Гибка профильной трубы по радиусу своими руками: способы гибки своими руками без трубогиба
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
Гибка с нагревом
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
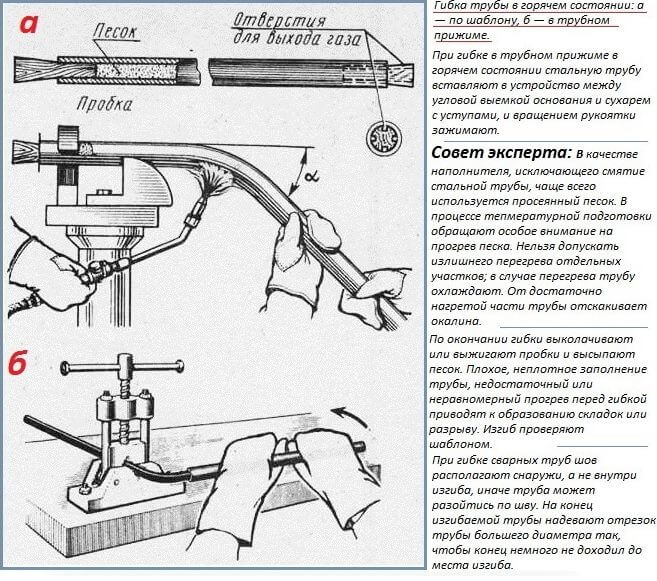
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибки
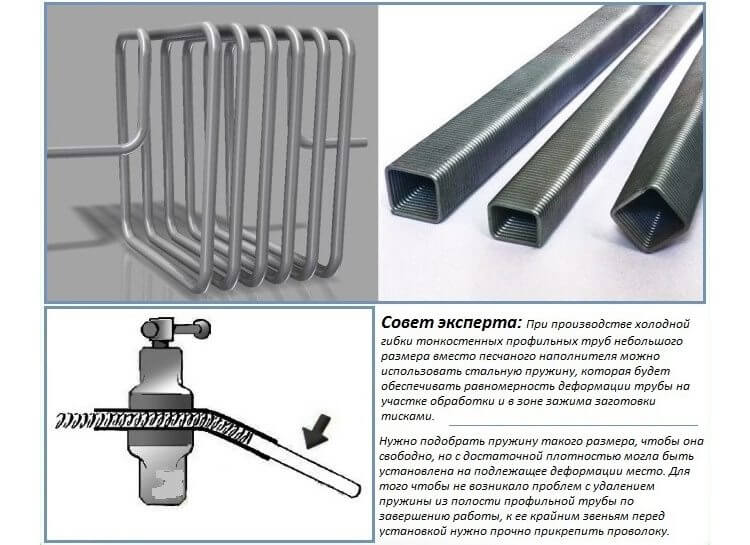
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиями
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Гибка по оправке
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГ
Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.

Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.

После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.

С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.

Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.

Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму. Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.

Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.

Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.

Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.

На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
 Загрузка…
Загрузка…Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Гибка полосы на ребро.
Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами.  Ролик трубогиба с ребром по центру.
Ролик трубогиба с ребром по центру.- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
 Профилегиб.
Профилегиб.- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
 Виды резьбы.
Виды резьбы.- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
 Ролик трубогиба для гибки круглой трубы.
Ролик трубогиба для гибки круглой трубы.Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 Профилегиб с валами из велосипедных ступиц.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
 Вал трубогиба сделанный из лома.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
 Ролик трубогиба.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Ролик профилегиба из трубы, шайб и металлического круга.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
 Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Профилегиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Каркас профилегиба.
Каркас профилегиба.  Профилегиб сделанный с подшипниками в корпусе.
Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
 Трубогиб со штурвалом.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
 Чертеж профилегиба.
Чертеж профилегиба.  Профилегиб с двумя приводными роликами.
Профилегиб с двумя приводными роликами.  Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.  Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Профилегиб с домкратом.
Профилегиб с домкратом.  Профилегиб с домкратом.
Профилегиб с домкратом.Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки.  Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки.  Схема гибки трубы.
Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
 Сверлим отверстие в заготовке.
Сверлим отверстие в заготовке.4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
 Болт вставленный в заготовку.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
 Обтачиваем заготовку.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
 Трубогиб с отверстиями в кронштейне.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
 Труба с заломами.
Труба с заломами.  Минимальный радиус гибки трубы.
Минимальный радиус гибки трубы.Как в домашних условиях согнуть профильную трубу
Профильный трубопрокат представлен изделиями, которые имеют поперечное сечение разнообразной формы. К ним относятся круглые, плоскоовальные, квадратные и овальные трубы. Такой ассортимент продукции предоставляет возможность создавать легкие арочные конструкции разнопланового назначения. Они используются как в бытовых сооружениях, так и в производстве. К наиболее востребованным профилям относятся квадратные изделия. Гнутая профильная труба такого сечения позволяет легко закрепить на плоской стенке любое внешнее покрытие. Перед тем как в домашних условиях заняться гибкой профильных труб, следует ознакомиться с их техническими параметрами и методами работы.

Основные сложности при гибке профильного проката
Выпускаемые промышленностью профильные трубы имеют определенные геометрические параметры, являющиеся определяющим фактором для их пластических возможностей. От толщины стенок металлопроката и поперечной площади зависит допустимый минимальный радиус изгиба. Этот параметр дает значение закругления профтрубы без ее механического повреждения.
При механическом воздействии на изделия из металлического проката им придается полный или же частичный изгиб. На металлопрофиль в этом случае действует сила сжатия (на внутреннем участке) и сила растяжения (на наружной поверхности). Именно они и вызывают основные сложности при изгибании металлопрофиля, которые выливаются в следующие проблемы:
- сегменты трубного материала при сгибании металлопрофильного изделия могут утратить свою соосность, что приведет к расположению участков трубного проката в разных плоскостях;
- наружная стенка профильного проката в процессе растяжения может лопнуть под воздействием повышенной нагрузки;
- на внутренней части изгибаемого профиля могут появиться складки, напоминающие гофру.

