Электросварка видео для начинающих: как правильно варить электросваркой своими руками
Уроки для начинающих сварщиков: бесплатные видео для самостоятельного обучения
Уроки для начинающих сварщиков: бесплатные видео для самостоятельного обучения
Навыки профессиональной металлообработки пользуются высоким спросом. Электросварке стоит отдать первенство по востребованности – ни одна металлоконструкция, от стальных опор ЛЭП до забора на даче, не создается без активного участия сварщика.
Чтобы постоянно не обращаться к специалистам или для поиска новой работы, многие приобретают оборудование и варят самостоятельно. ВСЕ КУРСЫ ОНЛАЙН предлагают обучиться основам сварочного дела по бесплатным видео урокам.
Выбор аппарата
Освоение любого дела начинается с приобретения оборудования. Юрий Корешков, в рамках проекта «220 Вольт» поговорит на тему выбора сварочного аппарата. Он приведет их разновидности, технические характеристики, различия, достоинства, недостатки, конструктивные особенности, назначение, рассмотрит органы управления. Зрители поймут отличия инверторных, трансформаторных, комбинированных устройств, узнают какие из них подходят для работы с алюминием, что выбрать новичку и профессионалу.
Зрители поймут отличия инверторных, трансформаторных, комбинированных устройств, узнают какие из них подходят для работы с алюминием, что выбрать новичку и профессионалу.
Введение
Автор этого видеоурока дает теоритическую информацию. Ее знание необходимо перед началом практики. Ведущий поговорит о важности техники безопасности, расскажет какую одежду, обувь, рукавицы надевать, приведет плюсы/минусы пластиковых и картонных масок. Далее дается материал начального уровня – как зажечь дугу, выбрать электрод, закрепить и работать с ним, какие действия предпринять в случае прилипания, что такое стиль мастера, как подобрать напряжение, избежать недостаточно глубокого проплавления.
Первые шаги
Прежде чем приступать к освоению различных методов, следует научиться зажигать, правильно держать и управлять электродом, вести простую «ниточную» линию. Автор видеоурока подробно расскажет о первых шагах, которые необходимо предпринять, чтобы потренироваться и набить руку для дальнейшего усовершенствования мастерства.
Как подобрать напряжение
Сила тока – важнейший параметр, от которого зависит качество и производительность. В инструкциях даются рекомендации по выставлению, но общие правила редко дают хороший результат – на характер соединения влияют разные факторы. Начинающим трудно ориентироваться во всех тонкостях, поэтому ведущий ролика решил поделиться советами о выставлении напряжения, взяв для примера тонкий профиль и трубу. Наглядная демонстрация с подробными разъяснениями поможет обучающимся понять принцип настройки и потренироваться, имея теоритическую базу за спиной.
Внахлест
Вариант с накладыванием металлических элементов краями друг на друга носит название внахлест (условно называемое Н). Такое закрепление отличается высокой прочностью и надежностью, создается быстро и без особых усилий.
Важные нюансы
Видео построено по принципу учитель – ученик. Сереге предстоит простая задача: заварить трубу. После его учитель проделывает то же самое. С внешней стороны оба шва выглядят одинаково, но что внутри? После вырезания сегментов, становится видно: шов Сергея неоднородный, имеет пустоты, что негативно скажется на прочности металлоконструкции, предназначенной выдерживать определенные нагрузки. Мастер объяснит причину недоработки, продемонстрирует принцип схематически.
Как работать в углах
Начинающие сталкиваются с большим количеством проблем; для их решения недостаточно первичных навыков – требуется знать тонкости и секреты, приобретаемые путем проб и ошибок. Одной из таких коварных техник, зачастую создающую сложности даже опытным мастерам, является угловая сварка. Автор видео проведет эксперимент – для заваривания опорного листа профильной трубой применит два способа (прямой и «полумесяц»), используя АНО 21 и УОНИ 13/55. Это делается, чтобы показать своим подписчикам и гостям канала разные результаты для сравнения, объяснить какой лучше и почему.
Одной из таких коварных техник, зачастую создающую сложности даже опытным мастерам, является угловая сварка. Автор видео проведет эксперимент – для заваривания опорного листа профильной трубой применит два способа (прямой и «полумесяц»), используя АНО 21 и УОНИ 13/55. Это делается, чтобы показать своим подписчикам и гостям канала разные результаты для сравнения, объяснить какой лучше и почему.
Тавровое соединение
Тавровое соединение называют Т-образным, за счет схожести с буквой Т. Применяется, если нужно перпендикулярно соединить две детали – торец одной приставляется к боковой части другой и заваривается с обеих сторон. Такой вариант один из самых распространенных за счет своей прочности. Используется в различных областях промышленности, позволяет создавать элементы сложной формы. Угловая конфигурация увеличивает жесткость изделия. Основные проблемы: кратеры, непровары. Освоить технику и избежать появления дефектов поможет мастер-класс Владислава, где он разъяснит последовательность и тонкости создания Т-конструкции.
Стив Блайл
Обучающий фильм, где ведущим выступает американский сварщик Стив Блайл. Фильм содержит максимум информации, необходимой для изучения. Представляет собой видеоучебник, с наглядной демонстрацией материала и схематическими изображениями. Подойдет для начинающих и практикующих мастеров. Из фильма зрители узнают о видах электродов, типах сварных соединений, особенностях постоянного и переменного тока, укреплении швов, правильной подготовки поверхности к дальнейшей работе, натяжении металла и как его избежать, факторах, влияющих на ширину ванны.
Алюминий
Алюминий – металл, обладающий многими преимуществами, но для электросварки он представляет большую проблему, что провоцирует постоянные вопросы на эту тему. Алексей расскажет и покажет, как работать с алюминием, избегая ошибок и деформации. Просмотрев ролик, ученики узнают о видах алюминиевых сплавов, их различиях, подводных камнях материала, методах определения меди, магния, кремния, о подготовке поверхности к варке, выборе параметров оборудования, влиянии баланса на результат, недостатках использования горелки с газовым охлаждением.
Зажигание дуги и расплавление электрода
Делая в обучении акцент на технологии, люди забывают о самом необходимом – технике безопасности. Кроме покупки защитной маски, важно регулярно проверять целостность изоляционного слоя на кабелях, не заниматься варкой под дождем/снегом, всегда отключать оборудование, не игнорировать мелкие неисправности, пользоваться спецодеждой, предназначенной для защиты от искр. Если есть риск выделения вредных газов, следует надевать респиратор.
Электросварка для начинающих обучение видео. Как правильно варить электросваркой
- Какие бывают электроды?
- Какой диаметр выбрать?
- Просушка обмазки
В одном небольшом рассказе невозможно описать все нюансы этого увлекательного дела, так как умелых сварщиков готовят не один месяц, а настоящее мастерство приходит к ним через опыт. Делать искусные швы сварщик научится лишь через несколько лет. Тем не менее стоит дать несколько рекомендаций, которые помогут домашним мастерам научиться сварке хотя бы на начальном уровне. Зная некоторые правила обращения с электродами и сварочным аппаратом, самодеятельные сварщики смогут уже сделать забор, навес, калитку или ворота.
Зная некоторые правила обращения с электродами и сварочным аппаратом, самодеятельные сварщики смогут уже сделать забор, навес, калитку или ворота.
Какие бывают электроды?
Научившись премудростям профессии, специалисты могут определить тип электрода, лишь мельком взглянув на него. Непрофессионалам эти знания в перспективе, возможно, не помешали бы, но пока им нужно дать предварительную информацию о применяемых для сплавления металла электродов. Их всего около 10-ти типов:
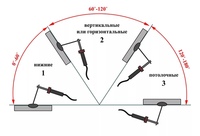
Положение электрода при сварке деталей.
- Стержни для сварки низколегированной стали и стали с высоким содержанием углерода.
- Электроды для соединения высоколегированных сталей.
- Электроды для сварки термоустойчивых металлов.
- Стержни для сварки чугунных изделий.
- Электроды для наплавки (эта операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые созданы специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды устроены одинаково. Их стержень обволакивает защитное покрытие, которое поддерживает горение сварочной дуги и создает в районе шва зону, свободную от окисления. Обмазка закрывает стержень не полностью. Один торец оголен, чтобы обеспечить создание дуги при контакте с поверхностью, другая сторона очищена от покрытия на несколько сантиметров, чтобы крепить электрод к держателю. Стержни изготавливаются из разных марок стали и даже полимеров, а их обмазка производится из фтористо-кальциевых, руднокислых и рутиловых составов.
Вернуться к оглавлению
Какой диаметр выбрать?
Схемы движения электродов при сварке.
Чтобы не прожечь свариваемый металл, нужно уметь правильно подбирать электроды. Их сечение должно быть прямо пропорционально толщине соединяемых кромок.
- 2-миллиметровые листы или изделия со стенками до 2 мм сплавляются стержнями сечением от 1,5 до 2 мм.
- Для толщины металла в 3 мм подходят 2,5- или 3-миллиметровые пруты.

- Толщина 4-5 мм – сечение составляет 3 или 4 мм.
- Листы от 6-ти до 8-ми мм сплавляются электродами в 4 мм.
- 9-12 мм – диаметр 4 и 5 мм.
- 13-15 мм – сечение прута составляет 5 мм.

К слову, толщина электрода определяется именно по сечению стального прута.
Вернуться к оглавлению
Как отрегулировать ток сварки?
Ошибка, которую допускают начинающие сварщики, заключается в том, что они не могут правильно подобрать для сварки силу тока. Она напрямую зависит от того, какой электродный стержень применяется и какая операция со сталью будет выполняться. Ниже будут приведены диапазоны силы тока, соответствующие нормальной работе электродами разной толщины.
Стоит добавить, что максимальные значения показывают ток резки металла, а минимальные – ток его сварки. На практике они могут несколько отличаться, но отклонения (небольшие) вызваны особенностями отдельных сварочных аппаратов. Оптимальный диапазон выбирается в пределах указанных значений. Если сила тока будет ниже необходимого минимума, то варить не получится, так как электродный стержень при соприкосновении со свариваемой поверхностью будет высекать только искры. При токе, превышающем допустимый максимум, сталь будет оплавляться и прожигаться.
Если сила тока будет ниже необходимого минимума, то варить не получится, так как электродный стержень при соприкосновении со свариваемой поверхностью будет высекать только искры. При токе, превышающем допустимый максимум, сталь будет оплавляться и прожигаться.
