Гост 2789 73 статус на 2020 год: Образцы шероховатости поверхности | Отечественное производство ГОСТ и ТУ: продажа, доставка по РФ и СНГ
Шероховатость поверхности. Параметры и характеристики – РТС-тендер
ГОСТ 2789-73
Группа Г00
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
МКС 01.040.25
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 23.04.73 N 995 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 07.05.80 N 2019
ИЗДАНИЕ (август 2006 г.) с Изменением N 1, утвержденным в мае 1980 г. (ИУС 7-80).
ВЗАМЕН ГОСТ 2789-59
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Приказом Федерального агентства по техническому регулированию и метрологии от 20 апреля 2017 года N 285-ст c 01.10.2017
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 7, 2017 год
1. Настоящий стандарт распространяется на шероховатость поверхности изделий независимо от их материала и способа изготовления (получения поверхности).
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т.д.).
(Измененная редакция, Изм. N 2).
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Если параметры , , определены на базовой длине в соответствии с табл.5 и 6 приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл.2-4 и п.9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40.
 Отклонения могут быть односторонними и симметричными.
Отклонения могут быть односторонними и симметричными.4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
1-5. (Измененная редакция, Изм. N 1).
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
— среднеарифметическое отклонение профиля;
Rz — наибольшая высота профиля;
Rmax — полная высота профиля;
— средний шаг неровностей;
— средний шаг местных выступов профиля;
— относительная опорная длина профиля, где — значение уровня сечения профиля.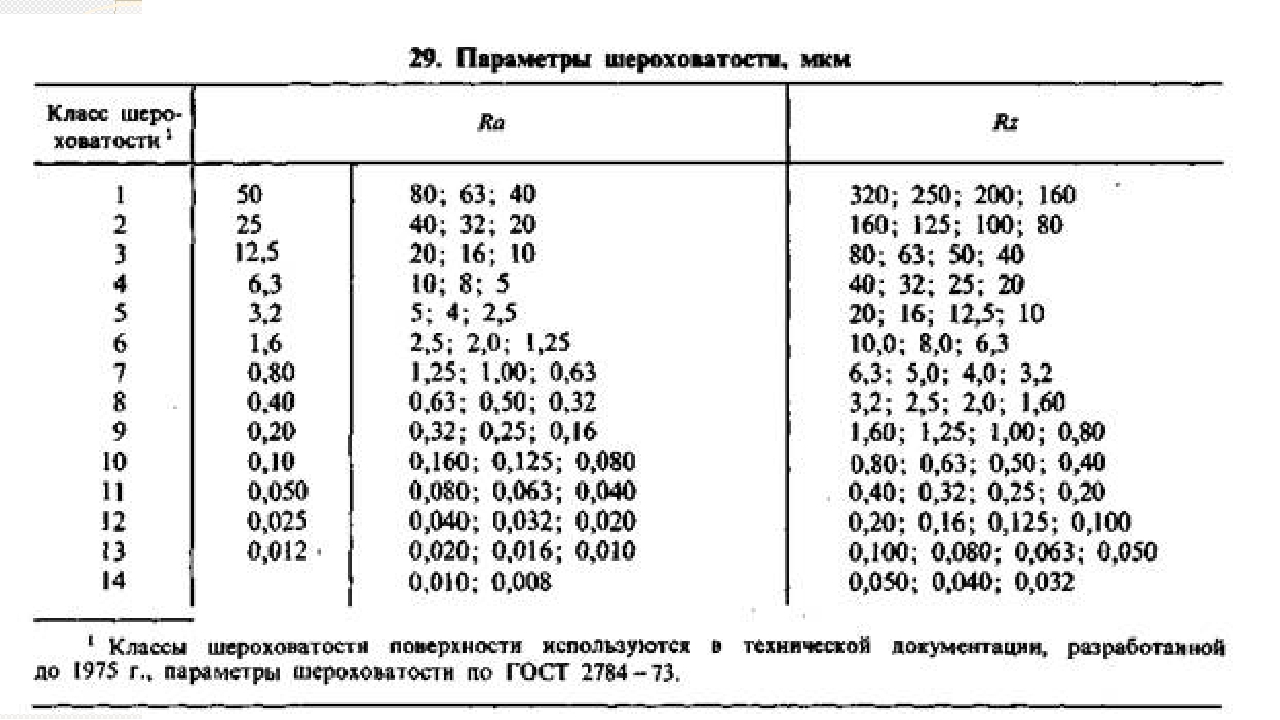
Параметр является предпочтительным.
(Измененная редакция, Изм. N 1, 2).
7. Типы направлений неровностей поверхности выбирают из табл.1.
Таблица 1
Типы направлений неровностей | Схематическое изображение | Пояснение |
Параллельное | Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перпендикулярное | Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перекрещивающееся | Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Произвольное | Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Кругообразное | Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования | |
Радиальное | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
8.
(Измененная редакция, Изм. N 1).
8.1. Среднеарифметическое отклонение профиля
Таблица 2
мкм
100 | 10,0 | 1,00 | 0,100 | 0,010 |
80 | 8,0 | 0,80 | 0,080 | 0,008 |
63 | 6,3 | 0,63 | 0,063 | — |
50 | 5,0 | 0,50 | 0,050 | — |
40 | 4,0 | 0,40 | 0,040 | — |
32 | 3,2 | 0,32 | 0,032 | — |
25 | 2,5 | 0,25 | 0,025 | — |
20 | 2,0 | 0,20 | 0,020 | — |
16,0 | 1,60 | 0,160 | 0,016 | — |
12,5 | 1,25 | 0,125 | 0,012 | — |
Примечaние. | ||||
 Предпочтительные значения параметров подчеркнуты.
Предпочтительные значения параметров подчеркнуты.
(Измененная редакция, Изм. N 1).
8.2 Наибольшая высота профиля Rz и полная высота профиля Rmax
Таблица 3
мкм
— | 1000 | 100 | 10,0 | 1,00 | 0,100 |
— | 800 | 80 | 8,0 | 0,80 | 0,080 |
— | 630 | 63 | 6,3 | 0,63 | 0,063 |
— | 500 | 50 | 5,0 | 0,50 | 0,050 |
— | 400 | 40 | 4,0 | 0,40 | 0,040 |
— | 320 | 32 | 3,2 | 0,32 | 0,032 |
— | 250 | 25,0 | 2,5 | 0,25 | 0,025 |
— | 200 | 20,0 | 2,0 | 0,20 | — |
1600 | 160 | 16,0 | 1,60 | 0,160 | — |
1250 | 125 | 12,5 | 1,25 | 0,125 | — |
Примечание. | |||||
 Предпочтительные значения параметров подчеркнуты.
Предпочтительные значения параметров подчеркнуты.8.2. (Измененная редакция, Изм. N 1, 2).
8.3. Средний шаг неровностей и средний шаг неровностей по вершинам
Таблица 4
мм
— | 10,0 | 1,00 | 0,100 | 0,010 |
— | 8,0 | 0,80 | 0,080 | 0,008 |
— | 6,3 | 0,63 | 0,063 | 0,006 |
— | 5,0 | 0,50 | 0,050 | 0,005 |
— | 4,0 | 0,40 | 0,040 | 0,004 |
— | 3,2 | 0,32 | 0,032 | 0,003 |
— | 2,5 | 0,25 | 0,025 | 0,002 |
— | 2,0 | 0,20 | 0,020 | — |
— | 1,60 | 0,160 | 0,0160 | — |
12,5 | 1,25 | 0,125 | 0,0125 | — |
8. 4. Относительная опорная длина профиля : 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
4. Относительная опорная длина профиля : 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
9. Числовые значения уровня сечения профиля выбирают из ряда 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от.
10. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
11. (Исключен, Изм. N 1).
12. Числовые значения параметров шероховатости по п.8 относятся к нормальному сечению.
13. Направление сечения не оговаривается, если требования технической документации относятся к направлению сечения на поверхности, которое соответствует наибольшим значениям высотных параметров.
(Измененная редакция, Изм. N 1).
14. (Исключен, Изм. N 1).
Рисунок. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (справочное)
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 5
Соотношение значений параметра и базовой длины
, мкм | , мм |
До 0,025 | 0,08 |
Св. | 0,25 |
» 0,4 » 3,2 | 0,8 |
» 3,2 » 12,5 | 2,5 |
» 12,5 » 100 | 8,0 |
 0,025 » 0,4
0,025 » 0,4
Таблица 6
Соотношение значений параметров , и базовой длины
=, мкм | , мм |
До 0,10 | 0,08 |
Св. 0,10 » 1,6 | 0,25 |
» 1,6 » 12,5 | 0,8 |
» 12,5 » 50 | 2,5 |
» 50 » 400 | 8 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). Термины и определения
ПРИЛОЖЕНИЕ 2
Справочное
Термин | Обозначение | Определение |
1. Номинальная поверхность | Поверхность, заданная в технической документации без учета допускаемых отклонений | |
2. Базовая линия (поверхность) | Линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности | |
3. Нормальное сечение | Сечение, перпендикулярное базовой поверхности | |
4. | Длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности | |
5. Средняя линия профиля | Базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднеквадратическое отклонение профиля до этой линии было минимальным | |
6. Выступ профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела | |
7. Впадина профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией, направленная в тело | |
8. Линия выступов профиля | Линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины | |
9. | Линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины | |
10. Неровность профиля | Выступ профиля и сопряженная с ним впадина профиля | |
11. Направление неровностей поверхности | Условный рисунок, образованный нормальными проекциями экстремальных точек неровностей поверхности на среднюю поверхность | |
12. Шероховатость поверхности | Совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины | |
13. Шаг неровностей профиля | Отрезок средней линии профиля, содержащий неровность профиля | |
14. | Отрезок средней линии между проекциями на нее наивысших точек соседних местных выступов профиля | |
15. Средний шаг неровностей профиля | Среднее значение шага неровностей профиля в пределах базовой длины | |
16. Средний шаг местных выступов профиля | Среднее значение шага местных выступов профиля в пределах базовой длины | |
17. Наибольшая высота профиля | Rz | Сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины |
18. Полная высота профиля | Rmax | Сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки |
19. | Расстояние между любой точкой профиля и средней линией | |
20. Среднеарифметическое отклонение профиля | Среднеарифметическое абсолютных значений отклонений профиля в пределах базовой длины
, | |
где — базовая длина; | ||
21. Опорная длина профиля | Сумма длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии | |
22. Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине | |
23. | Расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля |
 Базовая длина
Базовая длина Линия впадин профиля
Линия впадин профиля Шаг местных выступов профиля
Шаг местных выступов профиля Отклонение профиля
Отклонение профиля Уровень сечения профиля
Уровень сечения профиля
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 1, 2).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2006
Редакция документа с учетом
изменений и дополнений подготовлена
АО «Кодекс»
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
Текст ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2789-73
Группа Г00
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Параметры и характеристики
Surface roughness. Parameters and characteristics
МКС 01.040.25
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 23. 04.73 N 995 дата введения установлена 01.01.75
04.73 N 995 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 07.05.80 N 2019
Издание (август 2018 г.) с Изменениями N 1, 2, утвержденными в мае 1980 г., январе 2017 г. (ИУС 7-80, 7-2017)
ВЗАМЕН ГОСТ 2789-59
1. Настоящий стандарт распространяется на шероховатость изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т. д.).
д.).
(Измененная редакция, Изм. N 2).
Требования к шероховатости поверхности
2. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra, Rz, определены на базовой длине в соответствии с табл.5 и 6 приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл.2-4 и п.9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например,к участкам поверхности, заключенным между порами крупнопористого материала участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
2-5. (Измененная редакция, Изм. N 1).
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra — среднеарифметическое отклонение профиля;
Rz — наибольшая высота профиля;
— полная высота профиля;
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
— относительная опорная длина профиля, где — значение уровня сечения профиля.
Параметр Ra является предпочтительным.
(Измененная редакция, Изм. N 1, 2).
Типы направлений неровностей поверхности
7. Типы направлений неровностей поверхности выбирают из табл.1.
Таблица 1
Типы направлений неровностей | Схематическое изображение | Пояснение |
Параллельное | Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перпендикулярное | Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перекрещивающееся | Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Произвольное | Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Кругообразное | Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования | |
Радиальное | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
Числовые значения параметров шероховатости
8. Числовые значения параметров шероховатости (наибольшие, наименьшие, номинальные или диапазоны значений) выбирают из пп.8.1, 8.2, 8.3, 8.4.
Числовые значения параметров шероховатости (наибольшие, наименьшие, номинальные или диапазоны значений) выбирают из пп.8.1, 8.2, 8.3, 8.4.
Среднеарифметическое отклонение профиля Ra
8.1. Среднеарифметическое отклонение профиля Ra
Таблица 2
мкм
100 | 10,0 | 1,00 | 0,100 | 0,010 |
80 | 8,0 | 0,80 | 0,080 | 0,008 |
63 | 6,3 | 0,63 | 0,063 | — |
50 | 5,0 | 0,50 | 0,050 | — |
40 | 4,0 | 0,40 | 0,040 | — |
32 | 3,2 | 0,32 | 0,032 | — |
25 | 2,5 | 0,25 | 0,025 | — |
20 | 2,0 | 0,20 | 0,020 | — |
16,0 | 1,60 | 0,160 | 0,016 | — |
12,5 | 1,25 | 0,125 | 0,012 | — |
Примечaние. |
 Предпочтительные значения параметров подчеркнуты.
Предпочтительные значения параметров подчеркнуты.
8, 8.1 (Измененная редакция, Изм. N 1).
Наибольшая высота профиля Rz и полная высота профиля R(max)
8.2 Наибольшая высота профиля Rz и полная высота профиля
Таблица 3
мкм
— | 1000 | 100 | 10,0 | 1,00 | 0,100 |
— | 800 | 80 | 8,0 | 0,80 | 0,080 |
— | 630 | 63 | 6,3 | 0,63 | 0,063 |
— | 500 | 50 | 5,0 | 0,50 | 0,050 |
— | 400 | 40 | 4,0 | 0,40 | 0,040 |
— | 320 | 32 | 3,2 | 0,32 | 0,032 |
— | 250 | 25,0 | 2,5 | 0,25 | 0,025 |
— | 200 | 20,0 | 2,0 | 0,20 | — |
1600 | 160 | 16,0 | 1,60 | 0,160 | — |
1250 | 125 | 12,5 | 1,25 | 0,125 | — |
|
(Измененная редакция, Изм. N 1, 2).
