Электроды какие выбрать: Как выбрать электрод для сварки. Инструкция для чайников
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода.
 Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны. Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется — они достаточно вредны для здоровья сварщика.
Ещё один момент — электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность — масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Смотрите данную статью в видео-ролике:
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла — (чем толще металл, тем больше диаметр электрода).
- Марку стали — (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки — (нижнее, горизонтальное, нижнее тавровое, вертикальное — сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм. – 40 – 80 Ампер. «Двойка» — пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм. – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает — добавьте 5-10 Ампер, если и 80 Ампер мало — крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
 Мы опять же рекомендуем пробовать с 110 Ампер и по мере необходимости добавлять силу тока.
Мы опять же рекомендуем пробовать с 110 Ампер и по мере необходимости добавлять силу тока.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.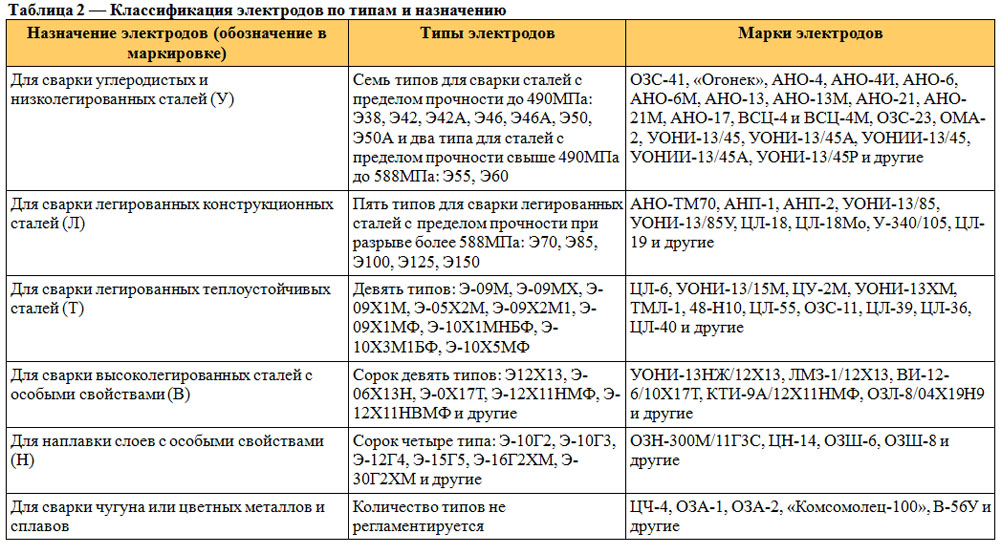 00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция)
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор  81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) — предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB — им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию — это ОК 96. 40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
Прямая полярность и обратная полярность.
Если электрод на «+», а клемма на «-«, то больше плавится электрод. — это называется обратная полярность.
Если электрод на «-«, а клемма на «+», то больше плавится свариваемый металл. — это называется прямая полярность.
— это называется прямая полярность.
Постоянный ток — это DC, переменный ток — это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Покупайте надежную технику, зарекомендовавших себя фирм, а также качественные электроды, тогда сварка будет в радость!
Подбор горелки MIG →← Обзор сварочного полуавтомата Ergomax MIG 140процесс сварки, виды электродов, производители
На фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно решать вопрос о приобретении необходимых аксессуаров для выполнения сварки. И к довольно важным вопросам следует отнести выбор подходящих электродов. Этому вопросу необходимо уделить особое внимание, поскольку от качества этих изделий зависит прочность создаваемого соединения.
Что представляет собой инверторная сварка
Вот уже на протяжении многих лет сварочные инверторы пользуются большим спросом среди рядовых потребителей, которые являются более совершенным вариантом в отличие от стандартных трансформаторных аппаратов, которые были широко распространены до появления этого оборудования. Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Чаще всего подобное оборудование используется в ситуации, когда приходится проводить дуговую сварку путем плавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди достоинств, которыми обладают инверторы, следует выделить постоянство показателей и стабильность сварочного тока, за счет чего можно создавать соединение, обладающие высокой прочностью, что достигается благодаря высококачественному шву.
Инверторная сварка представляет собой процесс, для которого применяется специальное оборудование, позволяющие поддерживать при включенном источнике тока переменное напряжение. При проведении подобных работ с использованием инверторного агрегата также приходится применять и иные устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.
Основная же роль в инверторной сварке отводится используемым электродам. Эти изделия имеют вид стальных электропроводящих стержней, которые используют для подвода к сварочной зоне тока. Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Лучшие электроды для инверторной сварки
В качестве материала, на основе которого создаются электроды плавящегося типа, к которым прибегают для инверторной и дуговой ручной сварки, выступает сварочная проволока, обладающая необходимыми характеристиками, которые определены ГОСТом от 1970 года за номером 2246. Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:
Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:- легированные. Для их производства могут применяться различные виды проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М и др.
- углеродистые. В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
- высоколегированные. Для их изготовления применяются проволоки Св-10Х11НВМФ, Св-12Х11НМФ, Св-04Х19Н11М3 и др.
Электродные стержни в обязательном порядке предусматривают особое покрытие, которое создают методом опрессовки. Назначение этого покрытия состоит в следующем:
- защита сварочной ванны от атмосферных воздействий;
- создание благоприятных условий для более устойчивого горения дуги.
Если владелец впервые планирует проводить инверторную сварку, то он должен иметь в виду, что используемые электроды для сварки инвертором могут быть классифицированы на две категории. Первая представлена изделиями, при помощи которых сваривают наиболее важные металлоконструкции.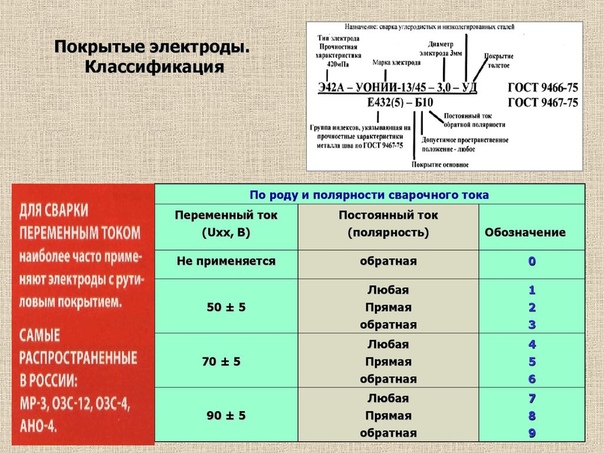
Вторая же группа включает электроды, которые применяются для соединения конструкций из стали обычного назначения. Как считают эксперты, лучше всего проводить инверторную сварку с применением электродов УОНИ, если речь идет о соединении ответственных конструкций. Если приходится сваривать конструкция обычного назначения, то выбор можно остановить на АНО либо МР-3.
Нужно сказать, что электроды для сварки инвертором марки УОНИ отличаются достаточной сложностью в работе. Осуществлять сварку с применением подобных стержней может только опытный специалист, а для новичка подобная работа может быть сопряжена с определенными трудностями, что не гарантирует получения прочного соединения.
Популярные электроды
На текущий момент наибольший интерес проявляется к электродам для сварки следующих производителей:УОНИ 13/55. В первую очередь их используют опытные сварщики. Особенностью этих стержней является то, что с их помощью можно создать очень надежный шов, отличающийся наилучшим показателем плотности.
МР-3С. На них выбор останавливается в тех ситуациях, когда необходимо создать шов, обладающий наивысшими характеристиками прочности и надежности. С использованием таких стержней сваривают элементы посредством использования переменного и постоянного тока обратной полярности.
МР-3. Отличительной особенностью электродов этой марки является ее универсальность применения. Они подходят для соединения металла с загрязнённой поверхностью. К тому же их можно применять и для сварки влажных и ржавых конструкций.
АНО. Именно стержни этой марки и пользуются наибольшим спросом в нашей стране. Среди их достоинств следует выделить отсутствие необходимости в предварительной прокалке. Процедура их зажигания отличается достаточной простотой, их применение обеспечивает создание высокопрочного и сверхнадежного соединения. Причем уровень подготовки того, кто выполняет сварочные работы, не оказывает влияние на конечный результат.
Сварка материалов — какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:
По мнению экспертов, наилучшими для сварки считаются следующие изделия:
- для конструкций из нержавейки и высоколегированной стали рекомендуется применять электроды ЦЛ11, изготовленные в соответствии со стандартами 10052-75 и 9466-75;
- для конструкций из углеродистых сталей лучше всего применять стержни, изготовленные в соответствии с ГОСТом 9466–75 и 9467–75 – ОЗС–4, УОНИ–13/45, АНО–21, МР–3С Н11М3ТБ и др.