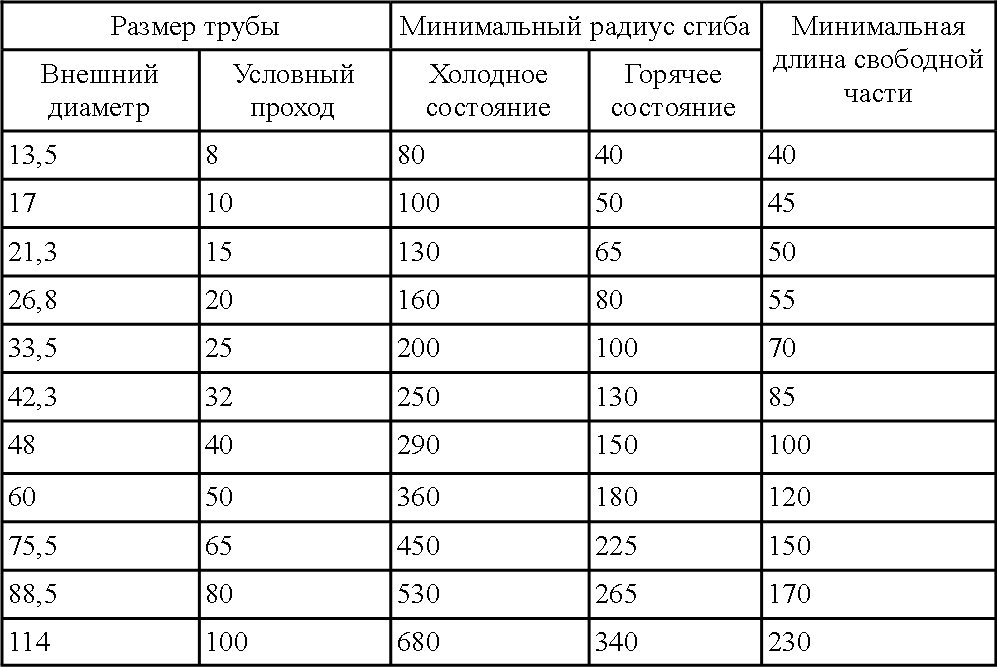
Для профтруб с высотой (h) до 20 мм длина сгибаемого участка должна быть более 2,5×h. Металлопрокат с профилем высотой более 20 мм безболезненно загибается на участках с минимальной длиной 3,5×h. Определение радиусов минимального изгиба можно определить по таблице.
Правильно проведенный технологический процесс позволит получить идеально ровный загиб проката и не даст изделию получить смятие или же лопнуть. Выбрав подходящий вариант технологии, необходимо учесть геометрические параметры, а также характеристику материала изделия. Согнуть профильную трубу можно двумя методами: с предварительным нагревом и в холодном состоянии.
Использование предварительного нагрева
Данную операцию проводят для изделий, имеющих профиль высотой более 40 мм. Внутрь профтрубы засыпается песок, и устанавливаются на торцах деревянные заглушки. Сыпучий материал позволит металлу получить равномерный прогрев по всей длине. В одной из заглушек делаются специальные отверстия для отвода образующегося при нагревании газа.
Песок для наполнения металлопрофиля используется очищенный, со средней зернистостью. Если таковой отсутствует, подойдет и материал из дворовой песочницы, который необходимо предварительно подготовить. Для начала он просеивается сквозь сито, имеющее ячейки не более 2,5 мм для удаления мелких камешков и гравия. Чтобы получить качественный наполнитель, его дополнительно пропускают через ячейки с размером до 0,7 мм. Этот процесс исключит спекание пылевых включений в песке при нагреве. Подготовленный материал прокаливается при температуре + 150 °С. В процессе засыпки песка в трубу, рекомендуется проводить постукивание по поверхности для лучшего распределения сыпучего материала.

Перед тем как изогнуть профиль для теплицы своими руками, необходимо обеспечить безопасность выполняемых работ. Используйте специальные рукавицы из плотного брезента, которые защитят руки от соприкосновения с горячим металлом, а также расположите неподалеку средства пожаротушения. Участок изделия, который необходимо гнуть, предварительно отжигается. Сам металлопрофиль крепится в специальном зажиме или же в тисках вместе с заготовленным шаблоном. Имеющийся на прокате стыковочный сварной шов должен обязательно находиться на боковой части изделия. Это защитит его от чрезмерных нагрузок при сжатии или же растяжении материала.
Предварительно обозначенный мелом участок нагревается докрасна горелкой. Полностью прогретый металлопрофиль медленно и плавно сгибается за один подход. Прикладываемые усилия должны находиться строго в одной плоскости (горизонтальной или же вертикальной). Остывшее изделие сравнивается с шаблоном, после чего из него удаляется песчаный наполнитель.
Этот способ, которым легко пользоваться в гараже, применяется при необходимости получения единичного углового изгиба. При многократном нагреве металлоизделия будет снижаться его прочность. Это следует учесть при подготовке своими руками в домашних условиях разнообразных деталей арочной конструкции беседки, теплицы, навеса или же другого сооружения.
Гибка в холодном состоянии
Гнутый металлопрофиль при применении холодной технологии получается при его высоте до 40 мм. Согнуть такой прокат можно как ручным, так и механизированным способом. При размере металлопрофиля до 10 мм нет необходимости в его наполнении песком. Выгнуть профтрубу без использования предварительного нагрева можно с помощью дополнительных приспособлений. Для тонкостенных изделий небольшого размера применяется гибкая пружина, помещаемая внутрь. Она позволяет изогнуть металлопрокат без его механического повреждения.
Перед тем как согнуть трубный профиль, края пружины фиксируются проволокой на концах трубы. Это закрепит ее внутри изделия и не даст выскочить при механическом воздействии. При этом самом простом методе необходимо соблюдать главное условие: пружина должна иметь размер лишь немного меньший внутренней части трубы. Загнуть профтрубу таким способом получится без повреждений металла. Правильно подобранный размер пружины позволит ее извлечь по окончании процесса быстро и легко.
Наличие трубогиба позволит проводить работы с продукцией минимального размера профиля 10 мм и максимального до 40 мм. Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.
Использование трубогиба
При значительных объемах для получения загнутого металлопрофиля потребуется особый станок – профилегиб. С его помощью гибка разнообразных профильных труб происходит легко и быстро. Применяя трубогиб, можно подготовить легкий каркас под козырек, парник или же другую дачную конструкцию. На стенках профиля удобно закрепится листовой металл или же профнастил.
Мощный универсальный станок гибочного типа понадобится для работы с трубами большого сечения. Конструктивно он состоит из трех валиков, из которых два имеют неподвижную фиксацию. Изменяющееся положение третьего ролика заставляет сгибаться изделие под нужный радиальный размер. Приводом этого мощного приспособления служит цепная передача и вращаемая оператором рукоятка.