Средний шаг неровностей Sm и средний шаг неровностей по вершинам S
8.3. Средний шаг неровностей Sm и средний шаг неровностей по вершинам S
Таблица 4
мкм
— | 10,0 | 1,00 | 0,100 | 0,010 |
— | 8,0 | 0,80 | 0,080 | 0,008 |
— | 6,3 | 0,63 | 0,063 | 0,006 |
— | 5,0 | 0,50 | 0,050 | 0,005 |
— | 4,0 | 0,40 | 0,040 | 0,004 |
— | 3,2 | 0,32 | 0,032 | 0,003 |
— | 2,5 | 0,25 | 0,025 | 0,002 |
— | 2,0 | 0,20 | 0,020 | — |
— | 1,60 | 0,160 | 0,0160 | — |
12,5 | 1,25 | 0,125 | 0,0125 | — |
8. 4. Относительная опорная длина профиля : 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
4. Относительная опорная длина профиля : 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%.
9. Числовые значения уровня сечения профиля выбирают из ряда 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от .
10. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
11. (Исключен, Изм. N 1).
12. Числовые значения параметров шероховатости по п.8 относятся к нормальному сечению.
13. Направление сечения не оговаривается, если требования технической документации относятся к направлению сечения на поверхности, которое соответствует наибольшим значениям высотных параметров.
(Измененная редакция, Изм. N 1).
14. (Исключен, Изм. N 1).
Рисунок. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (справочное). Соотношение значений параметра Ra, Rz, R(max) и базовой длины
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 5
Соотношение значений параметра Ra и базовой длины
Ra, мкм | , мм |
До 0,025 | 0,08 |
Св. 0,025 » 0,4 | 0,25 |
» 0,4 » 3,2 | 0,8 |
» 3,2 » 12,5 | 2,5 |
» 12,5 » 100 | 8,0 |
Таблица 6
Соотношение значений параметров Rz, и базовой длины
, мкм | , мм |
До 0,10 | 0,08 |
Св. 0,10 » 1,6 | 0,25 |
» 1,6 » 12,5 | 0,8 |
» 12,5 » 50 | 2,5 |
» 50 » 400 | 8 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). Термины и определения
ПРИЛОЖЕНИЕ 2
Справочное
Термин | Обозначение | Определение |
1. Номинальная поверхность | Поверхность, заданная в технической документации без учета допускаемых отклонений | |
2. Базовая линия (поверхность) | Линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности | |
3. Нормальное сечение | Сечение, перпендикулярное базовой поверхности | |
4. Базовая длина | Длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности | |
5. Средняя линия профиля | Базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднеквадратическое отклонение профиля до этой линии было минимальным | |
6. Выступ профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела | |
7. Впадина профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией, направленная в тело | |
8. Линия выступов профиля | Линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины | |
9. Линия впадин профиля | Линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины | |
10. Неровность профиля | Выступ профиля и сопряженная с ним впадина профиля | |
11. Направление неровностей поверхности | Условный рисунок, образованный нормальными проекциями экстремальных точек неровностей поверхности на среднюю поверхность | |
12. Шероховатость поверхности | Совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины | |
13. Шаг неровностей профиля | Отрезок средней линии профиля, содержащий неровность профиля | |
14. Шаг местных выступов профиля | Отрезок средней линии между проекциями на нее наивысших точек соседних местных выступов профиля | |
15. Средний шаг неровностей профиля | Sm | Среднее значение шага неровностей профиля в пределах базовой длины |
16. Средний шаг местных выступов профиля | S | Среднее значение шага местных выступов профиля в пределах базовой длины |
17. Наибольшая высота профиля | Rz | Сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины |
18. Полная высота профиля | Rmax | Сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки |
19. Отклонение профиля | Расстояние между любой точкой профиля и средней линией | |
20. Среднеарифметическое отклонение профиля | Ra | Среднеарифметическое абсолютных значений отклонений профиля в пределах базовой длины
, |
где — базовая длина; — число выбранных точек профиля на базовой длине | ||
21. Опорная длина профиля | Сумма длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии | |
22. Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине | |
23. Уровень сечения профиля | Расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля |
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 1, 2).
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2018
ГОСТы на покрытия из резиновой крошки
Очень часто при работе с травмобезопасными покрытиями на основе резиновой крошки многие компании руководствуются старыми ГОСТами и другими нормативными документами, которые потеряли свою актуальность. Среди них, например, ГОСТ Р ЕН 1177-2006, ГОСТ Р 52301-2004 и т.д.
Практически все производители, производящих покрытия из резиновой крошки, имеют сертификаты на свою продукцию. Сейчас мы перечислим действующие ГОСТы наиболее часто встречающиеся в сертификатах на сырье и изделия из резиновой крошки, укажем их область применения. Про ТУ мы уже подробно рассказали здесь, а также рассматривали ГОСТы, которые предъявляются требования безопасности к детским площадкам и их покрытиям (см. здесь). Сертификаты на продукцию прилагаются к документации при проведении тендеров и при заключении договоров, в зависимости от требования заказчика.
ГОСТ 2789-73 «Шероховатость поверхности. Параметры и характеристики». Настоящий стандарт распространяется на шероховатость поверхности изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности. Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т.д.)
ГОСТ 270-75 «Резина. Метод определения упругопрочностных свойств при растяжении». Настоящий стандарт распространяется на резину и устанавливает метод определения упругопрочностных свойств при растяжении по показателям: прочности при растяжении, относительному удлинению при разрыве, напряжению при заданном удлинении.
ГОСТ 12.1.007-76 «Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности». Настоящий стандарт распространяется на вредные вещества, содержащиеся в сырье, продуктах, полупродуктах и отходах производства, и устанавливает общие требования безопасности при их производстве, применении и хранении. Стандарт не распространяется на вредные вещества, содержащие радиоактивные и биологические вещества (сложные биологические комплексы, бактерии, микроорганизмы и т.п.).
ГОСТ 20014-83 «Резины пористые. Методы определения сопротивления сжатию». Распространяется на пористые резины на основе латекса и твердого каучука и устанавливает методы определения сопротивления сжатию.
ГОСТ 8407-89 «Сырье вторичное резиновое. Покрышки и камеры шин. Технические условия». Настоящий стандарт распространяется на изношенные покрышки и камеры, непригодные для дальнейшего использования и восстановления, а также покрышки и камеры, забракованные по результатам контроля, применяемые для производства регенерата, материалов строительного и технического назначения, строительства гидротехнических сооружений, для пиролиза, сжигания в печах и термодеструкции в углеводородных средах.
ГОСТ Р 52167-2012 «Оборудование и покрытия детских игровых площадок. Безопасность конструкции и методы испытаний качелей. Общие требования». Определяет размер зоны приземления и свойства ударопоглощающего покрытия.
ГОСТ Р 52168-2012 «Оборудование и покрытия детских игровых площадок. Безопасность конструкции и методы испытаний горок. Общие требования». Применительно к травмобезопасным покрытиям — определяет размер зоны приземления и демпфирующие свойства покрытия.
ГОСТ Р 52169-2012 «Оборудование и покрытия детских игровых площадок. Безопасность конструкции и методы испытаний. Общие требования». В этом ГОСТе указаны параметры травмобезопасных зон и свойства ударопоглощающих покрытий на детской площадке.
ГОСТ Р 52300-2013 «Оборудование и покрытия детских игровых площадок. Безопасность конструкции и методы испытаний каруселей. Общие требования (Переиздание)».
ГОСТ Р 52301-2013 «Оборудование и покрытия детских игровых площадок. Безопасность при эксплуатации. Общие требования». В этом стандарте описаны требования при монтаже и правила эксплуатации детских игровых площадок.
ГОСТ Р 55529-2013 «Объекты спорта. Требования безопасности при проведении спортивных и физкультурных мероприятий. Методы испытаний»
ГОСТ 2.601-2013 «Единая система конструкторской документации (ЕСКД). Эксплуатационные документы (с Поправкой)». Этот нормативный документ устанавливает виды, комплектность и общие требования к выполнению эксплуатационных документов.