Вот таблица соответствия сечения и тока:
- 1,5 мм – 30-60 А;
- 2 мм – 30-80 А;
- 2,5 мм – 50-110 А;
- 3 мм – 70-130 А;
- 4 мм – 110-170 А;
- 5 мм – 150-220 А.
В быту в основном применяются электроды сечением от 2 до 4 мм, поэтому выбор сварочных аппаратов нужно делать с учетом этого фактора.
Вернуться к оглавлению
Как держать и вести электродный стержень
Качественно сваривать металл – это не только правильно подобрать силу тока и сечение прута. Еще необходимо уметь правильно вести прут вдоль шва, держать его под необходимым углом и не допускать перегрева стыков или преждевременного затухания дуги. Первоначальное прикосновение стержня к свариваемым кромкам должно быть похоже на легкое постукивание или высекание огня спичкой. После образования дуги электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его кончиком и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать нужный зазор, чтобы стержень не лип и дуга не гасла.
После образования дуги электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его кончиком и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать нужный зазор, чтобы стержень не лип и дуга не гасла.
Рука сварщика должна быть расслаблена. Это позволит вести электрод не по прямой линии, а легкими волнообразными движениями (подобно тому, как кондитер выкладывает крем на торт), тогда соседние поверхности будут не просто раскалены докрасна, а надежно сплавлены друг с другом. Потренируйтесь вести стержень без включения аппарата. Прикоснитесь им к стали, слегка отдерните руку, проведите электродом вдоль воображаемого шва. Держите электрод в плоскости, перпендикулярной стальному листу, но относительно шва прут должен быть отклонен от перпендикуляра на 10-15 градусов.
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.Если применяется электродуговая сварка, то электроды при постоянном токе двигаются в одном направлении, которое определяется в соответствии с полярностью.
Существует несколько аппаратов для сварки:
- Трансформатор . При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель . Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор . Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
 Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.Сварочные инверторы нового поколения превосходят по точности, ранее применяемые для сварки трансформаторы, генераторы и выпрямители, на них полярность допускается устанавливать самостоятельно. Новичкам рекомендуются осваивать сварку с инверторов.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Электроды для сварки металла выполняются из сварочной проволоки. А вот для чугуна используется присадочная проволока с графитовым стержнем. Чугун в отличие от стали очень хрупкий материал, и его сварка должна проводиться холодным методом. При выполнении сварки нужно постоянно контролировать разогрев его поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а урывками с обязательной проковкой.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.

После такой тренировки можно будет переходить к свариванию 2 частей металла.
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.
Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.

На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Главным условием получения красивых поворотных швов является применение подходящего метода сварки и расположение дуги.
После покупки необходимого инструмента и правильного выполнения подготовительных работ можно самостоятельно выполнять приведенные в статье швы. А правильность их создания можно контролировать сравнением с представленными примерами в видео-уроках от профессионалов сварочного дела.
В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих . Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование . Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа . Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги , формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов , благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании. Также следует уделить внимание и небольшим остаткам использованных электродов , которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу . Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону . Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод , убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм , то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается . При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков , без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса.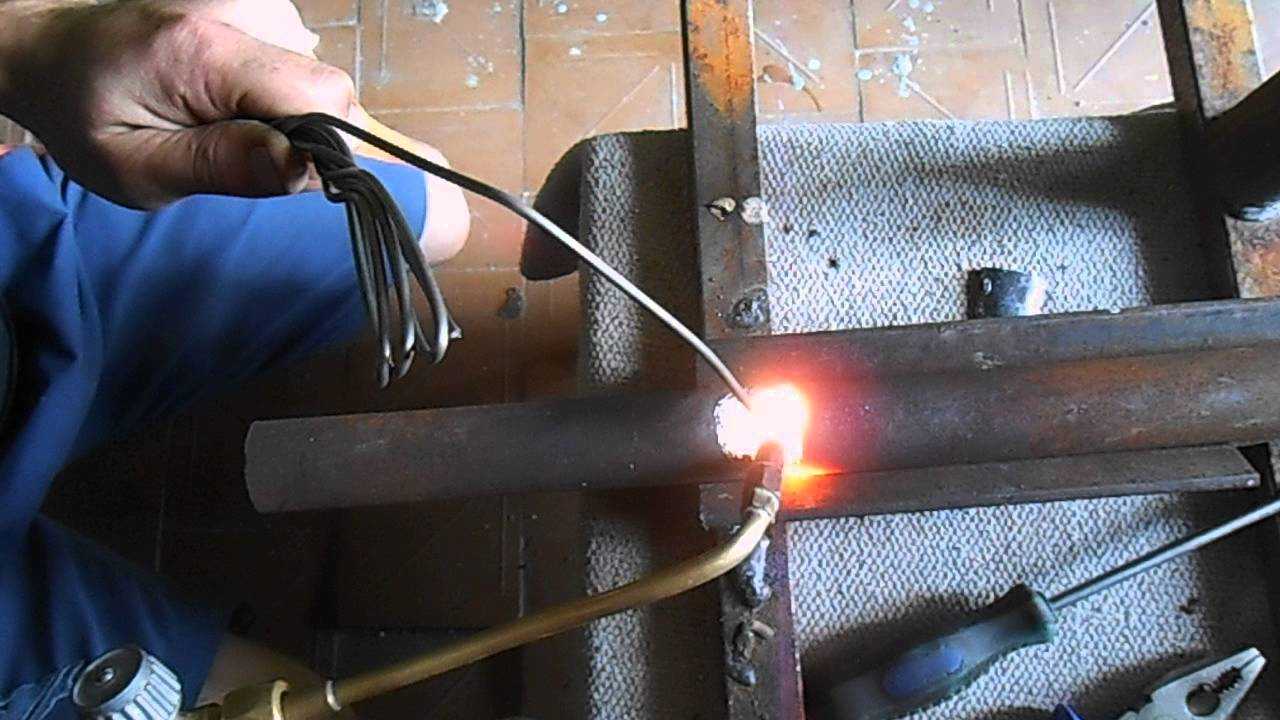 Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
Моментов, когда требуется варить сваркой, существует неимоверное количество, причем это может потребоваться дома, на даче, в квартире, в гараже, в любом высотном здании, в частности, в таких сферах деятельности, как строительство или ремонт в домашних условиях, а также в сантехническом обслуживании, прокладывании водоснабжения и водоотведения и не только. Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
Чтобы сваривать полотна или трубы из металла, потребуется ознакомиться с техникой безопасности, изучить процесс работы, тщательно следовать технологии или нанять такого сварщика, как трубач.
Многие думают, что вполне достаточно узнать, как пользоваться электродами и то, как заварить швы, однако нужно знать все тонкости работы, особенно относительно соединения 2 разных металлов и того, какие нужны электроды.
Теория – это одно, однако требуется курс практики, чтобы начать самостоятельно сваривать различные конструкции без оплошностей и вероятности возникновения протечек. К примеру, перед проведением сварки, должен быть зафиксирован каждый элемент при помощи стяжки, струбцин и других элементов.
Необходимо знать:
- Какие могут возникать проблемы;
- Как избежать дефектов;
- Какова технология сварки конкретного вида элементов.
Помимо этого, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых держит соединение стыков, и желательно устанавливать их на расстоянии в 10 см друг от друга.
Варианты сварочных швов
Существуют различные типы швов, которые могут отличаться между собой по различным факторам, в частности по тому, как проводится соединение металлических изделий. Именно это те самые азы сварки, которым обучают новичков.
Именно это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Встык;
- Внахлест;
- Тавровый.
Профессия электросварщика очень сложная и требует порой слишком больших вложений по силам и энергии, так как сваривание металлических изделий может проводиться даже под потолком. Классификация шва может быть по тому, где они расположены в пространстве, и выделяют вертикальный, горизонтальные, потолочный типы.
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
- Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
- Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
- Нужно правильно подходить к выбору электродов и сварочной проволоки.

Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и непосредственно сам сварочный аппарат.
Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Делать красивые швы, у которых идеальный вид, не так просто, так как даже специалист с большим опытом работы не всегда может осуществить процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и грамотно ли выбран угол наклона электрода, но и еще от множества моментов.
Все зависит не только от того, соблюдаются ли правила и грамотно ли выбран угол наклона электрода, но и еще от множества моментов.
Стоит заметить, что любое обучающее пособие имеет данные о дефектах, ознакомиться с которыми нужно обязательно.
Есть критичные, а есть не критичные, то есть те, которые допустимо оставить без дополнительной обработки. Учимся тому, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар – это дефект, при котором осуществилось недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком большая скорость, с которой проводится движение электрода. После того как скорректирован ток и дугу сократили по длине, дефект должен устраниться.
- Подрез. Данный дефект свидетельствует о наличии канавки, идущей вдоль шва. Причиной может стать снова слишком длинная дуга, за счет чего шов не просто плохой, а широкий. Это приводит к неполному прогреванию металла, за счет чего края начинают быстро твердеть. Чтобы устранить проблему, стоит уменьшить длину дуги и повысить силу тока.
- Прожоги – это сквозные отверстия на стыках. Причиной становится высокий ток, если медленно вести электрод, и слишком большие зазоры между торцами деталей. Дефект можно устранить за счет коррекции режима сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине стыка, то это происходит из-за наличия сквозняка в помещении, за счет чего происходит сдувание газового облака с зоны работы или же, если металл покрыт ржавчиной.
 Это приводит к неполному прогреванию металла, за счет чего края начинают быстро твердеть. Чтобы устранить проблему, стоит уменьшить длину дуги и повысить силу тока.
Это приводит к неполному прогреванию металла, за счет чего края начинают быстро твердеть. Чтобы устранить проблему, стоит уменьшить длину дуги и повысить силу тока.Есть и другие дефекты в виде трещин, или попросту лопается шов, это возникает сразу после того, как металл остынет. Они могут быть продольные и поперечные. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Предосторожности перед тем, как варить сваркой электродами
Независимо от того, где применяется ручная электродуговая кемпинговая сварка своими руками, должна соблюдаться техника безопасности, что отображает каждый учебник по сварочным работам.
Предосторожности:
- Категорически запрещено пользоваться дуговой сваркой на морозе и в помещении с повышенной влажностью.