- для соединения поверхностей из малоуглеродистых сталей наилучшим выбором будут стержни, имеющие альменитовое и рутиловое покрытие.
- наиболее качественную сварку конструкций из разных марок чугуна могут обеспечить стержни, изготовленные в соответствии с ГОСТом 859–78 – ОЗЧ–2.
Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью. Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Ресанта — известный бренд инверторных аппаратов
Подавляющее большинство профессиональных сварщиков и домашних мастеров чаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих для такого оборудования электродов, то здесь необходимо придерживаться схемы, которая была изложена выше. Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Разновидности инверторов Ресанта
Среди доступных на сегодняшний день инверторных установок этой марки следует выделить ряд аппаратов, отличающихся наибольшим уровнем функциональности:
- устройства, представляющие серию Проф. Среди опций, которые предлагают эти аппараты, следует выделить «Форсаж дуги», «Горячий старт», «Антизалипание». Также у них предусмотрена защита от перегрева аппарата, имеется широкий диапазон настройки тока для качественного выполнения сварки;
- серия Компакт: модели аппаратов являются наилучшим выбором для применения в домашних условиях;
- инверторные аппараты плазменной резки ИПР-40 и ИПР-25.
Заключение
Хотя инверторные сварочные аппараты обладают множеством преимуществ, обеспечивая высокое качество соединения, все же конечный результат во многом зависит от типа используемых для сварки электродов. По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
Вместе с тем отдельные электроды требуют наличие определенных навыков работы с ними, поскольку они рассчитаны на специалистов и используются для решения узких задач. Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
Оцените статью: Поделитесь с друзьями!Электроды для сварки инвертором новичку — какие лучше для инверторного сваривания — как подобрать диаметр по толщине металла
06ДекСодержание статьи
- Что такое электрод: устройство
- Как выбрать сварочные электроды для инвертора: классификация расходников
- Классификация электродов по типу покрытия
- Как выбрать электроды для сварки инвертором
- Какими электродами лучше варить: выбираем по видам металлических изделий
- Выбор электродов для сварки инвертором для начинающих: как выбрать по видам металла
- Выбираем электроды для резки
- Как подобрать лучшие электроды для сварки инвертором
Тем, кто недавно начали осваивать сварочное ремесло, рекомендуется разобраться, что такое электроды, как устроены и какие лучше выбрать для сварки инвертором новичку. Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Будущим специалистам сварного дела, которые постигли эти тонкости, будет проще сделать правильный выбор. Этот аппарат легче всего освоить, поэтому он особенно популярен среди людей, которые только начали свою деятельность.
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину.
Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода.
Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода.
В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Классификация расходников
| по назначению | обозначение | |
| для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа | э38, э42, э42а, э46, э46а, э50, э50а, э55, э60 | у |
| для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа | э70, э85, э100, э125, э150 | л |
| для теплоустойчивых материалов, прошедших легирование | э09м, э09мх и др. | т |
| сваривание высоколегированных деталей с особыми свойствами | э12х13, э06х13м, э10х17т и др. | в |
| наплавка поверхностных покрытий с особенными характеристиками | э10г2, э11гз, э16г2хм и др. | н |
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
- Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода.
 Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки». - Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
 Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно.
Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
Как выбрать электроды для сварки инвертором
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор
Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы
Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура
Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Выбираем комплектующие для резки
Их главные характеристики:
- высокая окисляемость;
- покрытие должно выдерживать высокие температуры;
- высокая тепловая мощность дуги.

Поэтому лучше отдавать предпочтение сериям, предназначенным специально для этого процесса. Иначе может потечь из-за высокой температуры и помешать выполнить заказ качественно. Кроме того, удвоится расход электроэнергии. Вместо традиционных металлических прутков берите графитовые и трубчатые.
Как подобрать лучшие электроды для сварки инвертором
Опытные мастера рекомендуют следующие марки:
Фтористо-кальциевое покрытие
Рутиловый слой
Нержавеющая сталь
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11.
Мы рассказали вам, как начинающему мастеру выбрать подходящие расходники, дали указания, на каких вариантах остановиться, если пока не можешь оценить ситуацию с высоты собственного опыта, и рассказали, как выбирают определенный диаметр электрода. Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство.
Электроды для сварки инвертором
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.
Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.
Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
 С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Поделись с друзьями
1
0
1
0
Как выбрать электроды для ручной электросварки?
Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.
Еще широко применяется такая легированная сталь, как нержавейка.

2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое;
• Основное;
• Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить. Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
• АНО-4
• АНО-6
• АНО-21
• АНО-36
• МР-3
• ОЗС-12
• ОК46. 00
00
• Монолит
• Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как:
отечественные
• УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48.00
• ОК 53.70
Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
 Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Как выбрать электроды, проволоку сварочную, советы по выбору и отзывы
Вид
Электрод – стержень с защитным покрытием (обмазкой), который устанавливается в держатель ручного сварочного аппарата. Покрытие защищает зону сварки от негативного влияния воздуха, стабилизирует дуговой разряд, улучшает свойства металла сварного шва.
Правильный выбор электрода определяется материалом и толщиной свариваемых деталей, пространственным положением сварки, назначением конструкции (малоответственная / ответственная) и условиями ее использования.
Проволока – электрод для автоматического и полуавтоматического сварочного аппарата. Подача проволоки осуществляется через сопло путем разматывания катушки, находящейся на сварочном аппарате.
- Электрод
- Проволока
Назначение
Для сварки – позволяет создать неразъемные соединения между различными деталями. Сварка предназначена для получения прочных и надежных конструкций. Такие электроды встречаются чаще всего.
Для наплавки – дает возможность нанести слой металла на поверхность путем сварки плавлением. С помощью наплавки восстанавливают поврежденные или изношенные изделия. Отдельные марки электродов подходят для работы с изделиями из чугуна.
Марки: ЦЧ-4, Т-590.
Для резки – позволяет разделить металл на заготовки определенной формы и размера. Резка электродами используется при строительно-монтажных работах, если нет специального оборудования. Подобные электроды отличаются повышенными параметрами теплостойкости обмазки и тепловой мощностью дуги, а также интенсивной окисляемостью жидкого металла.
Марки: ОЗР-1, ОЗР-2, РОТЭКС Р.
Применение
Выбирая оптимальный вариант, помните, что материалы электрода и свариваемых изделий должны совпадать. Поэтому каждой разновидности стали или другого металла соответствуют свои электроды:
Поэтому каждой разновидности стали или другого металла соответствуют свои электроды:
- малоуглеродистая сталь – АНО-21, МР-3, ЦЧ-4;
- углеродистая сталь – АНО-36, РЦ (Е46), УОНИ-13/55;
- низколегированная сталь – АНО-4, АНО-21, УОНИ-13/55;
- легированная сталь – Т-590;
- высоколегированная сталь – ЦЛ-11;
- нержавеющая сталь – ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/НЖ-2, УОНИ-13/ЭП-56;
- алюминий – OK 96.10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).
Материал стержня
Металлические – изготавливаются из чугуна, стали, латуни, вольфрама, бронзы, меди. Подразделяются на два типа.
- Плавящиеся – обеспечивают формирование сварного шва за счет расплавления электрода и кромок свариваемых деталей. Медные, стальные, алюминиевые модели являются плавящимися.
- Неплавящиеся – обеспечивают образование сварного шва только посредством плавления металла элементов, подвергаемых сварке. Вольфрамовые электроды относятся к неплавящимся электродам.
 Вольфрамовые электроды относятся к неплавящимся электродам.
Вольфрамовые электроды относятся к неплавящимся электродам.Неметаллические (неплавящиеся) – выполняются из графита и угля.
Диаметр
Оптимальный диаметр электрода или проволоки выбирается в зависимости от типа сварки, толщины материала и других факторов. Минимальный диаметр электрода составляет 1 мм, проволоки – 0.6 мм. С увеличением этого показателя возрастает толщина металла, который можно варить посредством выбранного электрода. В то же время понадобится более сильный сварочный ток.
Ориентировочные параметры диаметра электродов и толщины металла:
- 2 мм – 2 мм;
- 2.5 мм – до 3 мм;
- 3 мм – до 5 мм;
- 4 мм – до 10 мм;
- 5 мм – до 15 мм.
Ориентировочные параметры диаметра электрода и силы тока:
- 2 мм – 70 А;
- 2.5 мм – 70-100 А;
- 3 мм – до 140 А;
- 4 мм – до 220 А;
- 5 мм – до 280 А.