Предлагаемые в магазинах трубогибы имеют ручной привод, гидравлический, а также электрический, в которых гибка профиля по радиусу производится с высокой точностью. К наиболее мощным ручным профилегибочным станкам, которые позволяют загнуть большую профильную трубу, относится ПГ-6. Это приспособление может одновременно сгибать комплект профилей шириной до 120 мм.
Наличие большого количества вариантов трубогибочных устройств предоставляет возможность для их полноценного использования при изготовлении многочисленных изделий. С их помощью создаются тепличные каркасы, навесы и многочисленные арочные стальные конструкции. Они позволяют получать согнутую на определенный градус профтрубу, изогнутый в дугу металлопрофиль, а также круг.
Изготовление профилегиба самостоятельно
Изготовление профилегибочного устройства своими руками позволит значительно сэкономить личные средства. Используя чертежи и специальные видео, процесс создания приспособления не займет много времени. Наличие чертежей предоставляет возможность к стандартной конструкции добавить некоторые усовершенствования. Представленные изображения и размеры для самостоятельного изготовления профилегиба можно корректировать под личные потребности.

Возможно многим из Вас в своей практике приходится иметь дело с профильными трубами, а также различными видами их соединений.
В данной статье, автор YouTube канала «Be Creative», расскажет Вам про один из способов красиво согнуть профильную трубу под углом 90 градусов.

Это соединение весьма надежно, и имеет эстетичный внешний вид. На нем также отсутствуют острые внешние углы, которые нежелательны для различных мебельных конструкций и спортивных снарядов.
Материалы.
— Профильная стальная труба 40Х40 мм.

Инструменты, использованные автором.
— Сварочный аппарат
— Болгарка
— Отрезной и зачистной диски
— Рулетка, угольник, маркер.
Процесс изготовления.
Первым делом мастер отмеряет точку сгиба профильной трубы размерами 40Х40 мм. После этого он размечает поперечные линии со всех сторон заготовки.


Теперь один из важных моментов. Автор отмечает половину ширины трубы, и откладывает ее от первой линии. Также наносит разметку поперечных линий вокруг трубы.



Для радиусной разметки подойдет либо циркуль, или любой круглый предмет подходящего диаметра.


Эта радиусная линия наносится с двух противоположных сторон, и отмечаются места, подлежащие удалению.
С одной стороны делаются прорези между первыми двумя линиями.
Далее удаляются две боковые стороны.


Полученная заготовка слегка разгибается в обратную сторону, а затем и в обратную. Так получается прямой угол со внешним скруглением.
Заготовка прихватывается с двух сторон.

Затем все швы тщательно провариваются.

После удаления шлака, поверхности сварных швов обрабатываются лепестковым зачистным диском.


