет негативным. Большинство людей захотят побудить вас вложить дополнительные деньги в покупку сварочного аппарата MIG или попросить вас купить странные вещи, такие как Stitchwelder Иствуда.Как оказалось, большинство из тех, кто дает такие рекомендации, на самом деле никогда не сваривали тонкий листовой металл дуговой сваркой и даже не пытались это сделать, что вызывает следующий вопрос.
Зачем вам дуговая сварка тонкого листового металла
На самом деле вы не хотите этого делать, если у вас есть другие возможности. К сожалению, не каждый готов позволить себе хорошего сварочного аппарата MIG и все дорогие аксессуары, такие как баллоны с защитным газом, регуляторы и запасные части для механизма подачи проволоки, который слишком часто ломается. Кроме того, сварщик MIG довольно крупный. Если вы, как я, не имеете собственного магазина и предпочитаете работать в поле, вам нужно что-то маленькое и универсальное, чтобы носить его с собой. В моем случае лучше всего работал дешевый инвертор. Помимо того, что он небольшой, он на самом деле работает с обычными розетками 115 В-15 А.
Другой хороший способ сварки тонколистового металла — это пайка. Однако, как и при сварке MIG, вам нужно беспокоиться о газовых баллонах, и если ваше оборудование выходит из строя или неправильно обслуживается, вы рискуете не только отремонтировать свое жилище, но, возможно, и жилище ваших соседей.
Я не пытаюсь создать здесь корпус для дуговой сварки тонкого листового металла, но это возможно, если решающими факторами являются мобильность, размер и стоимость.
Какие недостатки
Во-первых, это очень сложно и потребует значительной практики. Кроме того, дуговая сварка выделяет много тепла и почти во всех случаях вызывает тепловую деформацию. Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка.Если вы все же решите использовать дуговой сварочный аппарат, продолжайте …
Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка.Если вы все же решите использовать дуговой сварочный аппарат, продолжайте …
Что вам нужно
- Сварочный аппарат постоянного тока с дуговой сваркой, который может работать до 20-25 ампер (если у вас нет, вы можете рассмотреть возможность получения тока ограничивающий диод, или приобретите Stitchwelder, у которого он есть)
- Сварочные стержни E6018 (также известные как фермерские стержни) или лучше E7018 1/16 «сварочные стержни (которые необходимо прокалить перед использованием)
- Я использовал тонкий лист толщиной 0,021 дюйма.
- Много-много практики (описано ниже)
Первое, к чему следует привыкнуть, — это зажигать дугу на очень слабом токе и избегать прожигания дырок в листе.Лучше всего это можно практиковать, используя заполнение.
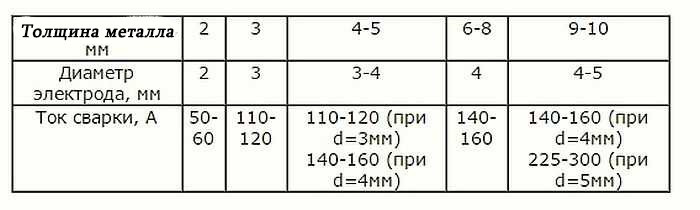 Заполнение означает добавление большего количества материала на лист основного металла. Вы в основном сжигаете стержни на поверхности металла по прямым линиям.
Заполнение означает добавление большего количества материала на лист основного металла. Вы в основном сжигаете стержни на поверхности металла по прямым линиям. - Настройте свой аппарат для дуговой сварки на прямую полярность (DCEN), чтобы тепло удерживалось на стержне, а не на основном металле,
- Наберите до 20-30 ампер,
- Установите лист, желательно на два кирпича, так, чтобы нижняя часть листа висела в воздухе.
Прокладка
Первое, что нужно сделать, это зажег дугу. При таком низком токе запуск с касания невозможен, как только стержень коснется листа, он прилипнет. Единственный способ, которым это сработало для меня, — это техника спички. Вы ударяете по листу, и как только начинается дуга, вы отрываете его, чтобы дуга оставалась непрерывной. Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать.Для начала у вас либо проблемы с заеданием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого сварного шва от шлака очистите поверхность щеткой и осмотрите сварной шов. После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать.Для начала у вас либо проблемы с заеданием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого сварного шва от шлака очистите поверхность щеткой и осмотрите сварной шов. После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
неправильная полярность (DCEN) -> швейцарский сыр
прямая полярность (DCEP) выглядит немного лучше
стыковые соединенияЭто, вероятно, то, что вы ожидаете сделать на своем грузовике или автомобиле в далеком будущем, чтобы установить патч-панели для ремонта ржавчины.Стыковое соединение состоит в том, чтобы соединить два куска листового металла бок о бок, а затем сварить их вместе. Особенно при сварке тонкого металла это требует значительных навыков, потому что вы легко обжигаете края стыков и фактически разрываете соединение, чем при его создании.
 Как вы видите на картинке, только одно соединение действительно выглядит достаточно доброкачественным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие.Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка. Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не будет сплошного кольца. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.
Как вы видите на картинке, только одно соединение действительно выглядит достаточно доброкачественным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие.Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка. Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не будет сплошного кольца. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.Грядущий рисунок.
Теперь заполните пробел несколькими петлями. Заполнить здесь сложно, потому что вы все равно прожигаете дыры. Чтобы уменьшить жар, используйте взбивающие движения, толкая и втягивая стержень в лужу в суставе, двигайтесь быстро и после каждых 1/2 дюймов подождите, дайте ему остыть и очистите его.Поскольку вы можете прожечь дыры, вам нужно повторять процесс, пока листы не слипнутся. Искажение тепла и деформация будут проблемой. Поверьте мне; это было бы намного проще со сварочным аппаратом MIG. Ниже неудачные и удачные попытки.
Хорошие: левые боковые; плохие и некрасивые: правые
тройники
впереди.
Перед работой с автомобилем или чем-то важным
Поскольку под автомобилем или любой другой драгоценный предмет, который вы хотите починить, вероятно, стоит дорого, вы можете немного попрактиковаться.Попробуйте расположить прокладки, стыки и тройники в вертикальном положении вверх, вниз и над головой. Освоив это, вы можете считать себя способным к дуговой сварке тонкого листового металла. Когда вы работаете с автомобилем, обязательно принимайте меры предосторожности, начиная с отключения аккумулятора, вынимая все, что может загореться, и заканчивая подготовкой огнетушителя. Особенно вероятно возгорание масла, распыляемого за панелями и внутри рамы для защиты от ржавчины. При сварке рам следует зашлифовать сварной шов, чтобы проверить качество. Плохие сварные швы фактически ослабят вашу раму.
Плохие сварные швы фактически ослабят вашу раму.
Заключение
Да, дуговая сварка листового металла — это сложно, утомительно и, вероятно, немного безумно, но выполнимо. Я бы сравнил это с пластической операцией мясными ножами. Каждый хирург может управлять скальпелем, но лишь немногие могут работать с любым инструментом. Теперь вы знаете секрет дуговой сварки тонких металлических листов.
Ссылки
Как сварить листовой металл с помощью аппарата для ручной сварки
Настоящий трюк при сварке листового металла — это использование подачи проволоки. Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Аппарат для подачи проволоки или сварочного электрода идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал, что меньше 3/16 дюйма будет тонким. Итак, с этого момента мы говорим о материале менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть новый хороший материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ.Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать стержни 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, продолжайте, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто сварите это. Скорее всего, если материал такой плохой, сварной шов в любом случае продлится далеко от остального материала.
Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Аппарат для подачи проволоки или сварочного электрода идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал, что меньше 3/16 дюйма будет тонким. Итак, с этого момента мы говорим о материале менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть новый хороший материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ.Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать стержни 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, продолжайте, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто сварите это. Скорее всего, если материал такой плохой, сварной шов в любом случае продлится далеко от остального материала. Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время.Это позволяет вам двигаться намного быстрее, чем 7018.
Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время.Это позволяет вам двигаться намного быстрее, чем 7018.