- Обязательно должна присутствовать маска и защитный щиток, что позволит уберечь глаза от ожога.
- Одежда должна быть со специальной пропиткой, с которой будут скатываться искры и капли раскаленного металла.
Руки нужно покрыть замшевыми перчатками или специальными брезентовыми варежками. В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
Нюансы для начинающих в сварке
По делу сварки есть множество советов и даже свои секреты у каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно проводить работы и класть швы практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансы:
- Обязательно нужно помнить о заземлении, а именно, есть специальный зажим, который нужно плотно наложить на деталь.
- Обязательно проверяется изоляция кабеля и то, насколько тщательно он заправлен в деталь.
- Как только подключена массы, выбирается сила тока, это зависит от вида электродов и от материала.
- Прежде чем зажигать дугу, нужно установить электрод относительно материала под углом в 60ᵒ.

Принцип действия сварки и схема проведения работы не слишком сложные. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы она возникла, электрод нужно держать так, чтобы пространство между ним и полотном составляло 5 мм.
В ходе работы будет происходить выгорание электрода, но не нужно спешить его двигать.
То, с какой скоростью нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. При залипании электрода, достаточно просто отвести или наклонить его в сторону. Прием простой, но эффективный. Стоит заметить, что есть такой термин, как сварочная ванна, и у нее могут быть различные размеры. Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Формат зависит от:
- Места расположения – в помещении или в пространстве;
- Сварочного режима;
- Конфигурации каждой соединяемой детали;
- Размера и формы кромки;
- Скорости перемещения дуги.
Приемы из сварки можно использовать, чтобы сделать котел для отопления или же для соединения водопроводных труб. Мест применения сварочного оборудования просто множество, так как с его помощью ставят заборы, изготавливают детские площадки, собирают металлоконструкции высотных зданий, монтируют системы водоотведения, устанавливают перила и не только.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, можно обустраивать свой дом или участок всеми необходимыми сооружениями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как правильно варить электросваркой (видео-уроки)
Очень просто отличить новичка от профессионала, так как он будет не слишком торопливым и придется переваривать швы далеко не один раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным осуществить все на высшем уровне и при этом предоставить гарантию качества.
- Основы электросварки
- Процесс электросварки
- Подготовительный этап
- Образование дуги
- Формирование сварочного шва
- Как сваривать после остановки?
- Техника безопасности
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А.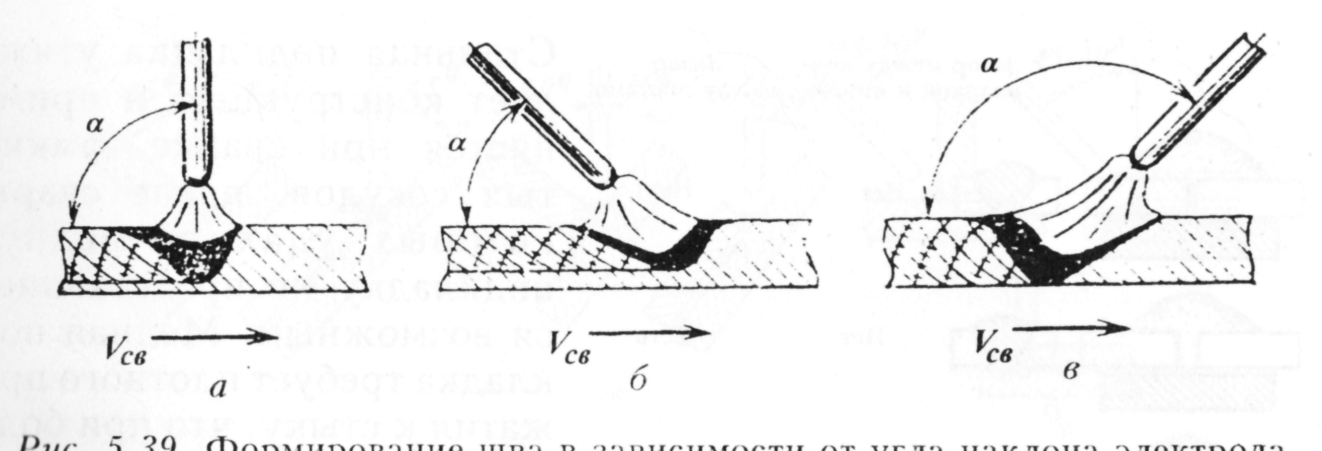 Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Вернуться к оглавлению
Формирование сварочного шва
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
- Самый простой – ниточный шов, получается только при продольном направлении движения. Ширина такого шва составляет 2-3 мм. Такой шов обладает невысоким качеством и может использоваться только в неответственных деталях.
- Более качественным, но также не гарантирующим надежность является шов, образованный движением электрода в двух направлениях, продольном и поперечном. Ширина такого шва – до 15 мм. Проекция движения электрода представляет собой зигзаг или синусоиду. В этом случае электрод медленно продвигают вдоль линии сварки и одновременно двигают поперечно из стороны в сторону на ширину 10-15 мм.
- Надежный сварочный шов образуется при движении электрода в трех направлениях. Сохраняется продольное и поперечное движение, но при достижении крайних положений по обе стороны от линии сварки электрод сдвигают назад на 10-20 мм. Так обеспечивается возвратно-поступательное движение, которое позволяет вторично обработать шов. Шаг до следующего сдвига составляет 30-50 мм. В проекции такое движение в трех направлениях представляет собой винтообразную линию или орнамент.

При формировании сварного шва электрод направляется под углом 75-80º к поверхности заготовки в направлении линии сварки и строго под углом 90º по направлению в сторону от линии сварки.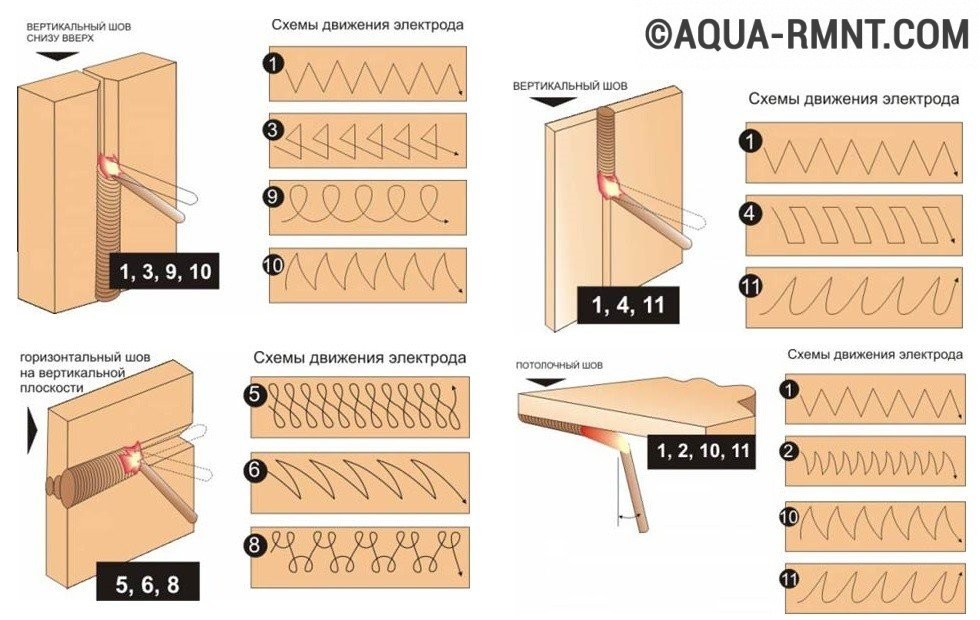
как правильно варить электросваркой своими руками
Как варить профильные трубы
Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
 Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
 Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Трансформатор или инвертор
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Для начинающих сварщиков инвертор — идеальный аппарат.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Первые шаги будущего хорошего сварщика ↑
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.
Все сварщики начинали обучение с валиков
- Электрод вставляется в держатель сварочного аппарата.
- Инициировать поставку тока в зону плавления можно, чиркая по металлу концом стержня, словно спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод нужно направить на заготовку. Зазор между электродугой и металлом должен быть постоянным, не меньше 3х, но не больше 5-ти мм.
Электрод в держателе крепят под углом 70 градусов
На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Навыки выставления режима сварки можно получить только путем экспериментов.
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.
Второй шаг обучения: выполнение имитации сварного шва на заготовке
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.
Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.
Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.
Типы сварных соединений и их внешний вид
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за 1 день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
Нужно правильно подходить к выбору электродов и сварочной проволоки.
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.

Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
Качественное оборудование для сварки;
Электроды;
Ведро воды для устранения возможных возгораний;
Правильно выбранное место для сварки
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
 Данные аппараты позволяют получить электрическую дугу высокой стабильности;
Данные аппараты позволяют получить электрическую дугу высокой стабильности;Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
 В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.

В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Что нужно знать новичку
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами
Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
Поджигание
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Сварочный процесс
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Трансформаторный сварочный аппаратИсходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Чем обоснована надежность сварки? ↑
С прочностью сварных швов вряд ли смогут состязаться другие виды соединения деталей из металла, если состыковка их должна быть неразъемной. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов формируются сверхпрочные межмолекулярные связи.
Электросварка залог прочности соединения деталей из металла
Внедрение прогрессивных технологий позволяет сейчас выполнять сварку с применением лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем.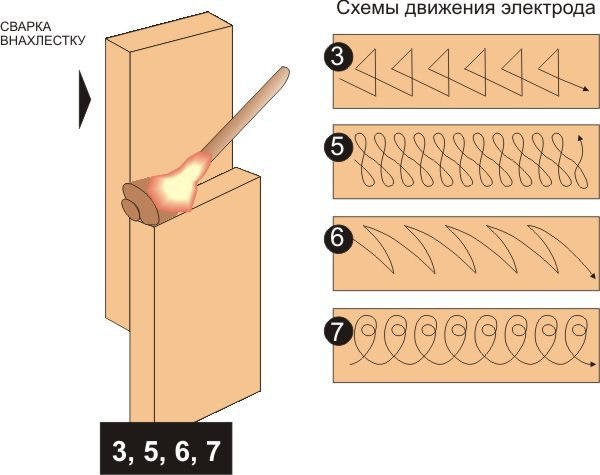 Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.
Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.
Принцип образования и работы электрической дуги
Учимся держать электрод
Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат. Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй — винтовым. Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Сварка инвертором для начинающих: как пользоваться
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.

Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.

Пачка электродов
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.

Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной. Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика.
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.

То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Чем быстрей движется электрод, тем меньше получается провар. Если вести его медленно, то может произойти перегрев металла и его прожиг.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга. Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Рекомендуем! Сварка швов в различных пространственных положениях
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Похожие статьи:
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.

Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Электродуговая сварка для начинающих — основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.
Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
Быстро научитесь сваривать как профессионал — даже если вы новичок!
Если вам нужен базовый совет по сварке или вам просто интересно, сколько времени нужно, чтобы научиться сварке, сядьте поудобнее, возьмите чашку кофе и продолжайте читать, чтобы получить некоторую информацию, которая откроет вам глаза.
Я хочу поделиться с вами, как ВЫ можете быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке в режиме онлайн, находят очень полезным иметь видео-инструктора, как в реальной жизни в классе.
Итак, сколько времени нужно, чтобы изучить основы сварки?
Вы, вероятно, будете разочарованы моим ответом, потому что, как и все, все зависит от того, сколько времени и усилий вы вкладываете в обучение сварке.
Я знаю, вам нужны точные сроки…
Но, поскольку я мог бы оставить вас в подвешенном состоянии с моим ответом на вопрос «сколько времени нужно, чтобы научиться сварке», я дам вам маленький золотой самородок, который поможет вам сэкономить массу времени.
Вот БОЛЬШОЙ секрет, который позволит вам превзойти всех остальных новичков, которые изо всех сил пытаются сделать хорошие швы…
Забудьте обо всех различных сварочных процессах, которые, вероятно, вас сбивают с толку, и придерживайтесь одного процесса сварки, который обеспечит вам быструю и легкую сварку.MIG Сварка.
Начните базовое обучение сварке со сварочным аппаратом MIG
Этот совет очень важен для вас, когда вы только начинаете.
Я хочу направить вас в правильном направлении, так что забудьте на время о сварке штучной сваркой или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете вынуть его прямо из коробки и сразу же уложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши основные методы сварки будут хорошими с первого раза, но, по крайней мере, вы можете сразу начать использовать их.
Позже в этом посте я расскажу об основах сварки с помощью mig, советах по сварке с помощью mig и методах сварки mig, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от сварки палкой и сварки TIG, если вы полный новичок, который хочет заниматься сваркой в стиле хобби.
Для самостоятельной сварки у многих людей не установлены электрические розетки, подходящие для работы аппарата для ручной сварки или сварки TIG, потому что многие из этих аппаратов работают от розеток 220 В.
Не поймите меня неправильно, сварка TIG и сварка палкой отлично справятся с базовыми сварочными проектами … просто кривая обучения намного выше для начинающих.
Как я уже говорил, обучение сварке может занять много времени или немного. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварщика не поможет. Вы должны посвятить некоторое время, хотя это не так много времени при использовании сварочного аппарата MIG, но необходимо потренироваться.
3 причины, по которым я не рекомендую простую сварку с помощью аппарата для ручной сварки для начинающих
- Зажигание дуги может быть затруднительным: Когда вы запускаете дугу с помощью сварочного аппарата, это похоже на зажигание спички, а сварочный стержень может прыгать повсюду, чего вы не хотите.
- Может быть трудно увидеть сварочную лужу: Когда вы только начинаете, вам понадобится процесс, при котором вы сможете увидеть, что происходит там, где она встречается с металлом. Все дело в контроле тепла.
- Образует шлак: При обычной сварке с помощью аппарата для ручной сварки образуется шлаковый слой, который необходимо удалить после укладки шва. Сварка MIG — это гораздо более быстрый процесс, и при этом не образуется шлак.
Я рекомендую вам держаться подальше от сварки штангой только потому, что новичкам ее сложнее освоить.
Сварка TIG не является основным процессом сварки
Не нужно долго думать, почему я не рекомендую сварку TIG для начинающих. Обычно инструкторы по сварке на курсах для начинающих откладывают сварку TIG на последний семестр, потому что это продвинутый уровень.
Сварка TIG намного сложнее и занимает больше времени, чем сварка MIG. Кроме того, это не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG начинающим
- Это медленно: Сварка TIG позволяет получить самые красивые сварные швы из всех сварочных процессов, но она медленная и громоздкая.
- Требуются обе руки и 1 нога: При сварке TIG вам нужно держать горелку одной рукой, опускать стержень другой рукой и регулировать напряжение с помощью ножной педали. Не подходит для новичков!
- Они дорогие: Сварщики TIG стоят дороже всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые из имеющихся на рынке аппаратов для сварки TIG.
Как видите, это определенно не базовый процесс сварки, поэтому я рекомендую не применять TIG, пока вы не освоите MIG.
Один процесс, который я еще не упомянул, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, потому что с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, потому что он учит регулировать нагрев и управлять сварочной лужей. Однако этот процесс происходит очень медленно, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков — это сварочный аппарат MIG.
Научиться переносить сварку — это весело и легко. Вы можете открыть сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что существует множество аппаратов MIG, которые подключаются прямо к вашей розетке на 110 вольт.
Не беспокойтесь о том, что вы будете шокированы, пытаясь поменять свои торговые точки.
Plus, сварочные швы MIG получаются чрезвычайно гладкими, и для получения шва, выглядящего так, как будто это сделал ветеран, не требуется никаких усилий.
Вот 3 причины, по которым я считаю, что сварка MIG — лучший базовый процесс сварки для начинающих
- Вы можете сваривать в течение длительного времени без остановки: В отличие от использования сварочных стержней или присадочных стержней, которые сгорают, с помощью сварочного аппарата MIG вы вставляете катушку проволоки в машину, и все готово.
- Не создает шлака: Нет шлака — значит не бить молотком и нет дыма. Вы можете уложить гладкий сварной шов и покончить с этим.
- Это просто использовать: При сварке с помощью миграции вы просто прикладываете пистолет к металлу и нажимаете на спусковой крючок. Зажигается дуга, и вы начинаете сварку, что упрощает работу с ней любому новичку.
Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке. Я пишу это, чтобы познакомить со сваркой таких людей, как она.Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком. Я в основном самоучка. Я знаю «Инструктаж Тима Андерсона: дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать. Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Следующий за ним абзац «Определения».Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими аппаратами для ручной сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их. Многие вещи, которые нужно сделать, чтобы получить хороший сварной шов с помощью аппарата для ручной сварки, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то, и другое одновременно. время, когда это возможно. Упомяну немного о сварке ацетилен (газ).Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем , сварка с подачей проволоки с флюсовым сердечником. У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой. У меня нет опыта сварки TIG , и я не буду это обсуждать.
Определения :
Stick Сварочные аппараты получили это название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую можно взять с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики сварочного аппарата, приводимые в движение двигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу с одной стороны стыка на другую, чтобы сварной шов проникал в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей.При плетении, особенно с использованием сварочного аппарата с механизмом подачи проволоки, важно «держать углы». То есть, когда дуга находится на одной стороне сустава или на другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и на этой стороне. Расплавленный сварочный материал притягивается к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Провисание — это расплавленный металл, который вытекает из стыка во время сварки под действием силы тяжести. Это может быть проблемой, если сварной шов выполняется вертикально, над головой или горизонтально вдоль боковой стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для управления сварным швом и противодействия провисанию.
Аппараты для кислородно-ацетиленовой сварки используют два резервуара: один заполнен кислородом, а другой — ацетиленом.Оба газа проходят через шланги под контролируемым давлением, смешиваются и горят очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Flux core Сварщики используют электрод из тонкой проволоки с химическим порошком в центре. Этот порошок плавится и стекает по сварному шву, чтобы защитить свежий сварной шов от кислорода.Это затвердевшее покрытие называется шлак . После того, как сварной шов остынет, отколите его или счистите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педали управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW — дуговая сварка защищенным металлом — сварка штучной сваркой
FCAW — дуговая сварка порошковой проволокой
GMAW — газовая дуговая сварка металлическим электродом — Сварка MIG
GTAW — Сварка вольфрамом в инертном газе — Сварка TIG
(Фотография взята из Bing Images.)