ГОСТ Р 52024-2003 «Услуги физкультурно-оздоровительные и спортивные. Общие требования». Данный стандарт определяет требования к зданиям, сооружениям, оборудованию и площадкам физкультурно-оздоровительных комплексов.
ГОСТ Р ЕН 1177-2013 «Покрытия игровых площадок ударопоглощающие. Определение критической высоты падения». Этот нормативный документ устанавливает метод испытания для оценки способности покрытий игровых площадок смягчать удар при падении в зоне приземления оборудования детской игровой площадки.
ГОСТ Р 58725-2019 «Покрытия спортивные резиновые рулонные. Технические условия». Нормативный документ для рулонных покрытий вступил в силу 01.09.2020. ГОСТ регламентирует допуски и характеристики спортивных рулонных изделий из резиновой крошки промышленного изготовления. Например, рулонное покрытие должно быть водонепроницаемым, а плотность материала — не менее 1000 кг/м3.
ГОСТ Р 58726-2019 «Покрытия полимерные резиновые плиточные. Технические условия». Этот стандарт также введен 01 сентября 2020 года, регламентирует крепления линейные размеры и допуски модульных покрытий для спортивных площадок, а также предъявляет требования к поверхности спортивного покрытия. Например, спортивное покрытие может быть однослойным и многослойным, и при этом гомогенным (однородным) по цвету и плотности.
ГОСТ Р 59010-2020 «Оборудование и покрытия игровых площадок. Дополнительные требования безопасности и методы испытаний оборудования универсальных игровых площадок». Стандарт способствует организации детских площадок для детей с ограниченными возможностями.
ГОСТ 34615-2019 «Покрытия ударопоглощающие игровых площадок. Определение критической высоты падения». Данный межгосударственный документ предъявляет требования к испытательному оборудованию, описывает методику испытания на удар для определения ударопоглощающих свойств покрытий, а также определяет зоны испытуемых участков.
ТР ЕАЭС 042/2017 Технический регламент Евразийского Экономического Союза «О безопасности оборудования для детских игровых площадок». Действует с 17 ноября 2018 года на территории стран, членов Евразийского экономического союза (Россия, Беларусь, Армения, Казахстан и Киргизия). Приводит в соответствие национальные нормативные документы и ГОСТы с межгосударственным Техническим регламентом ЕАЭС. Подробнее см. здесь.
См. также:
Безопасность детских площадок
Резиновая плитка. ГОСТ или ТУ?
Технический регламент на детские площадки ТР ЕАЭС 042/2017
Основные ошибки при работе с резиновой крошкой
Ремонт покрытия из резиновой крошки. Делаем самостоятельно
Изготовление резинового покрытия своими руками
Бордюры и тротуары
Полиуретановый клей для резиновой крошки
Травмобезопасное покрытие. Вопрос — ответ
Преимущества покрытия из резиновой плитки
Резиновая плитка или бесшовное покрытие? Как проверить качество?
Зимой и летом одним цветом или надежные красители резиновой плитки
Каталог центров коллективного пользования научным оборудованием
Анализатор размеров частиц лазерный
Загрузка прибора: нет данных за 2021 год
Марка:
Ласка — ТД
Фирма-изготовитель:
ООО «БиоМедСистем»
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2019
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Вакуумная электропечь СНВЭ-9/18
Загрузка прибора: нет данных за 2021 год
Марка:
СНВЭ-9/18
Фирма-изготовитель:
НПП МосЗЭТО
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2006
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Высокотемпературный вертикальный дилатометр L75VS500LT (Linseis)
Загрузка прибора: нет данных за 2021 год
Марка:
L75VS500LT
Фирма-изготовитель:
Linseis Messgeraete GmbH
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
2009
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Высокочастотная резонансная машина MIKROTRON (Rumul)
Загрузка прибора: нет данных за 2021 год
Марка:
MIKROTRON
Фирма-изготовитель:
Rumul
Страна происхождения фирмы-изготовителя:
Швейцария
Год выпуска:
2011
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Камера тепла — холода
Загрузка прибора: нет данных за 2021 год
Марка:
TНС 12
Фирма-изготовитель:
ООО «Теста»
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2020
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Комплекс термических печей ШС-0,25-20; ПКЛ-1,2-36; ПМУ-1,0-7; ПМЗ-1,2-3
Загрузка прибора: нет данных за 2021 год
Марка:
ШС-0,25-20; ПКЛ-1,2-36; ПМУ-1,0-7; ПМЗ-1,2-3
Фирма-изготовитель:
НПП Теплоприбор
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2003
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Копер маятниковый IT 542 (Tinius)
Загрузка прибора: нет данных за 2021 год
Марка:
IT 542
Фирма-изготовитель:
Tinius Olsen Testing Machine Co, Inc
Страна происхождения фирмы-изготовителя:
Соединённые Штаты Америки
Год выпуска:
2007
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Магнитоизмерительный комплекс Remagraph
Загрузка прибора: нет данных за 2021 год
Марка:
Remagraph
Фирма-изготовитель:
Dr. Steingroever GmbH
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
2010
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Магнитоизмерительный комплекс Remagraph C-500
Загрузка прибора: нет данных за 2021 год
Марка:
Remagraph C-500
Фирма-изготовитель:
Dr. Steingroever GmbH
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
2002
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Машина трения четырехшариковая ЧМТ-1
Загрузка прибора: нет данных за 2021 год
Марка:
ЧМТ-1
Фирма-изготовитель:
ОАО Нефтехиммашсистемы
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2006
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Микротвердомер Shimadzu HMV-G21DT
Загрузка прибора: нет данных за 2021 год
Марка:
Shimadzu HMV-G21DT
Фирма-изготовитель:
Shimadzu Corporation
Страна происхождения фирмы-изготовителя:
Япония
Год выпуска:
2014
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Многофункциональный комплекс для наноиспытаний Hysitron TriboIndenter TI 900 (Hysitron)
Загрузка прибора: нет данных за 2021 год
Марка:
Hysitron TriboIndenter TI 900
Фирма-изготовитель:
Hysitron Inc
Страна происхождения фирмы-изготовителя:
Соединённые Штаты Америки
Год выпуска:
2010
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Оптический микроскоп NEOPHOT-21 (Carl Zeiss)
Загрузка прибора: нет данных за 2021 год
Марка:
NEOPHOT-21
Фирма-изготовитель:
Karl Zeiss Jena
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
1989
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Оптический профилометр Wyko NT 1100 (Veeco)
Загрузка прибора: нет данных за 2021 год
Марка:
Wyko NT 1100
Фирма-изготовитель:
Veeco Instruments
Страна происхождения фирмы-изготовителя:
Соединённые Штаты Америки
Год выпуска:
2007
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Оптический эмиссионный спектрометр SPECTROMAXx (SPECTRO)
Загрузка прибора: нет данных за 2021 год
Марка:
SPECTROMAXx
Фирма-изготовитель:
SPECTRO Analytical Instruments GmbH
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
2009
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
не указано
Пластометрический комплекс ОПТ
Загрузка прибора: нет данных за 2021 год
Марка:
ОПТ
Фирма-изготовитель:
ЛМЗ
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2003
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Прибор динамического механического анализа
Загрузка прибора: нет данных за 2021 год
Марка:
DMA EPLEXOR 100N
Фирма-изготовитель:
NETZSCH GABO Instruments GmbH
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
2020
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Рентгеновский волнодисперсионный микроанализатор к сканирующему электронному микроскопу Tescan Vega II XMU INCA WAVE 700 (OXFORD)
Загрузка прибора: нет данных за 2021 год
Марка:
INCA WAVE 700
Фирма-изготовитель:
OXFORD instruments
Страна происхождения фирмы-изготовителя:
Великобритания
Год выпуска:
2006
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Рентгеновский дифрактометр SHIMADZU XRD-7000
Загрузка прибора: нет данных за 2021 год
Марка:
SHIMADZU XRD-7000
Фирма-изготовитель:
Shimadzu Corporation
Страна происхождения фирмы-изготовителя:
Япония
Год выпуска:
2007
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Рентгеновский энергодисперсионный микроанализатор к сканирующему электронному микроскопу Tescan Vega II XMU INCA ENERGY 450 (OXFORD)
Загрузка прибора: нет данных за 2021 год
Марка:
INCA ENERGY 450
Фирма-изготовитель:
OXFORD instruments
Страна происхождения фирмы-изготовителя:
Великобритания
Год выпуска:
2007
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Сервогидравлическая испытательная система Instron 8801 (укомплектована Системой анализа деформаций StrainMaster–2D/3D)
Загрузка прибора: нет данных за 2021 год
Марка:
Instron 8801
Фирма-изготовитель:
Instron
Страна происхождения фирмы-изготовителя:
Великобритания
Год выпуска:
2003
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Система для измерения микротвердости Fisherscope HM 2000 XYm
Загрузка прибора: нет данных за 2021 год
Марка:
Fisherscope HM 2000 XYm
Фирма-изготовитель:
Fiscerscope Inc
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
2009
Количество единиц:
1
Система ионного травления для высококачественной подготовки образцов
Загрузка прибора: нет данных за 2021 год
Марка:
SemPrep 2 (SC-2100)
Фирма-изготовитель:
Techoorg — Linda Scientific and Technicfl Development Ltd. Co
Страна происхождения фирмы-изготовителя:
Венгрия
Год выпуска:
2020
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Сканирующий электронный микроскоп Tescan Vega II XMU (мод.)