Важно: слишком слабый сварочный ток не позволит проварить металл, слишком сильный – прожжет его.
В бытовой сварке используются модели, у которых диаметр варьируется в пределах 2-5 мм. Чаще всего востребованы электроды с диаметром 2.5-3 мм. Электроды от 5 мм и выше – относятся к профессиональным и применяются главным образом для наплавки, а не для сварочных работ.
Важно: при выполнении сварки в вертикальном и потолочном положениях, необходимо выбирать диаметр электрода от 4 мм. А вот сила тока в этом случае снижается на 15-20% от аналогичного параметра в других положениях.
Толщина обмазки стержня электрода – определяется исходя из отношения наружного или общего диаметра электрода (D) и диаметра внутреннего стержня (d). По данному параметру электроды подразделяются на следующие категории:
- тонкие (М) – соотношение 1.2;
- средние (С) – соотношение 1.45;
- толстые (Д) – соотношение 1.8;
- особо толстые (Г) – соотношение более 1. 8.
 8.
8.Покрытие
Электроды
Рутиловое (Р) – отличаются легким поджигом дуги, низкой токсичностью, малым разбрызгиванием металла, устойчивостью к появлению пор в сварном шве, небольшой чувствительностью к изменению длины дуги. Получившийся шов не боится горячих или холодных трещин. При этом обеспечивается легкая шлакоотделяемость. Для работы с электродами не нужно предварительно зачищать рабочую поверхность от ржавчины.
Недостатки рутиловых электродов: ограниченная сфера применения (не для всех конструкций и не для всех металлов), необходимость прокалки и просушки перед применением, чувствительность к повышению напряжения тока. Такие электроды не подходят для сварки деталей, которые рассчитаны на использование при высоких температурах.
Рутиловые электроды обеспечивают оптимальный баланс простоты работы и качества сварного шва. Хороший выбор для новичков.
Область применения: ремонт инструментов и деталей, сварка трубопроводов, работа с низколегированными и низкоуглеродистыми сталями. Нельзя применять для сварки высокоуглеродистых сталей. Используются при сварке на постоянном и переменном токе.
Нельзя применять для сварки высокоуглеродистых сталей. Используются при сварке на постоянном и переменном токе.
Марки: АНО-4, АНО-6, АНО-21, АНО-36, Монолит, Арсенал, Гранит, МР-3, ОК 46.00.
Основное (Б) – характеризуются высокой пластичностью и ударной вязкостью, устойчивостью к сероводородному растрескиванию и появлению горячих трещин. Другие преимущества – низкая токсичность и малое содержание газов в металле сварного шва. В итоге получается шов с превосходными механическими свойствами, выдерживающий значительные нагрузки.
Недостатки электродов с основным покрытием: нестабильность дуги при переменном токе, чувствительность к влаге, ржавчине и увеличению длины дуги (приводит образованию пор в шве), необходимость предварительного прокаливания.
Область применения: сварка ответственных или жестких конструкций, трубопроводов, толстых деталей, работа с низко- и высоколегированными сталями.
Марки: УОНИ 13/45, УОНИ 13/55, УОНИ 13/65, Lb 52U, ОК 48. 00, ОК 53.70.
00, ОК 53.70.
Кислое (А) – полностью исключают появление пор в сварном шве, нечувствительны к ржавчине, легкие в розжиге дуги.
Недостатки кислых электродов: токсичность при нагреве, плохая шлакоотделяемость, высокий коэффициент разбрызгивания металла. Кислые электроды не подвергаются высокотемпературной прокалке.
Область применения: сварка малоответственных конструкций, работа с низколегированными сталями. Подходят для работы при постоянном и переменном токе. Из-за токсичных испарений сварка должна выполняться на открытой местности. Такие электроды встречаются редко.
Марки: ОЗЧ-2, ЦЛ-6.
Целлюлозное (Ц) – дают высокую скорость работ и газовую защиту металла, что исключает образование пор и снижает количество шлаков. Такими электродами выполняют сварку в труднодоступных местах.
Недостатки целлюлозных электродов: необходимость шлифовки сварного шва, сниженная пластичность металла шва, что может вызвать появление трещин, повышенное разбрызгивание металла (до 15%). Целлюлозные электроды чувствительны к перегреву.
Целлюлозные электроды чувствительны к перегреву.
Область применения: сварка магистральных трубопроводов, работа с низколегированными и углеродистыми сталями.
Марки: ВСЦ-4, ВСЦ-4А, ВСЦ-4М.
Встречаются электроды и со смешанным покрытием. Наиболее распространены рутил-целлюлозные модели (РЦ). Подобные электроды обеспечивают высокие характеристики пластичности и ударной вязкости сварного шва при малой токсичности. Кроме того, повышается степень защиты металла шва от воздуха (по сравнению с целлюлозными сварочными материалами).
Недостатки рутил-целлюлозных электродов: сильное разбрызгивание металла, сравнительно небольшая стойкость к образованию горячих и холодных кристаллизационных трещин. Такие электроды прихотливы в хранении.
Марки: АНО-36, РЦ (Е46).
Проволока
Чаще всего встречается проволока с медным покрытием. Данное решение обладает рядом преимуществ: качественный сварной шов (поры почти отсутствуют), минимальное разбрызгивание металла, хороший розжиг дуги.
Полярность
Прямая полярность – оптимальна для сварки тяжелых конструкций, чугуна, низколегированных, низко- и среднеуглеродистых сталей (толщина 5 мм и более). Такую сварку выбирают, если нужно добиться глубокого проплавления металла.
Обратная полярность – подходит для сварки листовых деталей, низко-, средне- и высоколегированных, а также низкоуглеродистых сталей. Этот вариант дает повышенную скорость плавления электродов.
Ток
Постоянный – дают повышенную производительность работы и качество сварного шва. Характеризуется невысоким разбрызгиванием металла, позволяет скреплять тонкие изделия, дает стабильную дугу даже в сложных условиях (перепады напряжения, сильный ветер). Недостатки: высокая цена сварочных аппаратов, «магнитное дутье» осложняет и замедляет сварку.
Марки электродов для сварки постоянным током: УОНИ-13/55, УОНИ-13/45, МР-3, АНО-21, ОЗС-12, ОЗЛ-6, LB-52U, ОЗЧ-2.
Переменный – обеспечивают защиту сварочной ванны от воздуха и не нуждаются в выпрямителе к трансформатора. При этом работы выполняются менее дорогой и тяжелой техникой по сравнению с предыдущим вариантом. Недостатки: менее надежное соединение, сильное разбрызгивание металла, трудности при выполнении вертикальной и потолочной сварки, малая ударная вязкость.
Марки электродов для сварки переменным током: АНО-4, АНО-6, АНО-21, МР-3, МР-3С, ОЗС-4, ОЗС-6, ОЗС-12.
Важно: электроды для сварки переменным током подходят и для работы с постоянным током, а вот обратное сочетание невозможно.
Положение сварки
Нижнее – используется при несложных работах или в случае, когда к конструкции не предъявляется особых требований. Наиболее производительный способ сварки.
Горизонтальное и вертикальное – более сложные и требуют от сварщика соответствующих навыков. Для сварки вертикального шва нужны специальные электроды, повышающие вязкость сварочной ванны.
Потолочное – самое сложное положение сварки. Работы выполняются специалистом высокой квалификации. Сварка потолочного шва производится с применением электродов малого диаметра с тугоплавкой обмазкой.
Большинство электродов рассчитано на сварку во всех пространственных положениях.
Вес
Знание веса электродов – наряду с диаметром и длиной – необходимо для вычисления расхода электрода на метр шва (для этого используются специальные методики). Производитель указывает вес пачки сварочных материалов.
Welders Universe — Направляющая для стержневого электрода и присадочного стержня
> Сварочные материалы < Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатый газ для сварочных работ При сварке расходные материалы — это те материалы, которые быстро изнашиваются и нуждаются в замене. А поскольку существует множество линий продуктов и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения.Тем не менее, в процессе выбора будут учитываться несколько важных переменных:
А поскольку существует множество линий продуктов и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения.Тем не менее, в процессе выбора будут учитываться несколько важных переменных: - • вид свариваемого металла (сталь, алюминий и др.)
- • свариваемые объекты (трубы, плиты и др.)
- • тип и размер сварного шва (паз, угловой и др.)
- • Код и структурные требования
- • положение сварки (вертикальное, потолочное и т. Д.)
- • окружающая среда (сильный холод, под водой и т. Д.).)