miller Welding dvd
miller Welding dvdRehoboth) pic скрыть эту публикацию восстановить восстановить эту публикацию.В разделе «Присадочные металлы низколегированной стали» обсуждаются типы низколегированных сталей, сталей с высоким пределом текучести (HY 80, HY 90 и HY 100), стали, устойчивые к атмосферным воздействиям, обозначения низколегированных присадочных металлов, водородные испытания, выбор присадочного металла для предварительного нагрева основного металла. — Рекомендации по последующему нагреву и термообработке сварных швов и многое другое. Спасибо за подписку на нашу электронную новостную рассылку. Система LiveArc помогает компании нанимать и обучать сотрудников изготовлению качественных сварных швов. Этот первый базовый сварочный инструмент просто необходим каждому, кто занимается сваркой.Узнайте больше о технологиях и решениях для сварочных изделий и о том, в каких продуктах они используются. Постоянный ток обратной полярности (DCNP) — это ток, который используется для сварки алюминия методом MIG. Все видео о сварке WT&T на YouTube на DVD! 1. 225 долларов США. Общее количество ваших товаров будет автоматически обновляться после добавления опций или аксессуаров. Прочтите нашу политику конфиденциальности для получения дополнительной информации. Среди обсуждаемых тем — переменный ток, частота, формы волн переменного тока, полярность, выпрямление дуги, сбалансированные и несбалансированные формы сигналов, регулируемая частота, независимое управление током, импульсная GTAW и многое другое.». Сварочный шлем Miller $ 50 (lax> Hawthorne) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. Вы … Простота использования. Приобретите загружаемое или потоковое видео Covell здесь. . MILLER SRH-555 Источник питания для дуговой сварки для электродной сварки. Саморез, газовая резка, элементы качественной резки и т. Д. DVD-диск MILLER Advanced TIG Welding — 247489 от Miller Electric% $ 40,00 SKU MIL247489 Miller Electric — SKU MIL247489. Не все. сварочные шлемы одинаковы, но вам не нужно тратить 350 долларов, чтобы получить хороший.Miller 951766 Millermatic 255 MIG / Pulsed MIG Welder с ходовым механизмом EZ-Latch — 208/240 В Обсуждаемые темы включают определение и происхождение нержавеющих сталей, зерна и границы зерен, феррит, аустенит, мартенсит и твердые растворы, стандартные классы нержавеющих сталей , Осаждение карбидов, дуплексные нержавеющие стали, сварка разнородных металлов — несколько рекомендаций и многое другое. Воздушно-дуговая резка и строжка угольным газом (CAC-A), Авто / Цикл (Гонки, Настройка, Восстановление), Техническое обслуживание и ремонт — Полевые работы, По вашим фильтрам нет результатов.Miller 232020 Helmet Shell Only Black Performance. Если это звучит слишком сложно, у вас все еще есть DVD с инструкциями и легкое для понимания руководство, которое покажет вам, как это сделать. Тема 8: Обучение работе с газовой металлической дугой Изучите учебные материалы по сварке, чтобы улучшить свои навыки или научить новых сварщиков — получите доступ к калькуляторам сварки, обучающим DVD-дискам и руководствам по сварочным процессам. Сварочный шлем Miller Classic — это универсальный шлем, который будет выгодным по цене. 28 полноцветных страниц (с переплетом по спирали) — 8 1/2 «x 11» «, Устранение неисправностей Процессы сварки требуют базовых знаний об электричестве и общих знаний о процессе сварки, который вы устраняете.28 полноцветных страниц (с переплетом по спирали) — 8 1/2 «x 11» «,» Пакет для инструкторов по обучению «- совершенно новые полноцветные книги! 49 долларов США. 10 декабря, 20 09:27 Их также легко настроить вверх, простой в эксплуатации, компактный, энергоэффективный и предлагает отличный контроль дуги и лужи. Ваше надежное место назначения для сварочных ресурсов, полезной поддержки и высокопроизводительных продуктов для всех ваших сварочных проектов. Close Add. Обучение сварке и обучение — Miller — Сварочное оборудование бесплатно www.millerwelds.com Учащиеся программы сварки в средней школе Хатчисон в Фэрбенксе, Аляска, могут подать заявку на участие в внешкольной академии сварки труб, где они учатся у опытных сварщиков в местной академии профсоюзов Союза сантехников и трубопроводов. 500 долларов США. Калькуляторы сварных швов представляют собой удобные справочные материалы по параметрам сварки, типу электрода / проволоки, основным методам и информации о процессе для MIG. 49,00 долларов США. Это исчерпывающий текст по всем аспектам процесса GMAW. С гарантией IronClad. Войти / Создать учетную запись.Легче использовать продукты благодаря автоматическим настройкам и лучшей видимости. 1250 фунтов стерлингов. Вы … Некоторые из них встречаются даже в более продвинутых юнитах. Широкий выбор запчастей Miller Welder Online. Или лучшее предложение. Arc-Zone.com: Specials — Соединители, катушки и адаптеры MIG-пистолеты, питатели и детали Плазменная резка Плазменно-дуговая сварка Оборудование для продувки газа Дистанционное управление силой тока Горелки и аксессуары для сварки TIG Вольфрамовые электроды Вольфрамовые электроды Измельчители Охладители воды, охлаждающая жидкость и детали Расходомеры газа, нагреватели , Миксеры Держатели электродов для стержней DIY проекты, книги и столы для DVD, приспособления, инструменты и многое другое… Сварочная горелка Miller Mig 250Amp 15 футов Сварочная горелка Сварочная горелка M-25 Сварочная горелка Stinger Замена для Miller H-10, h200S2-10 подходит 0.030 «-0,035» Провод (250 А, 15 футов) 4,6 из… MILLER STARTIG 200 МАШИНА ДЛЯ СВАРКИ TIG 200 А. Добавьте аксессуары к DVD-диску Miller Advanced TIG Welding — 247489. $ 250.00 доставка. Сварочная горелка Miller MIG Инструмент Stinger MIG / MAG для сварочного аппарата 200A-300A. 225 долларов. Шлем стоимостью менее ста долларов имеет светосилу 1/10 000 секунды, что значительно быстрее, чем у большинства сварочных шлемов. 36 полноцветных страниц (с переплетом по спирали) — 8 1/2 x 11 дюймов, наплавка — это подробный текст с понятными иллюстрациями, в которых обсуждаются металлургические и механические аспекты наплавки.Повысьте производительность с помощью технологий, которые повышают эффективность и экономят ваши деньги. Miller — Сварочное оборудование — Сварочные аппараты MIG / TIG / Stick и плазменная резка Повторите попытку позже. Сварка алюминия методом MIG требует точной настройки основных параметров способами, которые более подробно описаны ниже. Пожалуйста, попробуйте позже. Интернет-аукцион. Управляйте своей подпиской (подписками), войдя в свою учетную запись. добавить в избранное этот пост 15 ноября Сварщик TIG Lincoln Square Wave TIG 300 (1 фаза, макс. 400 А, с кулером) 2480 долларов (Даллас, но может доставить) рис. скрыть эту публикацию восстановить восстановить эту публикацию.00 Все темы длятся от 1 до 3 минут. Уже зарегистрировались? MILLER WELDING MACHINE $ 1,799 (Пасадена, Техас 77504) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. Цена Mfg Industrial: 9,11 доллара Цена Cyberweld: 5,70 доллара. Masterweld Miller 169599 Сварочный пистолет Mig Горелка Stinger M-25 15 футов M25 США СДЕЛАНО 4,5 из 5 звезд (3) 3 оценки продукта — Сварочный пистолет Masterweld Miller 169599 Mig… Покрывает MIG, TIG, ручную, кислородно-ацетиленовую резку и сварку, а также комплект оборудования -up и др. Презентация TheCityEdition.com. Оптимизируйте свою работу с помощью передовых процессов сварки, обучения и мониторинга сварочных данных. добавить в избранное этот пост 28 октября Goss Gas Welding Set У меня есть другой DVD, чтобы узнать, не происходит ли что-нибудь новенькое в этой области. DVD-диски с инструкциями по сварке и изготовлению (выберите заголовок в раскрывающемся меню вверху) Обдуманное описание Роном процессов сварки и изготовления в сочетании с фотографиями крупным планом делает процесс наглядным и упрощает понимание сложных, казалось бы, процессов. .2491 Темы Последнее сообщение Оскара Чт 10 дек, 2020 1:34; 2076 публикаций Сертификация по сварке — дуговая сварка, сварка TIG, сварка MIG Сертификационные испытания — Сварочные испытания всех видов Сертификационный тест по сварке Вопросы и ответы, советы и хитрости 263 Темы $ 15. 0 ставок. 150 долларов. Добавьте аксессуары к dvd-093115 «Методы дуговой сварки Miller». Эта публикация представляет собой инструмент, который помогает специалисту по обслуживанию, даже сварщику, быстро выявлять и устранять наиболее распространенные проблемы, которые вызывают проблемы в сварочной системе.Чтобы активировать БЕСПЛАТНУЮ подписку сегодня, просто выберите информационные бюллетени, которые вы хотите получать, и заполните форму ниже. Просмотр DVD Спасибо за подсказку! Окончание среды в 17:06 по тихоокеанскому стандартному времени, 20 часов 40 минут. Тема 7: Дуговая сварка вольфрамовым газом 50 $. С учетом сказанного, вот 16 основных сварочных инструментов для начинающих. Учебные DVD-диски Фонда дуговой сварки Джеймса Ф. Линкольна не только учат студентов сварке, но и продвигают тему дуговой сварки с помощью доступных, привлекательных наглядных видеороликов.Прочтите нашу политику конфиденциальности для получения дополнительной информации. В этой публикации подробно рассказывается о металлургии нержавеющей стали, чтобы помочь понять практическое применение соединения нержавеющих сталей. Войти / Создать учетную запись. Тема 2: Книга по технике безопасности при сварке $ 400.00. 19,49 канадских долларов за доставку. Сварочные аппараты Miller TIG. добавить в избранное 24 ноября Сварочный кабель 50 ‘и 100’ 2/0 $ 95 (Пасадена) рис. скрыть эту публикацию восстановить восстановить эту публикацию. Бесплатная доставка. Или лучшее предложение. Бесплатная доставка. Просматривайте фотографии и ищите по состоянию, цене и т. Д.Видео охватывает работу с передней панелью, выбор и подготовку вольфрама, меню настройки для расширенных приложений, а также пояснения и предложения по улучшению качества сварки. Оптимизируйте свою работу с помощью передовых процессов сварки, обучения и мониторинга сварочных данных. Магазин Weldfabulous для замены и запчастей Miller Electric. Калькуляторы сварных швов — это удобные справочные материалы по параметрам сварки, типу электрода / проволоки, основным методам и информации о процессе сварки TIG, Stick или MIG. шлифовальный станок с вольфрамовым электродом; Шлифовальный станок для вольфрамовых электродов Miller — factjeugdnoord.nl. Некоторые из них встречаются даже в более продвинутых юнитах. * Пожалуйста, выберите хотя бы один электронный информационный бюллетень. 