Вот такое красивое и надежное соединение получилось у автора. Такой способ разметки подойдет для профильных труб и других размеров.
Благодарю автора за простой, но весьма полезный и красивый способ углового изгиба профильной трубы!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Вы опубликовали мою статью о теплице. Повторюсь: теплица арочного типа под пленку, площадью 130 кв. М, за очень небольшие деньги, полностью сделана вручную. Дизайн вызвал интерес у многих. И больше всего вопросов касалось того, как я делал арки.
Этот же вопрос стоял передо мной, когда я думал о строительстве теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Сразу отпал вариант с загибом кувалдой.
Это можно сделать, но в результате получится «криволинейная гнутая коронка».
Заказать гнутый профиль в организациях, занимающихся аналогичными работами, тоже не вариант. А как поставить готовые дуги? В моем случае их радиус составляет 3 м, а длина готового отрезка — 6 м. Для этого нужен специальный транспорт, а это совсем не бюджетно.Поразмыслив, пришел к выводу, что нужно сделать бендер своими руками .
Поскольку я не планировал использовать его в профессиональном масштабе, он сделал его максимально упрощенным. Главное — уметь контролировать радиус изгиба, а сам гибочный станок имел достаточную жесткость рамы, особенно в сочленении.
Для изготовления рамы он взял профильную трубу и куски уголка, которые он нашел в металлоломе, а также старый, но рабочий гидравлический домкрат.Домкрат подходит любой, вплоть до того, что есть в комплекте автомобиля. Как оказалось, усилие, необходимое для гибки профильной трубы 25 × 50 мм, невелико.
Смотрите также: Теплица своими руками из профильной трубы — фото и чертежи
На рынке куплено 6 подшипников 180307. Самая дорогая деталь — 3 вала. Их нужно было заказывать у токаря, он вырезал их и через пару дней доставил.
Конечно, хорошо, если сделать корпуса подшипников.Я просто приваривал их к каркасу в процессе строительства. Подшипники старались варить быстро, особо не перегревались, и сразу охлаждали, чтобы пластиковые заглушки, закрывающие шары, не плавились. Вариант не очень удачный, но если учесть, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставить их в одной плоскости, чтобы при изгибе арок не получилось такое же «кривое сверло», которое можно было получить с помощью простой нарезки кувалдой.
На один из валов приварил ручку, прокручивая ее, выдвигал будущую арку. Также важно иметь какой-то индикатор изгиба. Наблюдая за его отклонением, можно контролировать радиус кривизны дуг. В моем случае это пластина, приваренная к неподвижной части рамы. На нем и отмечена стрелка-указатель из металлической полосы приварена к той части конструкции, которая поднимается домкратом.
Процесс гибки трубы выглядел так. Я взял профильную трубу нужной длины (в моем случае — 9 м) и уложил в трубогиб, прижав домкратом.Нужно увидеть, как труба начинает немного гнуться. Сразу же поставьте отметку напротив стрелки на пластине управления, чтобы для следующей трубы использовалась такая же метка.
Поворачивая ручку, протягивая трубу по всей длине, доходя до конца, труба все равно зажималась, делала вторую отметку и вытягивала ту же трубу уже в противоположном направлении — и так три раза, пока моя 3-х метровая арка не приобрела требуемый радиус.
Особенно важно при последнем проходе следить за тем, чтобы стрелка, указывающая на поворот, всегда находилась в одном и том же положении.В этом случае все арки будут иметь одинаковую закругление. Что и требовалось!
На изготовление одной арки у меня ушло минут 5-6. Работа велась вдвоем, но удобнее, когда есть два помощника. Самая большая сложность — удержаться за почти законченную арку последние два прохода, потому что она поднимается вверх на 6 м.
Для этого использовали крышу здания: один человек встал на нее и закрепил трубу, а второй протягивал.Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал набор из 12 идеально изогнутых арок одинакового размера. Этого хватило на теплицу длиной 22 м. Ну и в качестве бонуса остался с исправным трубогибом.
ТРУБОГИБ СВОИМИ РУКАМИ — ФОТО
Смотрите также: Навес на баню из сотового поликарбоната своими руками
РУЧНАЯ ТРУБОГИЯ СВОИМИ РУКАМИ — ЧЕРТЕЖ
© Автор: А.Горобей
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже других записей на тему «Как сделать своими руками — домохозяин!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
Что такое концентрические изгибы?
Концентрические изгибы в кабелепроводе относятся к изгибам с большим радиусом, которые обычно совпадают с радиусами изгиба трубопроводов разного размера друг относительно друга. В таблице 2 главы 9 NEC указан минимальный радиус изгиба кабелепровода; обычно это радиус, встроенный в трубогибы всех размеров. Однако это только минимальный радиус . Всегда возможны изгибы с большим радиусом, если на это уходит немного времени.
Представьте стойку с трубами разного размера, выровненными параллельно друг другу. Когда придет время изгибать трубопровод (возможно, изгиб на 90 ° в каждом трубопроводе), они не будут хорошо совмещаться друг с другом во время изгиба или когда изгиб будет завершен, когда все трубопроводы используют разный радиус изгиба. Эта ступица предназначена для того, чтобы дать инструкции о том, как устранить эту визуальную проблему, сделав все каналы подходящими радиусами. В основном это вопрос внешнего вида, а не функции, многие работы по-прежнему требуют концентрических изгибов кабелепровода на стойках кабелепровода.
Математика концентрических изгибов
Как всегда, при составлении сложных инструкций по изгибу кабелепровода необходимо учитывать небольшую математику. Но не волнуйтесь, их немного. В качестве примера, который будет использоваться во всем этом концентраторе, мы будем использовать корпус 3-дюймового трубопровода с кабелепроводом, расположенным на расстоянии 2 дюймов от за пределами большего трубопровода и сделав тот же изгиб на 90 °. В кодовой книге NEC, глава 9, таблица 2, радиус изгиба 3 «электрического кабелепровода равен 13», а радиус ½ «равен всего 4».Поскольку меньший канал имеет гораздо меньший радиус изгиба, когда оба канала изгибаются до своего минимального радиуса (то есть нормального изгиба от любого изгиба) и выровнены так, чтобы изгиб начинался в той же точке, меньший канал должен пройти через больший и окажется не на той стороне большого трубопровода. Просто представьте себе большой канал с длинным и пологим изгибом и небольшой канал с гораздо более острым изгибом, идущий в одном направлении, и небольшой канал с внешней стороны изгиба.
