Гибка профильной трубы по радиусу своими руками: Гибка профильной трубы по радиусу
видео-инструкция по монтажу своими руками, особенности сгибания по радиусу, цена, фото
Профильная труба имеет «угловатую» форму – квадратную и прямоугольную. На первый взгляд, кажется, что придать ей дугообразную форму невозможно. Но твердо решив использовать такой материал для каркасов парников, навесов, при создании архитектурных решений в саду (арки, шпалеры, перголы) – можно добиться желаемого. Гибка профильной трубы по радиусу – своими руками выполнить такую задачу довольно просто, справиться с ней сможет каждый.
Профильные трубы можно согнуть самым неожиданным образом
Принцип работы трубогиба
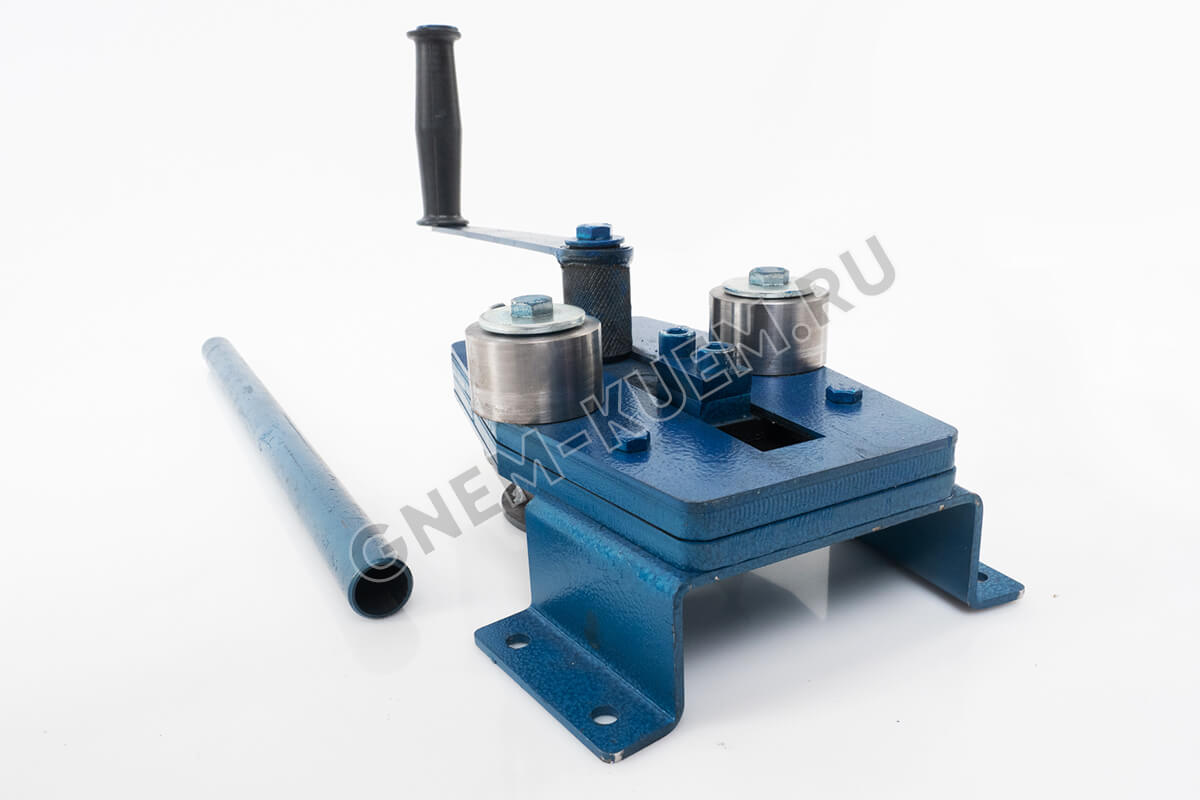
Конструкция этого прибора довольно проста – 2 упора и башмак, приводящийся в движение рычагом. С помощью этого нехитрого устройства можно гнуть трубопровод диаметром 5 – 150 мм.
Трубогиб с открытой рамой
При этом для больших диаметров физической силы оператора уже недостаточно, особенно при толстой стенке.
Если нужно согнуть совсем небольшую трубку, то можно использовать вариант трубогибов для труб с открытой рамой. С точки зрения безопасности — это не лучший вариант, ведь риск схода трубопровода достаточно велик.
Что касается крупных диаметров, то в этом случае используются исключительно устройства с закрытой рамой. Благодаря этому, труба ни при каких условиях не соскочит с упоров.
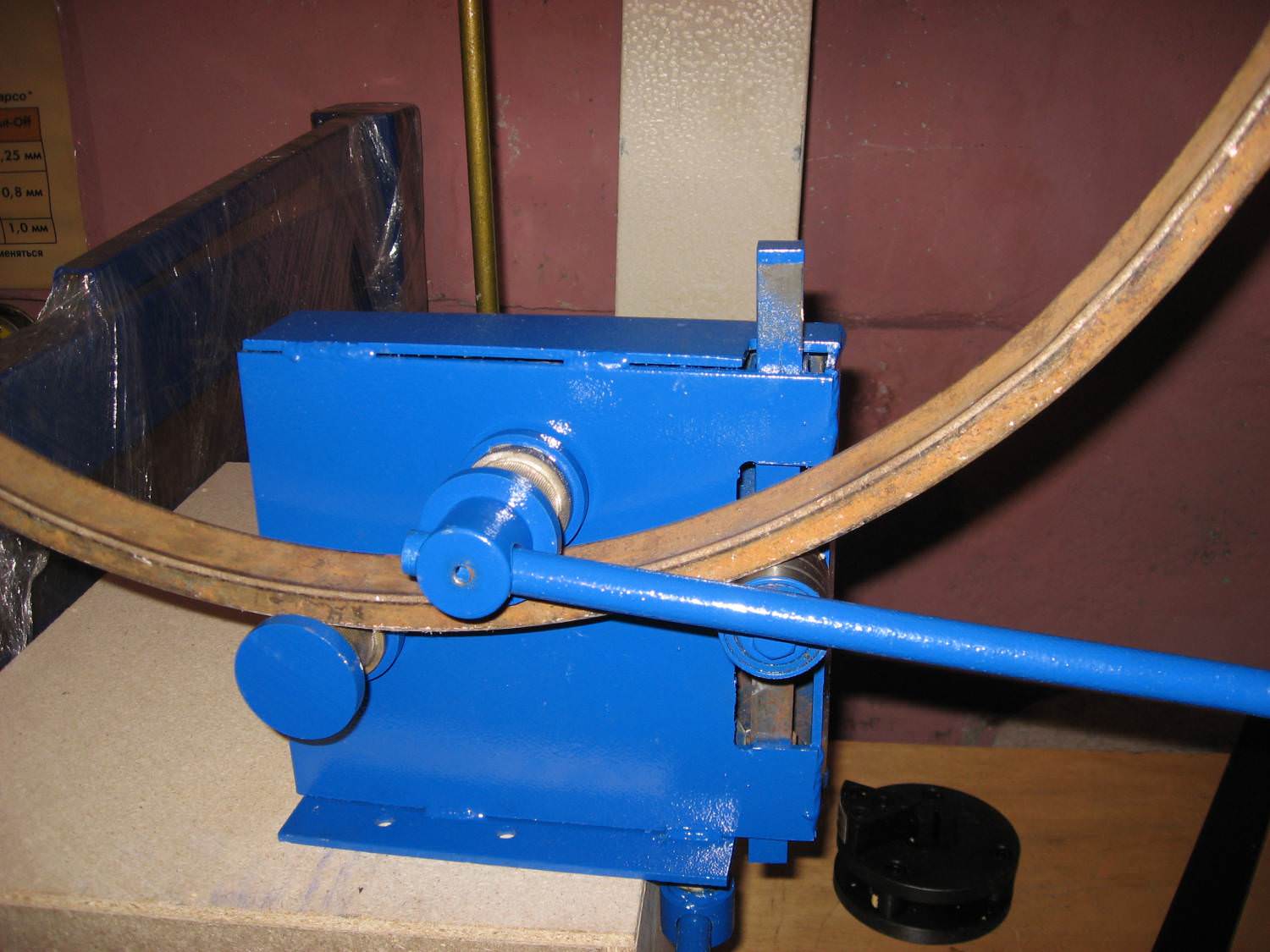
Трубогиб с закрытой рамой
Трубогиб может работать и по другому принципу. В таком случае профильная труба просто протягивается между валиками (упорами), деформируясь при этом.
Изгиб профильной трубы на трубогибе
Профили из разных металлов и различных сечений реагируют на сгибание тоже по-разному. Например, работать с трубами из цветного металла – медь, латунь, дюраль, алюминий, небольшого сечения одно удовольствие. Они пластичны и хорошо сгибаются, воплощая в реальность смелые фантазии мастера. Отлично выдерживают низкие температуры.
Отлично выдерживают низкие температуры.
Народные «рецепты» сгибания профилей
Изобретенные способы сгибания профильных труб в домашних условиях иногда бывают единственным способом осуществить задуманное. Несмотря на кажущуюся примитивность технологии, полученные результаты способны поражать качеством, геометрической точностью и совершенством форм.
Технология из собственной мастерской
Сгибание профиля с использованием болгарки и сварочного аппарата – наиболее привычный и оттого популярный способ.
Он включает в себя несколько последовательных операций.
- Прежде всего, тщательно рассчитывается радиус изгиба.
- Можно изготовить деревянный шаблон. Он позволит сделать максимально точный изгиб.
- На участок, который будет изменять форму, наносятся поперечные метки. Именно по ним будут производиться пропилы, проходящие по 3 сторонам трубы (левый – нижний – правый или, для наглядности, перевернутая буква «п»).


На трубе нужно сделать пропилы
- Приложив и закрепив на шаблоне профиль нетронутой стороной, можно начать сгибание.
- Пропилы заварить и отшлифовать.
Обратите внимание!
Желательно использовать этот способ при работе с профилем большого сечения, потому что сам процесс занимает достаточное количество времени.
На фото – изящные арочные перекрытия из профильных труб
Использование песка для сгибания трубы
Песок способен держать форму не только в виде скульптуры на берегу моря, но и помочь поддержать форму профиля в процессе сгибания, предотвращая сплющивание или растрескивание.
Эта операция почти равнозначна по времени с работой на трубогибе и для нее понадобятся такие материалы:
- кварцевый песок;
- деревянные заглушки длиной от 10 до 20 см;
- газовая горелка;
- дрель;
- болванка, диаметр которой равен внутреннему радиусу изгиба профиля;
- резиновый молоток.

Схема сгибания с использованием речного песка
Важно!
Песок должен обязательно пройти 2 стадии первичной обработки, перед тем, как его можно будет использовать: тщательное просеивание, промывка и окончательное высушивание.
Сохраняться до употребления он должен в чистой емкости.
Народная инструкция по гибке с песком включает в себя обязательные последовательные операции.
- Одно отверстие профтрубы плотно забивается деревянной заглушкой.
- Через другое отверстие насыпается песок до такого уровня, чтобы вошла вторая заглушка.
- Наглухо закупоривается оставшееся отверстие.
- С помощью болванки производится сгибание. Если нужно достичь малого радиуса, сгиб разогревается пламенем горелки. Важно не перегреть поверхность и не допустить появления окалины, которая ухудшает качество трубы.
- Постукивая резиновым молотком, сгиб доводится до совершенства.
- Из готового изделия выбивается, выжигается или высверливается заглушка.
- Потряхиванием и поколачиванием высыпается наполнитель.
Гармония профиля и воды
Суровый мороз станет верным помощником в сгибании, например, медной трубы. Из инструментов и материалов понадобится всего лишь вода и болванка. Технология тоже довольно проста.
Плотно заткнув один конец трубы пробкой, внутрь доверху наливается вода и закупоривается второе отверстие. После того как вода полностью замерзнет, материал готов к работе.
Примечательно, что прилагаемые физические усилия минимальны – не происходит сплющивания, и сечение почти не нарушается.
Сгибание дюралевой трубы по шаблону
Использование пружины для сгибания
Гибка с использованием пружины в полости профиля основана на принципе силы внутреннего противодействия. Кроме профильной трубы, паяльной лампы или газовой горелки и шаблона соответствующего диаметра понадобится необычная квадратная пружина. Она изготавливается из стальной проволоки диаметром от 2 до 4 мм, которая сгибается с размером сечения немногим меньше внутреннего сечения профтрубы.
Схема изгиба трубы с пружиной внутри
Важно!
Пружина должна почти впритирку входить в полость профиля.
Оптимальным зазором между внешним сечением пружины и внутренним трубы считается от 1,5 до 2 мм.
Поместив пружину внутрь заготовки, начинается обработка паяльной лампой поверхности деформируемого участка изделия. Достаточно разогретую деталь, закрепив на болванке, согнуть и довести до нужного радиуса своими руками.
Пружина облегчит сгибание трубы
Важно!
Не игнорируйте правила техники безопасности.
Цена беспечности бывает слишком высока.
Защитные перчатки, очки и клещи для захвата горячих труб надежно защитят от ожогов.
Для пожарной безопасности рядом должна быть емкость с водой или песком.
Подведение итогов
Сфера применения профильных труб достаточно широка. Высокая стоимость профессиональных трубогибов, предназначенных для работы с этим материалом, часто лишает возможности воспользоваться ими.
Становится трудно воплотить в жизнь авторские задумки. Иногда положение спасти может только гибка профильной трубы своими руками.
На видео в этой статье показан пример гибки профильной трубы.
гидравлические и самодельные ручные трубогибы для сгибания по радиусу
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
Основные достоинства устройств для изгиба профиля
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
Профилегиб ПГ-1 и ПГ-2
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.
Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
Самодельные станки
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
Гибка профильной трубы: тест на смекалку
Профильная труба имеет «угловатую» форму – квадратную и прямоугольную. На первый взгляд, думается, что придать ей дугообразную форму нереально. Но твердо решив применять таковой материал для каркасов парников, навесов, при создании архитектурных решений в саду (арки, шпалеры, перголы) — возможно добиться желаемого. Гибка профильной трубы по радиусу — своими руками выполнить такую задачу достаточно легко, совладать с ней сможет любой.
Принцип работы трубогиба
Конструкция этого прибора достаточно несложна – 2 упора и башмак, приводящийся в перемещение рычагом. Посредством этого нехитрого устройства возможно гнуть трубопровод диаметром 5 – 150 мм.
Наряду с этим для громадных диаметров физической силы оператора уже не хватает, в особенности при толстой стенке. Чтобы гибка проходила плавное и без неприятностей, аппарат оборудуется гидравлическим приводом, кстати, это приводит к значительному удорожанию прибора.
В случае если необходимо согнуть совсем маленькую трубку, то возможно применять вариант трубогибов для труб с открытой рамой. С позиций безопасности — это не лучший вариант, поскольку риск схода трубопровода велик.
Что касается больших диаметров, то в этом случае употребляются только устройства с закрытой рамой. Именно поэтому, труба ни в каком случае не соскочит с упоров.
Трубогиб может работать и По другому принципу. При таких условиях профильная труба между валиками (упорами), деформируясь наряду с этим.
Профили из различных сечений и разных металлов реагируют на сгибание также по-различному. К примеру, работать с трубами из цветного металла – медь, латунь, дюраль, алюминий, маленького сечения одно наслаждение. Они пластичны и прекрасно сгибаются, воплощая в действительность храбрые фантазии мастера. Превосходно выдерживают низкие температуры.
Они пластичны и прекрасно сгибаются, воплощая в действительность храбрые фантазии мастера. Превосходно выдерживают низкие температуры.
Народные «рецепты» сгибания профилей
Изобретенные методы сгибания профильных труб дома время от времени бывают единственным методом осуществить задуманное. Не обращая внимания на кажущуюся примитивность разработки, полученные результаты способны поражать качеством, совершенством форм и геометрической точностью.
Разработка из собственной мастерской
Сгибание профиля с применением сварочного аппарата и болгарки – наиболее привычный и оттого популярный метод.