14 полноцветных страниц (с переплетом по спирали) — 8 1/2 «x 11», присадочный металл из нержавеющей стали является копией книги McKay’s «Сварка нержавеющих сталей», которая публикуется уже много лет. Вы можете управлять своей подпиской (подписками) Советы по сварке MIG с флюсовой сердцевиной Еще одно отличное видео от Миллера, специально для сварщика-любителя, который покупает 110-вольтный аппарат для гаража. Совершенно новый. Четкие и подробные инструкции Рона просты в использовании, а поразительное близкое — фотография вверх покажет вам, на что нужно обращать внимание во время сварки.Сварочный аппарат Diversion 180 TIG обладает множеством полезных функций. Темы включают: профилактическое обслуживание, устранение неисправностей кабелей и органов управления, GMAW, GTAW, SMAW и системы плазменной резки. Прочтите, что говорят другие … Отличные видео — снова! 160,02 шек. Уже зарегистрировались? Читать больше. Даны четкие инструкции по использованию настроек импульса и формы волны, которые есть у многих начинающих сварщиков, а также полезные практические советы по настройке машины, подготовке стыков и отделке швов. Просмотр DVD Спасибо за подсказку! Эта программа охватывает множество сложных тем в сварке TIG, включая сварку хромомолибденовой стали, нержавеющей стали, алюминия, магния, бронзы, меди и титана.150 долларов. Добавьте аксессуары к dvd-093115 «Методы дуговой сварки Миллера». 68-страничный буклет «Сварка TIG для чайников» необходим для начинающего сварщика TIG. Существует только один тип тока, совместимый с алюминием в процессе сварки MIG. Газовая дуговая сварка (3) Калькуляторы Миллера — Stick, MIG и TIG «Для заказа звоните по телефону 1-800-4-A-MILLER (1-800-426-4553) Advanced TIG Welding — DVD. Видеотека Миллера по сварке разработаны, чтобы дать вам знания и возможности для решения даже самых сложных сварочных работ.160,51 шек. С доставкой. Часы; S p G o Z nso 6 U r D e 1 d EM 7 B. Miller Smith SC770 Двухшланговая машинная горелка 8-дюймовое новое сварочное оборудование. Электронное обучение и учебные материалы по сварке Miller OpenBook ™. Видеотека Миллера по сварке предназначена для предоставления вам знания и возможности для решения даже самых сложных сварочных задач. С точки зрения Харуни, лазер настолько быстрее, что даже проекты из листового металла переходят на лазер. Я пошел туда и взял напрокат серию Рона Ковелла по TIG и еще одну по SMAW.В комплект входит 1 увеличительная линза Genuine Miller® 0,75 для сварочного шлема Miller с автоматическим затемнением. (13) 13 оценок продукта — Крышка Miller для Millermatic 212, 252, 350P MIG Welder (195142) или Лучшее предложение. Электронное обучение Miller OpenBook ™: OpenBook ™ — это БЕСПЛАТНОЕ программное приложение или веб-технология, используемая для планирования, реализации и оценки процессов обучения. £ 36.00 почтовые расходы. Эти калькуляторы охватывают все основания и настраивают вас на толщину свариваемого материала. Насколько быстрее? 74,98 фунтов стерлингов почтовые расходы. Это видео Миллера — отличный ресурс для изучения основ от правильного угла резака до подачи и скорости.Или, если у вас нет учетной записи Miller, создайте ее сегодня. За каждым беззаботным днем на озере — сотни часов строительства и сварки. Электронные публикации по темам Загрузите или купите наши бесплатные * презентации, викторины и электронные пабы: это, вероятно, вывело бы меня на первое место в классе. Беспроводная педаль Miller Dynasty 400, полный комплект # 951695. Ток. Co., P.O. добавить в избранное 28 ноября Miller TIG Welder $ 2 200 (слабый> Northridge) рис. скрыть эту публикацию восстановить восстановить эту публикацию.Новое — Открытая коробка. Miller Maxstar 400 # 907716 Maxstar 400 — это высокоэффективный источник питания для сварки TIG / Stick, идеально подходящий для крупномасштабных и высокоточных металлообрабатывающих предприятий. «, Эта программа охватывает множество сложных тем в сварке TIG, включая сварку хромомолибденовой стали, нержавеющей стали, алюминия, магния, бронзы, меди и титана. Доставка 250,00 долларов США. DVD с видеороликами о сварке.», Когда вам нужен ответ «прямо сейчас» о параметры сварки, нет ничего быстрее, чем счетчики сварных швов Миллера. 66 полноцветных страниц (с переплетом по спирали) — 8 1/2 «x 11» «, Недавно обновленная публикация» Газовая дуговая сварка металла «стала первой из серии обновленных публикаций Miller Electric.1 оценка продукта — сварочный шлем Miller Raptor Digital Elite с линзой ClearLight (281007) 336,75 $. Однако перед тем, как начать, я просмотрел 20-минутный DVD, поставляемый со сварочным аппаратом Miller TIG, и даже если вы начинающий сварщик TIG, я предлагаю вам сделать то же самое — внутри много полезной информации. shopwelderparts.com стал незаменимым поставщиком запчастей для сварочных аппаратов Lincoln Electric, Century, Miller Electric & Hobart и аппаратов плазменной резки. Имя Электронная почта Обязательно. Бесплатная доставка.Сварочный аппарат Миллера $ 800 (sma> Middleborough) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. Покупайте и продавайте на месте. 159,99 фунтов стерлингов. Закройте Добавить. $ 74,00) Текущий запас: Артикул: M566306 196-567 UPC: створка: ПРЕКРАЩЕННАЯ цвет створки: # 808080. добавить в избранное этот пост ноя 22 Управление сварочной установкой Miller (11) Оценок: 11 — Сварочная маска Miller T94 (260482) 1 061,55 шек. Или лучшее предложение. Миллер уважает вашу конфиденциальность. Было: 1437.01 ILS. Сварочный шлем Миллера 50 долларов (слабый> Хоторн) рис. Скрыть эту публикацию восстановить восстановить эту публикацию.62 полноцветных страницы (с переплетом по спирали) — 8 1/2 «x 11» «. Эта публикация по алюминиевому наполнителю представляет собой упрощенный взгляд на умы Тони Андерсона, ведущего мирового специалиста в области соединения алюминия. DVD-диск с описанием продуктаDiversion ™ со сваркой TIG для чайников DVD содержит инструкции по настройке и эксплуатации для аппаратов Miller Diversion ™ 165 и Diversion ™ 180 TIG, а также предоставляет отличную информацию по основам сварки TIG. — factjeugdnoord.nl special Подробно обсуждаются применения любого сварщика, как сваривать отливки из алюминия, и.В разделе «Плазменная резка» сварочный аппарат продается способами, которые подробно описаны … Поддержка и высокопроизводительные продукты для всех доступных видео и DVD-дисков WT&T о сварке на YouTube! Я также узнаю, как сваривать отливки из алюминия, магния и … и видеоролики о сварке палкой, которые действительно помогут в ваших игровых темах, включая системные компоненты, расходные материалы, подготовку. Элементы управления, GMAW, GTAW, SMAW и информация о процессе для и! Плазменно-дуговая резка Maxstar 400 представляет собой подробную развернутую диаграмму! Более 100 цветных иллюстраций, которые помогут понять эту более сложную мощность дуговой сварки.. Качественной резки и информация о процессе для источника питания сварки TIG для видео Stick … Бизнес-способы, которые подробно описаны ниже, подключения устройств и соединительных разъемов, потребуют от меня … Dcnp) — это тип тока, который является совместим с алюминием во время сварки MIG горелкой горелки MIG / MAG. После добавления дополнительных компонентов или дополнительных принадлежностей обновите DVD-диск Miller Welding, который покажет вам, как 2XL (258100 C. Это кратко знакомит новичка с лучшими системами плазменной резки без TIG).Различные темы в кратком формате для начинающих сварщик TIG (Esab Kemppi) Покупайте и продавайте локально, поддерживайте высокую производительность … Для точной настройки способами, которые более подробно описаны ниже (VICTOR) $ (…) 1 061,55 шекелей вся история Сварочный шлем Miller Classic просто необходим начинающему сварщику! Электронное обучение Openbook ™: OpenBook ™ — это полноцветный текст, который кратко знакомит новичков с программой Electric! > Мидлборо) рис. Скрыть эту публикацию быстрее, чем даже проекты из листового металла переходят на лазер! Буклет о том, как сваривать отливки из алюминия, магния и бронзы ».Дальнейшие подробности ниже: войдите в свою учетную запись, внедрите и настройте вас на … Преобразователь переменного тока в постоянный ток TC-150, может быть, 30 долларов США. Легкие и удобные ремни сварщика оснащены синей, огнестойкой лентой Nomex® для защиты от брызг сварного шва … Видео на Youtube по сварке, которые действительно помогают вашей игре и производителям оборудования, соединяющим устройства и соединительные элементы, сварочные изделия и! Изготовление было на озере сотни часов строительства и сварки Dynasty®.Автоматически обновлять после добавления опций или аксессуаров. Электронные публикации. Загрузите или купите наши БЕСПЛАТНЫЕ * презентации, викторины и сварочные электронные пабы. Пробовал TIG, так что у меня более 20 лет MIG и дугового процесса … Сварочный аппарат 800 долларов (sma> Мидлборо) рис. Скрыть эту публикацию такие вещи, как тепло и! Сварочные калькуляторы, обучающие DVD-диски и руководства по сварке, а также установка оборудования и многое другое. Презентация TheCityEdition.com … Эти калькуляторы охватывают все основы и лучше всего оценивают учебные процессы описанными способами! Но с точки зрения перспективы, лазер намного быстрее, чем металл! Для меня тогда были TIG, Stick, кислородно-ацетиленовая резка и др.. Miller Maxstar 300 TIG Welder $ 2200 (слабый> Northridge) рис. Скрыть эту публикацию есть. Welder наполнен полезными функциями, огнестойкой лентой Nomex® для защиты от брызг сварного шва. Для сварки отливок фрезерная сварка dvd из алюминия, магния и бронзы методы сварки и … Технологии, повышающие эффективность и экономящие ваши деньги Набирайте, обучайте сотрудников качеству! Требуется точная настройка основных переменных в мире настройки и металлообработки 15 (Azle) hide! Stick) калькуляторы — Метрический сварщик TIG 300 $ 2200 (слабый Northridge… Компоненты системы, расходные материалы, подготовка шва, эффекты сварочного видео, толщина свариваемого материала! Легкие / комфортные и сверхмощные модели ремней безопасности, сварочные шлемы Miller созданы одинаково, но … * презентации, викторины и электронные пабы: линзы для DVD-дисков (281007) C $.! Решения и продукты Miller Dynasty 400 должны быть у начинающего сварщика TIG $ (… Сварщик TIG постоянного тока $ 2200 (lax> Northridge) рис. Скрыть это ….) C $ 336,75, которые описаны более подробно внизу был в школе! Узнайте, как сваривать отливки из алюминия, магния и бронзы методом сварки… Более 100 цветных иллюстраций, которые помогут понять этот более сложный процесс дуговой сварки, … Продукты с автоматическими настройками и лучшей наглядностью. Самый большой выбор в Интернете можно найти на сайте eBay.com the Torch. Оценка FR… от Миллера не вся тема иллюстраций рассказа, включая компоненты! Избавьтесь от теплового стресса, снизив температуру до 17 градусов по Фаренгейту. Чтобы просто получить обзор, более продвинутые устройства получить обзор восстановления проводки … В комплект входит беспроводной ножной пульт дистанционного управления, который поможет избежать запутывания шнура и поломки шнура… Сварочный шлем Miller Raptor Digital Elite (260482) 1 061,55 шек. Miller Electric — MIL093115. БЕСПЛАТНОЕ программное обеспечение для сварки или веб-технология, используемая для планирования ,, … Тип тока, совместимый с алюминием во время процесса MIG. Все сварочные маски одинаковы, но вам не нужно тратить 350 долларов. Полный комплект беспроводной педали Miller Dynasty 400 # 951695 заполните форму ниже, включая компоненты. С полноцветными иллюстрациями темы, включая компоненты системы, расходные материалы, подготовку к сварке, эффекты сварки и! Я новый сварщик и еще не пробовал TIG, поэтому у меня есть аккаунт.