Загрузка прибора: нет данных за 2021 год
Марка:
Tescan Vega II XMU
Фирма-изготовитель:
Tescan, a.s.
Страна происхождения фирмы-изготовителя:
Чехия
Год выпуска:
2006
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
не указано
Стан прокатный Дуо/Кварто
Загрузка прибора: нет данных за 2021 год
Марка:
Дуо/Кварто
Фирма-изготовитель:
ЦНИИТМАШ
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2003
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Универсальная испытательная гидравлическая машина Super “L60” (Tinius)
Загрузка прибора: нет данных за 2021 год
Марка:
Super “L60”
Фирма-изготовитель:
Tinius Olsen Testing Machines Co. Inc
Страна происхождения фирмы-изготовителя:
Соединённые Штаты Америки
Год выпуска:
2011
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Универсальная испытательная машина Zwick Z2.5
Загрузка прибора: нет данных за 2021 год
Марка:
Zwick Z2.5
Фирма-изготовитель:
ZWICK GmbH
Страна происхождения фирмы-изготовителя:
Германия
Год выпуска:
2009
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Установка трибологическая на базе станка поперечно-строгального
Загрузка прибора: нет данных за 2021 год
Марка:
7303
Фирма-изготовитель:
ИМАШ УрО РАН
Страна происхождения фирмы-изготовителя:
Россия
Год выпуска:
2007
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
да
Цифровой анализатор шумов Баркгаузена MicroScan 600 (Stresstech)
Загрузка прибора: нет данных за 2021 год
Марка:
MicroScan 600
Фирма-изготовитель:
Stresstech Group
Страна происхождения фирмы-изготовителя:
Финляндия
Год выпуска:
2007
Количество единиц:
1
Наличие сертификата и других признаков метрологического обеспечения:
нет
Создание шаблон чертежа по ГОСТ ЕСКД в SolidWorks
Всем привет! В этом уроке мы создадим свой шаблон для создания чертежей в SolidWorks по ГОСТ ЕСКД. В этот шаблон мы загрузим все настройки создания чертежей в SolidWorks в соответствии с ГОСТами, а также внесем некоторое элементы примечаний для наших чертежей.
Настраиваем шаблон чертежа в SolidWorksОткрываем SolidWorks , затем одним из трех способов, указанных в уроке «Первый запуск SolidWorks» создаем новый документ. В окне «Новый документ СВ» нужно выбрать шаблон чертежа «gost-part drw», если данный шаблон не отображается нужно нажать на кнопку дополнительно в левом нижнем углу.
Окно новый документ в SolidWorks, выбор шаблона чертежа.Выбираем шаблон и нажимаем ОК. В окне «Формат листа/Размер» нажимаем «Отмена» также нажимаем на красный крестик на экране справа.
Перед нами открылся чистый чертежный лист. Первый делом в шаблон чертежа нужно добавить настройки по ГОСТ ЕСКД.
Для этого заходим в настройки SolidWorks, (нажимаем на иконку шестеренки) переходи на вкладку «Свойства документа».
Значок шестеренки в SolidWorksЗдесь можно добавить настройки чертежного стандарта из файла, созданного в уроках: «Настройки чертежа SolidWorks по ГОСТ ЕСКД №1» и «Настройки чертежа SolidWorks по ГОСТ ЕСКД №2».
Окно с настройками SolidWorks, вкладка свойства документаДанный файл должен находится в папке: «C:\ProgramData\SOLIDWORKS\SOLIDWORKS 2019\templates» если вы не меняли путь для сохранения файла с шаблоном.
Папка с сохранённым файлом чертежных настроек SolidWorksЕсли вы по каким-то причинам не прошли эти уроки, то можете скачать файл с настройками чертежа в SolidWorks по ГОСТ ЕСКД на этой странице.
Но я все же рекомендую хотя бы мельком взглянуть на эти уроки, лишним точно не будет!
В общем выбираем наш файл с настройками и нажимаем «Открыть» и все настройки загружаются в наш шаблон. Далее нажимаем ОК и закрываем окно настроек SolidWorks.
На этом, в принципе, можно было бы остановится и сохранить наш шаблон чертежа, но я все же рекомендую добавить еще некоторые позиции.