- • доступных размеров соответствующего стержня / проволоки / электрода
Американское общество сварщиков (AWS), Американское общество инженеров-механиков (ASME) и другие отраслевые ассоциации попытались упростить работу сварщика по выбору правильных расходных материалов, установив различные классификации продукции. Следование этим стандартам должно гарантировать выбор правильного продукта, соответствующего требованиям правил сварки. Хотя производители производят свои собственные патентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации.Так что всегда ищите эту информацию, когда делаете покупки.
Следование этим стандартам должно гарантировать выбор правильного продукта, соответствующего требованиям правил сварки. Хотя производители производят свои собственные патентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации.Так что всегда ищите эту информацию, когда делаете покупки.
Из-за множества вариантов выбора опытный сварщик, техник, покупатель или инженер по сварке ведет подшивку или базу данных, содержащую текущие линейки продуктов от различных производителей и поставщиков. Эти справочные материалы также должны включать спецификации продукта, в которых подробно описаны свойства каждого элемента и его соответствие кодам AWS и ASME (если таковые имеются). Если вы студент, вы сэкономите время и избавитесь от головной боли, если создадите собственную папку на основе работы, которую вы выполняете в школе.
Сварщики начального уровня на рабочем месте должны разбираться в стандартных классификациях присадочных прутков, проволоки и электродов, используемых компаниями, в которых они работают; в противном случае на исследования может быть потрачено много времени. Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы купить расходные материалы для работы, которую необходимо завершить в ближайшее время. Так что освоение лабиринта продуктов просто необходимо.
Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы купить расходные материалы для работы, которую необходимо завершить в ближайшее время. Так что освоение лабиринта продуктов просто необходимо.
Чтобы перейти к определенной теме, рассматриваемой в этом разделе, вы можете обратиться к меню «Расходные материалы» в верхней части этой страницы.
Электроды для стержневой сварки Если вы новичок в этой профессии, возможно, вас немного смущает разница между электродом и присадочным стержнем. При сварке штангой присадочный пруток и электрод — это одно и то же. Электроэнергия, подаваемая сварочным аппаратом, питает стержень, который прикреплен к металлическому зажиму. (См. Фото ниже.) Возникает электрическая дуга, выделяющая сильное тепло. При этом кончик стержня плавится в ванне расплава в соединении на основном металле.
Братья Хобарт
Сварка труб палкой — один из самых сложных процессов для освоения, но как только вы освоите его, вы получите право на множество высокооплачиваемых работ по всему миру.
( Если вы все еще не уверены в сварочных процессах, найдите время, чтобы прочитать раздел «Навыки для обучения».)
Классификация стержневых электродов
Штучные электроды продаются для следующих металлов:
- • низкоуглеродистая сталь
- • нержавеющая сталь
- • Сталь низколегированная
- • чугун
- • алюминий
AWS классифицирует стержневые электроды по нескольким кодам в зависимости от типа металла.Одним из наиболее распространенных является AWS A5. 1 / A5.1M: Спецификация для электродов из углеродистой стали для дуговой сварки экранированных металлов . E-7018 и E-6010 — примеры стержней, используемых сварщиками труб. Вот что обозначают цифры:
1 / A5.1M: Спецификация для электродов из углеродистой стали для дуговой сварки экранированных металлов . E-7018 и E-6010 — примеры стержней, используемых сварщиками труб. Вот что обозначают цифры:
E — Электрод
70 — Предел прочности сварного шва при растяжении, измеряется в фунтах на квадратный дюйм (PSI). Примечание: в некоторых странах PSI заменяется метрической единицей.
1 — Это однозначное число указывает на наиболее сложное положение сварки, в котором можно использовать электрод (1 = любое положение, 2 = горизонтальное и плоское; 3 = только плоское; 4 = потолочное, горизонтальное, вертикальное, вниз и плоское)
8 — Поскольку эта последняя цифра иногда объединяется с третьим числом для получения информации об электроде, это может вызвать некоторую путаницу.Цель здесь — сообщить флюс / раскислители и другие ингредиенты, используемые в покрытии электрода. Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты для сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты для сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Иногда вы также можете встретить такие номера, как E-8018- C1 .Суффикс в конце обычно указывает на то, что в электрод были добавлены сплавы. Наиболее распространены молибден, хром и никель. Вот несколько примеров:
A1 — Угольно-молибденовый
B1 — 1/2 CR, 1/2 MO
B2 — 1-1 / 4 CR, 1/2 MO
B3 — 1-1 / 4 CR, 1 MO
C1 — 2-1 / 2 Никель
C2 — 3-1 / 2 Никель
C3 — 1 Никель
D1 — 1-1 / 2 MN, 1/4 MO
D2 — 1 MN, 1 / 4MO
M — соответствует военным спецификациям.
Вот таблица с описанием шести стандартных электродов, используемых для сварки низкоуглеродистой стали:
Обратите внимание, как ингредиенты покрытия стержня влияют на осаждение присадочного металла в сварном шве, а также на полярность, требуемую от источника питания. (Кстати, металл шва в центре стержня у всех этих изделий одинаковый.)
Сварочные электроды также подразделяются на четыре основные группы.Они основаны на химических добавках, предназначенных для защиты сварочной ванны, не только для предотвращения окисления, пористости или некоторых других потенциальных дефектов сварного шва, но и для соответствия требованиям положения сварщика:
Fast Freeze (0,1) — Используется для сварки над головой
Fill Freeze (2,3,4)
Fast Fill (21-27) — Ограничено плоским и горизонтальным положением
Низкое содержание водорода (18, 28) — Ограничивает пористость
Студентам-сварщикам сначала нелегко понять эти четыре категории, возможно, из-за недостатка творчества в правилах именования. Тем не менее, полезно ознакомиться с терминологией и помнить, что не все штанги подходят для каждой ситуации.
Тем не менее, полезно ознакомиться с терминологией и помнить, что не все штанги подходят для каждой ситуации.
Еще одно сбивающее с толку понятие касается полярности при сварке. Обратите внимание на двух диаграммах, показанных ранее, что есть три варианта выбора в разделе «Текущий». Переменный ток представляет собой знакомый переменный ток, который является приемлемым вариантом для всех перечисленных электродов, кроме E-6010. Два других варианта, которые относятся к DC (постоянному току), требуют небольшого пояснения.
DCEP или DC + «положительный электрод» — это также известно как «обратная полярность» и используется в большинстве случаев сварки штангой. Хотя электроны неизбежно проходят через цепь от отрицательной стороны к положительной, вы можете эффективно изменить направление тока, переключив соединения держателя электрода и рабочего зажима. (В настоящее время на большинстве промышленных аппаратов для сварки наклеиванием DCEP является либо настройкой по умолчанию, либо достигается путем манипулирования элементами управления, чтобы выбрать AC, DCEP или DCEN.
Целью использования DCEP является передача 70% тепла (генерируемого электрической дугой) на кончик электрода, который может расплавить его с удвоенной силой в стык. Остальные 30% в конечном итоге распределяются по заготовке.
DCEN или DC- «Отрицательный электрод» — это «прямая полярность». Теперь 70% тепла фокусируется на рабочих пластинах и только 30% достигает кончика электрода. Такая ситуация желательна при работе с тонкой металлической заготовкой или стыком, не требующим глубокого проплавления.DCEN также является выбором полярности для большинства видов сварки TIG других металлов, кроме алюминия, для которых в качестве полярности тока используется переменный ток.
Осторожно, DCEN и DCEP вызывают большую путаницу. Если у вас возникнут вопросы, обратитесь к авторитетному источнику, например, на веб-сайтах Miller или Lincoln Electric, или прочтите учебник по этому вопросу. Как правило, TIG любит DCEN, а Stick Welding любит DCEP.
Хотя сварка штангой в основном используется для углеродистой стали, вы можете приобрести стержни для сварки некоторых нержавеющих сталей и алюминия.Наиболее распространенным стержнем для нержавеющей стали является 308 , который подходит для неблагородных металлов, которые классифицируются как 304 или 308 по стандарту AISI. Как вы узнаете в другом месте на этом сайте, металлический сплав, известный как нержавеющая сталь, имеет множество классификаций, основанных на смеси используемых металлов. Каждая смесь нержавеющей стали классифицируется трехзначным числом, большинство из которых относятся к диапазонам 200, 300 и 400. Таким образом, стержневые электроды из нержавеющей стали частично идентифицируются этими же номерами.
Классификация алюминиевых электродов, с другой стороны, определяется номерами серий AISI 4000, 5000 и 6000. Например, общий стержень — 4043 .
Чтобы узнать больше об общих системах классификации металлов, щелкните здесь.
Hillcrest Engineering
Сварка алюминия стержнем стержнем E4043.