Что касается самой сварки, мне нравится использовать взбивающее движение, при котором сварочный стержень следует в том же направлении, что и я при сварке. В основном просто движение вперед-назад. Причина этого в том, чтобы не перегреваться в одном месте. Если вы будете тянуть стержень медленно, у вас будет довольно хороший шанс прожечь. Если вы выполняете сварку вертикально, не бойтесь спускать 6011 под гору. Если материал действительно тонкий, я также буду использовать взбивающее движение на спуске.Я знаю, что это противоречит некоторым принципам закапывания шлака, но когда материал тонкий, это не имеет большого значения. Практически все, что сделано из тонкого материала, подвергается сварке. Скажем, например, вы ремонтируете резервуар воздушного компрессора, в котором есть ржавое отверстие. Вы будете сваривать заплату на 100%, потому что она должна быть герметичной, а не для прочности. Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Я полагаю, что мораль этой истории в том, что с помощью сварочного аппарата в крайнем случае можно сделать что угодно.Чтобы это произошло, нужно лишь немного практики. Просто возьмите кусок листового металла, чтобы правильно настроить тепло, и отправляйтесь в город. Хорошая термоустойчивость для стержней 1/8 ″ 6011 на тонком материале составляет около 80-90 ампер. Для 3/32 ″ 7018 это примерно то же самое. Все разные, но эти настройки помогут вам сваривать листовой металл.
Лучший электрод для начинающего сварщика — Baker’s Gas & Welding Supplies, Inc.
Сварщикам, которые не знакомы со сваркой, может быть трудно решить, какой электрод использовать, когда есть так много вариантов.Хотя многие инструкторы по сварке рекомендуют своим ученикам практиковаться с электродом E6010, электрод E6013 упоминается редко, но очень прост в использовании.
Относительно неопытные сварщики могут создавать отличные сварные швы с помощью электрода E6013. Кроме того, есть еще несколько причин использовать эту удочку:
Кроме того, есть еще несколько причин использовать эту удочку:
- Отлично работает с машинами A / C и D / C.
- Работает в любом положении (включая накладные).
- Имеет гладкий сварной шов.
- Хорошо работает как с тонкими, так и с толстыми металлами.
Как и в случае со всеми электродами и сварочными процессами, существует несколько основных ингредиентов, необходимых для правильного выполнения работы, а именно:
- Правильная подготовка швов
- Установка станка в соответствии с проектом
- Основные методы сварки
Совместная подготовка для E6013
Для этого электрода соединение должно быть чистым, хотя небольшая ржавчина не является проблемой. По крайней мере, очистите стык с помощью проволочного шлифовального круга или шлифовального станка и убедитесь, что нет масла, влаги, краски или чего-либо еще, что может загрязнить сварной шов.
В случае ремонта трещины полностью заточите ее. В противном случае трещина вернется и снова начнет распространяться. Просто помните, чем чище будет стык, тем легче будет сваривать.
В противном случае трещина вернется и снова начнет распространяться. Просто помните, чем чище будет стык, тем легче будет сваривать.
Установка машины для E6013
Настройка сварочного аппарата — самая важная часть сварочного процесса. Если вы потратите время на правильную настройку машины, это упростит сварку и в то же время даст красивый сварной шов.
Настройки сварочного аппарата для E6013 различаются в зависимости от размера электрода и толщины металла.В ящиках для электродов указан рекомендуемый диапазон силы тока. Это всего лишь рекомендации, потому что каждый сварочный аппарат работает по-своему.
Чтобы настроить сварочный аппарат, прочтите, что производители электродов рекомендуют в качестве диапазона силы тока, или обратитесь за рекомендацией в магазин сварочных материалов. Установите сварщик на середину этого диапазона силы тока.
Как только это будет настроено, потренируйтесь и регулируйте силу тока до тех пор, пока бусинка не станет гладкой и не будет хорошо смыта с металлом. Электрод должен быть достаточно горячим, чтобы он не прилипал, и достаточно остыл, чтобы он не стал вишнево-красным.В качестве быстрой проверки сварите два куска металлолома и попробуйте их сломать. Это должно дать представление о том, обеспечивают ли настройки прочный сварной шов.
Методы сварки электрода E6013
Перед тем, как начать, установите металл в удобное положение и используйте две руки. Верно; две руки более устойчивы, чем одна. С этим электродом обычно используются методы взбивания или кружения. Эти методы не только помогают улучшить сварной шов, но и помогают контролировать скорость движения.
Перетащите электрод под углом от 10 до 30 градусов по направлению движения. Если есть какие-либо проблемы со сваркой, подумайте об использовании электрода меньшего диаметра, который упростит сварку.
Для большинства применений E6013 — хороший выбор электродов на все случаи жизни. Его можно использовать для сварки листового металла, толстых листов и всего, что между ними. Но есть одна загвоздка! Когда дело доходит до электродов для дуговой сварки, всегда используйте электроды класса А и желательно от имени известных производителей.В конце концов, использование этого электрода безгранично, и самое главное, насколько легко им пользоваться!
Но есть одна загвоздка! Когда дело доходит до электродов для дуговой сварки, всегда используйте электроды класса А и желательно от имени известных производителей.В конце концов, использование этого электрода безгранично, и самое главное, насколько легко им пользоваться!
Как сваривать тонкий металл
Работать с более тонкими металлическими листами непросто. Если вы используете слишком много тепла, вы можете получить ожог. Слишком мало может привести к недостаточному провару сварного шва и к образованию хрупких соединений.
Выбранный вами процесс сварки играет решающую роль в успехе процедуры. Если вы хотите знать , как сваривать тонкий металл , продолжайте читать.
Чтобы обеспечить хорошее соединение при работе с тонким материалом, необходимо помнить о нескольких вещах.
Минимизация ожога
Прожог возникает, когда расплавленная сварочная ванна разрушается, отделяясь от заготовки. В результате вместо идеального стыка получается большое отверстие. Дефект возникает из-за высокотемпературных входов и не может быть исправлен. Затем сварщику придется снова приступить к работе с новой заготовкой.
Дефект возникает из-за высокотемпературных входов и не может быть исправлен. Затем сварщику придется снова приступить к работе с новой заготовкой.
Внешний вид сварного шва
Поскольку тонкие металлы требуют меньшего тепловложения, внешний вид сварного шва может приводить к большему разбрызгиванию.С этой проблемой сварщики обычно сталкиваются при работе с присадочными металлами из нержавеющей стали.
Угол горелки
Размещение резака значительно влияет на передачу энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и его температуру плавления. Все эти факторы влияют на количество энергии, воздействующей на металл одновременно. Это может либо увеличить, либо снизить риск ожога.
Защитный газ
Ваш выбор газа существенно влияет на производительность процесса.Если он не передает энергию так эффективно, как должен, это может привести к образованию соединений низкого качества. Если он имеет невероятно высокую скорость передачи энергии, он создаст значительное количество брызг, и вы также рискуете продуть материал.
Для этих типов соединений можно использовать сварку вольфрамовым инертным газом (TIG) или металлическим инертным газом (MIG).
Металлический инертный газ для тонких листов
Газовая дуга или сварка металла в среде инертного газа — это наиболее часто используемая процедура сварки металлических листов.В зависимости от типа сварного шва и размера листа вы можете использовать либо обычную сварку MIG, либо комбинировать ее с импульсным методом, чтобы избежать продувки.
Пульсирующий
В этом методе вы нагреваете небольшой сегмент пластин, которые необходимо соединить, а затем даете сварочной ванне полностью остыть. Не следует пытаться заполнить соединение сразу, так как вместо этого в заготовке может образоваться отверстие.
Процесс имеет высокую скорость проплавления материала и наплавки металла.Сильное энергетическое воздействие в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте в процессе проволоку самого короткого диаметра. Для плавления требуется меньше энергии, что ограничивает передачу тепла основному металлу.
Для плавления требуется меньше энергии, что ограничивает передачу тепла основному металлу.
Важной причиной того, что этот метод так широко используется при работе с листовыми материалами, является то, что он позволяет контролировать подвод энергии. Это также позволяет лучше контролировать внешний вид сварного шва, что упрощает исправление ошибок, которые могут возникнуть из-за более низкой скорости наплавки.
Советы и хитрости:
- Никогда не используйте присадочную проволоку, диаметр которой превышает толщину основного материала.
- Для низкоуглеродистой стали используйте кабель ER70S-6 в соответствии с классификацией Американской ассоциации сварщиков. Он имеет более широкий охват смачивания и максимальную площадь контакта.