Он включает в себя пара последовательных операций.
- В первую очередь, шепетильно рассчитывается радиус изгиба.
- Возможно изготовить древесный шаблон. Он разрешит сделать максимально правильный изгиб.
- На участок, который будет изменять форму, наносятся поперечные метки. Как раз по ним будут производиться пропилы, проходящие по 3 сторонам трубы (левый – нижний – правый либо, для наглядности, перевернутая буква «п»).

- Приложив и закрепив на шаблоне профиль нетронутой стороной, возможно начать сгибание.
- Пропилы заварить и отшлифовать.
Обратите внимание! Нужно применять данный метод при работе с профилем громадного сечения, по причине того, что сам процесс занимает достаточное время.
Применение песка для сгибания трубы
Песок способен держать форму не только в виде скульптуры на морском берегу, но и оказать помощь поддержать форму профиля в ходе сгибания, предотвращая сплющивание либо растрескивание.
Эта операция практически равнозначна по времени с работой на трубогибе и для нее пригодятся такие материалы:
- кварцевый песок;
- древесные заглушки длиной от 10 до 20 см;
- газовая горелка;
- дрель;
- болванка, диаметр которой равен внутреннему радиусу изгиба профиля;
- резиновый молоток.
Обратите внимание! Песок обязан в обязательном порядке пройти 2 стадии первичной обработки, перед тем, как его возможно будет применять: тщательное просеивание, окончательное высушивание и промывка.
 Сберигаться до потребления он обязан в чистой емкости.
Сберигаться до потребления он обязан в чистой емкости.Народная инструкция по гибке с песком включает в себя необходимые последовательные операции.
- Одно отверстие профтрубы хорошо забивается древесной заглушкой.
- Через другое отверстие насыпается песок до для того чтобы уровня, дабы вошла вторая заглушка.
- Наглухо закупоривается оставшееся отверстие.
- Посредством болванки производится сгибание. В случае если необходимо достигнуть малого радиуса, сгиб разогревается пламенем горелки. Принципиально важно не перегреть поверхность и не допустить появления окалины, которая ухудшает уровень качества трубы.
- Постукивая резиновым молотком, сгиб доводится до совершенства.
- Из готового изделия выбивается, выжигается либо высверливается заглушка.
- поколачиванием и Потряхиванием высыпается наполнитель.
воды и Гармония профиля
Жёсткий холод станет верным ассистентом в сгибании, к примеру, бронзовой трубы.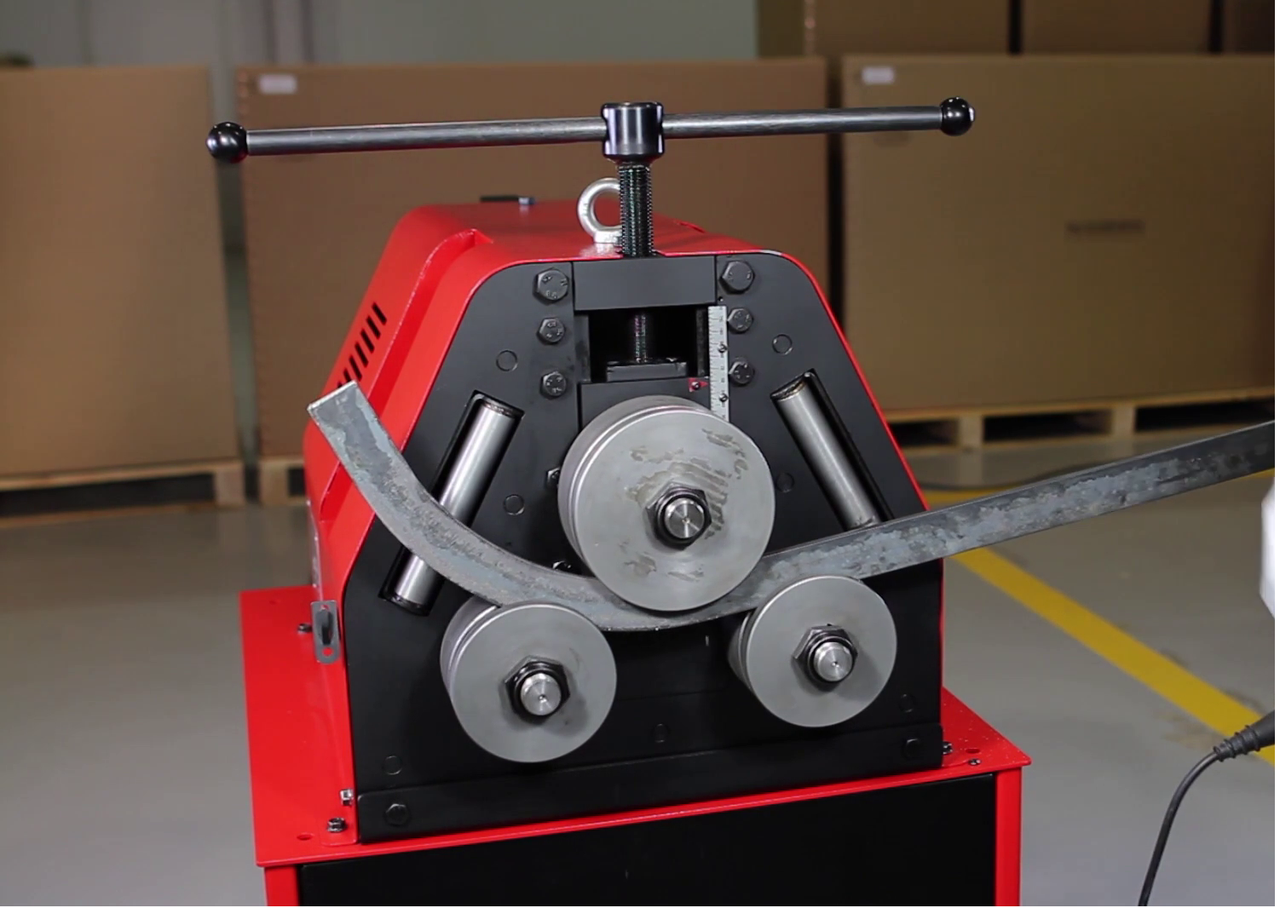 Из материалов и инструментов пригодится всего лишь болванка и вода. Разработка также достаточно несложна.
Из материалов и инструментов пригодится всего лишь болванка и вода. Разработка также достаточно несложна.
Хорошо заткнув один конец трубы пробкой, вовнутрь доверху наливается вода и закупоривается второе отверстие. По окончании того как вода всецело замерзнет, материал готов к работе.
Любопытно, что прилагаемые физические упрочнения минимальны — не происходит сплющивания, и сечение практически не нарушается.
Применение пружины для сгибания
Гибка с применением пружины в полости профиля основана на принципе силы внутреннего противодействия. Не считая профильной трубы, паяльной лампы либо шаблона и газовой горелки соответствующего диаметра пригодится необыкновенная квадратная пружина. Она изготавливается из металлической проволоки диаметром от 2 до 4 мм, которая сгибается с размером сечения немногим меньше внутреннего сечения профтрубы.
Обратите внимание! Пружина обязана практически впритирку входить в полость профиля. Оптимальным зазором между внешним сечением внутренним трубы и пружины считается от 1,5 до 2 мм.

Поместив пружину вовнутрь заготовки, начинается обработка паяльной лампой поверхности деформируемого участка изделия. Достаточно разогретую подробность, закрепив на болванке, согнуть и довести до нужного радиуса своими руками.
Обратите внимание! Не игнорируйте правила техники безопасности. Цена беспечности не редкость через чур высока. Защитные перчатки, клещи и очки для захвата тёплых труб надежно защитят от ожогов. Для пожарной безопасности рядом должна быть емкость с водой либо песком.
Подведение итогов
Сфера применения профильных труб достаточно широка. Большая цена опытных трубогибов, предназначенных для работы с этим материалом, довольно часто лишает возможности воспользоваться ими.
Становится весьма проблематично воплотить в судьбу авторские задумки. Время от времени положение спасти может лишь гибка профильной трубы своими руками.
На видео в данной статье продемонстрирован пример гибки профильной трубы.
Как правильно согнуть профильную трубу?
Существует несколько факторов, которые характеризуют профильную трубу, как универсальный, практичный и доступный металлопрокат. Один из них – гибкость, то есть, возможность изменения формы изделия без нарушения эксплуатационных характеристик. Поэтому, согнутые под углом трубы широко используются не только в нефтяной, химической отраслях, машино- и аппаратостроении, но и в частном хозяйствовании. Чтобы пластическая деформация профтрубы не вызвала разрушения, нужно четко выполнять технологию гибки, рассчитать правильно усилия и радиусы кривизны.
Основные свойства профильных труб
Трубный профиль за счет ребер жесткости более устойчив к некоторым видам нагрузок. Универсален и прост при выполнении различных соединений – болтовых, заклепочных, сварных, на крепежных элементах. Из него можно создавать изделия любой формы, гнуть профильную трубу и ковать при разогреве. Активно используется как элемент несущей системы.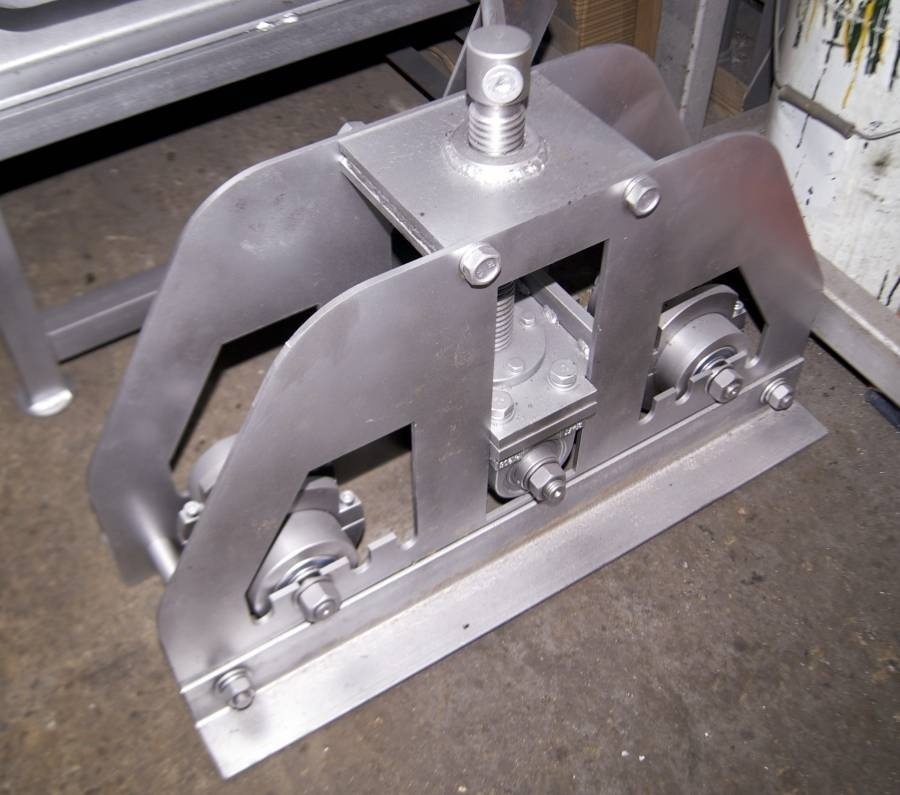 При качественной сборке, должном уходе, правильном выборе среды эксплуатации труба профильная металлическая достаточно долговечная.
При качественной сборке, должном уходе, правильном выборе среды эксплуатации труба профильная металлическая достаточно долговечная.
Сечение
Изделие характеризуется формой, геометрическими параметрами сечения, а также толщиной стенки и длиной. Оно бывает квадратной, прямоугольной, овальной, плоскоовальной, шестигранной или другой более сложной конфигурации. Получается такой прокат в процессе горячей обработки или при изменении холодным способом формы сечения электросварного прямошовного круглого трубного профиля.
Особым спросом пользуются трубы с прямоугольной или квадратной характеристикой. Их еще называют профильными.
Материал
Если знать, как согнуть профиль без применения дорогостоящего специального оборудования, выбрать правильно материал, грамотно рассчитать предполагаемые нагрузки, можно самостоятельно, быстро и качественно соорудить несложные конструкции для домашнего пользования.
Основными материалами из которых изготовляются металлические трубы считаются:
|
Наименование, сталь |
Краткая характеристика |
Марки |
|
Углеродистая |
Твердость, прочность, минимальная пластичность. |
Ст08кп, Ст10, Ст2, Ст20, Ст35, Ст4сп, 08ПС, 1ПС, Ст3ПС |
|
Легированная |
В составе армирующие добавки. Повышенная устойчивость к коррозии, прочность. |
09Г2С 17Г1С 10ХСНД 30ХГСА 10Г2 |
|
Нержавеющая |
Содержит молибден, никель, хром. Обладает высокой прочностью на изгиб и коррозионной стойкостью. |
AISI 201 AISI 304 AISI 430 AISI 439 |

Хорошим потребительским спросом также пользуется оцинкованный трубный профиль, характеризующийся антикоррозионным свойством длительного действия.
Гибка профильной трубы: особенности процесса
Как согнуть профильную трубу правильно, чтобы не нарушить ее целостность, сохранить прочность и надежность? И если придать необходимую конфигурацию заготовке большого сечения можно лишь в промышленных условиях, то в быту это делается ручным способом, но при соблюдении определенных требований. Одно из них – ограничение по внутреннему радиусу, минимальное значение которого рассчитывается в зависимости от размера диаметра/профиля и толщины стенки трубы.
Одно из них – ограничение по внутреннему радиусу, минимальное значение которого рассчитывается в зависимости от размера диаметра/профиля и толщины стенки трубы.
Как правильно сгибать профильные трубы?
Перед тем, как гнуть трубы, требуется определиться с методом. Для этого нужно ориентироваться в физических процессах, протекающих в процессе сгибания. На профильную трубу действуют разные по направлению и мощности силы, сплющивающие ее:
- изнутри – сила сжатия;
- снаружи – растяжения.
Разнонаправленность векторов этих сил приводит к напряжениям, возникающим при изменении конфигурации проката. Чем больше силы сплющивания, тем значительнее вытягивается труба в перпендикулярном им направлении.
Поэтому гнуть трубу нужно так, чтобы не нарушилась соосность ее участков, целостность растягивающейся стенки. Стараться работать с короткими образцами, избегать образования складок на внутренней поверхности сгибаемой заготовки. Брать во внимание, что после деформирования трубному профилю свойственно отпружинивание и возвращение в первоначальное состояние. Во избежание этого, готовые изделия снова подгоняются по шаблону.
Во избежание этого, готовые изделия снова подгоняются по шаблону.
Влияние материала на изгиб
Существует ряд способов, как согнуть трубу. Если небольшой медный или латунный фрагмент тонкостенной полой заготовки можно согнуть вручную без чрезмерных усилий, то при гибке стальных изделий технология сложнее. Опять же, латунная или медная профтруба предварительно отжигается в зоне загиба.
Стенки металлических профилей при изгибе подвергаются упругим и упругопластическим деформациям. Это меняет физико-механические свойства материала. В результате возникающих напряжений утончается внешняя и утолщается внутренняя стенка, что приводит к ослаблению оболочки. С утончением внешней части в зоне гиба увеличивается твердость металла. Поэтому вид материала труб непосредственно влияет на выбор способа деформации.
Основные ошибки при сгибании труб
Чтобы избежать огрехов, выполняя работы с профилем, нужно четко следовать выбранной технологии. Только зная, как согнуть профильную трубу в домашних условиях правильно, можно избежать дополнительных финансовых расходов и брака при изготовлении конструкций. Повреждения профтрубы возникают при таких нарушениях:
Повреждения профтрубы возникают при таких нарушениях:
- многократное изменение радиуса гиба в разогретом состоянии заготовки;
- резкое и чрезмерное приложение силы для достижения нужной криволинейной формы;
- нарушение технологии процесса;
- резкий нагрев или перегрев заготовки – поднимать температуру нагрева стального профиля нужно постепенно до ярко-красного цвета, а для алюминиевой трубы до момента, пока приложенный к нагреваемой поверхности лист бумаги не начнет обугливаться.