После того, как сварщик выбрал подходящий электрод, остается еще два решения.Какой размер (диаметр) электрода следует использовать? И какой диапазон тока подходит для этого диаметра?
Компании, продающие расходные материалы, обычно предоставляют таблицу, в которой указаны допустимые значения силы тока в зависимости от диаметра стержня, чтобы облегчить вам выбор. Вот пример:
Вот более общий диапазон настроек тока для различных сварочных стержней. Обратите внимание, что в таблице рекомендуется меньший ток при сварке в вертикальном или верхнем положении.
Что касается выбора правильного диаметра стержня, это зависит от типа создаваемого сварного шва и толщины основного металла. (Покрытие вокруг электрода не учитывается как часть его диаметра, только металл сварного шва внутри. ) Поскольку электроды большего диаметра обеспечивают сварные швы большего диаметра, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной. Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой.Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Это особенно актуально для сварки нержавеющей стали, алюминия и других сплавов.
) Поскольку электроды большего диаметра обеспечивают сварные швы большего диаметра, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной. Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой.Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Это особенно актуально для сварки нержавеющей стали, алюминия и других сплавов.
Ознакомьтесь с руководством Lincoln Electric по расходным материалам (PDF) , чтобы узнать больше о брендах, спецификациях и других характеристиках.
Уход за электродами и их хранение Штучные электроды с низким содержанием водорода (например,грамм. E-7018) требуют специальных условий хранения из-за их покрытия. Сварщики должны держать эти стержни в сухом состоянии, так как влага содержит водород.
Сварщики должны держать эти стержни в сухом состоянии, так как влага содержит водород.
До тех пор, пока стержни остаются запечатанными внутри коробки, в которой они были изначально упакованы, никакого специального обращения не требуется. Но как только печать сломана, нужно проявлять особую осторожность. На складе или в полевых условиях обычная практика заключается в нагревании партий в стержневой печи до 250 градусов от 30 минут до часа перед использованием.Кроме того, сварщик должен доставать из печи только несколько теплых стержней за один раз, помещая их в мешочек для электродов, чтобы они оставались в тепле, пока не придет время приступить к работе. (Имейте в виду, что эти стержни не следует нагревать в духовке более трех раз, поэтому наполняйте духовку только тем, что, по вашему мнению, необходимо каждый день.)
— — — — — — — — — — — — — — — — — — —
Далее: MIG Wire
——————————————
Если у вас есть предложения или проблемы с веб-сайтом, напишите rregello [at] thecityedition [dot] com.
Вернуться в главное меню
——————————————
Авторские права © 2012-2021 TheCityEdition.com
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Как правильно выбрать электроды для сварки
Сварочные аппараты используются в металлообрабатывающих, металлургических и производственных процессах.Ниже перечислены типы сварочных аппаратов:
Сварка* Сварочные аппараты дуговой сварки: Сварочные аппараты дуговой сварки используются для дуговой сварки. Электрическая дуга используется для ковки и смешивания металлов. Дуговая сварка широко используется для стали, нержавеющей стали и чугуна.
Дуговая сварка * Сварочные аппараты MIG: Сварочные аппараты в среде инертного газа используют процесс газовой дуговой сварки. Эти машины могут производить качественные сварные швы с минимальным разбрызгиванием.Работники автомобильной промышленности в основном используют сварочные аппараты MIG .
Эти машины могут производить качественные сварные швы с минимальным разбрызгиванием.Работники автомобильной промышленности в основном используют сварочные аппараты MIG .
* Сварочные аппараты MMA / GMA / FCAW: Сварочные аппараты для дуговой сварки под флюсом используют для сварки флюс внутри сварочной проволоки. Эти машины отлично работают даже в ветреную погоду, поскольку в них нет защитного газа. Эти сварочные аппараты в основном используются для алюминия и стали.
* Машины для точечной сварки: Эти машины предлагают наиболее экономичные способы сварки двух компонентов листового металла.Они также используются в ортодонтических клиниках для изменения размеров металлических моляров на зубах.
Точечная сварка * Сварочные аппараты TIG: Эти сварочные аппараты используют процесс газовой дуговой сварки вольфрамом для сварки стали с цветными металлами. Аппараты для сварки TIG требуют много времени для сварки, но являются предпочтительным выбором для сварки таких материалов, как латунь, медь, титан и магний.
Аппараты для сварки TIG требуют много времени для сварки, но являются предпочтительным выбором для сварки таких материалов, как латунь, медь, титан и магний.
Вам понадобится превосходный электрод для металлообработки и промышленного производства.Выбор правильного электрода может быть сложной задачей. При выборе сварочных электродов важно обращать внимание на три основных правила. :
a) Тип металла: Состав электрода важен для бесшовной сварки. Полное совпадение электрода с металлической заготовкой обеспечит превосходную сварку.
ХИМИЧЕСКИЙ АНАЛИЗ ЭЛЕКТРОДОВ РУКОВОДСТВО ПО ВЫБОРУ ЭЛЕКТРОДОВb) Сварочный ток: Электроды правильно реагируют на определенные типы тока, такие как переменный или постоянный ток.Некоторые электроды совместимы как с переменным, так и с постоянным током. Для более глубокого проникновения рекомендуются электроды, совместимые с переменным током.
c) Положение при сварке: Положение при сварке важно, поскольку некоторые электроды предназначены для сварки в плоских, горизонтальных, вертикальных и потолочных работах.
Типы электродов, используемых при сварке
Потребители имеют доступ ко многим различным типам сварочных электродов. Каждый предлагает функции, которые делают его идеальным для определенного приложения.При сварке электричество проходит через электрод, создавая электрическую дугу на конце электрода. Сварные швы создаются, когда электрическая дуга на кончике электрода направляется на заготовку. Многие типы электродов плавятся и переносятся на заготовку, образуя металлический наполнитель, в то время как другие не плавятся, а просто создают место для электрической дуги.
6010 Электроды
Электроды этого типа часто используются для общих сварочных работ, не требующих каких-либо специальных функций.Они также используются для сельскохозяйственной техники, трубопроводов, кованого железа и дорожной техники. Согласно Metal Web News, электроды 6011 создают сварные швы с минимальной прочностью на растяжение около 60 000 фунтов на квадратный дюйм (psi). Сварщики могут держать этот тип электродов в любом положении для создания надлежащего сварного шва. Электроды 6010 предназначены для работы на постоянном токе (DC). Согласно советам и рекомендациям по сварке, электроды 6010 имеют внешнее покрытие с высоким содержанием целлюлозы и натрия.
Сварщики могут держать этот тип электродов в любом положении для создания надлежащего сварного шва. Электроды 6010 предназначены для работы на постоянном токе (DC). Согласно советам и рекомендациям по сварке, электроды 6010 имеют внешнее покрытие с высоким содержанием целлюлозы и натрия.
6013 Электроды
6013 Электроды относительно просты в использовании.Они создают более мягкую дугу, которая идеально подходит для обработки листового металла. Этот тип электродов часто используется для общего ремонта более тонких материалов. По данным Metal Web News, сварные швы электродами 6013 обеспечивают минимальную прочность на разрыв около 60 000 фунтов на квадратный дюйм. Эти электроды можно держать в любом положении и использовать как при постоянном, так и при переменном токе (AC). Электроды 6013 имеют внешнее покрытие с высоким содержанием диоксида титана-калия, согласно советам и рекомендациям по сварке.
7018 Электроды
Электрод 7018 часто называют «электродом с низким содержанием водорода», который имеет покрытие с низким содержанием влаги, которое снижает уровень проникновения водорода в сварной шов. Этот тип электрода обеспечивает получение высококачественных, устойчивых к трещинам сварных швов со средней проплавкой. Эти электроды перед использованием должны оставаться сухими. По данным Metal Web News, минимальная прочность сварного шва на растяжение, обеспечиваемая этим типом электрода, составляет около 70 000 фунтов на квадратный дюйм. Электроды 7018 также можно удерживать в любом положении во время сварки. Электроды 7018 предназначены для работы как при постоянном, так и при переменном токе. Согласно советам и рекомендациям по сварке, этот тип электрода имеет порошковое железо и внешнее покрытие с низким содержанием водорода.
Этот тип электрода обеспечивает получение высококачественных, устойчивых к трещинам сварных швов со средней проплавкой. Эти электроды перед использованием должны оставаться сухими. По данным Metal Web News, минимальная прочность сварного шва на растяжение, обеспечиваемая этим типом электрода, составляет около 70 000 фунтов на квадратный дюйм. Электроды 7018 также можно удерживать в любом положении во время сварки. Электроды 7018 предназначены для работы как при постоянном, так и при переменном токе. Согласно советам и рекомендациям по сварке, этот тип электрода имеет порошковое железо и внешнее покрытие с низким содержанием водорода.