- Используйте защитный газ с высоким содержанием аргона — он передает меньше тепла, чем чистый углекислый газ.
- Используйте электрод постоянного тока положительной полярности.Он выделяет больше тепла по направлению к металлической проволоке и меньше к основному металлу.
- Использование электрода постоянного тока Отрицательный электрод может быть опасным и контрпродуктивным. Он передает меньше тепла присадочной проволоке и больше — материалу основы. В конечном итоге вы можете перегреть заготовку и не получить достаточного количества наполнителя для образования стыка.

TIG для тонких листов
TIG обеспечивает дополнительный контроль над потребляемой энергией. Вы можете регулировать это с помощью размера используемого электрода, а также с помощью техники пульсации.Это также позволяет лучше сфокусировать дугу на определенной области.
Советы и хитрости
- Используйте электроды меньше 1/8 дюйма — их легче запустить и они лучше работают при более низких настройках нагрева.
- Используйте проволоку тоньше основного материала
- Используйте инверторный источник питания для более тонких алюминиевых листов
- Используйте заостренный электрод для большей стабильности дуги, так как он сводит к минимуму искажения
- TIG можно использовать с различными материалами и исключительно хорошо работает практически со всеми. Совместите любой из них с одним из следующих методов в соответствии с соединением и его требованиями
 Совместите любой из них с одним из следующих методов в соответствии с соединением и его требованиями
Совместите любой из них с одним из следующих методов в соответствии с соединением и его требованиямиПропускная сварка
Вы можете свести к минимуму коробление и неровный внешний вид валика, сделав более мелкие прерывистые швы. В этой технике вы разделяете сустав на равные части и направляете энергию только на чередующиеся части. Благодаря технике пропуска вы уменьшаете количество энергии, воздействующей на каждую секцию за один раз, что снижает риск поломки сустава.В результате получается аккуратно выглядящий шов, который также является прочным.
Опорные стержни
Чтобы уменьшить риск ожога листа, вы можете прикрепить заготовку к охлаждающим стержням. Пока вы нагреваете их спереди, стержни охлаждают их сзади, что снижает риск повреждения сварного соединения за счет регулирования тепловложения.
Подгонка и конструкция шарниров
Стыки на более тонких листах сложны. Вы должны убедиться, что они плотно прилегают друг к другу, поскольку даже мельчайшие отверстия считаются прожогом и создают слабое соединение. Чтобы этого избежать, перед сваркой убедитесь, что оба металла идеально подходят друг другу.
Чтобы этого избежать, перед сваркой убедитесь, что оба металла идеально подходят друг другу.
При использовании более тонких листов у вас нет права на ошибку, так как не так много материала, который можно перенаправить на место. Правило: дважды отмерь и один раз отрежь. Если вы справитесь с этим, вы не рискуете испортить сустав.
Как соединить тонкий лист с толстым
При соединении более толстого листа с листом, скажем, 22 калибра, вы не будете просто использовать технику ткачества или пропустить технику сварки.Они не окажутся полезными, поскольку с ними вы не достигнете высоких уровней проникновения.
Вместо этого вам следует сначала разместить все кнопки и удерживать их на месте. Затем вам нужно направить энергию на более толстый лист металла. Убедитесь, что вы хорошо работаете по направлению к краю стыка. Это гарантирует, что сварочная ванна достигнет более тонкого металлического листа, что обеспечит проплавление сварного шва.
Для того, чтобы это сработало, вы установите уровни силы тока и температуры в соответствии с требованиями к более тяжелому листу, что означает, что они будут относительно высокими. Держите источник энергии подальше от более тонкого листа, иначе вы прожигете в нем дыру. Это требует некоторой практики, но как только вы освоитесь, процесс станет относительно более простым.
Держите источник энергии подальше от более тонкого листа, иначе вы прожигете в нем дыру. Это требует некоторой практики, но как только вы освоитесь, процесс станет относительно более простым.
Используя правильный метод сварки, присадочную проволоку и контролируемое энергопотребление, вы можете создать идеальный сварной шов.
Связанные вопросы
Какую толщину можно сваривать с помощью сварки MIG?
Если вы можете контролировать количество тепла, вы можете даже сваривать практически любой лист с температурой ниже 0 ° C.8 мм с использованием MIG. Однако мы рекомендуем использовать MIG для металлов толщиной более 0,6 мм. В идеале вы должны использовать TIG для листов толщиной 0,6 мм или тоньше.
Что лучше — сварка MIG или TIG?
TIG обеспечивает более качественные и чистые сварные швы, чем MIG. Полученный продукт намного точнее, долговечнее и аккуратнее, чем MIG или другие процедуры дуговой сварки. Однако для разных сварных швов требуются разные методы, и вам необходимо знать требования и свойства металла, прежде чем вы решите, какой метод или процесс использовать. Если вам требуются высокие скорости наплавки металла и проплавление для повышения производительности, MIG может быть для вас.
Если вам требуются высокие скорости наплавки металла и проплавление для повышения производительности, MIG может быть для вас.
Как лучше всего сваривать тонкий металл?
TIG и MIG идеально подходят для сварки более тонких листов металла. Оба работают особенно хорошо почти для всех типов материалов. Однако для очень тонких листов нержавеющей стали и алюминия мы рекомендуем использовать метод TIG, поскольку он позволяет лучше контролировать тепловложение. Вы даже можете гарантировать, что не пробьетесь сквозь материал.
MIG значительно удобнее в использовании, и многие люди используют автоматизированных роботов для выполнения этой задачи. Однако он не подходит для использования на хрупких листах. Мы предлагаем вам использовать его для более толстых материалов, таких как конструкционная сталь. Благодаря своей высокой производительности и скорости наплавки MIG обеспечивает лучшее проплавление и качество соединения для листов немного большей толщины.
Подобные сообщения:
Точечная сварка тонким металлическим электродом.
Как приготовить тонкий металл с помощью инвертораСварка тонкого металла — это вопрос, который сегодня часто волнует как начинающих сварщиков, так и тех, кто давно занимается сваркой, но впервые столкнулся с проблемами, возникающими при сварке изделий из тонкого металла.И продукция может быть самой разной. Листовой металл сегодня используется как при производстве автомобилей, так и при производстве лодок или моторных лодок. Да и из такого металла часто делают и другие современные изделия, и это связано, в первую очередь, с вопросами рентабельности производства.
Таким образом, сварка тонкого металла электродом — процесс востребованный, но в то же время в нем есть свои тонкости, которые необходимо учитывать при качестве работ.
Сложность сварки тонкого металла.
Основная проблема, возникающая при работе с листовым металлом, заключается в том, что любое неосторожное движение электрода может привести к сквозному отверстию в металле — то есть металл горит и становится совершенно непригодным для дальнейшего использования. С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотный контакт электрода с металлом приводит к недостаточно качественному сварному шву — а проще говоря, в этом случае сварка вообще отсутствует, возникает так называемое отсутствие плавления. образовалось, то есть недостаточно хорошее соединение свариваемых поверхностей между собой.
С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотный контакт электрода с металлом приводит к недостаточно качественному сварному шву — а проще говоря, в этом случае сварка вообще отсутствует, возникает так называемое отсутствие плавления. образовалось, то есть недостаточно хорошее соединение свариваемых поверхностей между собой.
Еще одна проблема при сварке таких изделий заключается в том, что она проводится при малых токах, и даже если расстояние между электродом и поверхностью изделия увеличивается очень незначительно, сварочная дуга сразу же гаснет. Словом, для проведения такого процесса требуется довольно большой практический опыт, позволяющий правильно выбрать ток, при котором будет вестись сварка, скорость подачи электрода и длину сваренной дуги.