Холодные способы сгибания труб
Если высота образца не более 10 мм, гибка профильной трубы своими руками может выполняться без нагрева. При этом усилия прикладываются в нарастающем темпе с постепенным увеличением нагрузки. При холодном методе деформация изделия может производиться с наполнителем или без него.
Изделия, высота профиля которых составляет 40 мм и выше, гнут горячим методом. Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку.
Чтобы не ошибиться, можно произвести пробную гибку.
Профилегибочный станок
Самое приемлемое и простое решение для изготовления арочных и других конструкций – использовать простейшее приспособление для гибки труб своими руками. Для этих целей лучше всего подойдет профилегиб ручного, гидравлического или электрического типа. Он придает нужную конфигурацию заготовке, деформируя металл при прокате между валами под высоким давлением. Общий алгоритм работы приспособления такой:
- установить станок и зафиксировать его анкерными болтами;
- выполнить заземление;
- удостовериться в целостности конструкции;
- в течение получаса на холостом ходу убедиться в отсутствии неисправностей в работе;
- при прохождении заготовки между валами отрегулировать кривизну гиба с помощью поднятия/опускания верхнего вала.
Ручная модель станка – лучшее решение для небольшого объема работ. Имея детальный чертеж, совсем несложно собрать такой агрегат самостоятельно.
Оправа или гибочная плита
Этот способ применяется для труб с высотой профиля до 10 мм небольших размеров с целью получения незначительных радиусов изгиба. Используется горизонтально расположенная плита с отверстиями под жестко фиксированные штыри (упоры). Нужный радиус гиба корректируется сменным шаблоном из фанеры, плотного картона или металлического уголка. Упоры устанавливаются в отверстия по заданному радиусу. Между ними располагают заготовку и, прилагая определенные усилия, сгибают ее, начиная с середины и постепенно двигаясь к краям.
Наполнители
Чтобы согнуть профильную трубу без заломов и складок, придать нужный радиус тонкостенной детали небольшого размера, используются наполнители. Они способствуют равномерной деформации сегмента на участке проведения работ и в месте фиксации трубы тисками. Наполнителем может быть свинец, канифоль (для латунных или медных труб), машинное масло, сухая просеянная песчаная смесь или стальная пружина, сделанная из проволоки толщиной в 2 мм и плотно входящая в отверстие трубы.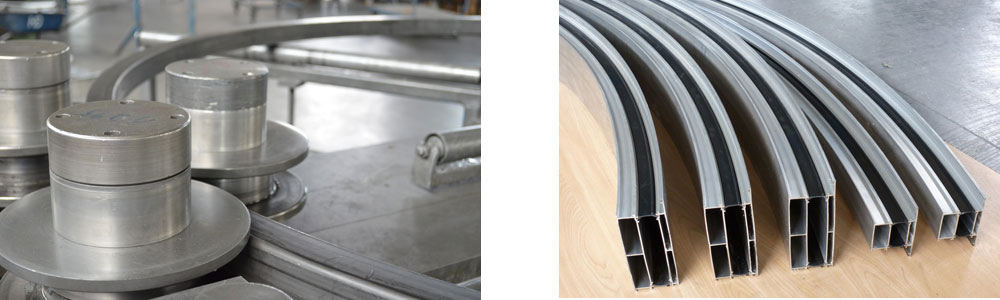
Использование песка и деревянных заглушек пробок – самый простой и доступный способ согнуть трубу без трубогиба. Для этого достаточно вбить заглушку из деревянного клина в полое отверстие трубы с одного конца, засыпать в полость песок и заглушить противоположное отверстие другой деревянной пробкой. Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Станок Вольнова
Это приспособление для гибки труб диаметром 1/2 и 3/4″ в холодном состоянии относится к ручному механизму. Методика заключается в изгибе заготовки вокруг статического ролика. Его радиус определяет кривизну изгиба. Труба крепко фиксируется одним (длинным) концом между роликами хомутом. Потребуется совместить метку на трубе (начало гибки) с насечкой на боковой и верхней поверхности неподвижного ролика. Путем поворота скобы вокруг него достигается нужный радиус заготовки. Затем скоба возвращается в исходное положение, труба вынимается. Набивать профиль наполнителем в данном случае не требуется.
Затем скоба возвращается в исходное положение, труба вынимается. Набивать профиль наполнителем в данном случае не требуется.
Изгиб с помощью физической силы
Если сгибаемый трубный профиль небольшого сечения, достаточно прочный и пластичный, ему можно придать нужную кривизну с помощью обыкновенной воды без применения дополнительной оснастки. Обычно это квадратный трубный прокат сечением 10×10 мм или прямоугольный 10×20 мм. Гибка профильной трубы таким методом актуальна зимой при отрицательных температурах. Достаточно только:
- закупорить надежно один конец от возможных протечек;
- залить в трубу воду;
- дождаться, пока она замерзнет – лед не дает трубе мяться под давлением;
- приложить некоторые физические усилия и начать гиб трубы в нужном направлении;
- измерить положение заготовки по осям и по шаблону.
Горячие способы изгиба
Изменение формы металлопрофиля при высоте более 40 мм осуществляется только после его предварительного разогрева. Поскольку многократно эту операцию выполнять не рекомендуется из-за возможного прорыва детали, нужно знать, как согнуть профильную трубу своими руками, используя различные доступные способы. Вначале прокат отжигается, затем размягчается при закупоренных пробками концах. Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Поскольку многократно эту операцию выполнять не рекомендуется из-за возможного прорыва детали, нужно знать, как согнуть профильную трубу своими руками, используя различные доступные способы. Вначале прокат отжигается, затем размягчается при закупоренных пробками концах. Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Как гнуть профильную трубу с помощью паяльной лампы и пружины?
Воспользоваться паяльной лампой и пружиной можно для получения кривизны поверхности с минимальным радиусом, но это не касается оцинкованной трубы. Прочная пружина внутри профиля предотвращает продавливание стенок во время процесса изгибания, формирует аккуратную и ровную конфигурацию поверхности. Заготовка одним концом жестко крепится в тисках. Длина участка нагрева должна быть тождественна шести диаметрам трубы.
По предварительной разметке в зоне сгиба проводится, вначале, разогрев металла лампой до темно-вишневого цвета, а затем – гибка. При неоднократном нагревании заготовки внутри скапливаются газы. Сделанные заранее небольшие отверстия в трубе (до 3мм) помогут избавиться от них.
Сделанные заранее небольшие отверстия в трубе (до 3мм) помогут избавиться от них.
Как согнуть профиль при помощи сварочного аппарата?
Вначале рассчитают радиус гиба и определяются с величиной деформируемого отрезка. Углошлифовальным ручным электрическим станком через равные промежутки делаются пропилы на внутренней стороне трубы. Чем их больше, тем изгиб получится более плавным. В результате место работ приобретает вид ломаной линии с острыми углами у наружной стенки профиля. Зажав один торец в тисках, его сгибают, придав заготовке нужную кривизну. Стыки провариваются сварочным аппаратом, упрочняются. После полного остывания швы зачищаются.
Как видите, сортамент трубного профиля достаточно разнообразен. Всегда можно найти нужный вариант под реализацию конкретного проекта. Мы производим стальной прокат в большом сортаменте и предлагаем купить профильную трубу с гарантированным точным весом по максимально выгодным ценам.
Поставляем в любом объеме только сертифицированную продукцию, пригодную к дальнейшей обработке, в том числе и гибу горячим или холодным способом. Если возникли затруднения с выбором труб, расчетом их количества, или нужна консультация по другим техническим вопросам, обращайтесь к нашим специалистам. В рабочее время отвечаем моментально.
Если возникли затруднения с выбором труб, расчетом их количества, или нужна консультация по другим техническим вопросам, обращайтесь к нашим специалистам. В рабочее время отвечаем моментально.
проблемы и пути их решения
Использование профильных труб (имеющих квадратное либо прямоугольное сечение) становится все более популярным, поскольку они обладают высокой прочностью и имеют хорошие показатели надежности. При этом правильно загнуть профильную трубу, не нарушив ее целостность и функциональность не так просто. Особо острым является вопрос гибки профильных труб своими руками в домашних условиях.
Использование гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной – это ее сечение. Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Следует также помнить, что любые механические воздействия с целью загнуть профильные трубы могут внести дефекты, а иногда привести к разрушению целостности конструкции, поэтому полезным будет позаботиться о возможности растяжения профильной трубы при ее изгибе.
Разнообразие применения гнутой профильной трубы для эстетических целей
Для достижения требуемого радиуса изгиба при выполнении работ своими руками необходимо обращать внимание на плавность, неторопливость движений, а также прилагаемые усилия, что значительно снизит вероятность повреждений и поможет получить нужную криволинейную форму изделия.
На выбор необходимого способа изгиба влияет также толщина стенок профильной трубы. Но если четко представить себе конечный результат, корректно и вдумчиво подойти к выбору метода гнутья профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что термическое воздействие на профильную трубу влечет за собой изменение внутреннего строения материала, из которого она произведена, и может значительно повлиять на свойства прочности и надежности. Кроме того, многократные воздействия с целью изменения формы трубы (загиб, разгиб), приводят к ее разрушению.
Особенности использования трубогиба
Перейдем к рассмотрению вариантов, как в домашних условиях согнуть профильную трубу. Отметим сразу, своими руками согнуть трубу профильную без применения специальных средств достаточно сложно, особенно, если толщина стенок трубы велика. Наиболее приемлемым и целесообразным в домашних условиях будет использование трубогиба. Для трубогиба характерны наличие специального ведущего колеса, которое при движении по одной из граней позволяет гнуть трубу профильную как необходимо пользователю.
Ручной механический трехвалковый трубогиб для профильной трубы
Трубогибы бывают ручные и с электроприводом. В первом случае, гибка профильной трубы осуществляется вручную путем приведения в движение колеса трубогиба специальной рукояткой. Это приемлемо, если сечение трубы малой площади, а сама конструкция не является громоздкой и изменение ее формы возможно своими руками.
В ином случае, когда объем работ и размеры трубы достаточно большие, необходим трубогиб с электроприводом, приводимый в действие несложным нажатием на кнопку. Принцип работы аналогичен: движение колеса по грани. Но результат более эстетичен и менее трудозатратен.
Гидравлический трубогиб для круглой и профильной трубы
Если работы носят одноразовый характер, то в покупке спецоборудования и проведении работ в домашних условиях нет смысла, лучше обратиться в специализированные фирмы, можно взять станок в аренду. О том, как согнуть профильные трубы без трубогибов, будет приведено далее.
Альтернативные варианты сгибания труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без применения специальных станков. Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
- желательная толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват разрушением целостности конструкции трубы;
- положим высоту профиля трубы Z > 2 см, тогда профильная труба, гнутая на отрезке длиной 3,5 х Z, не будет разрушена и не утратит надежности.
Немаловажной является температура изделия при сгибании. Не секрет, что в нагретом состоянии изменить кривизну металлического изделия легче. Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует учитывать, что профильные трубы с высотой профиля до 1 см, не нуждаются в нагреве для придания им криволинейной формы, тогда как трубы с высотой профиля более 4 см однозначно своими руками и без нагрева не согнуть.
 youtube.com/embed/1mohcspmsKw» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/1mohcspmsKw» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Сгибание профильных труб при помощи болгарки
Еще одним способом достижения желаемого радиуса загиба своими руками является применение болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их необходимо три), далее просто согнем профильную трубу своими руками и сварим места пропилов сварочным аппаратом.
Поскольку профильная труба имеет сечение правильной формы, то итоговое изделие будет иметь вполне эстетичный вид (если аккуратно зашлифовать сваренные участки) с ненарушенными показателями прочности.
Способ с использованием пружины
Сгибание профильной трубы небольшого сечения с использованием пружины
Способ довольно прост и может быть реализован следующим образом: необходимо взять проволоку (желательно из стали) толщиной примерно 2 мм, сделать из нее квадратную пружину, которую вставить в трубу, далее стоит нагреть место, где будет изгиб и собственно согнуть трубу до того радиуса, который необходим. Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Полезный совет! При изготовлении пружины необходимо следить, чтобы ее сегменты были на полтора-два миллиметра меньше, чем соответствующая сторона сечения профильной трубы. При таких условиях не составит труда поместить пружину внутрь профильной трубы.
Трубогиб для профильных труб любого сечения с электродвигателем
Сгибание труб с использованием песка
Когда нет возможности произвести работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, на помощь приходят самые разнообразные идеи того, как согнуть профильную трубу, не затратив больших финансовых и физических усилий. Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- засыпать внутрь песок;
- забить клин с другой стороны, тем самым сделав своеобразную заглушку.
Далее, зафиксировав один конец, можно производить сгибание на нужный радиус. При этом место сгиба также можно нагреть для облегчения выполнения операции. Целостность и прочность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, выбив предварительно деревянные клинья.
Самодельное приспособление для изгиба профильных труб
Как согнуть профильную трубу с помощью воды
Согнуть профильные трубы в домашних условиях, как необходимо по проекту, можно при помощи воды. При этом труба должна быть сделана из меди либо из любого иного цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важным является обеспечение ее нахождения при отрицательной температуре для того, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба с квадратным сечением будет гнуться легче ближе к концам, а не к середине.
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
 Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу; Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
 Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.

Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Трубогиб для профильной трубы своими руками. Особенности и классификация
Трубогиб входит в число необходимых в домашнем хозяйстве приспособлений. С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ. Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.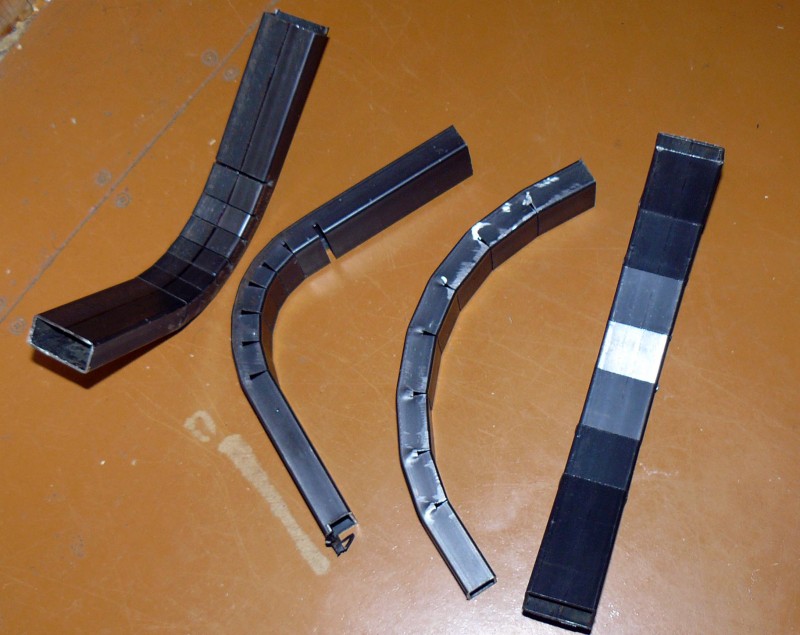
Особенности и классификация трубогибов
Прежде всего, необходимо знать для чего нужно данное оборудование. Как следует из названия, трубогиб помогает изогнуть трубную деталь (она может быть изготовлена из разного материала – алюминия, пластика, стали) с требуемым радиусом. Угол загиба варьируется в самом широком диапазоне – 0…180 градусов. При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.
В качестве критерия для классификации приспособлений промышленного назначения выступают тип привода и способ изгиба.
Классификация агрегатов по типу привода. Существуют следующие виды данных устройств:
- станки гидравлические. Бывают ручными и стационарными. С их помощью можно гнуть трубную деталь диаметром до 3 дюймов. Гидравлические трубогибы широко используются в производственной сфере;
- электромеханические агрегаты. Данные конструкции пригодны для работы с любыми магистралями. «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
- ручные приспособления. Применяются для гибки трубных изделий небольшого диаметра.