3 важных критерия при выборе электрода для орбитальной сварки TIG
Выбор правильных электродов при сварке TIG имеет первостепенное значение. Что касается параметров, которые необходимо учитывать при орбитальной сварке TIG, следующие три параметра помогут вам сделать правильный выбор.
Критерий 1: Выбор правильного материалаНа рынке доступны электроды из различных материалов:
Выбор будет производиться по типу сварочного тока: переменный или постоянный. Переменный ток (AC) в основном используется для сварки алюминия. Полярность между трубкой (массой) и электродом поочередно меняется на противоположную, так что электроны бегают туда-сюда между трубкой и электродом, что приводит к разрушению слоя оксида алюминия, который вызывает сопротивление и предотвращает сплавление.
Переменный ток (AC) в основном используется для сварки алюминия. Полярность между трубкой (массой) и электродом поочередно меняется на противоположную, так что электроны бегают туда-сюда между трубкой и электродом, что приводит к разрушению слоя оксида алюминия, который вызывает сопротивление и предотвращает сплавление.
Постоянный ток (DC) — самый популярный, им оснащены все наши сварочные блоки питания. Установлена полярность, обычно трубка (масса) заряжена положительно, а электрод — отрицательно.Электроны притягиваются трубкой и переходят от электрода к трубке. Этот процесс используется для большинства свариваемых металлов.
Некоторые машины оснащены переменным и постоянным током, поэтому они могут работать в обоих направлениях. Материал электрода будет выбран в соответствии с используемым током.
Критерий 2: Диаметр, длина, выбор электрода. Размер электрода в первую очередь зависит от оборудования, используемого для сварки. Ручной резак будет иметь длину 100 мм или 200 мм и будет разрезаться и затачиваться по мере продвижения.
Ручной резак будет иметь длину 100 мм или 200 мм и будет разрезаться и затачиваться по мере продвижения.
Вот некоторые размеры электродов в зависимости от наших машин:
Закрытые (SATFX) и Microfit (SXMF) сварочные головки: размер электрода зависит от диаметра свариваемой трубы и типа сварочной головки.
Для ручных горелок (SATM), открытых сварочных головок (SATO) и сборных аппаратов (SX): всегда 50 мм с длинным диффузором и 22 мм с коротким диффузором.
Диаметр зависит от сварочного тока.
При токе до 100 ампер можно сваривать диаметром до 1.6 мм: все, что выше, представляет собой риск повреждения электрода и включений вольфрама в сварочной ванне, что является серьезным недостатком.
Для 80 ампер и выше вы можете использовать электрод диаметром 2,4 мм: если вы используете этот электрод на токах менее 80 ампер, дуга не будет стабильной, потому что у нее «слишком много места» и она не направляется. .
Дополнительную информацию см. В стандарте ISO 6848.
В стандарте ISO 6848.
Стандартная длина варьируется от 100 мм до 200 мм, диаметр электродов от 0,25 мм до 10 мм (от 0,01 до 0,25 дюйма) .
AXXAIR предлагает предварительно заточенные и предварительно нарезанные электроды длиной 50 мм для открытых сварочных головок и длиной от 15 мм до 59 мм для закрытых сварочных головок. Кроме того, мы работаем с тремя различными диаметрами: 1 мм для закрытых головок Microfit (SMFX), 1,6 мм и 2,4 мм для открытых сварочных головок (SATO), закрытых головок (SATF), сборных машин (SX) и труб для сварки труб. сварка трубных досок (SATP).
Диаметр электрода / грузоподъемность
Диапазон токов на диаметр электрода:
Как видите, выбор вольфрамового электрода зависит от основного материала, типа используемого тока, а также от сварочного тока.
Для получения дополнительной информации см. Стандарт NF EN 26848 или ANSI / AWS A5.12-92.
Критерий 3: Геометрия и состояние поверхности электродов
Покупная цена иногда может определять выбор вольфрамовых электродов. Это важный параметр, который иногда игнорируется, для функционирования процесса орбитальной сварки TIG, чтобы гарантировать повторяемость сварных швов.
Это важный параметр, который иногда игнорируется, для функционирования процесса орбитальной сварки TIG, чтобы гарантировать повторяемость сварных швов.
Пользователи автоматизированных систем TIG обычно используют:
— Электроды заострены в направлении оси: канавки должны быть продольными, чтобы избежать подвижности дуги и потенциального отрыва частиц вольфрама.В идеале заточка будет производиться параллельно продольной оси электрода. Шлифовка также должна привести к хорошей чистоте поверхности с максимальной шероховатостью RA 0,8.
— Очищенные электроды помогают избежать загрязнения поверхности. В соответствии со стандартом ISO 6848 : «Поверхность электродов не должна иметь загрязнений, нежелательных покрытий, включений посторонних предметов, сколов, трещин, отслаивания и других дефектов. На корпусе электрода не должно быть включений инородных тел или любых других дефектов, которые могут отрицательно повлияет на использование электрода «.Если электрод окислился (потемнел или приобрел голубоватый цвет), надлежащая сварка больше не гарантируется. В этом случае говорят, что он загрязнен, и в этом случае он может загрязнить сварочную ванну. Он загрязняется, например, если сварка начата без газа или с нечистым газом, если выступ сварочной ванны прилипает или если к ней прикасались во время сварки. В таком случае ничего не остается, кроме как менять электрод, затачивать его было бы бесполезно.
В этом случае говорят, что он загрязнен, и в этом случае он может загрязнить сварочную ванну. Он загрязняется, например, если сварка начата без газа или с нечистым газом, если выступ сварочной ванны прилипает или если к ней прикасались во время сварки. В таком случае ничего не остается, кроме как менять электрод, затачивать его было бы бесполезно.
>> типы электродов, используемых при орбитальной сварке TIG
Эти тщательно продуманные условия обеспечат лучшую проводимость между электродом и электродными клещами и лучшую передачу электрической дуги.
Хотите узнать больше о технологиях орбитальной сварки и о том, как c надеть электрод?
Скачайте наш справочник
Какой электрод выбрать — ГРАФИТОВЫЙ ИЛИ МЕДНЫЙ? Использовать медные или графитовые электроды? Взгляните на общую картину
Поскольку графит и медь обеспечивают примерно одинаковую отделку поверхности, перед выбором материала необходимо рассмотреть производственные условия — среду цеха — и изучить преимущества и недостатки.
Когда приходит время решить, использовать ли в вашем магазине графитовые или медные электроды, важно взглянуть на общую картину. Сказать, какой электрод работает лучше всего, очень сложно, это полностью зависит от конкретного применения. Так много всего зависит от того, с чем вам придется работать в вашем цеху в плане вспомогательного оборудования. И медь, и графит дают примерно одинаковый конечный результат. Разница во времени на электроэрозионную обработку, а также во времени и стоимости изготовления электродов.
Выбор материала электродов часто зависит от того, где вы родились и какое электроэрозионное оборудование вы используете.«Например, графит был в основном разработан в Соединенных Штатах еще в начале 1960-х годов, поэтому американские производители электроэрозионного оборудования в те дни при проектировании своего оборудования сосредоточились на графитовых схемах, в то время как европейские и азиатские производители электроэрозионного оборудования этого не делали. Имея доступ к графиту, они разработали медную схему
Имея доступ к графиту, они разработали медную схему
Если у вас есть новое оборудование, построенное после 1990 года, предпочтительным материалом электродов в Северной Америке является графит, который используется в 90 процентах случаев.В Европе и Азии графит становится все более популярным в качестве электродного материала из-за доступности, обрабатываемости и скорости резки.
Графит Преимущества и преимущества
При продаже по маркам графит режется примерно в три раза быстрее, чем медь. Что делает хороший сорт или плохой сорт, так это размер частиц. Размер частиц обеспечивает прочность, обрабатываемость и сильно влияет на скорость съема металла, износ и качество поверхности.Графит состоит из частиц углерода, которые подвергаются процессу графитации для производства графита. Чем меньше размер частиц, тем лучше графит. Графит можно купить большими блоками, а затем разрезать для обработки; Или его можно заказать предварительно нарезать или отшлифовать до нужного вам размера.
«Графит обрабатывается очень легко — его можно фрезеровать, шлифовать, поворачивать, сверлить, стучать по нему, даже подпиливать любой формы, какой захотите. Еще одно преимущество графита в том, что он не заусенец. Вы можете положить его на копировальном станке или высокоскоростном фрезерном станке для обработки графита и вырезать сложные формы и формы, и после резки вы закончите — без удаления заусенцев.