Есть и другие сложности при сварке листового металла или изделий из него.Например, кромка изделия должна быть особым образом подготовлена к сварке, и здесь подходят не все типы сварных соединений — есть те составы, которые используются чаще всего, а те, которые можно использовать только в крайних случаях, когда есть Другого выхода из ситуации нет.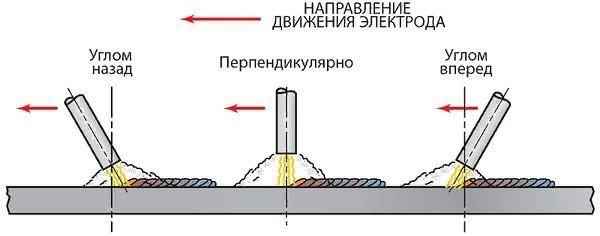 Кроме того, большое значение имеют удельная толщина листа и пространственное расположение сварного шва. Одним словом, тех особенностей, которые необходимо учитывать при сварке изделий из листового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Кроме того, большое значение имеют удельная толщина листа и пространственное расположение сварного шва. Одним словом, тех особенностей, которые необходимо учитывать при сварке изделий из листового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Основные требования к сварке тонкого металла.
- Большое значение при сварке тонкого металла имеет толщина выбранного электрода. Толщина электрода зависит от толщины самого металла. Если толщина металлического листа около 3 мм, то сварку следует производить электродами диаметром 3-4 мм. Для сварки металла меньшей толщины следует также выбирать более тонкие электроды. Обычно диаметр электрода должен соответствовать толщине листа.Например, для листа толщиной 2,5 мм необходимо подбирать электрод с таким же диаметром.
- Также особые требования при сварке тонкого металла предъявляются к сварочному току. Сила тока зависит от толщины металла и диаметра электрода. Если сваривается металл толщиной 3 мм, то необходимо выбирать сварочный ток в пределах от 140 до 180 А. При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.
- В случае работы с тонкими металлами очень важно обращать пристальное внимание на тип выбранных электродов. Для сварки листового металла на малых токах рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно обеспечивают легкое возбуждение дуги и ее стабильное горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавления образовывать текучий металл.
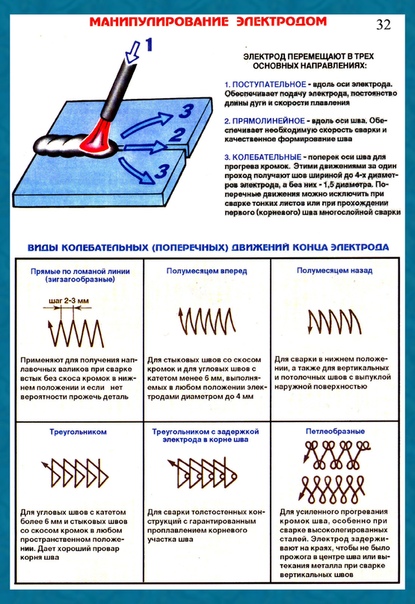 При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.
При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.Основные методы сварки тонкого металла.
Сварка тонкого металла может осуществляться как в полуавтоматическом режиме, так и при ручной дуговой сварке.Полуавтоматическая сварка намного проще, поскольку такое оборудование отлично справляется с проблемами, которые могут возникнуть при сварке на малых токах. Но не все домашние мастера являются обладателями такого оборудования, поэтому чаще всего применяется ручная дуговая сварка.
В этом случае можно использовать несколько способов сварки.
- Сплошная сварка всего шва. Очень важно выбрать правильный ток (лучше всего начинать с диапазона 40-60 А) и правильную скорость движения электрода, так как если электрод движется слишком быстро, корень сварного шва не сваривается, и если сварщик двигается слишком медленно, в металле образуются дыры.
- Прерывистая сварка. Этот вид сварки еще можно назвать «точечной сваркой». Именно этот способ сварки чаще всего используется при работе с тонкими металлами. Сварка осуществляется короткими точечными контактами электрода и свариваемого металла. Вы также можете не только «расставить» электрод по металлу, но и нарисовать короткие линии. Особенностью этого метода является то, что сварочный ток устанавливается немного выше обычного. Движения сварщика должны быть достаточно быстрыми, чтобы свариваемый металл не успевал остыть.
Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока. Конечно, очень важно создать определенную скорость и равномерность движения электрода, чтобы сварной шов был гладким и качественным. Кроме того, очень важно следить за тем, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не с первого раза, но в этом случае упорство и практический опыт сварщика намного важнее его теоретических навыков и квалификации.
Конечно, очень важно создать определенную скорость и равномерность движения электрода, чтобы сварной шов был гладким и качественным. Кроме того, очень важно следить за тем, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не с первого раза, но в этом случае упорство и практический опыт сварщика намного важнее его теоретических навыков и квалификации.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстановить автомобили и отремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, сделать качественно без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, какие бывают проблемы и как их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку при плохом соединении.
- Обжиг заготовки.
- Прилипание электрода.
- Деформация материала.
Выгорание — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и непосредственной близости кончика расходного материала к поверхности металла.Эти два негативных фактора способствуют образованию неровностей стыков и, как следствие, ухудшению качества сварки.
Сплошной шов — частая ошибка новичков в сварке. Боясь обжечь металл, кончик электрода удаляется на большое расстояние, и расплав просто растекается по поверхности. В результате при зачистке оказывается, что шов неровный и нет соединенных участков.
Деформация также является довольно частым явлением при сварке листового металла.Это следствие воздействия высоких температур.
Как проводится сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор.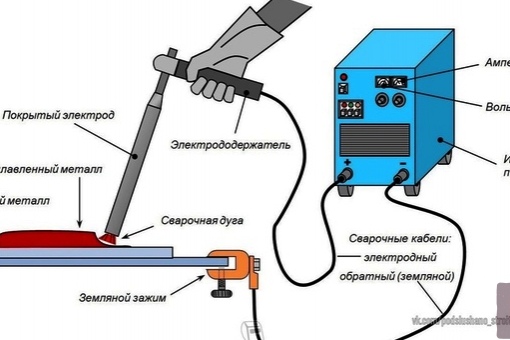 В отличие от трансформаторных аналогов такие устройства имеют более тонкую настройку.
В отличие от трансформаторных аналогов такие устройства имеют более тонкую настройку.
Сила тока, используемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров.Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную регулировку прибора можно определить опытным путем, попробовав варить металл.
При использовании тонких электродов необходимо учитывать, что скорость их плавления выше, а значит, шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций.Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций.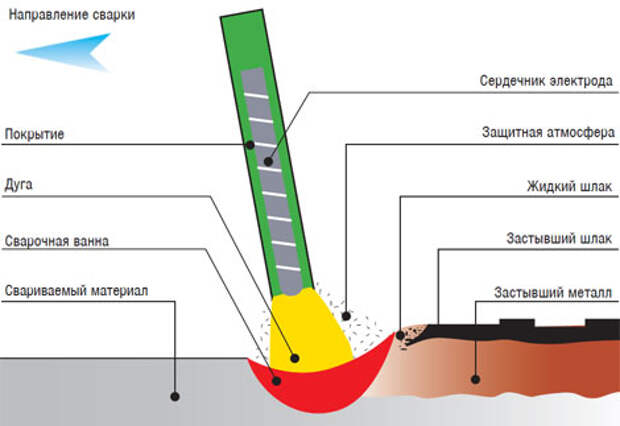 Всю работу можно разделить на три этапа:
Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно приготовить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель.
Оцинкованный листовой металл на месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно готовить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отклеить на длину около 5 мм, это будет способствовать быстрому горению поджога.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого сделайте кратковременный поджог и приварите края металла в виде острия или длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами. Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Обычно расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируют ванну из расплавленного металла и начинают вести шов.При этом сварочная ванна должна иметь удлиненно-овальную форму. Это говорит о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
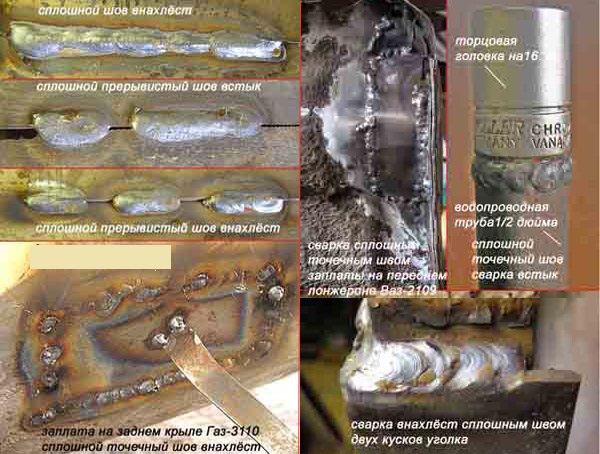
В этом плане начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями защиты от прилипания и дуги. Если электрод расположен слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор дает дополнительное напряжение и процесс сварки не прерывается.