Для небольшого трубопровода требуется гораздо больший радиус изгиба, но каким он должен быть? Вероятно, сейчас самое время определить некоторые математические термины, которые мы будем использовать. Представьте 4 куска трубопровода, все из которых согнуты под углом 90 и проложены встык, так что они образуют круг. Радиус — это расстояние от центра этого круга до внутри канала. Окружность — это расстояние, полностью охватывающее круг, образованный внутренней частью трубопровода, и равное радиусу, умноженному на 6.28 (радиус * 6,28).
Вернемся к нашей математической задаче. Радиус 3-дюймового канала составляет 13 дюймов (от NEC), а толщина этого канала составляет 3 дюйма. Канал ½ дюйма должен располагаться на расстоянии 2 дюймов от большего канала: сложение трех цифр (13 + 3 + 2) дает нам необходимый радиус изгиба трубы ½ дюйма, или 18 дюймов.
Выполнение концентрического изгиба в EMT
Концентрическое изгибание выполняется путем выполнения множества небольших изгибов с небольшим расстоянием между ними, а не одного большого изгиба. Требуется немного больше математики, чтобы решить, сколько изгибов потребуется и как далеко они должны быть друг от друга.Мы знаем, что радиус нашего концентрического изгиба должен составлять 18 дюймов; учитывая эту цифру, мы можем также узнать, какой длины он должен быть. В предыдущем разделе мы обнаружили, что окружность — это расстояние вокруг воображаемого круга, образованного четырьмя Изгибы на 90 °. Таким образом, нам нужно distance длины окружности, поскольку у нас есть только ¼ полной окружности. Расчет выглядит следующим образом: 18 дюймов * 6,28 / 4, или 28,2 дюйма. Если мы разделим это на 18,5 ° изгибов, мы получится изгиб на 90 °, который нам нужен (18 * 5 = 90). Деление 28.2 на 18 изгибов, мы видим, что каждый изгиб должен находиться на расстоянии 1,57 дюйма друг от друга — мы округлим это расстояние до 1,5 дюйма. Теперь это примерно минимально возможное при использовании трубогиба ½ дюйма, но тот факт, что мы будем делать только 5 °. сгибает помогает.
Пометьте кабелепровод с помощью 18 меток на расстоянии 1,5 дюйма друг от друга. Лучше всего сделать изгиб, а затем отрезать конец, чтобы он соответствовал существующему каналу, так как нормальная величина вычета больше не будет применяться. На ручных гибочных станках нет отметки 5 ° и даже силовые изгибы, такие как Greenlee 555, недостаточно точны для выполнения 18 одинаковых изгибов, поэтому каждый изгиб необходимо измерять транспортиром (угловым искателем) в процессе его выполнения.Поскольку многие электрики не владеют этим инструментом, я добавил ссылку на Amazon, где доступны несколько стилей. Выполняется первый изгиб и проверяется, что он составляет 5 °, второй изгиб должен показать в сумме 10 °, третий — 15 ° и так далее. Не пытайтесь делать каждый изгиб ровно на 5º, а лучше проверяйте общую величину изгиба, который был произведен каждый раз. Вот почему машина 555 не работает сама по себе; даже ошибка ½º может накапливаться в ошибку 9º за 18 поворотов, в результате чего ваш 90 ° останется только на 81º. На рисунках ниже показаны проверки, выполняемые по мере того, как производится все больше и больше изгибов — для фиксации гибочного станка и канала для фотографий использовались тиски, которые, конечно, не будут использоваться во время фактического процесса гибки.
Хотя верхний пример намного дешевле, нижний более точен и его легче читать. Если концентрические изгибы или даже изгиб трубы большего диаметра, вероятно, будут частыми, я предлагаю более дорогой вариант. Если вы планируете использовать его нечасто, вероятно, будет достаточно более дешевого примера.
Завершенный изгиб
На фотографии ниже показан завершенный концентрический изгиб с другим трубопроводом, проложенным в виде линейки для проверки радиуса. Это очень близко к желаемым 18 дюймам — успешный изгиб.Остается только отрезать концы по мере необходимости и поставить на место.
Другие особенности стойки концентрических изгибов:
- Трудно управлять концентрическими изгибами небольших трубопроводов с малым радиусом. Для примера мы использовали 18 изгибов, и возможно меньшее количество изгибов, но чем меньше изгибов, тем выше степень каждого изгиба. Вскоре трубопровод начинает выглядеть странно, с отрывистым видом изгиба. Пятнадцать поворотов неплохо, но на 9 изгибах совсем не хорошо.Радиус 6 дюймов позволяет иметь длину всего 9,4 дюйма, и даже 9 изгибов дают только около 1 дюйма между изгибами. Для фигур с очень большим радиусом может потребоваться еще больше изгибов, меньшая степень.
- Обычно в качестве базовой линии используется самый большой канал, направленный внутрь стойки изгибов, а другие трубы изгибаются как внутри, так и за пределами этой базовой линии. Однако есть исключения; канал диаметром 3½ дюйма внутри канала диаметром 4 дюйма может потребовать, чтобы меньший канал использовался в качестве базовой линии, а канал большего размера был изогнут в концентрическую форму.Трубопроводы внутри базовой линии рассчитываются путем вычитания без добавления толщины трубопровода и расстояния между трубопроводами для определения радиуса.
- Изготовление концентрических изгибов требует времени. Вполне возможно, что из-за большого стеллажа с трубопроводами такие изгибы будут неэкономичными, а нормальные изгибы, которые занимают лишь часть времени, необходимы независимо от внешнего вида. На сборку стеллажа из 15 или 20 труб может потребоваться 2 или более дней, тогда как нормальный изгиб можно выполнить за несколько часов.
Последнее замечание: эта статья — лишь одна из нескольких, написанных электриком для электриков. Было написано исчерпывающее руководство по изгибу кабелепровода, в котором дается краткое описание каждой страницы, а также ссылки на отдельные страницы, а также несколько других ссылок на страницы, которые могут быть полезны электрикам. Не стесняйтесь заглядывать на эту титульную страницу, есть ли еще что-нибудь интересное. Если вы не нашли то, что ищете, оставьте комментарий, и он будет учтен на следующих страницах; работа над всей серией продолжается и будет продолжаться.
,Изгиб трубопровода EMT: первое препятствие для начинающих
В коммерческой и промышленной сфере мало электриков, которые не знают, как согнуть кабелепровод EMT с помощью ручного гибочного станка ; это один из основных навыков, который необходимо приобрести — и, возможно, самый неприятный для начинающего электрика, — поэтому я написал это руководство по изгибу трубопроводов. Научиться гнуть кабелепровод — это ранняя задача начинающего электрика как в коммерческой, так и в промышленной областях.
Тем не менее, этому навыку нетрудно научиться, немного изучив и немного попрактиковавшись. Эта статья разделена на три основных раздела, а также это введение и краткое обсуждение необходимых инструментов. При внимательном чтении и некоторой практике (возможно, с некоторыми «костями» или ломом трубопровода с места работы) вы поймете основы того, как сгибать электрический кабель.