 «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
«Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
Классификация по критерию «способ изгиба». Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
- сегментными. Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
- устройства арбалетного типа. Оборудуются специальным приспособлением, представляющим собой изгибающий элемент;
- пружинные приспособления. Оснащаются пружинами. С помощью таких станков для гибки профильной трубы можно обрабатывать пластиковые элементы.
Как самому сделать трубогиб для трубы профильного сечения
Чтобы создать такое устройство, вам потребуется ряд электроинструментов, в число которых входят шуруповёрт, болгарка (со шлифовальным и отрезным кругом), а также сварочный аппарат..png) Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой. Так увеличится его срок службы.
Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой. Так увеличится его срок службы.
Алгоритм сборки агрегата представлен ниже. Для его реализации необходимо иметь представление о том, как будет выглядеть устройство в конечном итоге.
- Из куска швеллера отрезается подходящий по длине кусок. Он будет служить в качестве опорной пластины каркаса.
- После этого вытачиваются на токарном станке обоймы подшипников внутри роликов. К опоре в вертикальном положении привариваются два уголка. Их высота 10-15 сантиметров.
- Из идентичного швеллера выполняется монтаж под валики основной несущей платформы. Её длина должна быть меньше аналогичного параметра нижней опорной пластины на 10 сантиметров.
- На самом краю верхнего швеллера делается сквозное отверстие. В нём монтируется на резьбовую втулку отрезок недостающей длины данного элемента. Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
- Затем к верхнему обрамлению каркаса привариваются предварительно установленные в подшипники 3 ролика. Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
- Место установки оси вращения – отверстие центрального ролика. К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.
 Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
Сделать такой агрегат недостаточно — работа с самодельными трубогибами для профильной трубы требует владения определёнными навыками. Сегодня гибка выполняется двумя методами – холодным и горячим. Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).
Сегодня гибка выполняется двумя методами – холодным и горячим. Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).
Весьма значительные трудозатраты будут наблюдаться, когда холодным методом обрабатывается изделие с особо толстыми стенками. Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Самый простой вариант
Если создание трубогиба профильной трубы своими руками по вышеописанной методике покажется сложным, самому можно сделать совсем простое приспособление. Речь идёт о конструировании шаблона. Этот вариант подходит для гибки медных и алюминиевых труб, однако обрабатывать на шаблоне стальной профиль достаточно сложно.
Самый простой образец представляет собой деревянную конструкцию. Из массива дерева (его толщина должна превышать диаметр описанной вокруг профиля окружности) вырезается полукруг. Размеры необходимо подбирать с учётом радиуса изгиба. Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
В случае, когда предполагается работа с полимерными трубными изделиями, подобный шаблон можно изготовить из металлических крючков. Их нужно жёстко зафиксировать на деревянной поверхности так, что бы был сформирован полукруг.
Как выбрать промышленный образец
К сожалению, не все домашние мастера могут выкроить время, чтобы изготовить трубогиб своими руками. Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости. Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости. Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Основные критерии при выборе трубогиба ручного типа следующие:
- производительность. Данный параметр определяет скорость работы механизма;
- тип привода. Зависит от частоты использования аппарата и объёма работ;
- максимальные геометрические размеры обрабатываемого профиля. Тут всё понятно.
- принцип работы агрегата. Определяется спецификой исполняемых операций (сегментный, пружинный, арбалетный).
Особое внимание обратите на габариты инструмента. Их значения зависят от того, планируете ли вы выполнять процедуру реконфигурирования профильной трубы на рабочем верстаке либо у вас есть возможность установить под стационарный блок устойчивую прочную опору.
И знайте: качественный ручной или другой трубогиб для профильной трубы стоить дёшево не может, поскольку в процессе его производства используются прочные дорогостоящие детали. Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Источник: http://trubamaster.ru
технологий и устройств для гибки. Особенности и способы гибки профильных труб по радиусу своими руками Как согнуть профильную трубу в домашних условиях
При строительстве малых архитектурных форм, изготовлении навесов, навесов, установке систем отопления (водоснабжения) домашние мастера сталкиваются с необходимостью гнуть профтрубу.
При массовом производстве металлоконструкций, особенно в специализированных цехах, применяются промышленные трубогибы.
Такие устройства позволяют быстро и без дефектов гнуть профтрубу размером от 20 до 40 мм. Однако приобретать трубогибочное оборудование в разовое использование невыгодно, в некоторых случаях дешевле съездить в мастерскую и оплатить работы по формированию профиля. Если такой вариант вам не подходит, подумайте, как согнуть профильную трубу в домашних условиях.
Однако приобретать трубогибочное оборудование в разовое использование невыгодно, в некоторых случаях дешевле съездить в мастерскую и оплатить работы по формированию профиля. Если такой вариант вам не подходит, подумайте, как согнуть профильную трубу в домашних условиях.
Особенности формовки труб квадратного (прямоугольного) сечения
В отличие от круглой трубы, в которой натяжение материала относительно равномерно, профиль имеет углы 90 °. Внутренняя часть профиля не может прогнуться без деформации боковых стенок.В результате на внутреннем радиусе образуются складки, а снаружи возможны разрывы.
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие самодельные мастера портят заготовки, либо нарушают прочностную структуру материала.
Основное правило — избегать критических изгибов или силы (запрограммированной) для деформации материала.
В промышленных трубогибах для равномерного распределения нагрузки на внутренней стороне радиуса формируется штамп. Для этого на роликах или на оправке (в зависимости от конструкции трубогиба) предусмотрена специальная фланцевая сторона.
Для этого на роликах или на оправке (в зависимости от конструкции трубогиба) предусмотрена специальная фланцевая сторона.
Весь «лишний» металл загибается внутрь без образования складок. В результате нагрузка распределяется равномерно, и гнуть квадратную трубу можно по довольно небольшому радиусу.
Правильно гнуть профильные трубы без дополнительных затрат
Существует множество способов согнуть профильную трубу в домашних условиях без использования промышленного трубогиба.
Секторная сварка
Этот метод доступен со сварочным аппаратом.Также понадобится болгарка, но можно обойтись и ножовкой по металлу. Суть метода заключается в выполнении равномерно распределенных секторных надрезов по внутренней стороне.
Количество материала уменьшается, и вы можете не беспокоиться об образовании складок и разрывов в металле. После нарезки секторов профиль легко принимает заданную форму, а полученные пропилы сваривают любым доступным способом.
Способ трудоемкий, но вы можете гнуть трубу до любого радиуса, в том числе с переменным значением.Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшатся.
Практически всем дачникам и владельцам частных домов приходится сталкиваться с вопросом, как согнуть профильную трубу в домашних условиях. Дуги из профильной трубы используются при строительстве теплиц, беседок, навесов и арочных навесов. Покупать или делать их своими руками экономически невыгодно. Они нужны для массового производства, а не для разового производства.Рассмотрим, какие существуют способы придания профильным трубам изгиба необходимого радиуса.
Суть этого процесса в том, что одна сторона трубы растягивается, а внутренняя часть сжимается. К заготовке прилагается давление, которое может сопровождаться нагревом, чтобы металл стал более пластичным.
Гибка профильной трубы по радиусу своими руками связана со следующими трудностями:
- смещение продольных осей и плоскостей детали, приводящее к перекосу;
- разрыв и появление трещин на внешней части заготовки под действием разрушающего усилия;
- неравномерное сжатие внутренней части, приводящее к эффекту гофрирования;
- Изменение диаметра или формы заготовки.

Чтобы знать, как правильно придать стальным трубам форму арки, необходимо учитывать ряд факторов.
Влияние материала на выбор способа гибки
Трубы профильные изготавливаются в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Гнуть профильные трубы необходимо с учетом следующих параметров:
- Минимальный радиус изгиба облицовочного материала, который планируется укладывать на арки.У сотового поликарбоната эти показатели зависят от толщины и структуры.
- Размер профиля и толщина стенки. Изделия с высотой стенок до 10 мм разрешается сгибать с применением силы мышц. Профили от 20х40 мм и более нужно гнуть комплексно, прессованием и нагревом, либо на станке.
- Эластичность (пластический момент сопротивления). Его необходимо вложить в предварительные расчеты, придав заготовке меньший радиус изгиба.
На основании анализа этих данных производится выбор метода выполнения задачи.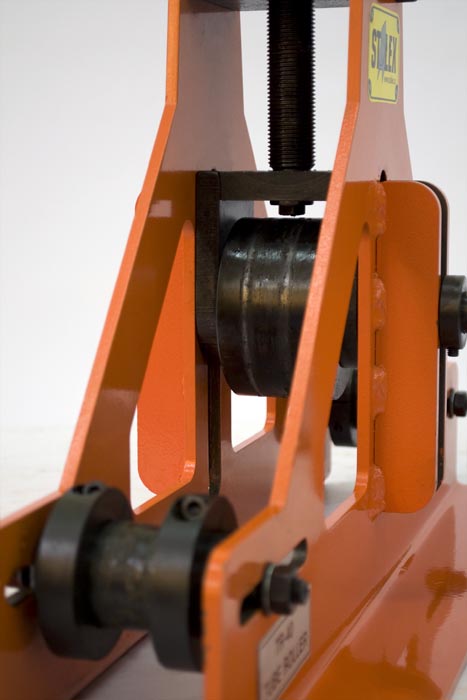
Методы гибки и устройства для гибки
Используя доступные инструменты и бытовые инструменты, вы можете изготовить гибочное устройство без дополнительных затрат.
Что касается профессиональных устройств, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, которыми можно сделать идеально изогнутые прямоугольные арки.
Холодный
Холодная прокатка сгибается без нагрева, если для этой процедуры достаточно мускульной силы мастера.Как правило, это трубы квадратного сечения сечением 10 × 10 мм и прямоугольные трубы 10 × 20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости с сопротивлением не проводят. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычаг с насадкой
Сначала изготавливается деталь определенной длины полукруга, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.
После этого необходимо:
- надежно закрепите тиски на тяжелом и устойчивом столе.В тисках надежно фиксируется участок трубы с размером больше, чем у заготовки;
- гнуть в несколько этапов, вставив профиль в отверстие сегмента, зажатого в тисках, и приложив к нему усилие.
На сгибаемый фрагмент помещается рычаг достаточной длины, чтобы создать необходимое давление для деформации металла. В процессе работы кривизну контролируют штучно.
На оправке
Оправка изготавливается на прочном основании, представляющем собой бетонную или асфальтовую площадку, большой верстак.По сути, это особый шаблон, по контурам которого будет гнуться профильная труба.
С учетом степени упругости металла мастеру нужно придать оправке меньший радиус.
Процедура проводится в следующей последовательности:
- деталь надежно закреплена на основании;
- конец заготовки прикручивается к одному из ее краев проволокой или зажимами;
- профиль изгибается до желаемой формы.
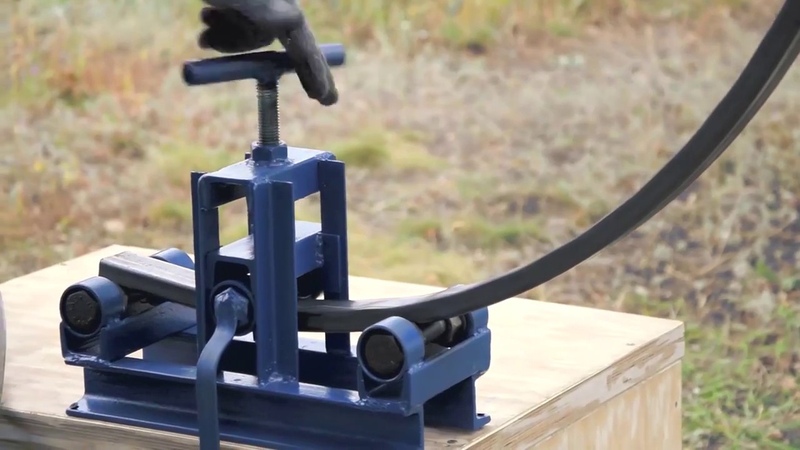
Шаблон можно заменить арматурой, вбитой в землю. По мере деформации труба последовательно приваривается к шпилькам. После окончания работы арка отрезается от стопоров.
С применением внутренних средств противодействия (песок, вода)
Этот способ применяется, когда параметры профиля меньше: высота 10 мм, ширина 20 мм, толщина стенки 1 мм. Трубы, наполненные плотным веществом, лучше сохраняют форму даже при сильном давлении на небольшую площадь изделия.
Использование песка и воды гарантирует качественный результат без отходов. И этот фактор немаловажен, учитывая стоимость стального проката.
Наполнитель должен заполнять полость фасонной трубы по всему объему. С жидкостью этого добиться намного проще. Песок утрамбовывается вибрацией и проливается водой. Отверстия с двух сторон завариваются или плотно забиваются деревянными заглушками. Если используется обогрев, важно оставить одну из сторон незаполненной для выхода газов.
Станки для резки и сварки (секторная сварка)
Шлифовальный станок для резки и сварки не требует значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие затянется надолго. Преимущество этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса гибки.
Работа выполняется в следующей последовательности:
- Схема составлена.На нем показано расстояние между надрезами и их конфигурация.
- Маркировка нанесена на профиль. По ней болгаркой делаются треугольные надрезы. Отрезанные фрагменты удаляются.
- Выполняется гибка заготовки. Если металл эластичный и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Зазоры, оставшиеся после сжатия, завариваются или заделываются. После того, как металл остынет, швы шлифуются и закрашиваются.
- Края арки практически не видны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнением.

Горячий
Подогрев проводят в тех случаях, когда профильная труба имеет большое сечение или тонкие стенки. То есть гнуть вручную либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на технологиях термической гибки стального проката.
Использование пружины и паяльной лампы
Пружина нужна для предотвращения продавливания стенок профиля при изгибе.К тому же эластичная вставка придаст готовому изделию аккуратную и ровную форму. Он должен быть достаточно прочным, чтобы поглощать и выдерживать давление, оказываемое на профиль.
Секция жестко закрепляется одним концом в земле или в тисках. Перед тем как сложить кусок, он нагревается, пока металл не станет красным.
Охлаждать искривленное место можно только теплым моторным маслом — утюг трескается и становится хрупким от воды.
Использование пружины и паяльной лампы избавляет рабочего от ненужных усилий.
Горячая штамповка
Профилку можно придать нужную форму без предварительного внутреннего заполнения . .. При нагревании сталь становится настолько мягкой и пластичной, что ее можно гнуть вручную, без использования рычагов и сложных приспособлений.
.. При нагревании сталь становится настолько мягкой и пластичной, что ее можно гнуть вручную, без использования рычагов и сложных приспособлений.
Для этого делается выпуклый полукруглый упор. Он должен быть из материала, устойчивого к высоким температурам … Для этого лучше всего подходят автомобильный диск или шамотный кирпич, покрытый глиной. Деталь прикладывается к шаблону нагретым местом.После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжить процедуру.
Придание профильным трубам формы арки — сложный процесс, требующий навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться следующих правил:
- Работать с короткими заготовками проще и удобнее. Перед гибкой желательно разрезать детали на отрезки по 1,5-2 метра. Последующая сварка не ослабит прочности готовой арки.
- Нагрев металла следует проводить медленно, чтобы предотвратить неравномерный нагрев и деформацию. Образовавшуюся накипь необходимо немедленно счистить, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температур выше + 800 ºС. Этот эффект приводит к разрушению кристаллической решетки металла. Профиль становится мягким или ломким.
- Все действия по изгибу следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит гнуть профиль для теплицы
Стоимость услуг определяется статусом цеха, географическим положением и используемым оборудованием.
Средняя цена гибки стального профилированного проката (в рублях за погонный метр):
- 10 × 10 — 80;
- 20 × 20 — 100;
- 25 × 25 — 110;
- 30 × 30 — 120;
- 20 × 40 — 125;
- 20 × 45 — 130;
- 40 × 40 — 140;
- 50 × 50 — 150;
- 60 × 40 — 160;
- 50 × 50 — 180;
- 80 × 40 — 240;
- 80 × 80 — 360;
- 100 × 100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Устройства специальные для гибки
Чтобы добиться высокого качества готовой продукции, вы можете воспользоваться преимуществами.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, упоров и привода. Управление устройством осуществляется вручную, с помощью электродвигателя и гидроцилиндров. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их гибкой отлично справляется ручной трубогиб.