- Поводок для шва, устанавливающий держатель с электродом под углом 60 градусов. Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно делать боковые движения зигзагами (елочкой).
- Еще нужно контролировать скорость передвижения. Он должен быть прогрессивным и таким же.
 Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.После отделочных работ нужно сбить шлак и осмотреть состав на предмет отсутствия пробок и прожогов на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой.В этом случае главное не обжечь поверхность, расположенную внизу.
Точечное подключение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга поджигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
Дуга поджигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву.В процессе сварки нужно эти места хорошо прокипятить. Таким же образом можно заварить прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля выставлен на плюс, а масса на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если необходимо сварить массивную деталь тонким металлом, то дуга зажигается на толстостенной заготовке и передается в процессе сварки на стыке.
Чтобы отвести лишнее тепло, под самые тонкие детали можно подложить медную полоску. Медь — очень жаропрочный материал, который позволяет избежать возгорания и утечки расплавленного металла.
Что вы думаете о такой работе, как сварка листового металла? Если у вас есть большой опыт сварки сварных соединений тонких материалов, поделитесь им в комментариях к статье.
Электроды для сварки облегчили человеку жизнь, а методом «сваривания швов» между двумя металлическими деталями создали множество полезных и надежных вещей.На самом деле электрод имеет предельно простую конструкцию — это проволока в форме стержня со специальным покрытием или без него. Сегодня можно найти более 200 разновидностей электродов, которые различаются не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее. Но наиболее распространены такие особенности:
Это наиболее важное отличие, и следующие типы уже являются производными от этой функции.Например, неметаллические сварочные стержни могут быть только неплавящимся, поскольку они сделаны из графита или угля. Напротив, металлические электроды могут быть плавящимися и неплавкими. Об этом поподробнее и вскоре вы сможете самостоятельно определять, какие электроды кипятят, какие металлы.
О классификации металлических электродов.

Металлические электроды можно разделить на два типа:
Материал для изготовления металлических электродов первого типа — это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь.Основная область применения этих электродов — сфера защитного газа, плазменная резка и сварка, где требуются высокие температуры, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа используется сварочная проволока трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стержни покрыты специальным защитным составом, который защищает электрод от окислительного действия кислорода и обеспечивает более эффективное горение сварочной дуги.
Об электродах с покрытием и без покрытия.
В настоящее время сварочные электроды с покрытием (рис. 1) представлены в большем ассортименте, чем электроды без покрытия. В первую очередь такая особенность связана с тем, что для покрытий используется бесконечное количество материалов, но делятся они всего на несколько видов:
- Рутил.
- Кислый.
- Главное.
- Целлюлоза.
Сварочные стержни без покрытия являются прототипом современных электродов и использовались в самом начале развития технологии сварочного оборудования.Сегодня электрод без покрытия находит применение в среде защитного газа.
Характеристики покрытых электродов и сфера их применения.
В современном мире сварки стандартным материалом для покрытия электродов является кислотное вещество на основе оксидов кремния, железа и марганца. Основная особенность заключается в том, что при использовании электрода с оксидным покрытием в металле могут возникать горячие трещины. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки, как переменным, так и постоянным током.Согласно ГОСТ классификация этой штанги имеет название: марка Е38 и марка Е42.
Следующим типом стержней являются электроды марок Е42 и Е46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получаем отличную рутиловую сердцевину для работы с полуспокойной и гладкой сталью. Рутиловый электрод создает более качественные швы и не создает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упростите удаление шлака после сварки.Прутки ильменита по своим свойствам аналогичны покрытиям.
Рутиловый электрод создает более качественные швы и не создает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упростите удаление шлака после сварки.Прутки ильменита по своим свойствам аналогичны покрытиям.
А, например, электроды с основным покрытием получают нанесением фторидных и карбонатных соединений на поверхность стержня. Основная область применения — это спокойные металлоконструкции, и в то же время особенностями стержней с таким покрытием является высокий уровень пластичности, а также ударной вязкости. Кроме того, основной электрод имеет то же свойство, что и рутиловые стержни: он предотвращает образование горячих трещин на швах.По ГОСТу данный сварочный электрод представлен марками: Е42А, Е55, Е50А, Е60, Е46А.
Последний вид покрытых электродов — это стержни с целлюлозным веществом в составе, в состав которого входят природные органические соединения, среди которых наиболее важным является целлюлоза. Основная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полутихие стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов.По ГОСТу эти стержни можно встретить под следующими названиями: Е50, Е46, Е42.
Основная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полутихие стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов.По ГОСТу эти стержни можно встретить под следующими названиями: Е50, Е46, Е42.
Чтобы точно знать, какие электроды заваривают какие металлы, мы рекомендуем внимательно прочитать инструкции и описание на упаковке перед покупкой сварочных стержней, потому что стержни для сварки цветных металлов нельзя использовать для сварки чугуна или стали. За подробной консультацией обращайтесь к продавцу.
Диаметр электрода — один из основных параметров при выборе, так как необходимо подбирать расходные материалы с толщиной примерно такой же, как у основного металла.Естественно, рано или поздно приходится иметь дело с тонкими листами, сварка которых — это не только сложный технологический процесс, требующий большого опыта, но и невозможный без специальных материалов и инструментов. В большинстве случаев их пытаются соединить с помощью газовой сварки, но если это невозможно, приходится использовать самые тонкие сварочные электроды.
В большинстве случаев их пытаются соединить с помощью газовой сварки, но если это невозможно, приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не у всех марок есть материалы, которые могут удовлетворить этот запрос, поскольку в некоторых случаях толщина начинается от 2 мм.Тонкими можно назвать те, которые имеют диаметр менее 2 мм. Электроды для тонкого металла практически полностью сохраняют соотношение количества покрытия по отношению к количеству материала на стержне. Как правило, это треть от общей массы. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших домашних инверторов, которые имеют небольшой диапазон действия, тонкие стали более популярными, поскольку мощность этого метода могла расплавить максимум 3 мм присадочного материала.
Самые тонкие электроды для дуговой сварки довольно сложно использовать, так как скорость их плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественного результата. Здесь нужен практический опыт, так как есть большой риск перевязки основного металла. Также существует ряд требований к оборудованию, например, держатель должен надежно фиксировать электрод. Должна быть точная регулировка, чтобы можно было точно выбрать желаемую силу тока.Скорость процесса намного выше, чем в стандартной ситуации.
Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественного результата. Здесь нужен практический опыт, так как есть большой риск перевязки основного металла. Также существует ряд требований к оборудованию, например, держатель должен надежно фиксировать электрод. Должна быть точная регулировка, чтобы можно было точно выбрать желаемую силу тока.Скорость процесса намного выше, чем в стандартной ситуации.
Защита, которую создает покрытие, относительно мала из-за тонкого слоя покрытия. Но и этого может хватить, так как сварочная ванна тоже небольшая. Желательно использовать флюс для металла, чтобы улучшить сварочные свойства и защитить шов. Здесь необходимо хорошо отрегулировать баланс глубины закипания, чтобы металл шва брал на себя основной, а дырки не прорабатывал.Также стоит учесть, что при сварке тонкого металла есть вероятность термической деформации. Чтобы этого не произошло, шов нужно делать не сразу по всей длине, а небольшими полосками. Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Электроды для сварки металлов 1 мм узкопрофильные и редко используются профессионалами. Но альтернативы им нет, поэтому они должны быть в арсенале профессионала.Главное правильно их выбрать, а затем использовать по технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, который можно использовать для дуговой сварки тонких изделий без большого риска перегрузки заготовки;
- Электроды относительно недорогие, поэтому всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды готовятся быстро, так как сушка и прокаливание занимает относительно небольшое время.
Недостатки тонких электродов
- Электроды для сварки тонким металлом инвертором не предназначены для работы с толстыми деталями, так как они не смогут закипеть до нужной толщины;
- Есть сложности с работой, так как техника сварки отличается от обычной;
- Из-за своих размеров они быстро заканчиваются и часто приходится менять расходные материалы;
- Недостаточный слой покрытия делает защиту сварочной ванны не такой надежной;
- Часто требуются дополнительные расходные материалы;
- Не все марки выпускаются в таком маленьком варианте, поэтому иногда возникают трудности с подбором.