Обычно используются три основных изгиба: изгиб на 90 °, общее смещение и седло.Более продвинутый тип изгиба, называемый концентрическими изгибами , обсуждается в отдельной статье. Каждый из них будет обсуждаться отдельно, и вы должны убедиться, что каждый из них понят и отработан, прежде чем переходить к следующему разделу, поскольку каждый основан на предыдущем разделе.
Инструменты для гибки кабелепровода
Есть только несколько необходимых инструментов для гибки кабелепровода. Бендеры, конечно же, самые очевидные, и их выбор велик. Станки для гибки алюминия предпочтительнее станков для гибки стали, в то время как более прочные и иногда более дешевые станки также намного тяжелее, и дополнительный вес скажется на дневной работе.
У некоторых гибочных станков с обеих сторон есть маркировка, указывающая степень изгиба с одной стороны и «множитель» с другой, в то время как у некоторых нет, и для начинающего электрика очень выгодно иметь эти маркировки «множитель» как они постоянно используются в расчетах. Ручка хороша, но не обязательна. Большинство ручек для гибочных станков от производителя имеют больший размер со стороны пользователя и подходят для электрического кабелепровода, но фактический размер ручки такой же, как у обычной водопроводной трубы, и обычно ее можно найти в мусорном ведре на стройплощадке.
Если вы сделаете ручку самостоятельно (или попросите сантехника сделать это за вас), убедитесь, что обрезанный конец трубы хорошо подпилили, и постарайтесь подобрать длину другого гибочного станка того же размера. Наиболее распространенные размеры — ½ дюйма, ¾ дюйма и 1 дюйм, но многие магазины предоставляют размер 1 дюйм по мере необходимости. В некоторых магазинах также есть трубогибы меньшего размера, но для электрика рекомендуется иметь собственные трубогибы. Каждая марка немного отличается в использовании, и инструменты, принадлежащие электрику, могут быть «персонализированы» по своему вкусу.
Нужен хороший уровень торпедного типа. Убедитесь, что ваш уровень высшего качества — пластиковый уровень за 5 долларов просто не будет работать, и даже более дорогой уровень среднего качества не будет иметь срока службы хорошего уровня. Amazon предлагает несколько уровней высокого качества, которые являются хорошим выбором для электрика с такими удобствами, как V-образная канавка наверху, многоуровневые пузырьки с углом 30 ° и редкоземельные магниты. Сильные магниты являются плюсом, так как уровни часто помещают на трубопровод и оставляют, иногда на много футов в воздухе.И Checkpoint, и Swanson делают хорошие уровни, а в некоторых моделях даже есть винт «анти-собачка» для сгибания труб большого диаметра.
Хорошая рулетка. Лента дюйма, 25 футов является минимальной, предпочтительнее ленты 1, 25 или 30 футов. Особенность «выдающегося положения» важна, поскольку измерения обычно проводятся без поддержки под рулеткой, и она должна поддерживать себя при растяжении на 8 или 10 футов.
Понадобится несколько маркеров; широко используется обычный «маркер», как и карандаш плотника.Черные маркеры предпочтительнее, так как цвета могут быть плохо различимы на расстоянии или при тусклом свете, в то время как карандаш используется для открытых работ, например, в механическом цехе или на многих фабриках. Не используйте острие для открытых работ, так как канал часто окрашивается, и чернила будут просачиваться и будут видны после покраски.
Изгиб под прямым углом, или 90 °
Изгиб под прямым углом, или 90 °, будет первым изгибом. Любой может быстро научиться сгибать кабелепровод на 90 °, а затем отрезать его по размеру, но профессионалу разрез не понадобится.Вообразите пример трубы, прикрепленной горизонтально к стене; ему нужно пройти через стену к следующей стене, а затем повернуть на 90 ° и продолжить через вторую стену. Измерения и математика необходимы, но не волнуйтесь — математика проста. Измерьте расстояние от конца трубы до стены — возможно, это 25 ½ дюйма. На фотографии ниже передней стороны головки гибочного станка показано, что для condu «трубы вычитается из , что составляет 6 дюймов; вычтите 6 дюймов из 25 ½». размер оставив 19 ½ «. Нанесите отметку на новый кусок кабелепровода на расстоянии 19 ½ дюйма от конца.
Наденьте трубогиб на трубу и совместите стрелку на трубогибе с меткой; поместите трубогиб и трубку на пол. Носок гибочного станка должен быть направлен в сторону конца нового трубопровода, с которого были сняты размеры 19 ½ дюйма. Если трубопровод уже был согнут и прикреплен к детали, уже находящейся на стене, мысок гибочного станка был бы направлен в сторону уже установленный трубопровод.Если трубогиб помещается на трубопровод задом наперед, длина будет неправильной, поэтому убедитесь, что он направлен в правильном направлении. .
Сильно надавив на ножную педаль (большая часть силы, необходимой для сгибания трубопровода, будет исходить отсюда), прижмите ручку гибочного станка к полу. В нашем примере короткий конец трубы поднимется в воздух — как только он окажется под углом 45 °, возьмитесь за этот конец одной рукой и слегка надавите. Эта рука используется в первую очередь для стабилизации трубопровода, а не для его перегибания, поэтому не прилагайте там большого давления. Это также хорошее время, чтобы прикрепить уровень к поднимающейся части.Продолжайте изгибать трубу, пока она не станет почти вертикальной по отношению к полу, и проверьте уровень. Имейте в виду, что желателен очень небольшой изгиб, так как канал будет очень немного изгибаться назад при удалении изгиба; вес гибочного станка добавляет небольшой изгиб, просто находясь там. Несколько градусов изгиба обычно можно удалить вручную, но только до определенной степени, поэтому проверьте уровень до , этого будет достаточно. Убедитесь, что все время прикладывается сильное давление ногой — если этого не сделать, канал перегибается и разрушается.Национальный электротехнический кодекс вообще не допускает изгибов — изгибы должны выполняться плавно, поэтому используйте соответствующее давление ногой. Более крупный канал в этом отношении труднее; Для гибки трубопровода диаметром 1 ¼ «часто требуется, чтобы один человек стоял на ножке гибочного станка и один человек работал за ручку, чтобы трубогиб был сильно прижат к трубопроводу для гибки.
Вышеупомянутая процедура хорошо работает для коротких измерений, но что, если бы в нашем примере измерение было 110 дюймов до стены вместо 25 ½ дюймов? Гибочный станок будет располагаться только на 15-дюймовом трубопроводе (длина одного участка составляет 120 дюймов) вместо примерно 8 футов, и эти 15 дюймов будут постепенно уменьшаться по мере изгиба, в результате чего конец трубы будет разбит об пол и повреждены.Решение здесь состоит в том, чтобы «загнуть назад» трубу — повернуть трубогиб в другом направлении — это снова поставит трубогиб на длину 8 футов. Однако это также приведет к неправильной длине, поэтому при выполнении обратного изгиба нет никаких вычетов, которые следует учитывать, и звезда рядом с центром изгиба совмещается с меткой вместо стрелки. Задние загибы, как правило, не так точны по длине, но являются очень хорошим вариантом для длинных заглушек и обычно используются.