Проводник
Инструмент предназначен для точного изготовления и соединения стыков профилей при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная пластина
Это приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна базовой пластины регулируется с помощью болтов.
После окончания гибки оборудование снимается, а закладные детали закрываются заглушками.
Изготовление гибочного станка своими руками
О том, как самостоятельно собрать ручной трубогиб, мы уже
Профильные трубы незаменимы при сборке каркасов строительных конструкций … Теплицы, различные теплицы, беседки и другие объекты возводятся с их помощью быстро и качественно. Однако все не так просто.
Чтобы гнуть такую трубу, придется использовать дорогостоящую спецтехнику, что не всегда приемлемо для домашнего мастера… Поговорим о том, как согнуть профильную трубу в домашних условиях.
Считается, что профильная труба имеет сечение, отличное от круглого. Он может быть прямоугольным, овальным, шестиугольным или квадратным. Труба имеет повышенную прочность, поскольку ее края берут на себя роль ребер жесткости.
Профильные изделия выдерживают значительные изгибающие нагрузки, благодаря чему они являются хорошим выбором для строительства металлического каркаса зданий различного назначения.
Сырьем для производства фасонных труб чаще всего становится высоколегированная или низколегированная сталь.В зависимости от способа изготовления различают трубы электросварные, холоднокатаные и горячекатаные, бесшовные.
Изделия различаются толщиной стенки и высотой профиля. Из этих труб можно делать различные детали в виде рам, лестниц и перил. Чаще всего профильная труба используется в строительстве при возведении арочных конструкций и как замена железному пруту при возведении каркасов.
Навыки гибки профильной трубы пригодятся домашним мастерам, желающим самостоятельно обустроить дачный участок:
Галерея изображений
Простейшие инструменты для холодной гибки
Рассмотрим, как самостоятельно сделать два очень простых приспособления, которые вам помогут гнуть профильную трубу.
Держатель профиля
Основой для устройства станет верстак. Важно, чтобы не только рабочая зона, но и пространство вокруг нее было свободным. Чтобы закрепить оправку, вам придется проделать несколько близко расположенных отверстий на одном краю столешницы верстака.
Собственно оправка или шаблон изготавливается из фанеры. Однако этот вариант приемлем только в том случае, если ожидается выполнение нескольких частей.
Самая простая трубная оправка изготавливается из толстой фанеры или доски.Этого шаблона хватит на несколько изгибов.
Если вам нужно согнуть большое количество труб по этому шаблону, оправку лучше всего сделать из стального уголка. В некоторых случаях профильное изделие нужно сгибать под разными углами.
Для такой работы вам понадобится сразу несколько шаблонов, которые следует подготовить заранее. Перед началом работ оправку прочно прикрепляют к основанию с помощью хомутов.
Сгибаемая труба надежно прикреплена к ее краю. Затем выполняется гибка.Операция проводится плавно, без резких рывков. Сила, приложенная к трубе, должна постепенно увеличиваться. В процессе гибки деталь принимает форму оправки. Это потребует значительных усилий.
Гибочная пластина Advanced
Это удобное многофункциональное устройство, позволяющее самостоятельно выполнять качественную гибку профиля. Устройство представляет собой прочную металлическую опорную плиту, установленную на постаменте. Последний крепится к полу мастерской с помощью крепежных болтов.
Набор стальных оправок на разные радиусы
Заготовки одноразовые из фанеры
Оправка для узкопрофильной трубы
В качестве альтернативы можно рассмотреть подобное приспособление, прикрепленное к верстаку. После работы гибочную пластину можно легко разобрать и снять, а также использовать в качестве подставки для других слесарных операций.
Для изготовления такого устройства вам понадобится толстая металлическая пластина. Он приварен к телескопической опоре. Для остановки для гибки, два отверстия выполнены на опорной плите.
В них помещаются болты. На них надеваются и закрепляются насадки различного радиуса, что позволяет гнуть трубы по мере необходимости. Прижимная пластина вырезана из толстого стального листа.
Желательно оборудовать гибочную пластину прижимной пластиной из прочного металла. Это позволит сохранить ровность профильной детали при гибке.
Его использование обязательно, чтобы не нарушалась соосность гнутой части, так как изгиб профильной трубы без трубогиба может случайно деформировать ее в двух разных направлениях.Пластина закреплена поверх насадок на стопорных болтах.
Самый простой способ согнуть профильную трубу:
Способов гибки профилированных труб вручную довольно много. И у всех у них есть общий недостаток: чтобы их согнуть, нужно приложить немало усилий. Физически неподготовленный мастер может не справиться с такой работой. Гибка деталей с помощью специализированных приспособлений намного проще, точнее и не требует больших физических усилий.
Проблема в том, что стоимость такого оборудования довольно высока.Поэтому покупать устройство только для выполнения разовой работы, безусловно, невыгодно. Лучший вариант — аренда специализированного оборудования, что позволит за небольшую плату получать профильные изделия, гнутые точно по шаблону.
В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос — как согнуть профильную трубу в домашних условиях? На сегодняшний день существует несколько достаточно эффективных методик, и, обладая определенным навыком с поставленной задачей, можно справиться, не отправляясь в мастерскую к профессионалам.
Метод 1. Использование трубогибов
Когда мы говорим о гибке профильных труб, мы чаще всего подразумеваем образование дуги определенного радиуса из заготовки. Чем больше этот радиус, тем легче будет наша задача, так как в этом случае внутренняя полость будет подвергаться меньшим деформациям ().
Примечание! Гнуть круглые и профильные трубы под прямым углом не получится: разрыв практически гарантирован. Для этого обычно используют сварное соединение или специальные переходники, позволяющие соединить два отдельных сегмента.
Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручную или стационарную профилегибочную машину. Это устройство с несколькими роликами, которые воздействуют на заготовку, придавая ей желаемую форму.
Инструкция по работе на трубогибе довольно проста:
- Вставляем деталь нужного размера в станок и зажимаем в застежках.
- Включаем электродвигатель или начинаем вращать ручку.
- Рабочие валки смещают ось трубы в направлении гибки, одновременно растягивая одну из стенок.
- Гибочный шаблон воздействует на противоположную стену, придавая заготовке желаемую форму.
- Для уменьшения деформации внутренней полости часто применяется гидравлическая стабилизация: края детали закрываются заглушками, а жидкость под низким давлением закачивается внутрь.
Для повышения эффективности всех операций стоит соблюдать следующие правила:
- Чем медленнее мы обрабатываем, тем меньше риск поломки или неконтролируемой деформации деталей.
- При работе следует учитывать ограничения по толщине стенок и сечению трубы, соответствующие вашей модели машины.
- Гнуть толстые трубы лучше в заводских условиях после предварительного нагрева: за счет повышения пластичности металла качество обработки повышается.
Цена такого типа бытовой техники начинается примерно от 100 долларов. Поэтому вы можете арендовать машину на несколько дней для обработки небольшого количества деталей или воспользоваться услугами мастерской.
Народные средства
Метод 2. Резка и сварка
Однако трубогиб не всегда под рукой. Именно поэтому любому мастеру стоит заранее изучить, как согнуть профильную трубу в домашних условиях с помощью более обычных инструментов.
Если целостность внутренней полости для нас не критична, можно использовать угловую шлифовальную машину и сварочный аппарат:
- Наносим на деталь разметку, выделяя участок, по которому будет проходить линия сгиба.
- Изнутри при помощи болгарки с отрезным диском делаем несколько надрезов не менее 3/4 сечения.
- Захватывая концы детали, формируем загиб.
Совет! при необходимости вырежьте излишки металла той же болгаркой.
- Закрепляем заготовку в шаблоне и свариваем края пропилов.
- После остывания металла меняем шлифовальный диск на шлифовальный и шлифуем обработанную поверхность.
Метод 3. Внутренняя пружина
Если сохранение целостности стен важно, то для выполнения поставленной перед нами задачи необходимо своими руками изготовить специальную пружину:
- Берем стальную проволоку диаметром до 4 мм … Чем толще стенка трубы, тем прочнее должна быть проволока.
- С помощью цельной стальной заготовки наматываем квадратную пружину … Размер стороны квадрата подбираем таким образом, чтобы получившаяся конструкция легко проходила во внутреннюю полость трубы.
- Вставляем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- При помощи шаблона или круглой заготовки подходящего диаметра формируем дугу … В этом случае пружина внутри защитит деталь от перегиба и сохранит ее профиль.
Методика довольно трудоемкая, так как изготовление пружины требует много времени и сил. С другой стороны, эластичную вставку можно использовать многократно, так что описанный метод вполне подходит для масштабных работ.
Метод 4. Заполнение песком или водой
Если под рукой нет подходящей стальной проволоки, а необходимость сделать дугу из трубчатой заготовки стоит достаточно остро, следует воспользоваться одним из методов, предполагающим внутреннее заполнение.
В качестве наполнителя можно использовать жидкость:
- Перед тем, как гнуть тонкостенную медную профильную трубу (иногда их используют в системах отопления), заполните ее полость водой, герметично закрывая оба конца.
- После заливки вынимаем продукт на холод или помещаем в морозилку … Ждем, пока вода полностью не замерзнет.
- При помощи заготовки или шаблона сгибаем трубу, затем снимаем заглушки и сливаем воду.
В теплое время года, а также при обработке толстостенных заготовок заменяем воду песком:
- Просеиваем материал, удаляя все примеси, а затем осторожно прокаливаем на огне.
- Забиваем один край заготовки деревянной пробкой.
- Насыпаем в полость сухой песок, тщательно уплотняя его, постукивая по земле или верстаку.
- Установите заглушку на другой конец детали и согните ее. Если никуда не торопиться, то песок, поддерживая внутреннее давление, не даст образоваться внутренней трещине.
Выход
Если вы хоть периодически работаете с металлом, то нужно знать, как гнуть профильную трубу без трубогиба. Конечно, все описанные методы не могут полностью заменить качественное профессиональное оборудование, но в критической ситуации способны прийти на помощь, позволяя решить проблему в кратчайшие сроки ().
Профильные типы труб с поперечным сечением квадратной или прямоугольной формы позволяют возводить самые разные конструкции, выдерживающие повышенные нагрузки. При строительстве частного дома необходимо иметь навыки и знания, как согнуть профильную трубу в домашних условиях своими руками, чтобы не повредить ее целостность.
Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями является их поперечное сечение.Именно эта разница не во всех случаях позволяет использовать стандартные методы гибки для создания необходимого радиуса кривизны.
Кроме того, промышленные предприятия производят фасонные трубные изделия из различных материалов, в том числе из меди, алюминия, латуни и др. Это приводит к необходимости использования различных технологий для гибки профильной трубы в конечном итоге.
В процессе выполнения механических воздействий с целью получения гнутого продукта труба может получить дефекты, и тогда в процессе эксплуатации целостность конструкции со временем разрушится.По этой причине рекомендуется изучить возможность растяжения перед сгибанием трубы.
Для достижения желаемого радиуса изгиба при самостоятельном выполнении работы следует выполнять ее плавно и медленно, контролируя прилагаемое усилие. Это значительно снизит вероятность повреждения и получит изделие нужной формы.
На выбор варианта, как согнуть квадратную трубу в домашних условиях, влияет толщина стенки трубных изделий. При четком представлении, каким должен быть конечный результат, и правильном подходе к определению способа гибки, возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.
Следует знать, что под тепловым воздействием на профильные изделия происходят изменения внутренней структуры металла, из которого они изготовлены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. К тому же неоднократные попытки согнуть профильную трубу своими руками приведут к ее разрушению.
Использование трубогиба
Гнуть профильную трубу без трубогиба или других подобных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок металлических изделий (читай: «»).Если планируется разовая работа, то приобретать трубогиб нет смысла. Спецтехнику в этом случае лучше брать в аренду, обратившись в компании, предоставляющие такие услуги.
Если вам приходится гнуть профильную трубу своими руками, наиболее целесообразно и разумно использовать трубогиб со специальным приводным колесом. Он, перемещаясь по одному из краев, позволяет согнуть профильное изделие так, как это необходимо домашнему мастеру в том или ином случае.
Трубогибов произведено:
- с ручным управлением;
- с электроприводом.
При гибке профилей вручную колесо приспособления приводится в движение с помощью специальной ручки. Использовать такой способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция не должна получиться громоздкой и ее форму можно изменить своими руками.
При большом объеме работ и одинаковом размере труб вам понадобится трубогиб для профильной трубы, оснащенный электроприводом, который приводится в движение простым нажатием кнопки.Принцип работы этого устройства аналогичный — колесо движется по краю трубы, но результат более эстетичный и менее трудоемкий.
Другие способы гибки труб своими руками
Есть несколько вариантов изготовления изгиба профильной трубы в домашних условиях без специальных станков.
Существует несколько требований к гибке металлических изделий по радиусу. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб может нарушить целостность трубы.При высоте профиля (обозначается буквой Z) более 2 сантиметров труба, изогнутая на отрезке 3,5xZ, не разрушится и не станет менее надежной.
Важную роль играет температура, которую имеет изделие при гибке. Известно, что в нагретом состоянии трубе гораздо легче придать кривизну. При работе в домашних условиях необходимо соблюдать технику безопасности.
Для гибки труб с высотой профиля до 1 сантиметра нагревать изделия для придания им криволинейной формы не требуется.А вот трубные изделия с высотой профиля более 4 сантиметров нельзя гнуть своими руками без нагрева.
Использование болгарки при гибке фасонных труб
Для изготовления гнутой профильной трубы необходимого радиуса изгиба своими руками можно использовать болгарку.
Для этого:
- В том месте, где вы планируете гнуть, нужно сделать несколько поперечных пропилов (как правило, их понадобится 3).
- Затем следует согнуть профильную трубу своими руками.
- В конце пропилы привариваются сварочным аппаратом.
Поскольку сечение профильных изделий имеет правильную форму, полученное изделие должно приобретать эстетичный вид при условии тщательной шлифовки свариваемых участков. При этом силовые показатели останутся прежними.
Гибка профильных изделий пружиной
Данный вариант прост в исполнении, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно стальную, толщиной около 2 миллиметров, и делают из нее пружину.
- Затем его вставляют в трубу.
- Место будущей складки отапливается.
- По окончании работы изделие загибают, соблюдая необходимый радиус.
Следует сразу следить за правильностью изгиба изделий из профильной трубы, так как нагретое изделие непродолжительное время сохраняет эластичность.
При изготовлении пружины нужно обращать внимание на такой важный момент: ее сегментов должно быть 1.На 5–2 миллиметра меньше параметров соответствующей стороны сечения, что профиль имеет металлическое изделие … Если следовать этому правилу, не возникнет проблем с тем, как вставить пружину в трубу.
Нанесение песка на изгиб трубы
Например, чтобы получить квадратную или прямоугольную гнутую трубу, используется предварительно просеянный и хорошо высушенный песок. Вам также понадобятся деревянные клинья, которые имеют соразмерный срез изделия и которые можно вбивать в трубу.
Порядок выполнения действий выглядит так:
- В трубку с одной стороны вбивается клин.
- Внутрь трубы насыпается песок.
- Со второй стороны вбивают клин, в результате получается своеобразная пробка.
- Закрепив один конец, начинают гнуть трубу на необходимый радиус. При желании место будущей складки можно нагреть для облегчения процесса.
За счет засыпанного внутрь песка будет обеспечена прочность и целостность конструкции трубы.После успешного завершения работы его снимают, предварительно удалив деревянные клинья.
Гибка труб с водой
Согните профильную трубу самостоятельно в домашних условиях, также можно использовать воду. Такой вариант используется, когда трубные изделия изготавливаются из меди или другого цветного металла. Один конец изделия закрывается пробкой и наливается вода. Изделие следует разместить в месте, где вода будет замерзать. После этого его будет несложно согнуть самостоятельно.Чтобы проще было получить квадратную гнутую трубу, загибать ее нужно не посередине, а ближе к одному из концов.