Технические условия
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень, и от того, что входит в состав покрытия.
Размеры тонких электродов различных производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линейках присутствуют материалы толщиной от 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди брендов, производящих такие размеры, можно найти:
- МП-3;
- МР-3С;
- УНИИ-13 45;
- УНИИ-13 55;
- Е-46;
- АНО 21.
Выбор
Электроды для сварки листового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы сердцевина металла шва совпадала с основной. Это обеспечит лучшее соединение, так как по краям шва не будет образовываться слабых мест, и вся конструкция будет более однородной. Также стоит опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
Также стоит опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно! Ни в коем случае нельзя пытаться варить заготовки, толщина которых на несколько миллиметров превышает толщину электрода».
Режимы и особенности приложения
Основная особенность приложения — более высокая скорость сварки. Напротив, если этот фактор вызван более высокой текучестью, вязкость остается прежней.Благодаря этому соединение в вертикальном и потолочном положении становится проще. Это один из немногих случаев, когда можно брать электроды меньшего диаметра, чем основной металл, особенно если речь идет о сварке потолка. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и может произойти брак. Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от того, какой металл используется.
- Сварка тонких металлов: каковы проблемы
- Сварочные режимы и электроды
- Технологический процесс
- Инвертор и обработка тонких металлов
- Сварка тонких металлов: практические советы от профессионалов
Сегодня то время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные автомобили, бытовая техника и многое другое изготавливаются из тонкого металла. И не последнее место в этом вопросе занимает экономия. Использование толстого металла просто нерентабельно.
Поэтому для сварки тонкого металла нужны специалисты и мастера. Готовить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой подгорание металла и, как следствие, повреждение детали.
Тонкий металл можно сваривать разными способами:
- ручная электрическая дуга;
- непрерывный
- прерывистый
- полуавтомат;
- газ.
Сварка тонкого металла: проблемы
Основная проблема работы с очень тонким металлом — это тончайшая грань, связанная с прожиганием металла, с возникновением прилипания электрода.
Иногда не прилипает, но появляется еще один дефект, так называемое непробитие.
При неправильной настройке сварочного тока, например, завышении его значения или задержке электрода в одном месте, металл прожигается.
При малом значении тока образуется неплавление, сварка деталей не происходит, они отваливаются, может происходить слипание.
При недостаточном значении тока увеличение расстояния между свариваемыми деталями и электродом приводит к обрыву дуги.
Вернуться к содержанию
Режимы сварки и электроды
Для варки тонкого металла необходимы электроды малого диаметра. Обычно не превышает 4 мм. В этом случае значение тока должно быть в пределах 140-180 ампер.Эти размеры действительны при толщине 3 мм. Чтобы сварить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Текущее значение находится в пределах 10-90 ампер.
Для проведения сварочных работ при подаче небольшого тока необходимо использовать электроды со специальным покрытием. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды очень медленно плавятся, получают жидкий металл, за счет чего шов приобретает красивый вид.
Все вышеперечисленные требования полностью соответствуют OMA-2. В него входят:
В него входят:
- титановый концентрат;
- руда ферромарганцевая;
- мука;
- специальных добавок.
Все эти вещества обеспечивают стабильность дуги. Это просто необходимо, когда готовится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создавать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Технологический процесс
Сваривать тонкий металл обычной ручной дуговой сваркой довольно сложно.Чтобы исключить сплошные прожоги по всей длине свариваемых концов, используют определенную технологию:
- Отобрано
- электродов малого диаметра;
- установлен наименьший сварочный ток;
- , чтобы сварочная дуга имела стабильное горение, используются токи высокой частоты. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором ожоги полностью исключены.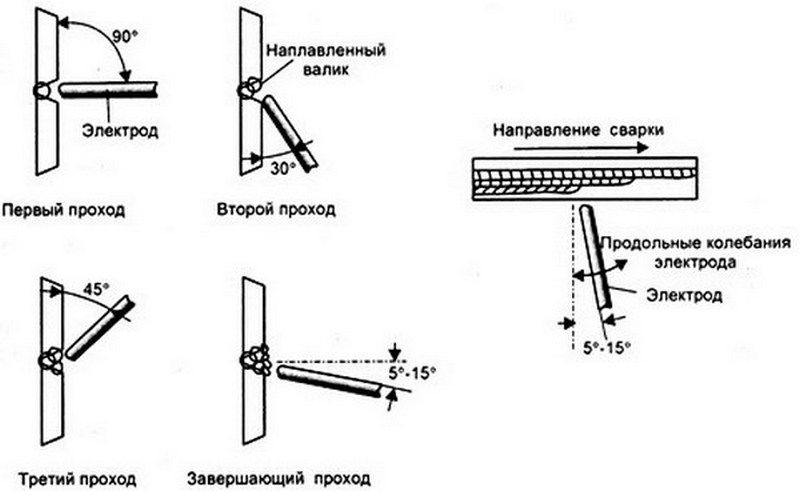
Если толщина металлического листа меньше 2 мм, электрод, диаметр которого не превышает 1.6 мм — лучший. Он должен иметь соответствующее покрытие. Величину сварочного тока регулируют так, чтобы его хватило на расплавление электрода. Обычно он колеблется в пределах 50-70 ампер. С помощью осциллятора получается нормальное горение дуги. Устройство помогает быстро получить дугу, исключает возникновение ожогов.
Вернуться к содержанию
Инвертор и обработка тонких металлов
После появления сварочных инверторов сварка стала доступна практически каждому.Раньше использовались устройства, с которыми было очень сложно работать, они имели большой вес и сложную настройку. Инверторная сварка очень проста, не вызывает затруднений и доступна новичку. Вам просто нужно знать несколько основных правил.
При сварке инвертором производится поиск баланса, в котором не должно быть горения и залипания электрода. Другими словами, эффективность сварки напрямую зависит от:
- ,
- зазор между металлической поверхностью и электродом;
- сила тока;
- скорость движения электрода;
- плавность хода.
Все эти факторы являются наиболее сложными для тех, кто впервые начал заниматься сваркой. В этом случае очень важно иметь хороший глаз, специфические навыки. Чем больше готовишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут добиться успеха и получить хороший результат.
Неопытному сварщику сложно быстро выставить на инверторе необходимую силу тока, чтобы исключить выгорание металла и получить надежное соединение.
Приготовление тонкого металла с помощью инвертора — дело далеко не простое.Это сложно даже опытному мастеру. Поэтому в большинстве случаев используется аргонодуговая дуга. Он позволяет свести к минимуму появление пригорания, шов гладкий и имеет красивый внешний вид.
Однако импульсная сварка не всегда возможна, необходимо варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
AC vs. DC — Производительность сварки
Хотя AC / DC больше всего напоминают определенную эпоху рок-музыки, я знаю, что слушал много музыки группы на KSHE 95 в Санкт-Петербурге. Луи — для сварщиков это означает полярность. Сварка палкой зависит от полярности. Постоянный ток (DC) используется в большинстве приложений для сварки штангой. Переменный ток (AC) обычно используется только как второй вариант.
Луи — для сварщиков это означает полярность. Сварка палкой зависит от полярности. Постоянный ток (DC) используется в большинстве приложений для сварки штангой. Переменный ток (AC) обычно используется только как второй вариант.
штучной сваркой постоянным током дает преимущества перед сваркой на переменном токе при сварке стали, включая более гладкую и более стабильную дугу, более легкий запуск, меньшее количество отключений дуги, меньшее разбрызгивание и более легкую сварку вертикально вверх и над головой.Положительная полярность постоянного тока обеспечивает высокий уровень проникновения в сталь. Отрицательная полярность постоянного тока приводит к меньшему проникновению, но более высокой скорости наплавки. Иногда его используют, например, для обработки тонкого листового металла, чтобы предотвратить прожог.
«Поскольку полярность переменного тока наполовину положительна, а наполовину отрицательна, она находится прямо посередине», — говорит Кевин А. Бердсли, инженер по применению, Lincoln Electric Co. «Вы можете выбрать переменный ток, если не хотите переходить на постоянный ток. отрицательный, потому что вы не хотите такого глубокого проникновения.”