Изгиб смещения
Следующим обычным изгибом кабелепровода, который необходимо учитывать, является смещение.Изгиб со смещением используется, когда «трасса» кабелепровода должна продолжать движение в том же направлении, но встречает препятствие и уклоняется в сторону, над или под препятствием — общую форму см. На фотографиях ниже.
Первым шагом к смещению гибки снова является измерение и расчет. Точно измерьте, насколько далеко кабелепровод должен изгибаться, учитывая его толщину. Например, если трубопровод находится на верхней пластине заканчивающейся стены и должен подняться до потолка, измерение будет производиться от верхней части трубопровода на стене до потолка.При измерении от верха стены ( нижних существующего канала) до потолка новый канал после завершения будет заглублен в потолок.
Далее необходимо выбрать угол изгиба — как правило, чем короче измерение, тем меньше угол. Для измерения 5 дюймов может потребоваться изгиб на 22 ° (один из изгибов, отмеченных на устройстве для гибки), в то время как для измерения 15 дюймов, вероятно, потребуется изгиб на 30 °. Каждое обстоятельство индивидуально; попытайтесь представить себе, как будет изогнутый канал и какой длины будет изгиб со смещением.Скажем, нам нужен изгиб 5 дюймов; проверка множителя на изгиб 22 ° (штамп на стороне многих изгибов — в противном случае запоминается) показывает, что это 2,6. Это означает, что размер 5 дюймов становится 5 X 2,6 или 13 «Таким образом, на кабелепроводе на расстоянии 13 дюймов сделаны две отметки. Полное смещение необходимо выполнить до наезда на препятствие, поэтому убедитесь, что отметка дальше находится не дальше от конца канала, чем расстояние от существующего канала до препятствия.
Изгибы со смещением чаще всего выполняются загибом вверх дном; то есть с концом ручки на полу и головкой гибочного станка в воздухе.Вставьте кабелепровод в устройство для гибки, совместив самую дальнюю отметку с какой-либо отметкой на устройстве для гибки (передняя часть башмака — хорошее место, но любая отметка будет работать, если вы будете последовательны). Поставьте одну ногу на ручку гибочного станка, так как он будет выталкиваться, и медленно изгибайте трубу над трубогибом. Держите руку, оказывая давление, как можно ближе к изгибу, держа трубку под рукой, и сгибайте ее до тех пор, пока трубка не будет выровнена с соответствующей отметкой (в данном примере — 22 °).Сдвиньте канал вперед в устройстве для гибки, пока вторая отметка не совместится с передней частью башмака (или любым другим выбранным размещением башмака), и поверните трубопровод на 180 °, чтобы второй изгиб был в противоположном направлении. Повторите реальный процесс гибки, чтобы получить второй идентичный изгиб.
Практикуйтесь в использовании различных углов для изгибов. Меньшие углы сложнее получить точно так, как отклонение всего на 1-2 градуса (трудно увидеть на гибочной машине) будет иметь большее значение при изгибе на 10 °, а не, скажем, на 45 °.Они также изгибаются намного длиннее; сравните множитель колена 10 ° (6) с множителем колена 45 ° (1.4) и обычно не используются для больших смещений. Тем не менее, по возможности следует использовать изгибы меньшей степени, чтобы свести к минимуму количество изгибов на «участке» трубопровода. Запомните значения множителей и при необходимости возьмите с собой небольшой калькулятор (у большинства сотовых телефонов есть такая возможность).
Седла для гибки
Седла — это последний общий изгиб, и существует два типа седел, известных как 3-точечное и 4-точечное.Седла с четырьмя точками просты — это всего лишь два смещения (всего 4 изгиба) с промежутком между ними, чтобы временно поднять канал для пересечения препятствия. Выполняется одно смещение, а затем, когда труба помещается в трубогиб противоположным концом вперед, другой смещение изгибается.
Трехточечные седла значительно сложнее и являются проклятием для многих электриков. Есть много хороших электриков, которые спустя 10 лет все еще не могут сделать трехточечное седло и вынуждены гнуть четырехточечное седло для всего, но в этом нет необходимости.Узнайте, как согнуть седло с 3 точками.
Трехточечное седло состоит из 3-х изгибов, при этом первый обычно выполняется путем совмещения кабелепровода с отметкой изгиба в центре изгиба 45 °. Однако центральный изгиб 45 ° дает очень высокое седло; значительно больше, чем обычно требуется, и приводит к ненужному углу изгиба. Гораздо лучший подход — навсегда пометить изгибатель (помните о преимуществах наличия собственного личного изгиба?) Для центра изгиба 22 °. Изогните кусок трубопровода для отходов на 22 ° и, положив трубку на пол или стол, аккуратно отметьте центр изгиба.С глазным яблоком все в порядке — микрометр для этого не нужен. Замените кабелепровод в гибочном устройстве на то же место, где он был раньше (пометьте канал перед снятием на носке гибочного станка) и перенесите эту «центральную» метку на трубогиб. Сделайте этот след постоянным, проделав канавку на двух сторонах гибочного станка; теперь можно изгибать под углом 22 ° и знать, где находится центр изгиба.
Затем отметьте кабелепровод в том месте, где должен находиться центр седла, но имейте в виду, что канал будет «сжиматься» примерно на дюйма на каждый 1 дюйм глубины седла.То есть он сократит это ¼ «, поэтому, если центр изгиба должен быть на 20», сделайте отметку на 20 ¼ «для седла 1». Седло размером 2 дюйма будет иметь отметку 20 ½ дюйма вместо 20 дюймов. Сделайте две дополнительные отметки, по одной с каждой стороны от первой отметки, на расстоянии 4 дюйма от этой первой отметки для первых 1 дюйм седла плюс 6 дюймов для каждой. дополнительный 1 дюйм седла. Для 2-дюймового седла потребуется отметка 10 дюймов от первой отметки.
Вставьте кабелепровод в гибочный станок, совместив центральную метку с индивидуальной меткой файла, вырезанной на гибочном устройстве, и согните под углом 22 °.Сдвиньте кабелепровод вперед, пока следующая отметка не появится на стрелке, используемой для изгиба на угол 90 °, и поверните трубопровод на 180 ° перед тем, как согнуть второй изгиб до 11 ° или немного выше отметки 10 ° на гибочном устройстве. Затем переверните кабелепровод и снова вставьте в трубогиб и совместите третью отметку со стрелкой. Два уже выполненных изгиба будут на спереди гибочного станка, а не за ним. Снова согните тот же изгиб 11 °. Положите трубу на пол и убедитесь, что оба конца лежат ровно — возможно, потребуется небольшая дополнительная «настройка» для совершенства.
Заключительные соображения