Как согнуть профильную трубу с помощью угловой шлифовальной машины • CIMFLOK.COM
Использование фасонных труб (квадратного или прямоугольного сечения) становится все более популярным, так как они обладают высокой прочностью и хорошими показателями надежности. При этом правильно согнуть профильную трубу, не нарушая ее целостности и функциональности, не так уж и просто. Особенно остро стоит вопрос гибки профильных труб своими руками в домашних условиях.
Применение гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной — это ее поперечное сечение. Именно разница в поперечном сечении не всегда позволяет использовать обычные стандартные методы гибки и достижения необходимого радиуса кривизны . Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и др., что влечет за собой использование различных техник изгиба.
Также следует помнить, что любые механические воздействия с целью изгиба профильных труб могут внести дефекты, а иногда и привести к нарушению целостности конструкции, поэтому будет полезно позаботиться о возможности растяжения профиля. труба, когда она изогнута.
Разнообразие применения гнутых профильных труб в эстетических целях
Для достижения необходимого радиуса изгиба при самостоятельном выполнении работы нужно обращать внимание на плавность, неторопливость движений, а также усилия, которые значительно снизят вероятность повредить и помочь получить желаемую изогнутую форму изделия.
Толщина стенок профильной трубы также влияет на выбор необходимого способа гибки. Но если четко представить себе конечный результат, правильно и вдумчиво подойти к выбору способа гибки профильной трубы, то получившаяся конструкция будет отличаться прочностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что тепловое воздействие на профильную трубу влечет за собой изменение внутренней структуры материала, из которого она изготовлена, а может существенно повлиять на свойства прочности и надежности.закончено, , повторное воздействие на изменение формы трубы (изгиб, изгиб), приводит к ее разрушению.
Особенности использования трубогиба
Перейдем к вариантам, как согнуть профильную трубу в домашних условиях. Отметим сразу, что согнуть профильную трубу своими руками без применения специальных инструментов довольно сложно, особенно если толщина стенки трубы большая. Самым приемлемым и уместным в домашних условиях будет использование трубогиба.Трубогиб отличается наличием специального приводного колеса, которое при движении по одной из граней позволяет изгибать профильную трубу по мере необходимости для пользователя.
Трубогиб ручной механический трехвалковый для профильной трубы
Трубогибы бывают ручные и электрические. В первом случае гибка профильной трубы осуществляется вручную путем перемещения колес трубогиба специальной ручкой. Это допустимо, если сечение трубы небольшое, а сама конструкция не громоздкая и вы можете изменить ее форму своими руками.
Видео: Как согнуть профильную трубу с помощью угловой шлифовальной машины
В противном случае, когда объем работ и размеры трубы достаточно велики, потребуется трубогиб с электроприводом, приводимый в движение простым нажатие кнопки. Принцип работы аналогичный: движение колеса по краю. Но результат более эстетичный и менее трудоемкий.
Гидравлический трубогиб для круглой и профильной трубы
Если работа одноразовая, то покупать спецтехнику и проводить работы в домашних условиях нет смысла, лучше обращаться в специализированные компании, можно арендовать станок.Как гнуть профильные трубы без трубогибов, расскажем позже.
Альтернативные варианты гибки труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без использования специальных станков. Следует отметить, что изгиб профильной трубы по радиусу должен удовлетворять следующим требованиям:
- желаемая толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват нарушением целостности конструкции трубы; :
- поставить трубу высотой Z> 2 см, затем профильную трубу, гнутую на 3 длины.5 x Z, не разрушится и не потеряет надежности.
Важна температура продукта во время гибки. Не секрет, что в нагретом состоянии легче изменить кривизну металлического изделия. Но, если работа ведется в домашних условиях, обязательно соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует отметить, что профильные трубы с высотой профиля до 1 см не нуждаются в обогреве для придания им криволинейной формы, тогда как трубы с профилем с высотой профиля более 4 см не сгибают собственными руками и без подогрева.
Гибка профильных труб на угловой шлифовальной машине
Еще один способ добиться нужного радиуса изгиба своими руками — это использовать угловую шлифовальную машину. В месте предполагаемого изгиба необходимо сделать несколько поперечных надрезов (обычно их нужно три), затем просто согнуть профильную трубу своими руками и приварить место надрезов сварочным аппаратом.
Так как профильная труба имеет сечение правильной формы, конечный продукт будет иметь полностью эстетичный вид (если тщательно отшлифовать сварные участки) с ненарушенными показателями прочности.
Пружинный метод
Гибка трубы малого сечения с помощью пружины
Метод довольно простой и реализуется следующим образом: нужно взять проволоку (желательно стальную) толщиной около 2 мм, сделать квадрат пружина, которую вставляешь в трубу, то стоит прогреть место, где она будет гнуться, и загнуть трубу на нужный радиус. Стоит сразу следить, как правильно согнуть профильную трубу, так как нагретая труба долго не сохранит свою пластичность.
Полезный совет! При изготовлении пружины следите за тем, чтобы ее сегменты , были на полтора-два миллиметра меньше, чем соответствующая сторона секции профильной трубы. В таких условиях поместить пружину внутрь профильной трубы несложно.
Трубогиб для профильных труб любого сечения с электродвигателем
Трубогиб песочный
Когда нет возможности проводить работы в специализированных мастерских и бизнес ограничивается домашними условиями и своими руками, широкий На помощь приходят самые разные идеи, как согнуть профильную трубу, не затрачивая больших финансовых и физических усилий.Рассмотрим подробнее, как согнуть профильную трубу: в домашних условиях можно использовать песок, обязательно просеянный и просушенный. А также деревянные клинья, которые соразмерны сечению трубы и могут быть забиты в нее.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- насыпать песок внутрь;
- забивают клин с другой стороны, получая тем самым своего рода заглушку.
Далее, закрепив один конец, можно гнуть до нужного радиуса.сверху изгиб также можно нагреть для облегчения работы. Целостность и долговечность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, предварительно выломав деревянные клинья.
Самодельное приспособление для гибки профильных труб
Как согнуть профильную трубу водой
Гнуть профильные трубы можно в домашних условиях по мере необходимости по проекту, используя воду. В этом случае труба должна быть из меди или любого другого цветного металла.Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важно обеспечить его наличие при отрицательной температуре, чтобы вода могла замерзнуть. В таком состоянии гнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба квадратного сечения будет легче гнуться ближе к концам, а не к середине.
Гибка труб своими руками из подручных средств (фото + чертеж) | Своими руками
Вы опубликовали мою статью о теплице.Повторюсь: теплица арочного типа под пленку, площадью 130 кв.м, за очень небольшие деньги, полностью сделана вручную. Дизайн вызвал интерес у многих. И больше всего вопросов касалось того, как я делал арки.
Этот же вопрос стоял передо мной, когда я думал о строительстве теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Сразу отпал вариант с загибом кувалдой.
Это можно сделать, но в результате получится «криволинейная гнутая коронка».
Заказать гнутый профиль в организациях, занимающихся подобными работами, тоже не вариант. А как поставить готовые дуги? В моем случае их радиус составил 3 м, а длина готового отрезка — 6 м. Для этого нужен специальный транспорт, а это совсем не бюджетно. Поразмыслив, я пришел к выводу, что необходимо сделать гибочный станок своими руками .
Поскольку я не планировал использовать его в профессиональном масштабе, он сделал его максимально упрощенным.Главное — уметь контролировать радиус изгиба, а сам гибочный станок имел достаточную жесткость рамы, особенно в сочленении.
Для изготовления каркаса взял профильную трубу и куски уголка, которые он нашел в металлоломе, а также старый, но рабочий гидравлический домкрат. Подойдет любой домкрат, вплоть до комплектации легковой машины. Как оказалось, требуется небольшое усилие, чтобы согнуть профильную трубу 25 × 50 мм.
Смотрите также: Теплица своими руками из профильной трубы — фото и чертежи
Купил на рынке 6 подшипников 180307.Самая дорогая деталь — 3 вала. Их нужно было заказать у токаря, он их отточил и через пару дней доставил.
Конечно, хорошо, если сделать корпуса подшипников. Я просто приваривал их к каркасу в процессе строительства. Подшипники старались быстро варить, особо не перегревать, и сразу остывали, чтобы пластиковые заглушки, закрывающие шарики, не плавились. Вариант не очень удачный, но если учесть, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставить их в одной плоскости, чтобы при изгибе арок не получилось такое же «кривое сверло», которое можно было получить простой нарезкой кувалдой.
На один из валов приварил ручку, прокручивая ее, выдвигал будущую арку. Также важно иметь какой-то индикатор изгиба. Наблюдая за его отклонением, можно контролировать радиус кривизны арок. В моем случае это пластина, приваренная к неподвижной части рамы.На нем и отмечена стрелка-указатель из металлической полосы приварена к той части конструкции, которая поднимается домкратом.
Процесс гибки трубы выглядел так. Я взял профильную трубу необходимой длины (в моем случае — 9 м) и вставил в трубогиб, прижав домкратом. Необходимо увидеть, как труба начинает немного гнуться. Сразу же поставьте отметку напротив стрелки на контрольной пластине, чтобы использовать ту же отметку для следующей трубы.
Повернув ручку, он протянул трубу по всей длине, дойдя до конца, по-прежнему прижимал трубу, сделал вторую отметку и вытянул ту же трубу в противоположном направлении — и так три раза, пока моя 3-метровая арка не приобрела требуемый радиус.
Особенно важно при последнем проходе следить за тем, чтобы стрелка, указывающая на поворот, всегда находилась в одном и том же положении. В этом случае все арки будут иметь одинаковую закругление. Что и требовалось!
На изготовление одной арки у меня ушло минут 5-6. Работа велась вдвоем, но удобнее, когда есть два помощника. Самая большая сложность — удержаться за почти законченную арку последние два прохода, потому что она поднимается вверх на 6 м.
Мы использовали для этого крышу здания: один человек стоял на ней и закреплял трубу, а второй протягивал. Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал набор из 12 идеально изогнутых арок одинакового размера. Этого хватило на теплицу длиной 22 м. Ну и в качестве бонуса остался с исправным трубогибом.
ТРУБКА ГНУТЬ СВОИМИ РУКАМИ — ФОТО
Смотрите также: Навес на баню из сотового поликарбоната своими руками
РУЧНАЯ ТРУБКА СВОИМИ РУКАМИ — ЧЕРТЕЖ
© Автор: А.Горобей
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и манипуляционного производства, важно понимать различные методы гибки труб.Существует три основных подхода, известных соответственно как гибка под давлением, гибка под вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки неподвижно и придаете ей форму вокруг первого (в данном случае колена). Следующим шагом будет простой ручной инструмент для гибки труб, который водопроводчики часто используют для изготовления медных труб. Для производства более сложных многогибочных компонентов, для труб малого диаметра, где их можно гнуть вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, например стали, тогда мощность станка станет существенной, и гибка с вытяжкой станет обычным используемым методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг предыдущего инструмента. Фактически, вместо того, чтобы зажимать трубку позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаясь к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе сжатием.
Тяговая гибка
Тягово-гибочные станки могут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым управлением от компьютера). Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и в процессе гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы. По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, т. Е. Большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым.Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика — два с одной стороны трубки и один между ними с другой. Если ролики слегка опираются на трубку, то она явно будет проходить через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.Чем больше давление, тем жестче изгиб.
Круговая гибка угловых и трубных профилей
На главную / Круговая гибка угловых и трубных профилейЭти профильные / угловые гибочные машины могут удовлетворить ваши производственные потребности при работе с квадратным, плоским и угловым железом.
Сверхпрочные профилегибочные / угловые станки PBH 160 от KAAST идеально подходят для гибки труб квадратного сечения 4,75 дюйма. Эти машины мощностью 30 л.с. оснащены валами диаметром 6,3 дюйма, изготовленными из специально закаленной стали, двумя нижними роликами с гидравлической регулировкой, цифровым дисплеем для положения боковых роликов и гидравлическими двигателями, соединенными с планетарными передачами.
Угловые катки PBM 30 и PBM 50 от KAAST оснащены двухскоростным двигателем для двух немодульных нижних валков и регулируемым вручную верхним валком с миллиметровой шкалой. Основные различия между этими двумя машинами заключаются в размере двигателя (1 л.с. против 2 л.с.) и размере вала (1 дюйм против 2 дюймов), которые в конечном итоге определяют максимальный размер материала и минимальный радиус, который может изгибаться каждая машина: PBM 30 вмещает 1,5-дюймовую квадратную трубу и PBM 50 вмещает 2 дюйма (первый вид)
Угловые катки PBM 30 и PBM 50 от KAAST оснащены двухскоростным двигателем для двух немодульных нижних валков и регулируемым вручную верхним валком с миллиметровой шкалой.Основные различия между этими двумя машинами заключаются в размере двигателя (1 л.с. против 2 л.с.) и размере вала (1 дюйм против 2 дюймов), которые в конечном итоге определяют максимальный размер материала и минимальный радиус, который может изгибать каждая машина: PBM 30 вмещает 1,5-дюймовую квадратную трубу и PBM 50 вмещает 2 дюйма (второй вид)
Гидравлические прокатные станки PBH 50, 65 и 80 от KAAST оснащены тремя приводными валками, двумя гидравлически регулируемыми нижними валками, цифровым дисплеем по двум осям и механическими направляющими роликами, регулируемыми по трем осям.Опции включают плавно регулируемую скорость гибки, воздушное воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы. С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80). (первый вид)
Гидравлические прокатные станки PBH 50, 65 и 80 от KAAST оснащены тремя приводными валками, двумя гидравлически регулируемыми нижними валками, цифровым дисплеем по двум осям и механическими направляющими роликами, регулируемыми по трем осям.Опции включают плавно регулируемую скорость гибки, воздушное воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы. С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80). (второй вид)
Гидравлические прокатные станки PBH 50, 65 и 80 от KAAST оснащены тремя приводными валками, двумя гидравлически регулируемыми нижними валками, цифровым дисплеем по двум осям и механическими направляющими роликами, регулируемыми по трем осям.Опции включают плавно регулируемую скорость гибки, воздушное воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы. С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80). (третий вид)
Для круговой гибки металлических профилей, в том числе уголков и труб, угловые ролики серии PBM и PBH от KAAST Machine Tools, Inc. (Алдан, Пенсильвания) имеют возможность работы в вертикальном и горизонтальном направлениях и включают стандартный набор модульных штампов, подходящих для гибки квадратных, плоские и угловые.Также доступны специальные штампы для закругленных или других уникальных профилей. Угловые валки PBM оснащены двухскоростным двигателем для двух немодульных нижних валков и регулируемым вручную верхним валком с миллиметровой шкалой. Дополнительное УЦИ помогает добиться повторяемости. Доступные модели включают PBM 30 и PBM 50. Основные различия между этими двумя машинами заключаются в размере двигателя (1 л.с. против 2 л.с.) и размере вала (1 дюйм против 2 дюймов), которые в конечном итоге определяют максимальный размер материала и минимальный радиус изгиба каждой машины: PBM 30 вмещает 1 шт.5-дюймовая квадратная трубка и PBM 50 с возможностью установки 2-дюймовой
Разница между машинами PBM и PBH заключается в том, как верхний валок PBH перемещается гидравлически, в отличие от PBM, который перемещается вручную. Гидравлические прокатные станки PBH доступны с комбинациями размера вала / л.с. 2 дюйма / 1,5 л.с. (PBH 50), 2,4 дюйма / 4 л.с. (PBH 65), 3,1 дюйма / 5 л.с. (PBH 80), 3,9 дюйма / 10 л.с. (PBG 100) или 4,75 дюйма / 20 л.с. (PBH 120). Машины PBH 50, 65 и 80 оснащены тремя ведущими роликами, а также двумя нижними роликами с гидравлической регулировкой.В эти модели также входит цифровой дисплей с двумя осями и механические направляющие ролики, регулируемые по трем осям. Опции для PBH 50, 65 или 80 включают плавно регулируемую скорость гибки, воздушное / воздушное охлаждение, гидравлические направляющие ролики и специальные матрицы. С помощью этих инструментов можно сгибать квадратную трубу 2 дюйма до минимального диаметра 63 дюйма (PBH 50), квадратную трубу 1,75 дюйма до 24 дюймов (PBH 65) и 2,75 дюйма квадратную трубу до 51 дюйма (PBH 80).