Кроме того, высокая температура плавления графита приводит к меньшему износу, чем другие электродные материалы, поэтому пресс-форму можно вырезать одним или двумя электродами на электроэрозионном станке с ЧПУ с очень небольшим износом. Погрузочному станку с ЧПУ может потребоваться третий или четвертый электрод для отделки формы. Это зависит от возраста электроэрозионных станков.
Ограничения
Если в вашем цехе есть старое производственное оборудование, обработка графитовых электродов приведет к образованию частиц пыли в цехе и на соседних станках. Однако новые высокоскоростные мельницы, которые продаются сегодня, специально разработаны для обработки графита. Они полностью закрыты и имеют вакуумную систему для удаления всей пыли.
Однако новые высокоскоростные мельницы, которые продаются сегодня, специально разработаны для обработки графита. Они полностью закрыты и имеют вакуумную систему для удаления всей пыли.
Достоинства и преимущества
Медь можно резать на электроэрозионных станках, но есть только определенные графиты, которые можно разрезать на станке для проволоки — размер частиц должен быть не более пяти микрон. Медь также более щадящая при плохой промывке, чем графит.В электроэрозионной резке, если промывка не удаляет эродированные частицы или стружку из зоны резания, может произойти что-то, что может возникнуть при непульсирующем прямом токе от электрода к заготовке. Результатом этого является ямка в заготовке. Медь в таких случаях более щадящая — все металлические электроды — они не так быстро загораются. Но некоторые из новых источников питания EDM имеют адаптивную логику или нечеткую логику, что полностью устраняет проблему. Медь — при использовании при определенных настройках с правильной техникой промывки с использованием станка с ЧПУ или станка с орбитальной системой — может обеспечить зеркальную поверхность.Это полезно в небольших полостях, которые трудно полировать.
Медь — при использовании при определенных настройках с правильной техникой промывки с использованием станка с ЧПУ или станка с орбитальной системой — может обеспечить зеркальную поверхность.Это полезно в небольших полостях, которые трудно полировать.
Когда вы добавляете вольфрам в медь (медь-вольфрам), в результате получается электродный материал с чрезвычайно хорошими характеристиками износа, но его очень трудно обрабатывать. При электроэрозионной обработке карбида это лучший металлический электродный материал. Лучшим графитовым материалом будет медный графит, который представляет собой графит, пропитанный медью.
Ограничения
Медь сложнее обрабатывать, и при фрезеровании она имеет тенденцию прилипать к фрезу.При шлифовании он может забить шлифовальный круг — он быстро нагревается и имеет тенденцию захватывать шлифовальный круг. У вас будут заусенцы независимо от того, как вы их обработаете, поэтому вам придется их удалить. Размер и вес также могут быть проблемой. Кусок меди размером 300 x 150 x 70 весит 40 кг, а кусок графита того же размера — 5 кг.
Кусок меди размером 300 x 150 x 70 весит 40 кг, а кусок графита того же размера — 5 кг.
Практический результат — используйте то, что, по вашему мнению, будет лучше всего работать в вашем магазине с имеющимся у вас оборудованием. Если некоторые электроды вам не подходят, попросите кого-нибудь изготовить их для вас.Вы должны основывать это на собственном опыте и имеющихся у вас ресурсах. Спросите предложения у производителя оборудования или у поставщика электродных материалов. Независимо от того, какой материал электродов или комбинацию материалов вы выберете, убедитесь, что вам известны скорости и подачи для безопасной обработки материала. Если сомневаетесь, спрашивайте.
16.2: Гальванические элементы и электроды
Физически невозможно измерить разность потенциалов между куском металла и раствором, в который он погружен.Однако мы можем измерить разность между потенциалами двух электродов, которые погружены в один и тот же раствор, или, что более полезно, находятся в двух разных растворах. В последнем случае каждая пара электрод-раствор составляет окислительно-восстановительную полуячейку , и мы измеряем сумму двух потенциалов полуэлементов .
В последнем случае каждая пара электрод-раствор составляет окислительно-восстановительную полуячейку , и мы измеряем сумму двух потенциалов полуэлементов .
Это устройство называется гальваническим элементом . Типичная ячейка может состоять из двух кусков металла, цинка и меди, каждый из которых погружен в раствор, содержащий растворенную соль соответствующего металла.Два раствора разделены пористым барьером, который предотвращает их быстрое смешивание, но позволяет ионам диффундировать через них.
Если мы соединим цинк и медь с помощью металлического проводника, избыточные электроны, которые остаются, когда ионы Zn 2 + выходят из цинка в левой ячейке, смогут проходить через внешнюю цепь и в правую. электрод, где они могут быть доставлены к ионам Cu 2 + , которые становятся «разряженными», то есть превращаются в атомы Cu на поверхности медного электрода.{2+} + Cu _ {(s)} \]
, но на этот раз стадии окисления и восстановления (полуреакции) проходят в разных местах:
электрод левый: | Zn (т) → Zn 2 + + 2 e — | окисление |
электрод правый: | Cu 2 + + 2 e — → Cu (s) | редукция |
Электрохимические ячейки позволяют измерять и контролировать окислительно-восстановительную реакцию
Реакция может быть запущена и остановлена путем подключения или отключения двух электродов. Если мы разместим в цепи переменное сопротивление, мы даже сможем контролировать скорость чистой реакции ячейки, просто повернув ручку. Подключив батарею или другой источник тока к двум электродам, мы можем заставить реакцию протекать в несамопроизвольном или обратном направлении. Поместив амперметр во внешнюю цепь, мы можем измерить количество электрического заряда, проходящего через электроды, и, следовательно, количество молей реагентов, которые превращаются в продукты в реакции ячейки.
Если мы разместим в цепи переменное сопротивление, мы даже сможем контролировать скорость чистой реакции ячейки, просто повернув ручку. Подключив батарею или другой источник тока к двум электродам, мы можем заставить реакцию протекать в несамопроизвольном или обратном направлении. Поместив амперметр во внешнюю цепь, мы можем измерить количество электрического заряда, проходящего через электроды, и, следовательно, количество молей реагентов, которые превращаются в продукты в реакции ячейки.
Электрический заряд q измеряется в кулонах. Количество заряда, переносимого одним мольом электронов, известно как Фарадея , которое мы обозначаем как F . Тщательные эксперименты определили, что 1 F = 96467 C. Для большинства целей вы можете просто использовать 96 500 кулонов в качестве значения фарадея. Когда мы измеряем электрический ток, мы измеряем скорость, с которой электрический заряд переносится по цепи. Ток в один ампер соответствует потоку в один кулон в секунду.
Транспорт заряда в ячейке
Для работы ячейки не только должна быть внешняя электрическая цепь между двумя электродами, но и два электролита (растворы) должны находиться в контакте. Необходимость в этом можно понять, рассмотрев, что произошло бы, если бы два решения были физически разделены. Положительный заряд (в форме Zn 2 + ) добавляется к электролиту в левом отсеке и удаляется (как Cu 2 + ) с правой стороны, в результате чего раствор контактирует с цинком. получить чистый положительный заряд, в то время как чистый отрицательный заряд будет накапливаться в растворе на медной стороне элемента.Эти нарушения электронейтральности затруднили бы введение дополнительных ионов Zn 2 + в положительно заряженный электролит (потребовали бы дополнительной работы) или перемещение электронов в правый отсек, где они необходимы для восстановления Cu . 2 + ионов, таким образом эффективно останавливая реакцию после того, как произошло лишь химически незначительное количество.
Для поддержания реакции ячейки заряд, переносимый электронами через внешнюю цепь, должен сопровождаться компенсирующим переносом ионов между двумя ячейками.Это означает, что мы должны предоставить ионам путь для перемещения непосредственно из одной клетки в другую. Этот ионный транспорт включает не только электроактивные частицы Cu 2 + и Zn 2 + , но также противоионы , которые в этом примере являются нитратами, NO 3 — . Таким образом, избыток Cu 2 + в левом отсеке может быть уменьшен за счет дрейфа этих ионов в правую сторону или в равной степени за счет диффузии нитрат-ионов влево.Более подробные исследования показывают, что оба процесса происходят, и что относительное количество заряда, переносимого через раствор положительными и отрицательными ионами, зависит от их относительных подвижностей , которые выражают скорость, с которой ионы могут проходить через раствор. . Поскольку отрицательные ионы имеют тенденцию быть больше, чем положительные ионы, последние имеют более высокую подвижность и несут большую долю заряда.