Никогда не забывайте, что Национальный электротехнический кодекс ограничивает количество градусов изгиба до 360 ° между соединительными коробками, а также тот факт, что чем больше изгибов, тем труднее протягивать провод в электрический кабелепровод. Эти два факта делают очень важным ограничивать изгибы до необходимого минимума. К сожалению, многие электрики будут изгибать смещения только на 30 ° (математика проще, поскольку множитель равен 2 вместо 2,6) и 3-точечные седла с использованием центрального изгиба 45 ° (они не отметили центр изгиба 22 °) ,3-точечное седло теперь имеет 90 ° изгиба в трубу вместо 45 °, которое было бы при использовании изгиба 22 °, и смещение 60 ° вместо 20 ° или 44 °, если бы оно было изогнуто с помощью изгиба 10 ° или 22 °. , Дополнительные изгибы часто приводят к дополнительным распределительным коробкам и всегда более тяжелому натяжению, поэтому изгибайте с минимальным изгибом. Уметь делать минимальные необходимые изгибы так же важно, как и уметь изгибать кабелепровод.
Другой метод уменьшения изгиба — совместить половину смещения с изгибом на 90 °; 90 используется вместо второй половины изгиба со смещением.Смотрите фото для иллюстрации; изгиб должен быть очевиден и не будет обсуждаться, за исключением того, что снова будет «усадка» трубопровода. Величина усадки широко варьируется в зависимости от многих переменных, и хотя ее можно рассчитать, большинство электриков просто делают изгибы и обрезают кабелепровод по размеру. Этот тип изгиба называется «толчком» и очень распространен, поэтому ищите места, где можно использовать толчок вместо смещения, за которым следует 90 °. Дополнительные инструкции приведены в статье о том, как согнуть 90.
Последнее примечание: Эта статья — одна из нескольких, написанных электриком для электриков, изучающих, как сгибать кабелепровод EMT. Было написано исчерпывающее руководство по изгибу кабелепровода, в котором дается краткое описание каждой страницы, а также ссылки на отдельные страницы, а также несколько других ссылок на страницы, которые могут быть полезны электрикам. Не стесняйтесь заглядывать на эту титульную страницу, есть ли еще что-нибудь интересное. Если вы не нашли то, что ищете, оставьте комментарий, и он будет учтен на следующих страницах; работа над всей серией продолжается и будет продолжаться.
,Вам не всегда нужны сантехнические инструменты для гибки медных труб
Несмотря на то, что сейчас доступен широкий ассортимент сантехнических и медных трубок, все еще есть много людей, которые предпочитают долговечность традиционной медной трубы. Медные трубы можно купить в рулонах для использования за стенами, но вы можете смонтировать трубы на поверхности стены, и в этом случае вам понадобится красивая, аккуратная работа, и вам нужно будет согнуть трубы. ,
Существует несколько способов сгибания медных труб со специальными сантехническими инструментами и без них. Это несколько методов, которым я научился во время обучения сантехнику в Лимузене, Франция (см. Статью ниже).
Полезные сантехнические инструменты для гибки медных труб
- Паяльная лампа
- Тиски
- Сухой песок и воронка
- Пружины гибки труб
- Трубогибы
- Труборез
- Ведро холодной воды
- Квадрат (не показан), используется для проверки правильности угла поворота трубы
Защитное оборудование
Всегда имейте под рукой защитные перчатки и защитные очки
Что произойдет, если вы неправильно согнете трубы?
Если вы не будете поддерживать медные трубы во время изгиба, они сморщиваются и складываются.Это не только выглядит некрасиво, но, что более важно, вода не сможет свободно проходить.
Все описанные ниже методы гибки труб включают в себя поддержку трубы тем или иным способом во время ее сгибания.
Паяльные лампы
Для некоторых методов гибки труб вам необходимо нагреть трубы, и вы делаете это с помощью водопроводной горелки.
На иллюстрации показана небольшая горелка с бутаном с переносным баллоном идеально подходит для пайки труб, и с ее помощью можно почти согнуть трубы, но может быть сложно нагреть трубу до температуры.
Если у вас много работы с трубами, вы можете приобрести кислородно-ацетиленовую горелку , которая позволит вам нагреть трубы до докрасна, после чего они будут гнуться, как масло.
Как использовать трубогибы
Трубогибы, подобные этому, предназначены только для труб одного размера. Если вам нужно согнуть много труб разного размера, вам нужно будет приобрести комплект для гибки труб. Это имеет смысл только в том случае, если у вас много работы.
Преимущества
- Точный
- Легко
- Не нужно нагревать трубки
Недостатки
- Для каждого размера трубы требуется другой гибочный станок или
- Набор нужен
- Это может быть дорого
Пружины изгиба трубы
При использовании этого метода нагрейте трубу до докрасна по всей длине изгиба.Затем труба как можно быстрее вставляется в пружину, а затем вы изгибаете трубу, которая будет поддерживаться пружиной.
Примечание: Всегда используйте защитные перчатки и затем охладите трубу в ведре с холодной водой.
Преимущества
- Может быть дешевле трубогиба
- Удобство хранения и транспортировки
Недостатки
- Для каждого размера трубы требуется другой гибочный станок
Песок для поддержки медных труб
Да, вы можете гнуть трубы с помощью песка.Песок должен быть мелким и абсолютно сухим. Закрепите один конец трубы винтом из газеты, а затем заполните трубу песком.
Сильно постучите по трубе, чтобы песок стал плотным. Воздух или влага в трубе могут привести к складыванию и сжатию трубы. Когда больше нельзя добавлять песок, закройте другой конец трубы бумагой, нагрейте трубу до докрасна по всей длине изгиба и согните вручную.
Примечание: Всегда используйте защитные перчатки и затем охладите трубу в ведре с холодной водой.
Преимущества
Недостатки
Гибка труб с помощью тисков
Для сгибания труб можно использовать только руки и тиски. Нагрейте трубу до докрасна по всей длине изгиба, быстро вставьте в тиски и закройте тиски, пока они не коснутся трубы. Потяните трубу вверх за оба конца, чтобы получить правильный угол, прежде чем она остынет. Тиски поддерживают трубы по бокам во избежание обрушения.
Примечание: Всегда используйте защитные перчатки и затем охладите трубу в ведре с холодной водой.
Преимущества
- Бесплатно
- Легко
- Нужны только тиски
Недостатки
- Вы должны быть быстрым и опытным, поскольку это довольно сложно.
Что мне теперь делать?
К сожалению, Франция была не совсем готова к английской сантехнике, и поэтому я вместе с мужем принялась за ремонт красивой французской фермы и амбара, чтобы создать Les Trois Chenes, четырехкомнатную кровать и завтрак и трехкомнатный отдых. коттедж, аренда на время отпуска или gite , в Videix, Limousin, SW France.Сейчас мы перешли к покупке пары прекрасных старых французских руин, которые станут отличным домом для нашей семьи и, если все пойдет по плану, двух или трех отличных коттеджей.
,