Кольцевые и профильные станки большего размера, PBH 100 и 120, имеют две скорости гибки, согласованные с механически (PBH 100) или гидравлически (PBH 120) регулируемыми направляющими роликами по трем осям.Эти профилегибочные машины подходят для квадратной трубы 3 дюйма (PBH 100) и 3,5 дюйма (PBH 120) и сгибают ее с минимальным радиусом 60 дюймов / 71 дюйм. Популярным дополнением является полуавтоматический элемент управления NC EasyView Это позволяет записывать все движения, процессы и команды оператора в режиме «обучения», а затем вызывать и воспроизводить их в любое время. Можно сохранить до 48 планов гибки с максимальным количеством шагов 1000 каждый. Что еще более важно, данные можно редактировать по усмотрению оператора.
Также доступны модели серии PBH размером 160 (6.3 дюйма, 30 л.с.), 180 (7 дюймов, 40 л.с.) и 300 (11,8 дюйма, 100 л.с.), которые идеально подходят для гибки труб с квадратным сечением 4,75 дюйма, 6 дюймов или 10 дюймов соответственно. Эти сверхпрочные профильные / угловые гибочные машины оснащены валами из специально закаленной стали, двумя гидравлически регулируемыми нижними роликами, цифровым дисплеем для положения боковых роликов и гидравлическими двигателями, соединенными с планетарными редукторами. Гидравлические профилегибочные станки PBH-4 70 (4 л.с.), 90 (7 л.с.) и 100 (10 л.с.) оснащены четырьмя валками для более короткого вывода / вывода и повышения производительности с помощью стандартного блока управления с ЧПУ.Другие стандартные функции включают в себя горизонтальное и вертикальное рабочие положения, передвижную панель управления, стальную сварную конструкцию и стандартные модульные матрицы из 12 частей. Большое расстояние между боковыми валками означает, что эта серия машин предлагает больше возможностей для гибки большего диаметра.
KAAST Machine Tools Inc., 3 Merion Terrace, Aldan, PA 19018, 610-441-7317, [email protected], www.kaast-usa.com .
Учебное пособие: Гибка алюминиевой трубы
Эта статья представляет собой пошаговое руководство по нелинейному структурному моделированию процесса гибки алюминиевой трубы.Целью этого моделирования является анализ деформации и распределения напряжений, возникающих в трубе во время процесса, включая нелинейные явления, такие как пластичность материала, физический контакт и большие деформации.
Рис. 1: Результаты деформированной формы и контура напряжения по Мизесу на алюминиевой трубе.В этом руководстве рассказывается, как:
- Настроить и запустить нелинейное статическое моделирование.
- Назначьте моделированию граничные условия, материал и другие свойства.
- Создайте сетку геометрии с помощью стандартного алгоритма построения сетки SimScale.
- Изучите результаты с помощью онлайн-постпроцессора SimScale.
Мы следуем типичному рабочему процессу SimScale:
- Подготовьте модель CAD для моделирования.
- Настройте симуляцию.
- Настройте сетку и запустите моделирование.
- Проанализировать результаты.
1. Подготовьте модель CAD и выберите тип анализа
Прежде всего, нажмите кнопку ниже.Он скопирует учебный проект, содержащий геометрию алюминиевой трубы, в ваш собственный рабочий стол.
На следующем рисунке показано, что должно быть видно после импорта учебного проекта.
Рис. 2: Импортированная CAD-модель алюминиевой трубы, роликов и стопора. Вот как должен выглядеть ваш экран после нажатия кнопки ссылки импорта.Если вы используете свою собственную модель САПР, обязательно следуйте этим инструкциям:
Вся твердотельная геометрия не должна иметь каких-либо пересечений, пересекающихся поверхностей и небольших кромок.Подобные проблемы должны быть исправлены в САПР, прежде чем переносить геометрию на платформу SimScale. Более подробные сведения о подготовке упомянуты здесь.
Перед тем, как приступить к настройке модели, проверьте следующее:
- Убедитесь, что импортированная геометрия состоит из твердых частей, а не элементов листа / поверхности.
- Если геометрия имеет небольшие скругления или скругленные грани, которые не имеют значения для анализа, то рекомендуется удалить эту геометрию в САПР.Это значительно сократит количество ячеек сетки и, следовательно, время решения.
1.1. Create Simulation
Рисунок 3: Создавая новую симуляцию, обратите внимание, что геометрия выбрана.Нажатие кнопки «Create Simulation» приводит к следующим параметрам:
Рисунок 4: Типы анализа, доступные в SimScale, выберите статический для этого руководства. Вы сомневаетесь, что можете нажать кнопку «Нужна помощь?».Выберите « Static» в качестве типа анализа и нажмите новую опцию « Create Simulation », чтобы начать работу.
В открывшемся новом окне свойств моделирования включите опцию « Нелинейный анализ, »:
Рисунок 5: Включение нелинейного анализа.Статический нелинейный анализ позволяет учесть такие явления, как:
- Неупругие материалы (в данном случае пластичность)
- Изменяющиеся нагрузки
- Большие смещения и вращения
Это делается путем игнорирования эффектов инерции при в то же время. Это отличается от динамического анализа, который учитывает силы инерции.
2. Настройка моделирования
В этом руководстве мы смоделируем процесс формования алюминиевой трубы с помощью гидравлического гибочного станка и проанализируем механическое напряжение и деформацию, возникающую в детали (ах). На следующем рисунке показаны части модели и процесс:
Рисунок 6: Иллюстрация частей модели и того, как они будут действовать во время моделирования.Для моделирования процесса будут использоваться следующие методы моделирования:
- Мы хотим деформировать трубу, поэтому нам нужно смоделировать трубу как материал пластик .
- Контактные поверхности трубы и роликов изменяются в течение всего моделирования, также контактные силы важны для процесса деформации, поэтому мы моделируем эти контакты как Физический контакт .
- A Связанный контакт между трубой и стопором, потому что мы хотим, чтобы стопор предотвращал движение одного конца трубы.
- Как показано на рисунке 6, вращающийся ролик заставляет трубу изгибаться, перемещаясь вокруг неподвижного ролика, поэтому мы назначаем Вращающее движение маленькому ролику с большим роликом в центре.
- Поскольку и геометрия, и граничные условия симметричны, мы моделируем только одну половину трубы и применяем условие симметрии . Таким образом мы сэкономим половину вычислительных ресурсов.
2.1. Создание контактов
Мы назначим два контакта:
- приклеенный контакт между верхним концом трубы и стопором. Это нормальный контакт, тогда как ,
- , контакт между неподвижным вращающимся роликом и трубой — это физический контакт .
Имейте в виду, что это различие, потому что нормальные контакты представляют собой идеальные ситуации, которые никогда не будут выглядеть так в реальности, но могут значительно упростить моделирование. Физические контакты более точно отражают реальность.
Посетите эту страницу документации, если хотите узнать больше о контактах.
A. Связанный контакт
SimScale автоматически обнаруживает любые соприкасающиеся грани в пределах геометрии и назначает связанные контакты.В этом случае все контакты находятся только на линии соприкосновения, поэтому автоматическое обнаружение завершается ошибкой со следующим сообщением:
Рисунок 7: Сообщение об ошибке автоматического обнаружения контакта. Вы можете проигнорировать это для этой симуляции.В этом случае мы можем проигнорировать предупреждение и просто нажать ‘ok’ .
Поскольку нашей модели необходим контакт между трубой и стопором, мы собираемся добавить его вручную:
- Щелкните значок ‘+’ рядом с элементом Контакты в дереве моделирования — это не то же самое, что физический контакт.
- Выберите « Bonded » при создании Manual Contact .
- Измените допуск положения на « Off ».
- Назначьте следующие грани как Master и Slave :
B. Физические контакты
Теперь мы переходим к назначению Физические контакты . Физические контакты используются для соприкосновения поверхностей, которые могут скользить, входить в контакт, разделять и передавать силы во время моделируемого процесса, например труба и ролики в нашей модели.Также могут быть включены эффекты трения, но в этом случае они не понадобятся. Следуйте инструкциям ниже, чтобы создать модель физического контакта:
- Щелкните значок «+» рядом с Физические контакты .
- Применить « 1e + 12 » к штрафному коэффициенту .
- Назначьте грани, как показано на рисунке:
Если вы не уверены, какую поверхность выбрать в качестве ведущей, а какую — в качестве ведомой для вашей собственной симуляции, прочтите эту статью базы знаний.
2.2. Модель и технология элементов
Оставьте эти две панели по умолчанию и перейдите к элементу Материалы .
2.3. Присвоить материалы
Для этого моделирования используются два разных материала:
- Сталь для роликов и стопора. Этот материал будет линейно-эластичным , так как тела будут жесткими.
- Алюминий для трубы. В этом материале будет использоваться модель из эластопласта , так как он будет претерпевать большие деформации.
Чтобы создать новый материал, щелкните значок «+» рядом с Материалы . Будет показана библиотека материалов. Выберите нужный материал из списка и нажмите «Применить» , чтобы создать элемент материала, как показано на рисунке:
Рисунок 10: Выбор стали из библиотеки материалов.Сначала создайте элемент материала Steel , который будет назначен телам Stopper , Small Roller и Большим роликам тел.Все остальные параметры можно оставить по умолчанию:
Рисунок 11: Свойства и назначение для стали, вы можете изменить свойства, если хотите определить собственный материал.Для трубы сначала создайте материал Алюминий , используя ту же процедуру, что и для стали. Обратите внимание, что автоматически выбирается труба , тело , так как это единственная труба, у которой не назначен материал.
На следующем рисунке показана кривая напряжения-деформации материала, известная как упругопластическое поведение.Изменение поведения материала на пластик допускает необратимую деформацию детали, в то время как упругое поведение заставляет тело возвращаться к своей исходной форме.
Рис. 12: График зависимости напряжения от деформации алюминия. Нам нужно указать решателю, что он должен следовать этому графику при расчете деформации трубы. Ir, чтобы смоделировать такое нелинейное поведение, измените поведение материала на «Эластопласт» и настройте другие параметры, как показано. Обратите внимание на сообщение об ошибке, указывающее на отсутствие данных кривой напряжения \ (\ sigma \)
Решателю нужна кривая напряжения-деформации для алюминия, изображенная на рисунке 12, для материала, чтобы предсказать деформацию. Мы предоставим эту кривую в виде таблицы. Используйте следующую кнопку, чтобы открыть электронную таблицу, содержащую данные кривой:
Находясь в электронной таблице, загрузите данные на свой компьютер в формате CSV, выбрав Файл> Загрузить> Значения, разделенные запятыми, .
Если вы изучите или построите таблицу CSV, вы заметите, что она включает только пластиковую часть кривой. То есть точка [0,0] находится не на кривой, а начинается с точки текучести. Это соглашение всегда следует соблюдать при загрузке данных для кривой пластичности.
Теперь нажмите кнопку ввода таблицы в окне материала (выделено красным на рисунке 13). Откроется окно Укажите значение :
Рисунок 14: Укажите значения для кривой пластичности материала.Нажмите кнопку «Обзор файлов» , чтобы выбрать и загрузить ранее загруженный файл CSV. Таблица \ (\ varepsilon — \ sigma \) должна содержать следующие данные:
Рисунок 15: Загруженные данные таблицы пластмассовых материалов.После того, как вы загрузили эту таблицу, нажмите кнопку «Применить» в настройках на рисунке 14, чтобы принять данные, и кнопку «галочка» в окне материала (рисунок 13), чтобы сохранить настройки. Обратите внимание, что сообщение об ошибке с рисунка 13 должно исчезнуть.
2.4. Начальные и граничные условия
Для этого моделирования начальные условия можно оставить нетронутыми.
Взгляните на рисунок 7, чтобы получить общее представление о физической ситуации и лучше понять, что мы делаем в этом разделе.
Чтобы создать граничное условие, выполните следующую процедуру: нажмите кнопку «+» рядом с элементом « Граничные условия » на левой панели и выберите требуемый тип граничного условия из раскрывающегося списка. меню вниз, как показано на рисунке:
Рисунок 16: Создание граничного условия.A. Фиксированный ролик и стопор
Создайте граничное условие с фиксированным значением .
По умолчанию мы находимся в режиме Выбор лица . Чтобы назначить твердое тело, вы можете использовать дерево сцены в правой части рабочего места, чтобы активировать выбор объема Режим :
Рисунок 17: Активация выбора объема для назначения тел, а не граней фиксированному значению граничное условие. Вы можете найти эту панель в верхней средней части верстака.Нам нужно присвоить его корпусам Large Roller и Stopper . Оба они должны быть защищены от каких-либо движений, как показано на рисунке 6.
Рисунок 18: Применение фиксированного значения к большому ролику и стопору, поскольку они не будут перемещаться во время моделирования.B. Плоскость симметрии трубы
Как вы могли заметить, геометрическая модель включает только половину трубы и другие тела. Это позволяет нам сэкономить на размере сетки и стоимости вычислений.Плоскость симметрии Граничное условие будет применено к плоским поверхностям трубы (для других тел степени свободы указаны в других граничных условиях, поэтому включать их здесь нет необходимости). Создайте граничное условие, как описано выше, и назначьте грани симметрии трубы, как показано на рисунке:
Рисунок 19: Применение граничного условия симметрии к двум граням трубы для экономии вычислительных ресурсов.C. Вращение подвижного ролика
Для конкретного движения маленького ролика мы будем использовать граничное условие Вращающееся движение .
В нашей модели бывает, что ось вращения проходит через начало координат и ориентирована в направлении X. Для другой модели положение и ориентация оси вращения должны быть получены из программы CAD и введены в граничное условие. Создайте Вращающее движение и назначьте верхнюю грань Малого ролика. Настройте параметры, как показано:
Рисунок 20: Применение вращательного движения к маленькому ролику.Чтобы указать угол поворота тела, воспользуемся табличным вводом.Оно будет изменяться от нуля до максимального значения за смоделированное время, и решающая программа применяет линейную интерполяцию к значениям между ними. Взгляните на следующее изображение, чтобы запомнить, что мы имитируем:
Рисунок 21: Начальное и конечное положение вращающегося ролика: мы начинаем с 0 ° и заканчиваем 130 °Важно учитывать правило правой руки и указанное направление оси вращения, чтобы получить правильное направление вращения. В этом случае нам нужно повернуть ролик на 130 °, чтобы получить желаемый угол изгиба трубы.
| Время [с] | Угол поворота [°] |
|---|---|
| 0 | 0 |
| 1 | 130 |
Чтобы ввести значения, нажмите кнопку , кривая в окне граничных условий вращательного движения (выделено оранжевым на рисунке 20).
Появится окно Укажите значение , как и в случае материала, но на этот раз с опциями ввода Формула и Таблица .Выберите вкладку Таблица и введите значения, как показано:
Рисунок 22: Окно задания значений для угла поворота.Нажмите кнопку «Применить» (на рисунке 22) и кнопку «галочка» (на рисунке 20), чтобы сохранить настройку.
2,5. Управление числовыми данными и моделированием
Параметры Числовые параметры управляют поведением и точностью решателя. В этом случае мы изменим только один параметр: Критерий сходимости . Критерий относительной по умолчанию использует величину приложенной нагрузки для проверки сходимости вычислений.Это невозможно в данном моделировании, потому что модель приводится в движение принудительным смещением, поэтому нагрузки отсутствуют. Соответственно, нам нужно изменить критерии на Абсолютный , как показано на рисунке:
Рисунок 23: Параметры числового решателя, измените критерий сходимости на «Абсолютный».Параметры управления имитацией , с другой стороны, определяют время симуляции, временной шаг, временную адаптацию и интервал выходной записи. Введите настройки управления имитацией, как показано ниже:
Рисунок 24: Настройки управления имитацией, измените «Максимальная длина временного шага» на «0».05s »и« Максимальное время работы »на« 1e + 4s ».- Оставьте для интервала моделирования значение по умолчанию 1 \ (s \). Это указывает, что моделирование будет выполняться от 0 до 1 \ (s \). Это тот же интервал, который мы использовали для определения вращения тела ролика.