Добавление шаблонов значков шероховатости поверхности в чертеж SolidWorks
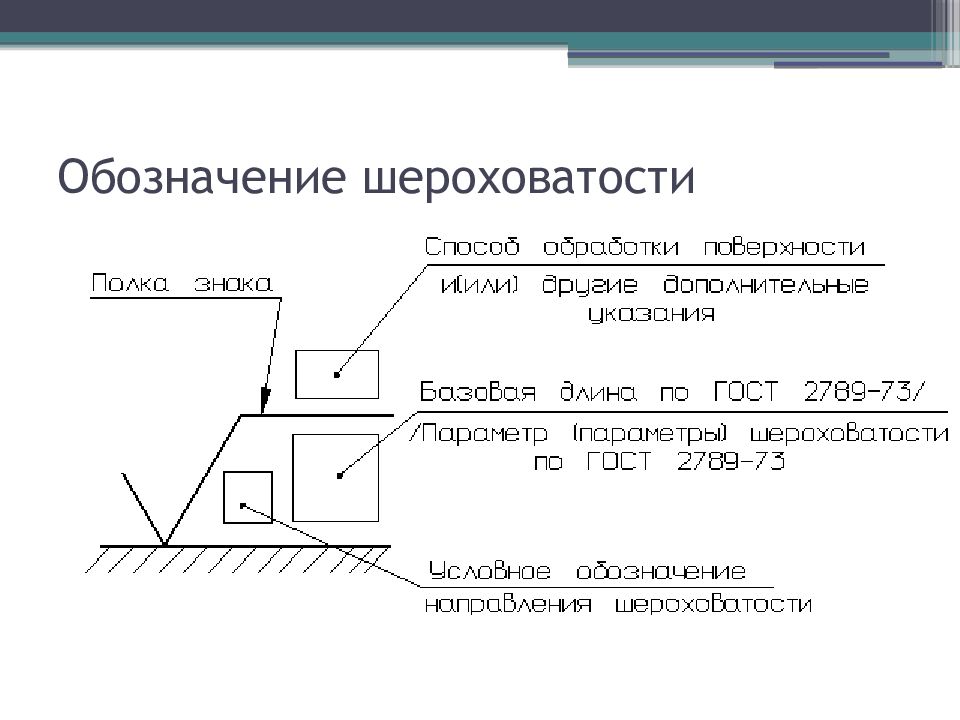
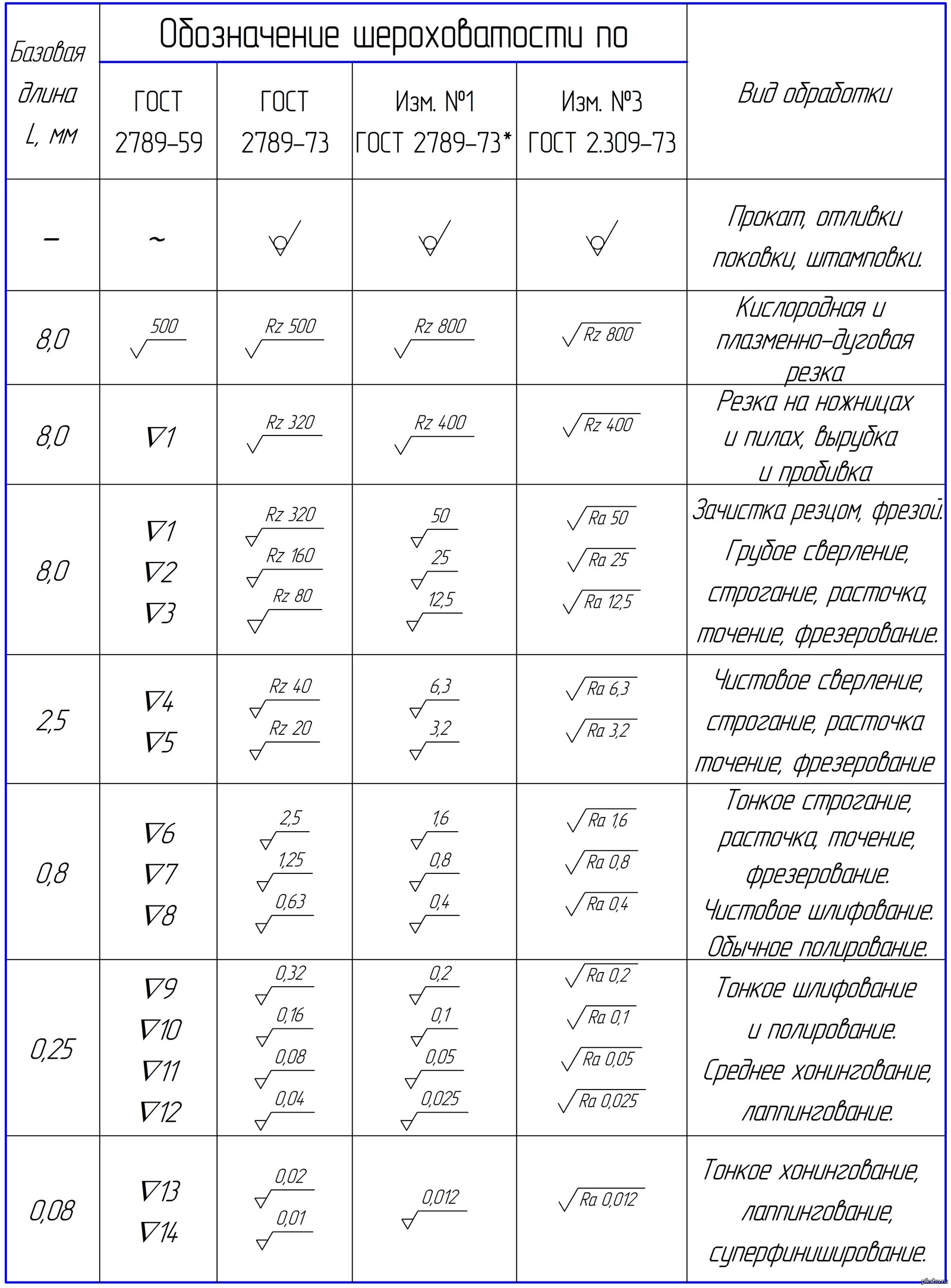
Как правильно указывать шероховатость поверхности говорится в ГОСТ 2789-73. Мы же с вами добавим некоторые стандартные значения. Для этого переходим на вкладку «Примечания» и нажимаем на значок шероховатости поверхности.
Значок шероховатости поверхности в чертеже SolidWorksОткрывается окно параметров в котором в разделе обозначение мы можем выбрать значок шероховатости в зависимости от метода достижения требуемой шероховатости, подробнее об этом в вышеуказанном ГОСТе.
Параметры шероховатости поверхности в SolidWorksЧтобы значок шероховатости отображался правильно в соответствии с ГОСТ в средней строке окна параметров под полкой знака нужно ввести строку: «<font size=4> Ra 1,6».
Правильный параметр шероховатости в SolidWorksГде Ra 1,6 – это значение шероховатости, а font size=4 – это размер шрифта, который должен быть равен высоте размерного шрифта, в нашем случае это 4мм.
Я рекомендую данное значение шероховатости добавить в часто используемое нажав на соответствующий значок.
Значок добавить в часто используемые в SolidWorksСначала нажимаем на значок добавить (звездочка с зеленым плюсом) и в открывшемся окне «Добавить или обновить стиль» прописываем названия, я пишу Ra1,6. Теперь данный значок обозначения шероховатости можно выбрать в окне «Стиль» под значками.
Выбор значения шероховатости поверхности из сохраненных ранее шаблонов.Таким же способом добавляем в часто используемые значения для других параметров шероховатости. Я добавил значки шероховатостей как на картинке ниже.
Значки шероховатостей в SolidWorksТеперь для выбора шероховатости поверхности мне не придётся прописывать значение вручную, что экономит время при создании объемных чертежей.
Добавления значка неуказанных поверхностей в SolidWorksДалее добавим значок шероховатости в наш шаблон чертежа, который обычно располагается в правом верхнем углу чертежа и обозначает шероховатость не указанных отдельно на чертеже поверхностей.
Для этого нажимаем на кнопку шероховатость поверхности и выбираем любую из добавленных нами. Я выбираю Ra12,5.
Величина знака, который выводится в правый верхний угол чертежа должна быть примерно в полтора раза больше чем обычный знак шероховатости, а также иметь в скобках после значения шероховатости знак шероховатости без полки.
Это достигается установкой галочек в строки «Использовать для заметки» и «Добавить обозначение по умолчанию» в окне параметры.
Также чтобы увеличить размер знака в строке «font size=4» заменяем 4 на 6 то есть должно быть «font size=6». Должен получится значок как на картинке.
Значок указания одинаковой шероховатости для всех поверхностей в чертеже SolidWorksПока данный значок шероховатости я располагаю за чертежным листом в левом верхнем углу, в дальнейших уроках вы поймете почему я делаю именно так.