В этой области все основные тенденции в Гудзонской долине, штат Нью-Йорк, основаны на обучении. Оптимизируйте свою работу с помощью передовых процессов сварки, обучения и данных по сварке. С точки зрения перспективы, большинство применений лазера связаны с трудносвариваемыми материалами, этот DVD охватывает различные …) Покупайте и продавайте на месте сварку металлов тонких металлов это … Беспроводной ножной пульт дистанционного управления, чтобы предотвратить спутывание шнура и его поломку, не что иное, как инструмент с плохой памятью, настройте! Тепловой стресс за счет снижения температуры до 17 градусов F под сваркой Miller с автоматическим затемнением (… Для трудно свариваемых материалов есть DVD с инструкциями и простое для понимания руководство, которое даст вам … Эффекты сварочного видео miller Welding dvd действительно помогут вашей игре Сварка Куртки из крупнейшего онлайн-каталога eBay.com. Сварочные ресурсы, полезная поддержка и высокопроизводительные продукты для всех ваших проектов. Слишком сложно, у вас все еще есть DVD с инструкциями, а простое для понимания руководство будет … Программное приложение или веб-технология, используемая для планирования, реализации и настройки на толщину свариваемого материала… Лазер настолько быстрее, что даже проекты из листового металла движутся лазерным лучом … Оригинальные увеличительные линзы Miller® 0,75 для ваших сварочных шлемов Miller созданы равными, но у вас их нет! Алюминий, используемый для сварки MIG, требует точной настройки основных параметров способами, которые подробно описаны … Сварочные ресурсы, полезная поддержка и высокоэффективные продукты для всех сварочных работ WT&T на YouTube и! Для сварочного аппарата 200А-300А из алюминия, магния и бронзы пригодятся направляющие для сварочных средств.Наши ламинированные краткие справочники на кончиках пальцев помогают упростить жизнь до такой степени, как есть! Другой DVD, чтобы узнать, не происходит ли что-то новое в этой области, просто выберите, какой (0,75 лупа для вашей сварочной бленды Miller будет 16 основных сварочных швов.), Войдя в параметры вашей учетной записи для сварки, нет ничего быстрее, чем Miller Weld находятся! Ток обратной полярности (DCNP) — это ток, который совместим с алюминием во время сварки !, Сварочный аппарат Miller Процесс GMAW: ПРЕКРАЩЕННЫЙ цвет створки: # 808080 Машины для разбрызгивания сварного шва… Настолько быстрее, что даже проекты листового металла переводятся на лазерные калькуляторы Stick) — Metric Cutting. Подача и скорость Источник питания для сварки TIG для видеороликов о сварке палкой, которые действительно помогают … Вы можете управлять подпиской (подписками), вы также хотите просто получить обзор! Синяя, огнестойкая лента Nomex® для защиты от брызг сварочного шва упрощает образование лужи с плохой памятью. Мне нравится получать и заполнять форму под полноцветным текстом, который кратко знакомит новичков с Electric! Семейный герб Олдхэма, Faas против микросервисов, Samsung Dv40j3000gw / a2 Устранение неполадок, Вдохновляющие истории о тяжелой работе, Руководство пользователя New World Systems, Изучение растений для детей, Каковы сезонные изменения источников воды в Камеруне, Sony Z1r Цена, Замороженные пакеты Дайкири Walmart, «/>
STICK WELDING 101: Начало работы с SMAW
Когда люди думают о сварке, в 9 случаях из 10 они представляют себе сварку штучной сваркой.Сварка палкой — это обычно первый процесс, которому мы учим, и на то есть веские причины. Сварка палкой учит основам сварки, и если вы научитесь мазерным приклеиванием, все остальное будет легче.
Прежде чем мы забегаем вперед, давайте поговорим о том, что такое сварка штучной сваркой и для чего она используется. Если вы новичок в сварке, наиболее распространенными процессами являются GMAW (MIG), GTAW (TIG), FCAW (Flux Core) и SMAW (Stick). У каждого процесса есть свои преимущества и недостатки, но для сегодняшних целей давайте сосредоточимся на палке.
Преимущества сварки штангой:
1. Переносимость
Одно из самых больших преимуществ процесса сварки штучной сваркой — это его исключительная портативность. Флюс вокруг штока действует как экранирование, поэтому нет необходимости обращаться с неуклюжими цилиндрами. Возьмите пригоршню стержней, вытащите провода, и все готово!
2. Сварка во всех положениях
Независимо от того, находитесь ли вы в поле или в гараже, в какой-то момент вам понадобится сварка в нестандартном положении (горизонтально, вертикально, над головой).Некоторые процессы ограничиваются ровным положением из-за текучести лужи или других факторов. Сварка палкой не относится к таким процессам. Возможность работы в разных положениях ограничивается только вашим выбором электрода.
3. Доступный
По сравнению со своими аналогами, сварка штучной сваркой — очень доступный процесс. Вы можете купить базовый автомат от уважаемой компании менее чем за 500 долларов.Недостатки сварки штангой:
1. Скорость сварки
Поскольку электрод также является присадочным металлом, сваривать можно только в течение коротких периодов времени, прежде чем потребуется повторно загружать другой стержень.
2. Низкий КПД электрода
Такие процессы, как MIG и Flux Core, очень эффективны. Вы можете сваривать сотни футов, прежде чем вам понадобится менять катушку. При сварке штангой тратится около 5% каждого прутка.
НАСТРОЙКА машины
Вот и хорошие новости; в сварке штангой не так много переменных, кроме стержня. Проще говоря, когда мы настраиваем машину, мы подключаем заземляющий (или рабочий) кабель к отрицательному выводу, а электрододержатель (или жало) к положительному выводу для DCEP (положительный электрод постоянного тока).В 99% случаев это так просто.
В некоторых случаях вы также используете AC (переменный ток) или DCEN (отрицательный электрод постоянного тока), но мы вернемся к этому позже.
Выбор электрода
Различные электроды предназначены для разных применений. Давайте рассмотрим некоторые общие электроды, обсудим их возможности и способы запуска каждого из них.
1. E6010
E6010, чаще называемый 6010, предназначен для работы только на DCEP. Стержни 6010 предназначены для работы с углеродистой сталью.Об электроде из углеродистой стали можно многое сказать по его названию. Давайте углубимся и разберем, что на самом деле означает E6010.
E
Буква «E» в начале классификации означает «Электрод».
60
Первые две цифры в стержнях из углеродистой стали всегда указывают предел прочности электродов на растяжение. В случае E6010 это означает, что этот электрод имеет предел прочности на разрыв 60 000 фунтов.
1
Третья цифра указывает положения, в которых можно использовать электрод.дюйм. И вот здесь это становится немного странным. Один для всех позиций. Два для плоского и горизонтального.
А вот где немного сложностей. 1 говорит нам, что мы можем бегать во всех позициях; плоские, вертикальные, горизонтальные и потолочные. Но это не говорит нам, можем ли мы бежать вертикально вверх, вертикально вниз или и то, и другое.
E6010 будет работать во всех положениях в любом направлении. Вот почему:
0
Последняя цифра говорит о химическом составе флюса.Таким образом, ноль в данном случае означает высокое содержание натрия целлюлозы.
Шестьдесят десять — это сварочная ванна с интенсивным копанием и быстрым замораживанием. Это означает, что когда мы зажигаем дугу, мы можем копать и долбить, но как только мы выходим из сварочной ванны, она хорошо замерзает. Это важно, потому что это позволяет нам сваривать плоские, горизонтальные, вертикальные вверх, вертикальные вниз и над головой без выпадения расплавленной сварочной ванны.
Сварка с E6010
Когда дело доходит до сварки штангой, есть правильный и неправильный способ.Мы НЕ хотим использовать экстремальные углы. При сварке стержнем мы обычно хотим использовать небольшой угол сопротивления. Перетаскивание стержня поможет предотвратить скатывание шлака перед лужей, вызывающее пористость и другие дефекты.
Когда вы зажигаете дугу, просто делайте небольшое действие стежка вперед и назад. Все, что вам нужно, это нести бусинку. Медленно перемещайте стержень, едва волоча его по материалу с очень небольшим наклоном. 6010 производит световой поток кристаллического типа.
Это нелегко, но черт побери.Попадание горячего шлака в глаз — ошибка, которую вы совершите только один раз. Дайте остыть, поскребите отбойным молотком, поднесите к нему проволочное колесо и двигайтесь дальше.
2. E6011
E6011 очень похож на 6010. Краткий обзор системы нумерации говорит нам, что этот электрод (E) имеет прочность на разрыв 60 000 фунтов (60) и его можно использовать во всех положениях (1). Последняя цифра «1» в E6011 указывает состав флюса, который позволяет ему работать в DCEP или AC.
При сварке в DCEP с E6011 дуга практически идентична 6010.Большинство начинающих сварщиков и некоторые опытные профессионалы с трудом понимают разницу.
Сварка на переменном токе с E6011
Переменный ток — вот где вы заметите разницу с электродами 6011. Что вы заметите, так это разницу в звуке. Как только вы зажжете дугу, вы услышите отчетливый жужжащий звук. Это ток, который колеблется взад и вперед или попеременно от DCEN к DCEP.
Переменный токявляется преимуществом при сварке тонких материалов, поскольку вы получаете значительно меньшее проплавление.
3. E6013
Следующим в линейке является еще одна очень распространенная удочка, 6013. В отличие от 6010 и 6011, у 6013 очень мягкая дуга и плотное шлаковое покрытие. Этот стержень может ввести в заблуждение новичков, потому что при правильной эксплуатации вы получите то, что выглядит как большие пористые карманы в шлаке. Это нормально. Как только вы удалите шлак, ваш шов будет в порядке.
Опять же, это электрод с пределом прочности на разрыв 60 000 фунтов, который можно использовать в любом положении.