- Измените максимальную длину шага на 0,05 \ (с \), чтобы получить 20 шагов интегрирования в интервале [0,1] \ (с \).
- Измените Максимальное время выполнения на 10000 \ (s \), чтобы предотвратить остановку моделирования до его завершения.
2.6. Контроль результатов
Контроль результатов позволяет нам запрашивать определенные поля результатов моделирования, такие как смещения, деформации и напряжения, а также их характеристики, такие как средние или максимальные значения. Предусмотрено несколько полей по умолчанию, но в этом случае нам нужно будет добавить больше:
A. Поля решения
Два поля результатов будут запрошены из решателя, которые не входят в число полей по умолчанию:
- Подпись фон Мизеса напряжение : это поле используется для прогнозирования разрушения в соответствии с теорией энергии искажения, в то же время позволяя различать области при растяжении (положительное напряжение) и сжатие (отрицательное напряжение).
- Контактное давление : это поле используется для измерения силы, передаваемой через контакт, в форме распределенного поля давления.
Для создания дополнительных полей решения:
Рисунок 25: Создание поля решения для визуализации результатов напряжений.- Щелкните значок «+» рядом с полями решения в разделе Элемент управления результатами
- Выберите тип поля из раскрывающегося меню.
Сначала создайте поле Напряжение и измените тип напряжения на Напряжение по Мизесу со знаком .
Рис. 26: Установка ударения для подписанного фон Мизеса.Затем создайте поле Контакт и оставьте параметры по умолчанию:
Рисунок 27: Создание поля решения контактного давления.B. Расчет объема
Расчет объема используется для расчета статистики поля по детали и отображается в виде кривых на интервале моделирования. В этом случае будут добавлены двухобъемные расчеты:
- Минимальные и максимальные значения напряжения по Мизесу , чтобы найти более низкий и высокий уровни напряжения на трубе.
- Минимальные и максимальные значения напряжения со знаком по Мизесу , чтобы найти экстремальные напряжения сжатия и растяжения на трубе.
Чтобы добавить расчет объема, выполните следующие действия:
Рисунок 28: Добавление нового элемента расчета объема.- Щелкните значок «+» рядом с Расчет объема под Контроль результатов
- Выберите тип статистики из раскрывающегося списка.
Используйте описанные выше шаги для создания расчета объема — элемент Min-max и настройки поля напряжения по Мизесу над трубой, как показано на рисунке:
Рисунок 29: Параметры расчета объема для напряжения по Мизесу.- Измените выбор поля на «Напряжение» .
- Выберите ‘Von Mises’ Тип напряжения .
- Выбор Компонент будет автоматически изменен на «Von Misses stress» .
- Присвойте этот расчет трубе. Вы можете выбрать его, нажав на программу просмотра.
Повторите шаги, чтобы создать элемент Мин-макс напряжения со знаком по Мизесу:
Рисунок 30: Параметры расчета объема для напряжения по Мизесу со знаком.3. Сетка
Будет использоваться стандартный алгоритм сетки. В этом случае для общих настроек можно оставить значения по умолчанию:
Рисунок 31: Настройки сетки для стандартного алгоритма сетки.Уточнения сетки позволяют нам контролировать локальный размер элементов для заданных граней и объемов. Они используются в первую очередь для оптимизации вычислительных ресурсов: вместо того, чтобы увеличивать детальность в глобальном масштабе, мы назначаем небольшие размеры элементов только интересующим областям, что сохраняет общее количество ячеек меньше, чем если бы мы уточняли все ячейки в домене.
Мы добавим один Размер локального элемента уточнение:
Рисунок 32: Добавление элемента уточнения сетки.- Щелкните значок «+» рядом с Refinements под Mesh
- Выберите тип уточнения из раскрывающегося списка.
Местный элемент размером будет нанесен на следующие поверхности:
- Все (семь) поверхностей трубы,
- Поверхность большого ролика, контактирующего с трубой, и
- Лицевая сторона небольшой ролик, который соприкасается с трубой.
Выберите указанные грани (всего 9) в средстве просмотра, как показано на рисунке, а затем примените Максимальная длина кромки , равная 4,6e-3 \ (м \). Это значение соответствует толщине стенки трубы и обеспечит хорошее соотношение сторон элементов.
Рис. 33: Выбор граней алюминиевой трубы и роликов для местного уточнения элементов.На этом этапе нет необходимости создавать сетку, потому что она будет вычислена как часть прогона моделирования. Когда расчет сетки будет завершен, он будет отмечен зеленой галочкой рядом с ним.Вы можете вернуться к нему и просмотреть получившуюся сетку:
Рисунок 34: Визуализация сетки.4. Запустите моделирование
Создайте новый прогон вычислений, щелкнув значок « + » рядом с прогоны моделирования в дереве, как показано ниже:
Рисунок 35: Создание нового прогона моделирования.Во всплывающем диалоговом окне вы можете назвать и запустить симуляцию. Примерно через час вы сможете увидеть результаты.
Когда вы создаете прогон моделирования, появится следующее предупреждающее сообщение:
В данном руководстве запуск будет успешным, поэтому вы можете проигнорировать предупреждающее сообщение, нажав кнопку «ОК» .
5. Постобработка
По завершении прогона моделирования можно выполнить постобработку результатов анализа изгиба трубы. Для доступа к онлайн-постпроцессору вы можете использовать один из двух методов:
Рисунок 37: Два варианта доступа к онлайн-постпроцессору- Щелкните «Поля решения» под завершенным прогоном.
- Нажмите кнопку «Результаты постобработки» в диалоговом окне запуска.
5.1 Деформации
Чтобы визуализировать деформацию трубы и движение деталей, добавьте фильтр смещения:
Рисунок 38: Создание фильтра смещения для визуализации деформированной формы- Нажмите «Добавить фильтр» на панели Фильтры
- Выберите «Смещение» из раскрывающегося меню.
Отображается следующий график:
Рис. 39: Визуализация деформированной формы после процесса гибкиМожно заметить, что труба повторяла форму буровой установки, и изгиб был успешно зафиксирован.
5.2 Напряжение
Чтобы визуализировать уровень напряжения в трубе, выберите соответствующее поле для Coloring в разделе Parts Color :
Рисунок 40: Изменение поля для окраски деталейВы можете видеть, что поле, выбранное по умолчанию, является Фон Мизес Стресс, который совпадает с нашей целью. Чтобы облегчить интерпретацию масштаба легенды, внесите два изменения:
Рис. 41: График напряжения фон Мизеса для трубы после процесса гибки- Измените единицы измерения напряжения на \ (МПа \).
- Измените максимальное значение шкалы на предел текучести ‘194’ \ (МПа \).
- Поверните модель, чтобы визуализировать внутреннее сечение трубы.
Здесь мы можем видеть все области трубы, которые вышли за предел текучести, окрашенные в красный цвет. Также можно оценить контактное напряжение Герца на ведомом теле.
5.3 Анимация
Также можно визуализировать анимацию процесса гибки. Чтобы создать анимацию, добавьте фильтр Animation , точно так же, как был создан фильтр Displacement .Для нашей цели достаточно параметров по умолчанию для фильтра:
Рисунок 42: Создание анимацииНажмите кнопку «Воспроизвести» под Анимация элементы управления , чтобы запустить анимацию процесса гибки:
Анимация 1: Анимация процесса гибки5.4 Видимость детали
Чтобы лучше визуализировать напряжение на изогнутой трубе, мы хотим скрыть все остальные детали. Для этого мы выполняем следующую процедуру:
Рисунок 43: Скрытие частей, которые не представляют интереса- Щелкните левой кнопкой мыши, чтобы выбрать все части, кроме трубы
- Щелкните правой кнопкой мыши, чтобы вызвать контекстное меню
- Выберите ‘ Hide Selection ‘
Детали распределения напряжений на изогнутой трубе можно увидеть без препятствий со стороны других частей.На графике более высокие уровни напряжения возникают во внешней части трубы, рядом с точкой контакта с роликовой частью.
Попробуйте сами, что делает каждый из параметров и какие визуализации вы можете придумать. Если вы хотите узнать больше об онлайн-постпроцессоре SimScale, вы можете ознакомиться с нашим руководством по постобработке.
Поздравляем! Вы закончили обучение!
Если у вас есть какие-либо вопросы или предложения, свяжитесь с нами через форум или свяжитесь с нами напрямую.
Последнее обновление: 26 февраля 2021 г.
Решила ли эта статья вашу проблему?
Как мы можем сделать лучше?
Мы ценим и ценим ваши отзывы.
Оставьте свой отзывМеханика материалов: кручение »Механика тонких конструкций
Деформация при кручении
Крутящий момент — это момент, который скручивает конструкцию. В отличие от осевых нагрузок, которые создают равномерное или среднее напряжение по поперечному сечению объекта, крутящий момент создает распределение напряжения по поперечному сечению.Для простоты мы сосредоточимся на структурах с круглым поперечным сечением, часто называемых стержнями или валами. Когда к конструкции приложен крутящий момент, она будет закручиваться по длинной оси стержня, а ее поперечное сечение остается круглым.
Чтобы представить себе, о чем я говорю, представьте, что поперечное сечение стержня представляет собой часы с часовой стрелкой. Когда крутящий момент не прикладывается, часовая стрелка находится в положении «12 часов». Когда к стержню прилагается крутящий момент, он будет вращаться, и часовая стрелка повернется по часовой стрелке в новое положение (скажем, на 2 часа).Угол между 2 часами и 12 часами называется углом поворота и обычно обозначается греческим символом phi . Этот угол позволяет определить деформацию сдвига в любой точке поперечного сечения.
Прежде чем мы углубимся в детали этого уравнения, важно отметить, что, поскольку мы обсуждаем только круглые сечения , мы перешли с декартовых координат на цилиндрические. Отсюда и возник греческий символ rho — он обозначает расстояние по поперечному сечению, где rho = 0 в центре и rho = c на внешнем крае стержня.
Мы можем сразу узнать несколько вещей из этого уравнения. Первое может быть очевидным: чем больше угол скручивания, тем больше деформация сдвига (как и раньше, обозначается греческим символом gamma ). Во-вторых, и в этом большая разница между осевыми нагруженными конструкциями и нагруженными крутящим моментом, деформация сдвига неоднородна по поперечному сечению. Он равен нулю в центре скрученного стержня и имеет максимальное значение на краю стержня. Наконец, чем длиннее стержень, тем меньше деформация сдвига.
Пока что мы сосредоточили наше внимание на смещениях и деформациях. Чтобы обсудить напряжение внутри скрученного стержня, нам необходимо знать, как связаны крутящий момент , и напряжение , напряжение . Поскольку скручивание вызывает деформацию сдвига, мы ожидаем, что крутящий момент будет прикладывать напряжение сдвига . Взаимосвязь между крутящим моментом и напряжением сдвига подробно описана в разделе 5.2 вашего учебника, и это приводит к следующему соотношению:
В этом уравнении J обозначает второй полярный момент площади поперечного сечения.Иногда это называют «вторым моментом инерции», но поскольку это уже имеет хорошо установленное значение в отношении динамического движения объектов, давайте не будем здесь путать вещи. Мы обсудим моменты площади более подробно позже, но они принимают очень простую форму для круглых поперечных сечений:
(Примечание: это одно и то же уравнение — твердые стержни имеют внутренний радиус c i = 0).
Теперь у нас есть уравнения для нашей деформации сдвига и напряжения сдвига, все, что осталось сделать, это использовать закон Гука для сдвига, чтобы увидеть, как они связаны.Закон Гука позволяет нам записать красивое уравнение для угла скручивания — очень удобную вещь для измерения в лаборатории или в полевых условиях.
И, как мы видели для осевых смещений , мы также можем использовать суперпозицию для наших сдвиговых деформаций :
Это последнее уравнение позволяет разделить крутящие моменты, приложенные к разным частям одной и той же конструкции. Давайте решим проблему и посмотрим, понимаем ли мы, что происходит с крутильными деформациями.
Трансмиссия
Одним из наиболее распространенных примеров кручения в инженерном проектировании является мощность, генерируемая трансмиссионными валами. Мы можем быстро понять, как скручивание генерирует мощность, просто выполнив простой анализ размеров. Мощность измеряется в единицах Вт [Вт] , а 1 Вт = 1 Н · м · с -1 . В начале этого раздела мы отметили, что крутящий момент представляет собой крутящую пару, что означает, что он имеет единицы силы, умноженные на расстояние, или [Н · м].Итак, при осмотре, чтобы генерировать мощность с крутящим моментом, нам нужно что-то, что происходит с заданной частотой f , поскольку частота измеряется в герцах [Гц] или [с -1 ]. Таким образом, мощность на оборот (2 * пи) круглого стержня равна приложенному крутящему моменту, умноженному на частоту вращения, или:
В правой части уравнения мы использовали соотношение, согласно которому угловая скорость, обозначаемая греческой буквой omega , равна частоте, умноженной на 2pi.
Статически неопределимые задачи
Одно уравнение, два неизвестных… мы шли по этому пути, прежде чем понадобилось что-то еще. Хотя тип нагружения и деформации различны, к статически неопределенным проблемам , связанным с кручением стержней, подходят точно так же, как и с осевыми нагруженными конструкциями. Начнем со схемы свободного тела скрученного стержня. Возьмем, например, стержень на рисунке ниже, застрявший между двумя стенами.
Сразу после осмотра вы должны заметить, что стержень прикреплен к двум стенкам, тогда как для статического равновесия требуется только одна. Больше опор, чем необходимо: статически неопределимых . Статическая неопределенность означает: нарисуйте диаграмму свободного тела, просуммируйте силы в направлении x- , и вы получите одно уравнение с двумя неизвестными силами реакции. Итак, нам нужно учитывать наши деформации — для кручения это означает, что давайте обратимся к нашему уравнению, которое описывает суперпозицию углов закручивания.Для этого уравнения мы должны отметить, что половина стержня сплошная, а другая половина — полая, что влияет на то, как мы вычисляем Дж для каждой половины. Самое главное, мы должны спросить себя: «Что мы знаем о деформации?» Так как стержень прилипает к стене краем, скручивание на A, и B должно быть равно нулю (точно так же, как смещение в последней секции). Посмотрите, сможете ли вы решить остальную проблему самостоятельно: каков крутящий момент в каждой половине стержня?
(ответ: T a = 51.7 фунт-фут & T b = 38,3 фунт-фут).
СводкаВ этом уроке мы узнали о крутящем моменте и торсионном . Этот другой тип нагрузки создает неравномерное распределение напряжений по поперечному сечению стержня — от нуля в центре до максимального значения на краю. На основе этого анализа мы можем установить взаимосвязь между углом скручивания в любой точке вдоль стержня и деформацией сдвига внутри всего стержня.Используя закон Гука, мы можем связать эту деформацию с напряжением внутри стержня. Мы также использовали метод анализа размеров для определения мощности, генерируемой трансмиссионным валом (т. Е. Стержнем), который вращается с заданной частотой под действием приложенного крутящего момента. Наконец, мы показали, что проблемы с кручением также часто являются статически неопределенными , и даже несмотря на то, что нагрузка и деформация различаются, метод, который мы установили в последнем разделе для решения задач с осевой нагрузкой, является тем же методом для решения проблем с крутящим моментом.
Этот материал основан на работе, поддержанной Национальным научным фондом в рамках гранта № 1454153. Любые мнения, выводы, выводы или рекомендации, выраженные в этом материале, принадлежат авторам и не обязательно отражают точку зрения Национального научного фонда. Научный фонд.
.