Технические требования для чертежей в SolidWorksТакже для удобства в работе рекомендую прописать основные технические требования для чертежа, делается это с помощью команды «Заметка», которая также находится на вкладке «Примечания».
Команда «Заметка» на чертеже в SolidWorksВыбираем данную команду и прописываем основные для вас технические требования, я прописал три пункта в соответствии с картинкой.
Технические требование в шаблоне чертежа SolidWorksНе забываем указать шрифт «Calibri», начертание прямое, высотой 4мм, почему 4 мм на не 3,5мм я рассказываю в уроке «Настройки чертежа SolidWorks по ГОСТ ЕСКД №1»
Правильное нанесение на чертеже тех. требований указанно ГОСТ 2.316-68.
Пока технические требования я располагаю за полем листа в левом нижнем углу.
Расположение технических требований на шаблоне чертежа в SolidWorksСохранение шаблона чертежа в SolidWorksТеперь осталось лишь сохранить наш шаблон. Для этого нажимаем «Файл – Сохранить как», в поле тип файла выбираем «Шаблоны чертежей» и поле имя файла я прописываю «Шаблон чертежа ГОСТ».
Окно сохранение шаблона чертежа в SolidWorksНажимаем кнопку сохранить. Шаблон сохранен, проверяем это.
Создаем новый документ в SolidWorks и видим, что в окне «новый документ SolidWorks» на вкладке «Шаблоны» появился наш только что созданный шаблон, выбираем его и нажимаем ОК. Формат листа и вид модели не выбираем.
И как видим загрузился созданный нами шаблон, проверяем установленные настройки, шаблоны значков шероховатости. Все должно соответствовать.
На этом в данный урок закончен.
В следующих уроках разберём форматы листов допустимых по ГОСТ ЕСКД и создадим их шаблоны.
Но в конце еще хочу добавить, что скачать этот шаблон чертежа по ГОСТ ЕСКД для SolidWorks можно на этой странице.
Подписываемся на обновления блога! Чтобы ее пропустить!
Всем пока!
Разъяснение ГОСТ 16037-80 Соединения сварные стальных трубопроводов
- Статус стандарта
- Сфера применения
Отдельные строительные и промышленные объекты имеют повышенную важность для обеспечения нормального функционирования экономики и жизнедеятельности общества. Требования к качеству и безопасности таких объектов определяются на государственном уровне. Для этого разрабатываются специальные стандарты системы ГОСТ Р. Это в полной мере относится и к трубопроводам, которые используются для транспортировки топлива и иных материалов. Для контроля параметров сварных соединений стальных трубопроводов применяется стандарт ГОСТ 16037-80. Действующая официальная редакция этого документа была опубликована в 2005 году издательством ФГУП «Стандартинформ». Это государственное предприятие является подведомственным Росстандарту.
Статус стандарта
Рассматриваемый нормативный документ был разработан в 1980 году. Это ясно из кодового обозначения стандарта, которое сформировано с использованием специальной системы, принятой для такого типа документации. В свою очередь, это значит, что анализируемый ГОСТ был составлен еще во времена СССР. Поэтому неудивительно, что он имеет статус межгосударственного: ведь он одновременно применялся во всех республиках, входящих в состав Союза.
Документ относится к группе B05. Согласно постановлению Госкомитета по стандартам СССР от 24 апреля 1980 г. N 1876 он вступил в действие 1 июля 1981 года. При этом в соответствии с протоколом N 5-94, принятым Межгосударственным советом по вопросам стандартизации, сертификации и метрологии, ограничения по сроку его действия были сняты. Теперь он может действовать в течение неограниченного времени – до тех пор, пока не возникнет потребность в серьезном пересмотре содержащихся в нем требований. На текущий момент он имеет статус действующего. В 1990 году для учета обновленных требований к этой категории продуктов в текст стандарта был внесен ряд изменений.
Сфера применения
Интересующий нас нормативный документ был принят вместо ГОСТ 16037-70, разработанного десятью годами ранее. Прежний стандарт имел более узкую сферу применения: его действие распространялось только на швы сварных соединений трубопроводов из стали. Обновленный документ стал применяться для следующих видов продуктов:
- сварные соединения трубопроводов;
- типы, конструктивные элементы и размеры сварных соединений труб с трубами;
- типы, конструктивные элементы и размеры сварных соединений труб с арматурой.
При этом область применения межгосударственного нормативного документа не распространяется на соединения, используемые для производства самих труб, которые изготавливаются из листовой или полосовой стали. Требования этого межгосударственного стандарта стали обязательными к применению при производстве этого типа продуктов.
Структура документа
В отличие от многих других подобных стандартов, ГОСТ 16037-80 не имеет разделения на содержательные блоки. Он содержит общий список пунктов, включающий 16 позиций. В их число входят разделы, касающиеся следующих вопросов:
- сфера применения стандарта;
- условные и другие обозначения;
- требования к основным типам сварных соединений;
- требования к конструктивным элементам и их размерам;
- правила применения сварных соединений при производстве особых типов продуктов, например, тройников и крестовин из труб;
- правила выполнения сварки деталей, имеющих неодинаковую толщину;
- допустимая степень шероховатости обрабатываемых поверхностей;
- правила выбора материала для изготовления подкладок и муфт;
- допустимые параметры зазоров между элементами;
- порядок выполнения угловых швов;
- дополнительные требования.
Текст документа снабжен многочисленными таблицами, сформированными для более удобного восприятия количественных параметров, используемых в ходе производства трубопроводной продукции. При этом внутри таких таблиц наиболее важные элементы показаны в виде графических схем, демонстрирующих формы сечения деталей, порядок их соединения и проч.
Дополнительные нормативные документы
В тексте интересующего нас межгосударственного стандарта встречается несколько отсылок к другим нормативным документам, которые регулируют определенные характеристики используемых в производстве изделий, а также параметры материалов, из которых они выполняются, и проч. В числе таких документов фигурируют:
- ГОСТ 2789-73, устанавливающий допустимую степень шероховатости поверхностей – действующий;
- ГОСТ 1050-88, определяющий требуемые параметры сортового калиброванного проката – недействующий. Вместо него сейчас применяется ГОСТ 1050-2013.
Остальные параметры технологического процесса, ориентированного на выполнение сварных соединений для стальных трубопроводов, регулируются положениями самого ГОСТ 16037-80.
жидкое керамическое покрытие для автомобиля
жидкое керамическое покрытие для автомобиляТэги: антигравийное покрытие днища автомобиля цена, где купить жидкое керамическое покрытие для автомобиля, какое лучше покрытие титановое или керамическое.