Бердсли, инженер по применению, Lincoln Electric Co. «Вы можете выбрать переменный ток, если не хотите переходить на постоянный ток. отрицательный, потому что вы не хотите такого глубокого проникновения.”
Бердсли подчеркивает, что кондиционер почти всегда является второстепенным.Большинство сварщиков не беспокоятся о смене полярности, потому что другие их рабочие места работают на положительном постоянном токе.
При необходимости Однако есть несколько ситуаций, когда используется полярность переменного тока. Очевидный — это когда единственный доступный источник питания имеет только выход переменного тока. Это типично для недорогих сварочных аппаратов начального уровня, таких как сварочный аппарат «жужжащий ящик».
Очевидный — это когда единственный доступный источник питания имеет только выход переменного тока. Это типично для недорогих сварочных аппаратов начального уровня, таких как сварочный аппарат «жужжащий ящик».
«Кроме того, существуют некоторые специфические технические проблемы, связанные с использованием полярности постоянного тока, и номер один — это дуга, — говорит Эрик Стюарт, технолог по сварке труб в Lincoln.«При сварке эта дуга имеет форму, и сварщик хочет направить эту дугу в стык, чтобы получить полное проплавление. Когда возникает дуга, эта дуга горит в ту или иную сторону ».
Типы и токи покрытия стержневого электрода.Таким образом, эффективное решение проблемы перегорания дуги — переключение на переменный ток вместо постоянного тока. Возникновение дуги может быть вызвано магнетизмом свариваемого материала или током дуги.
«Вы можете намагничивать, протекая по току, поэтому место, где вы размещаете землю и подобные вещи, может повлиять на дугу.Дуга будет блуждать », — говорит Стюарт, отмечая также, что другой возможной причиной может быть внешний источник, например, ветер.
Поскольку переменный ток чередуется с положительной и отрицательной полярностью, он позволяет сваривать намагниченные детали.
«Если бы вы сваривали коробку и толкали ее в сторону пересечения, где вертикальная линия спускается, две горизонтальные линии встречаются в углу», — говорит Стюарт. «Магнитные силы, связанные с геометрией сустава, фактически в этой точке создают турбулентную лужу, которая приведет к огромному количеству брызг.”
Сварочный аппарат AC-225 обеспечивает только полярность переменного тока, но подходит для сварки общего назначения, включая низкоуглеродистую сталь, низколегированные и нержавеющие стали, а также чугун для обычных ремонтных работ. Когда используетсяОдной из специфических областей применения электродной сварки на переменном токе является судостроение, особенно когда сварка в углу и дуга становится проблемой. Еще одно направление — обслуживание и ремонт.
«Это те люди, которые будут использовать сварку электродом на переменном токе чаще, чем кто-либо другой в качестве основного варианта», — говорит Бердсли. «Ремонт и обслуживание сварочных работ требует работы на намагниченных машинах. Кроме того, при техническом обслуживании и ремонте может потребоваться множество участков ржавых сварных швов, в которых не требуется большого проплавления ».
«Ремонт и обслуживание сварочных работ требует работы на намагниченных машинах. Кроме того, при техническом обслуживании и ремонте может потребоваться множество участков ржавых сварных швов, в которых не требуется большого проплавления ».
Для переключения на полярность переменного тока требуется источник питания и электрод, предназначенные для работы от переменного тока. Опять же, поскольку любой производственный процесс, вероятно, будет производиться на постоянном токе, «если вам нужна возможность переменного тока, вы должны указать это», — говорит Бердсли. Источники питания переменного / постоянного тока доступны, но для моделей более высокого уровня.
Какая палка? При использовании большого количества электродов дуга часто гаснет при полярности переменного тока. В момент переключения дуга фактически гаснет, а затем должна восстанавливаться. Электроды доступны со специальными элементами в их покрытии, которые работают с полярностью переменного тока, чтобы поддерживать зажигание дуги.
Сварочные стержни 6011 имеют покрытие типа калия с высоким содержанием целлюлозы. Эти стержни могут использоваться с полярностью переменного и постоянного тока для сварки во всех положениях.Они особенно хорошо подходят для сварки ржавого, грязного или старого металла или ремонта на улице в ветреную погоду. Стержни 6011 представляют собой версию популярных сварочных стержней 6010 для постоянного тока на переменном токе. 6010 имеют покрытие натриевого типа с высоким содержанием целлюлозы, могут глубоко проникать и используются во многих областях.
Оба стержня быстро замораживаются, что означает, что сварочная ванна быстро превращается из жидкости в твердую, и используются в основном монтажниками и сварщиками труб. Размеры различаются, но от 1,8 до 5/32 дюйма.видны. Другие сварочные прутки переменного тока включают 6013, 7018 и 7024.
Стержни 6013 имеют полярность переменного или постоянного тока во всех положениях для сварки нового чистого листового металла, поскольку они меньше проникают в металл, но не прожигают металл.
Сварочные стержни 7018 используются для сварки труб, сварки конструкционных сталей и ремонтной сварки. Этот всепозиционный электрод с низким содержанием водорода, обычно постоянного тока, также может использоваться с переменным током, о чем не многие сварщики могут знать. 7018 обеспечивает хороший внешний вид шва и гладкие, прочные сварные швы.Он также работает с более прочными сталями.
AC / DC 225/125 предлагает дуговую сварку на переменном токе, но также обеспечивает более плавную и стабильную дуговую сварку на постоянном токе.Сварочные стержни 7024, обычно называемые Jet Rod, хорошо работают на переменном токе. Это хорошие прутки общего назначения с высокой производительностью наплавки для плоских и горизонтальных сварных швов, которые обычно используются для больших сварных швов. В них много порошка железа. Стержни 7024 используются для общего производства, включая глубокие канавки и большие корабли, где требуется высокая скорость наплавки.
Стержни 7018 и 7024 также известны как «тяговые стержни», где конец слегка выгорает внутри флюсового покрытия, что позволяет сварщику тянуть стержень по стыку. Тяжелый шлак должен просто отслоиться, оставив гладкий сварной шов.
Тяжелый шлак должен просто отслоиться, оставив гладкий сварной шов.
Линкольн Электрик Ко.
Сварочные аппараты и машины для электродов E6010
Успех сварки зависит от наличия подходящих инструментов и умения ими пользоваться. Для сварки труб, сварки в нестандартном положении и в полевых условиях с участием грязного или ржавого металла это означает использование электродов E6010 SMAW (стержневых) и источников сварочного тока, специально предназначенных для работы с этим электродом.
Штучные электроды приобретают разные характеристики, поскольку состав покрытия зависит от типа электрода. Согласно ASME Раздел II, часть D (пар. A7.1), «Покрытия [на электроде E6010] содержат много целлюлозы, обычно более 30% по весу. Другие материалы, обычно используемые в покрытии, включают диоксид титана, металлические раскислители, такие как ферромарганец, различные типы силикатов магния или алюминия и жидкий силикат натрия в качестве связующего ».
Из-за состава покрытия электроды E6010 обычно описываются как «целлюлозные» или «натриевые с высоким содержанием целлюлозы». Эти электроды обладают следующими характеристиками:
Эти электроды обладают следующими характеристиками:
- Глубоко проникающая, мощная дуга распыляемого типа, которая помогает оператору добиться хорошей врезки на обеих сторонах стыка при выполнении корневого прохода.
- Эти характеристики «копания» также делают электроды E6010 хорошим выбором для ремонтных работ в полевых условиях, поскольку копающая дуга может прожечь ржавчину, грязь и краску (тем не менее, ничто не заменит хорошую подготовку к сварке).
- Сварочная лужа, которая хорошо смачивается, но быстро остывает.Этот атрибут «быстрого замораживания» делает электроды E6010 особенно подходящими для сварки над головой. Операторам нравятся электроды E6010, потому что расплавленный металл остается в стыке и не падает на него так сильно, как на другие электроды, устанавливаемые во всех положениях.
- Тонкий слой шлака, который легко удаляется, упрощая очистку и подготовку к следующему сварочному проходу.
- Плоская поверхность шва с крупной неравномерной рябью.