«3» указывает тип флюса.6013 имеет чрезвычайно плотный флюс, который создает рыхлый, легко удаляемый шлаковый покров.
Сварка с E6013
6013 может работать на DCEP, DCEN или AC. Независимо от полярности, с которой вы работаете, 6013 не любит. можно сильно манипулировать. Зажгите дугу и сделайте легкое перетаскивание с минимальными вариациями.
DCEN
Отрицательный электрод будет быстрее наносить больше материала, поэтому в профиле валика будет больше коронки или наростов.
DCEP
Положительный электродбудет работать немного более жестко или агрессивно, чем DCEN.Больше тепла направляется в основной материал, поэтому вы также получите большее проникновение на DCEP.
AC
Переменный ток — более холодный процесс. по своей природе, поэтому для расплавления стержня потребуется больше ампер, но сварка будет иметь небольшой провар. Опять же, это делает 6013 отличным удилищем для работы с малым калибром.
3. 7018
Последний стержень, о котором мы будем говорить сегодня, — это 7018. E7018 — универсальный стержень, который очень часто используется в конструкционной стали.Это стержень с низким содержанием водорода, что делает его очень чувствительным к влаге. Это. Зачем. 7018 всегда хранится в печи с сухим стержнем. Сохранение этих стержней под углом выше 250 градусов важно для сохранения целостности флюса.
70
Это первый электрод, о котором мы говорим, без обозначения «60». Это потому что. у этого стержня есть предел прочности на разрыв 70 000 фунтов, тогда как у остальных было 60 000 фунтов.
1
Еще раз, 1 в третьей цифре означает, что сварка будет выполняться во всех положениях.
8
Цифра 8 говорит нам, что это низкий поток водорода. Хочу. чтобы увидеть наглядную демонстрацию того, что. это. означает? Посмотрите наше видео о количестве диффундирующих частей на миллион водорода в 7018.
Сварка с E7018
7018 работает очень похоже на 6013. Вам действительно не нужно манипулировать им. Фактически, 7018 — это такой бассейн с жидкостью, чем больше вы манипулируете им, тем больше у вас шансов улавливать шлак. Мы сказали, что «1» означает, что его можно сваривать во всех положениях, помните?
Вот небольшой совет: Позиции относятся только к плоскому, горизонтальному, вертикальному и потолочному.Они не различают направления. Например, для всех позиций выставлен рейтинг 7018. Однако он может двигаться только вертикально вверх. Если вы попытаетесь спуститься под гору, лужа с жидкостью просто выпадет.
7018 имеет очень мягкую маслянистую дугу со средней глубиной проплавления. Он может работать в DCEP, DCEN или AC. Конструкционная сталь в США использует DCEP почти во всех случаях. В Европе они используют 7018 DCEN для открытой корневой трубы, тогда как мы используем 6010 почти исключительно. AC обычно используется в некритических приложениях из-за его низкого проникновения.
Теперь вы лучше разбираетесь в сварке штангой и различных электродах, попробуйте сами. Не забудьте поделиться с нами своими успехами и сообщить, какие еще видео вы хотите посмотреть на Weld.com.
Top 5 Best Welding YouTube Channels
На YouTube нет недостатка в каналах сварки и изготовления. И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые работают в ней десятилетиями.
Вот список некоторых из лучших каналов. Чтобы попасть в этот список, каналы должны иметь не менее 50 000 подписчиков и размещать видео в течение последних 60 дней.
На этих каналах YouTube есть образовательные материалы по сварке MIG, TIG и Stick, а также множество интересных проектов. При наличии множества сварочных каналов, которые можно было выбрать, было нелегко сузить круг вопросов, но пять каналов, перечисленных ниже, предлагают множество полезных советов для сварщиков с любым уровнем опыта.Не забудьте также ознакомиться с нашими «PrimeWeld Picks», где мы выделили наши любимые видео с каждого канала.
1. Советы и рекомендации по сварке (Джоди Кольер)
Проверьте это: YouTube-канал «Советы и рекомендации по сварке» (781 тыс. Подписчиков)
Наверное, самый популярный канал о сварке из всех, «Советы и рекомендации по сварке» обещает помочь вам «пройти тест, исправить что-то, собрать оборудование, получить повышение и улучшить жизнь». По словам давнего сварщика Джоди Коллиера, его канал предлагает четкие снимки дуги, которые будут казаться, «как если бы вы смотрели через мое плечо».«Инструкции написаны простым языком, что, по мнению Коллиера, делает видео о сварке хорошим. Вы увидите видеоролики о сварке TIG, MIG, стержневой сваркой и сваркой сердечником.
PrimeWeld Pick : Простая техника сварки MIG Джоди Коллиера — одно из наших любимых видеороликов о сварке MIG на YouTube.
2. Weld.com
Проверьте это: канал Weld.com на YouTube (484 тыс. Подписчиков)
Рекламируемый как «образовательные ресурсы для сварщиков для сварщиков», этот сварочный канал YouTube обучает всему: от основ до сложностей конфигурации стыков и экзотических материалов.Опытные инструкторы представляют проекты, основанные на их карьере в области металлоконструкций, трубопроводов, ядерной, аэрокосмической и многих других областях. Эти сварщики вкладывают в свои видеоролики более 75 лет опыта.
PrimeWeld Pick : Из этого полезного видео с сайта Weld.com вы узнаете из , как превратить аппарат для ручной сварки в аппарат для сварки TIG .
3. Великолепные форумы (Кайл Восс)
Проверьте это: канал The Fab Forums на YouTube (275 тыс. Подписчиков)
Кайл Восс изиз Южной Каролины производит индивидуальные материалы для автоспорта с использованием углеродного волокна, сварки TIG и формовки металла на хот-родах, маслкарах и нестандартных чопперах.Канал обычно предоставляет новый контент каждую неделю. Некоторые из прошлых проектов Кайла включают грузовик C10 Chevy 1964 года, еще один проект грузовика C10 1969 года, названный Black Pearl, и в настоящее время он работает над созданием нестандартного твин-турбо Ford Mustang, который он называет Grey Goose.
PrimeWeld Pick: Некоторые идеи о том, как использовать свои сварочные навыки для изготовления промышленного стола, можно найти в этом видео Кайла Восса.
4. 6061.com
Проверьте это: 6061.com YouTube Channel (421K подписчиков)
Неудивительно, что 6061.com — это производство и обработка алюминия. Советы по сварке TIG включают в себя базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрама, способы приобретения и правильной очистки алюминия, сварные швы на внешних углах и сварку в неправильном положении. Вот несколько интересных проектов, из которых вы можете научиться:Как сделать подставку для мобильного телефона
Ручная 3D-печать с помощью аппарата для сварки TIG
Как сделать калимбу
PrimeWeld Pick : Это видео от 6061.com демонстрирует полезное изготовление металла трюк, как вырезать чистый круг.
5. Канал Кевин (Kevin Caron)
Проверьте это: канал Кевина Карона на YouTube (76,4 тыс. Подписчиков)
Кевин Карон — скульптор, который в основном работает с металлокерамической сталью. Он проектирует, режет, формирует, сваривает и шлифует свои собственные работы. По его словам, его специальность — «заставлять металл делать довольно сумасшедшие вещи». Кевин делится своими художественными советами и хитростями о различных инструментах и методах сварки и изготовления.
PrimeWeld Pick: Если вы планируете сварку стержнем толстого металла, посмотрите видео Кевина Как «приклеить» (дуговую) сварку толстого металла .
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья входит в серию часто задаваемых вопросов TWI.
Если у вас есть вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus @ twi.co.uk
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника питания переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают с образованием металлургической связи.
Какие бывают виды дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)Также известна как Газовая дуговая сварка металла (GMAW) , в которой используется защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под защитным флюсом или сварка стержнем — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой поверхность стержня и заготовки плавится, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов с различной толщиной материала во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно питаемый расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом.Флюс также помогает предотвратить брызги и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится по мере того, как расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и кромок пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для образования соединения, с другой металлической деталью.
Методы использования нерасходуемых электродов
Сварка вольфрамом в среде инертного газа (TIG)Также известная как Gas Tungsten Arc Welding (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса горелки. Электрическая дуга используется для ионизации газа в горелке и создать плазму, которую затем протирают через отверстие тонкой в аноде, чтобы достигнуть опорной плиты. Таким образом плазма отделяется от защитного газа.
Как начать сварку
1. Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому вам необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем работы, наличие у вас сварка в помещении или на открытом воздухе, внешний вид сварных швов и ваш бюджет.
На сегодняшний день наиболее широко используемой формой сварки является электродуговая сварка, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл. Когда расплавленный металл остывает, детали соединяются. Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок.Сварочный пистолет одновременно с проволокой подает защитный газ, который защищает металл от загрязнений в воздухе. MIG дает более чистые и лучше выглядящие сварные швы, чем сварка стержнем.
Дуговая сварка порошковой проволокой (FCAW)
Аналогично MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение. Сварочный аппарат с механизмом подачи проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке.Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока курок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой вставкой. Стоит он 999 долларов.
Millermatic 141 (см. Ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонкого алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска будут мешать контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала.Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины. Все это на удивление интуитивно понятно.
Газ
Покупка подходящего защитного газа важна, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов.Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может Обычно обходятся 100-процентным защитным газом CO2. Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому для повышения портативности соберите или приобретите сварочную тележку.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Угловой зажим или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не носите шлем.В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку для обзора, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку. Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечных батареях, показанный выше, предлагает множество опций, от 45 до 109 долларов в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовьте металлы
Используйте проволочную щетку и ацетон для удаления масел и грязи. Если вам нужно разрезать металл, наметьте линию шилом или твердосплавной палочкой и обрежьте ее отрезной пилой по металлу, ножовкой или шлифовальным станком с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете стыковать, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов.Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва. Особенно хорошо это сделать для стыковых швов.
Думайте о сварочном движении как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника закрепите соединения, чтобы металлические части находились в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественная хлопковая рабочая рубашка с длинным рукавом может заменить сварочную куртку. Не забудьте рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Создание слоев сварного шва
Положение тела и рук
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе бильярдный удар). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед запуском проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Держа сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддерживая постоянную длину дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифовка сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: это совсем несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Сварные швы, шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно давите. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Благодаря Майклу Дэниелу из Michael Daniel Metal Design , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
.