. Поскольку отрицательные ионы имеют тенденцию быть больше, чем положительные ионы, последние имеют более высокую подвижность и несут большую долю заряда.
В простейших ячейках барьером между двумя растворами может быть пористая мембрана, но для точных измерений используется более сложное устройство, известное как солевой мостик .Солевой мостик состоит из промежуточного отсека, заполненного концентрированным раствором KCl и снабженного пористыми барьерами на каждом конце. Цель солевого мостика — минимизировать естественную разность потенциалов, известную как потенциал перехода , которая возникает (как упоминалось в предыдущем разделе), когда любые две фазы (например, два раствора) находятся в контакте. Эта разность потенциалов будет объединяться с двумя потенциалами полуячейки, чтобы внести некоторую неопределенность в любое измерение потенциала ячейки.С солевым мостиком у нас есть два потенциала жидкого перехода вместо одного, но они имеют тенденцию нейтрализовать друг друга.
Условные обозначения при описании ячеек
Чтобы упростить описание данной электрохимической ячейки, приняты специальные символические обозначения. В этих обозначениях ячейка, которую мы описали выше, будет иметь номер
.Zn (s) | Zn 2 + (водн.) || Cu 2 + (водн.) | Cu (т)
Существует несколько других соглашений, касающихся обозначения и номенклатуры ячеек, которые вы должны знать:
- Анод — это место окисления, а катод — место восстановления.В реальной ячейке идентичность электродов зависит от направления, в котором происходит результирующая реакция ячейки.
- Если электроны текут от левого электрода к правому электроду (как показано в обозначениях ячейки выше), когда ячейка работает в своем самопроизвольном направлении, потенциал правого электрода будет выше, чем у левого, и потенциал ячейки будет быть положительным.
- «Обычный ток» — от положительного до отрицательного, что противоположно направлению потока электронов.Это означает, что если электроны текут от левого электрода вправо, гальванометр, помещенный во внешнюю цепь, будет указывать на ток, протекающий справа налево.

Электроды и электродные реакции
Электродная реакция относится к общему процессу окисления или восстановления, который имеет место на электроде. Эта реакция может происходить на одной стадии переноса электрона или в виде последовательности из двух или более стадий. Вещества, которые получают и теряют электроны, называются электроактивными частицами.
Рис. 4: Перенос электронов на аноде Этот процесс происходит в очень тонкой межфазной области на поверхности электрода и включает квантово-механическое туннелирование электронов между электродом и электроактивными частицами. Работа, необходимая для перемещения молекул H 2 O в гидратных сферах ионов, составляет часть энергии активации процесса. — \]
— \]
Реакция происходит на поверхности электрода (рис. 4 выше).Электроактивный ион диффундирует к поверхности электрода и адсорбируется (присоединяется) к ней за счет ван-дер-ваальсовых и кулоновских сил. При этом воды гидратации, которые обычно связаны с любыми ионными частицами, должны быть вытеснены. Этот процесс всегда эндотермический, иногда до такой степени, что только небольшая часть ионов может контактировать с поверхностью достаточно близко, чтобы претерпеть перенос электрона, и реакция будет медленной. Фактический перенос электрона происходит посредством квантово-механического туннелирования.- (водн.) | AgCl (ы) | Ag (s) \]
Хотя полезность такого электрода не может быть очевидна сразу, этот вид электродов находит очень широкое применение в электрохимических измерениях, как мы увидим позже.
Электроды сравнения
В большинстве электрохимических экспериментов наш интерес сосредоточен только на одной из электродных реакций. Поскольку все измерения должны производиться на полной ячейке с двумя системами электродов, на практике обычно используют электрод сравнения в качестве другой половины ячейки. {2 +} (водн.) | KCl || .- \]
{2 +} (водн.) | KCl || .- \]
Потенциалы обоих этих электродов были очень точно определены относительно водородного электрода. Последний редко используется в рутинных электрохимических измерениях, поскольку его сложнее подготовить; поверхность платины должна быть подвергнута специальной обработке предварительным электролизом. Также существует потребность в подаче газообразного водорода, что делает его несколько громоздким и опасным.
Резюме и дополнительные примечания
Убедитесь, что вы полностью понимаете следующие важные идеи, которые были представлены выше.Особенно важно, чтобы вы знали точное значение всех выделенных терминов в контексте этой темы.
- Гальванический элемент (иногда более уместно именуемый гальваническим элементом ) состоит из двух полуэлементов , соединенных соляным мостиком или каким-либо другим путем, который позволяет ионам проходить между двумя сторонами для поддержания электронейтральность .
- Обычный способ представления электрохимической ячейки любого типа состоит в том, чтобы написать половину реакции окисления слева и восстановление справа.Таким образом, для реакции

Zn (с) + Cu 2 + → Zn 2 + + Cu (с)
пишем
Zn (s) | Zn 2 + (водн.) || Cu 2 + (водн.) | Cu (т)
, в котором одиночные вертикальные полосы представляют фазовые границы . Двойная полоса обозначает границу жидкость-жидкость , которая в лабораторных ячейках состоит из солевого мостика или ионопроницаемого барьера.Если бы чистая реакция ячейки была записана в обратном порядке, обозначение ячейки стало бы
Cu (т) | Cu 2 + (водн.) || Zn 2+ (водн. ) | Zn (т)
) | Zn (т)
Помните: процесс образования R всегда отображается на R ight .
- на поверхности электрода. Энергия, необходимая для вытеснения молекул воды из гидратной оболочки иона, когда он приближается к поверхности электрода, составляет энергии активации , которая может замедлить процесс.Еще большие энергии активации (и более медленные реакции) происходят, когда молекула, такая как O 2 , образуется или потребляется.
Аспекты выбора правильного стержневого электрода
Основным преимуществом стержневой сварки является невысокие начальные вложения, поскольку вы можете получить больше ампер за те деньги, которые вы платите, по сравнению со сваркой MIG . Но сварка штучной сваркой имеет и ряд недостатков. Сварка палкой занимает больше времени, чем сварка MIG . Сварочный аппарат не подходит для сварки тонких материалов. Вы должны очистить сварной шов от шлака, это может быть грязной работой.
Сварочный аппарат не подходит для сварки тонких материалов. Вы должны очистить сварной шов от шлака, это может быть грязной работой.
Ручная сварка , также известная как дуговая сварка в экранированном металле , является широко распространенной формой дуговой сварки, но в отличие от проволочной сварки, при которой вы в основном наводите и стреляете, сварка палкой требует более высокого уровня навыков и требует владения определенными методами. Конечно, все распространенные материалы можно сваривать с помощью машины Stick, если вы выберете соответствующую трубку.f
Сварка стержнем — довольно сложный навык, требующий постоянной практики для достижения совершенства, и выбор правильного стержня электрода для работы может быть не менее сложной задачей. Клещевые электроды бывают разных типов, каждый из которых имеет разные механические свойства и работает с определенным типом источника сварочного тока.
Сварочный аппарат может производить более качественные сварные швы, если он сконцентрируется на пяти основных параметрах, известных как CLAMS — установка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения.
Факторы, на которые следует обратить внимание при выборе стержневого электрода, включают тип основного металла, стыковку и положение сварки.
Перед тем, как выбрать электрод-стержень, выясните состав основного металла. По возможности состав электрода должен соответствовать типу основного металла, чтобы получить прочный сварной шов. Кроме того, чтобы предотвратить растрескивание или другие нарушения сварки, минимальный предел прочности на разрыв электрода должен соответствовать пределу прочности основного металла. Прочность стержневого электрода на разрыв можно определить по первым двум цифрам классификации AWS, напечатанной на боковой стороне электрода.
Имейте в виду, что некоторые электроды-стержни могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими источниками. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS.
Вы должны оценить дизайн и подгонку соединения. Если вы планируете работать на стыке с плотной посадкой, используйте электрод, обеспечивающий дугу копания. Для материалов с широкими корневыми отверстиями выберите электрод, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения швов с разделкой кромок.
Чтобы определить, для какой позиции предназначен конкретный электрод, обратитесь к третьей цифре в классификации AWS. Вот как вы расшифровываете квалифицированное положение электрода: 1 означает плоское, горизонтальное, вертикальное и верхнее положение, а 2 означает только плоское и горизонтальное положение. Также необходимо расположиться так, чтобы вам было хорошо видно сварочную лужу. Сохраняйте удобную стойку, чтобы вы могли легко поддерживать электрод и манипулировать им.
Важно проверять характеристики сварки, особенно когда вы работаете с критически важными объектами, такими как изготовление сосудов высокого давления или котлов.Эти характеристики сварки потребуют от вас использования электродов определенных типов.