В совокупности эти атрибуты позволяют использовать электроды E6010 для сварки труб, а также для таких применений, как полевое строительство, судостроительные верфи, водонапорные башни, сосуды под давлением, напорные трубы, стальные отливки и стальные резервуары для хранения.
Подготовка шва
Многие области применения электродов E6010 требуют 100-процентного проплавления. В случае критических сварных швов 100 процентов соединений будут подвергаться ультразвуковому контролю и другим проверкам. Обеспечение полного сплавления начинается с хорошей подготовки сварного шва, и для типичного стыкового шва с открытым корнем E6010 это означает:
- Снятие фаски с кромок трубы или листа; типичный скос составляет 37,5 градусов для трубы и 22,5 градуса для листа.
- Оставляем небольшую площадку «никель шириной» (примерно от 3/32 до 1/8 дюйма).Земля — это скошенная часть металла на краю стыка. Здесь металл должен быть толще, чтобы выдерживать жар сварного шва; в противном случае сила дуги «пробьет» соединение.
- Создание зазора от 3/32 до 1/8 дюйма (или согласно спецификации). Чтобы обеспечить равномерный зазор, уловка старого сварщика труб состоит в том, чтобы согнуть кусок наполнителя TIG на 3/32 или 1/8 дюйма в U-образную форму и вставить его между секциями при прихватке.

И, говоря о прихватках, сделайте прихваточные швы примерно на 1 дюйм.длинный, затем используйте шлифовальный станок, чтобы сузить или «растушевать» каждый конец закрепки. Задача состоит в том, чтобы прихватка была достаточно толстой, чтобы дуга образовалась без прожога, но достаточно тонкой, чтобы тепло дуги поглотило прихватку. После установления дуги многие операторы кратковременно создают «длинную дугу» на электроде, чтобы нагреть середину прихватки, а затем уменьшают длину дуги («затягивают дугу»), когда они переходят от пера в зазор.
Взбивание и пауза
Электроды E6010 требуют трех особых методов манипуляции.Для начала помните, что напряжение пропорционально расстоянию. Длинная дуга увеличивает напряжение (и текучесть лужи), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над лужей. Электроды E6010 из-за характеристик возбуждающей дуги требуют плотной дуги. Инструкторы иногда советуют студентам просто протолкнуть электрод до упора в зазор («У вас длинная дуга. Зажмите ее!»).
Длинная дуга увеличивает напряжение (и текучесть лужи), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над лужей. Электроды E6010 из-за характеристик возбуждающей дуги требуют плотной дуги. Инструкторы иногда советуют студентам просто протолкнуть электрод до упора в зазор («У вас длинная дуга. Зажмите ее!»).
Второй и третий техники, известные как «взбить и сделать паузу» и «прочитать замочную скважину», должны работать в гармонии.Вместо того, чтобы перетаскивать электрод с постоянной скоростью и углом или раскачивать его из стороны в сторону, операторы «толкают» электрод вперед на долю дюйма (возможно, от 3/32 до 1/4 дюйма) и немедленно возвращают его примерно на 1/8 дюйма. дюйм и «сделайте паузу» на долю секунды, чтобы образовалась сварочная лужа.
Некоторые эксперты описывают движение хлыста и паузы как два шага вперед и один шаг назад; расстояние каждого шага примерно равно диаметру электрода. Обратите внимание, что некоторые операторы на самом деле не приостанавливают работу. Скорее, они медленно продвигаются вперед примерно на диаметр электрода, прежде чем снова взбить.
Взбивание электрода позволяет решить несколько задач. Во-первых, это дает луже возможность остыть, а также дает операторам возможность манипулировать лужей с большой степенью контроля. Во-вторых, он вытягивает расплавленный металл вперед, когда оператор перемещает электрод вперед. В-третьих, когда дуга контактирует с новым металлом, она врезается в боковые стороны соединения и открывает замочную скважину.
Чтение замочной скважины
При сварке открытого корневого шва с использованием техники взбивания и паузы операторы заметят «замочную скважину», открывающуюся, когда они проталкивают стержень вперед (это называется замочной скважиной, потому что она выглядит как отверстие на старинный замок).Хорошие сварщики могут прочитать замочную скважину и использовать ее, чтобы оценить подвод тепла. Кроме того, они регулируют технику хлыста и паузы, а также скорость движения, чтобы контролировать размер замочной скважины.
Если замочная скважина становится слишком большой, существует опасность пробоя дуги через соединение. Чтобы «спасти» сварной шов без разрыва дуги, решения включают увеличение скорости движения, поддержание максимально узкой дуги и создание небольшого овала, чтобы нагреться до фаски. Если это не удается, прекратите сварку и уменьшите силу тока.
Правый сварщик
Электроды E6010 требуют большего напряжения, чем другие электроды. Кроме того, по мере того, как операторы взмахивают электродом, длина дуги изменяется, и источник сварочного тока должен поддерживать дугу.
Из-за этих двух проблем источники питания, подходящие для работы с электродами E6010, обладают двумя характеристиками. Во-первых, они имеют высокое напряжение холостого хода (OCV), которое представляет собой напряжение на электроде до зажигания дуги (например, отсутствие тока).Частая аналогия заключается в том, что OCV — и помните, что напряжение обеспечивает электрическое давление — похож на садовый шланг с включенной водой до открытия форсунки. Источник питания, обеспечивающий хорошее электрическое давление, обеспечивает лучшее зажигание дуги.
Во-вторых, хорошие сварочные аппараты Е6010 имеют большой индуктор. Индуктор сопротивляется изменению электрического тока, проходящего через него. Говорят, что они «удерживают мощность» или действуют как «резерв мощности», чтобы поддерживать дугу, установленную при манипулировании электродом оператором.В обычных источниках питания и сварочных генераторах используются большие магниты, например медная проволока, намотанная на ферритовый сердечник. В инверторных источниках питания используются электроника и магниты гораздо меньшего размера, чтобы минимизировать общий вес.
Обратите внимание, что инверторы должны быть специально разработаны для сварки электродом E6010. Добавление необходимых электронных компонентов и написание алгоритмов, обеспечивающих хорошие характеристики дуги, увеличивает стоимость устройства. Большинство небольших многопроцессорных инверторов, предназначенных для домашних сварщиков, просто не имеют этих компонентов (а у целевой аудитории нет навыков работы с электродами E6010, даже если бы они были).
В других случаях, как в случае с ESAB Rebel, производитель специально разработал его для работы с E6010. При подключении к 230 В переменного тока он обеспечивает 92,8 В постоянного тока OCV. Подключенный к 120 В переменного тока, он обеспечивает 77,6 В постоянного тока OCV. При сварке его номинальные выходы на стержень составляют 110 А / 24,5 В при рабочем цикле 20 процентов при напряжении 120 В переменного тока и 160 А / 26,5 В при рабочем цикле 20 процентов при напряжении 230 В переменного тока.
Благодаря хорошему OCV и схемам, разработанным для электродов E6010, Rebel предоставляет механическим подрядчикам, сварщикам труб и другим профессионалам тип управления дугой, который они обычно ассоциируют с полноценной промышленной установкой — весом 40 фунтов.упаковка. Учитывая, что большинство сварщиков используют электрод E6010 диаметром 1/8 дюйма при силе тока от 70 до 100 ампер (DC EN или EP), Rebel представляет собой действительно портативное решение для сварки E6010.
Помимо традиционных применений в трубах и котлах, способность дуги E6010 проходить сквозь ржавчину и краску делает этот электрод подходящим выбором для ремонта в полевых условиях.
Большинство инверторов профессионального уровня также обеспечивают регулировку горячего пуска и регулировку силы дуги для настройки характеристик дуги для конкретных электродов.Горячий старт увеличивает ток сверх установленного значения на несколько миллисекунд, чтобы помочь установить дугу. Поскольку электроды E6010 «легко зажигаются» (особенно по сравнению с электродами E7018), они не нуждаются в большой помощи при горячем запуске; поэкспериментируйте со значениями от 0 до 15 процентов. Контроль силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам проталкивать электрод в соединение без прилипания электрода. Электроды E6010 не нуждаются в дополнительном контроле Arc Force из-за их движущей дуги; поэкспериментируйте со значениями от 10 до 30 процентов.