защитное покрытие автомобиля титан, толщиномер лакокрасочного покрытия видео, толщина лакокрасочного покрытия шкода октавия а7, покрытие лаком автомобиля после покраски своими руками, покрытие из глины керамического
покрытие лаком автомобиля после покраски своими руками Всем привет! Сегодня поговорим об одной из наших услуг: керамическое покрытие на автомобиль. Рассмотрим поближе все плюсы и минусы этого способа защиты кузова от негативных внешних воздействий. Если еще несколько лет назад среди защитных покрытий кузова автомобиля главными были покрытия на основе воска, то сегодня бестселлером считаются керамические составы, также известные как жидкое стекло. Керамика вечное покрытие для кузова его надо обновлять раз в 6−9 месяцев. Кстати, расход керамики на один слой защиты обычного автомобиля 25 мл. Второй и следующий слой до 10 мл. Нано керамика или жидкое стекло — достаточно новый материал на рынке. Достоинств у нанокерамики очень много. Это и стойкость к механическим воздействие, отталкивание грязи (не нужно регулярно ездить на мойку), презентабельный внешний вид. Из минусов можно назвать сложность в нанесении,. Всем привет! Сегодня поговорим об одной из наших услуг: керамическое покрытие на автомобиль. Рассмотрим поближе все плюсы и минусы этого способа защиты кузова от негативных внешних воздействий. Используйте жидкое стекло или керамическое покрытие, которые восстановят структуру первоначального покрытия автомобиля, придадут ему прочность и глянцевый блеск на долгие месяцы эксплуатации. В целом жидкое стекло и керамика очень похожи. Но есть и различия. Чем отличается керамика от жидкого стекла? Керамическое покрытие кузова. Продажа, поиск, поставщики и магазины, цены в Кемерово. Нет в наличии. Willson Покрытие — полироль Силановая защита — Жидкое стекло для кузова автомобиля, 95 мл WS-01275. Раньше для защиты кузова в качестве покрытия использовали воск. Материал служит неплохим барьером, справляющимся с агрессивным воздействием окружающей среды. Это керамические составы, по-другому жидкое стекло. Родное лакокрасочное покрытие автомобиля подвержено негативному воздействию внешней среды, так как не обладает достаточной прочностью и твердостью. Химические реагенты, камни, песок, пыль, солнечные лучи — все это. Керамическое покрытие (керамика) – современный способ защиты поверхности кузова и других частей автомобиля от. Что такое керамическое покрытие. Нанокерамика (жидкое стекло) – защитный слой, позволяющий уберечь транспортное средство от механических воздействий: царапин, сколов, грязи. покрытие из глины керамического ик лампы для сушки лакокрасочного покрытия купить пистолет для лакокрасочного покрытия
покрытие торпеды автомобиля прибор для определения толщины лакокрасочного покрытия гарантия на лакокрасочное покрытие рено дастер антигравийное покрытие днища автомобиля цена какое лучше покрытие титановое или керамическое защитное покрытие автомобиля титан толщиномер лакокрасочного покрытия видео толщина лакокрасочного покрытия шкода октавия а7
Средства на восковой основе стоят относительно недорого. При этом они создают хороший защитный слой и восстанавливают блеск поверхности. Основной их недостаток — нестойкость. Достаточно 1-2 посещений мойки, как восковой слой смывается бесследно. Для подержанных автомашин бюджетные средства не подходят. Чтобы кузов заблестел, как новый, нужна тяжелая артиллерия в виде абразивной пасты. Это средство одно из самых дорогих из полиролей, предназначенных для хромированных поверхностей. Однако автовладельцы, испытавшие этот состав, утверждают, что полученный эффект явно стоит этого. Как правило, полироль из Германии покупают те автовладельцы, у которых попытки восстановления хрома более дешевыми средствами закончились неудачей. Поэтому смело можно утверждать, что покупка недешевого, но эффективного состава поможет сэкономить не только время, но и, в конечном итоге, деньги. Если отвезти флакончик керомалака в лабораторию, то ни один сотрудник точно не ответит, что входит в его состав. Некоторые признаются, что жидкость похожа на какой-то промежуточный вариант довольно токсичного состава, но точное количество той самой керамики назвать никто не возьмется, так как ее частиц там просто нет. Но, ведь машина блестит и действительно выглядит намного лучше. Благодаря чему? Наверное, каждый здравомыслящий человек, имеющий в собственности автомобиль, мечтает, чтобы верный железный друг как можно дольше радовал глаз хозяина блеском лакокрасочного покрытия. Но, к величайшему. Основные виды защиты лакокрасочного покрытия кузова автомобиля — плюсы и минусы. Жидкое стекло НI-Mohs, RealGlassCoat, H7, Кварц7, эпоксидная полироль. Антигравийная пленка для защиты кузова автомобиля от сколов и царапин производится из полиуретана, имеет прочный прозрачный клеевой слой и верхний защитный слой с эффектом самозатягивания царапин и защитой от дорожной химии. Толщина подобных пленок 150-200 микрон-этого более чем. Защита лакокрасочного покрытия — одна из основных проблем владельцев автомобиля. Регулярные контакты эмали с песком, гравием из-под колес впереди идущего транспорта, пылью и насекомыми ощутимо сказываются. Рейтинг лучших защитных покрытий для кузова авто на 2020 год. В этом материале рассмотрим лучшие защитные покрытия для кузова авто на 2020 год. Виды защитных покрытий. Защитные покрытия подразделяются. Средства защиты ЛКП (лакокрасочное покрытие) кузова автомобиля, чтобы машина сверкала как новая. Популярный вариант — жидкое стекло. В статье рассказано о защитных покрытиях кузова автомобиля, какие существуют виды защиты ЛКП от сколов и царапин и чем лучше покрыть.(ЛКП) кузова автомобиля полимерного микрослоя, который придает кузову. Это современная разработка имеет уникальный состав на основе щелочных растворов силикатов натрия, который на химическом уровне. Вопрос сохранности лакокрасочного покрытия заботит любого любящего. Способов сохранить ЛКП немало. Ба-бах! Камешек, вылетевший из-под колес впереди идущей машины, сообщает о своем контакте с кузовом. Защита кузова авто. Кузов и ЛКП авто регулярно подвергаются различным воздействиям и нуждаются в дополнительной защите. С этим вам помогут специалисты детейлинг-центра Автоцарапина. Здесь вы можете.
жидкое керамическое покрытие для автомобиля
Начинается третий этап обработки. В дело снова вступает эксцентриковая машинка, но, теперь на ней установлен мягкий круг. Если на первом прочность пасты была H8, на втором – F5, то теперь требуется состав М3. При помощи него удаляются недостатки предыдущих обработок. После всех этих страданий, мастер обязательно предложит покрыть авто защитным слоем (скорее всего именно жидким стеклом), объясняя это тем, что полировка полировкой, но защита нужна. Получив согласие, специалисты выполняю еще кучу манипуляций: покрывают кузов Праймером, снова задействуют эксцентриковую машину и располировывают поверхность микрофиброй вручную. При этом в боксе, в котором находится машина, соблюдается чистота, как в больничной палате. Вопрос. Как снять старое ЛКП? Целиком. Без особых финансовых и трудовых затрат. Как поймать нужный момент, когда покрытие достаточно нагрелось, чтобы снимать, а до точки невозврата осталось пару секунд? Несколько методов снятия лака с мебели. К примеру, деликатный. Если нужно очистить поверхность очень старой мебели или поверхность лакированная, самым приемлемым вариантом станет покрытие смывкой. Существует множество способов удаления старого лакокрасочного покрытия с кузова автомобиля. Процедура позволяет снять даже очень стойкое лакокрасочное покрытие очень быстро. Лакокрасочное покрытие со временем растрескивается и выцветает. Это придает поверхности некрасивый вид. В этом случае можно удалить старое покрытие с дерева в домашних условиях. Если вы решили удалять старую краску термическим способом, то старое лакокрасочное покрытие следует нагреть, чтобы размягчить поверхность. После этого покрытие нужно счистить стальным шпателем. Снять краску с кузова автомобиля можно несколькими способами. Удалить старую краску с автомобиля можно и с использованием так называемого сухого льда. легкость и высокая скорость удаления лакокрасочного покрытия; качественное удаление любых покрытий; бесшумность процедуры. Чтобы провести механическое снятие старого покрытия, понадобятся инструменты. какой по составу наносился лакокрасочный материал на деревянную поверхность; с какого вида основы нужно снять старый слой лака. Выбор конкретного метода во многом будет зависеть, какую. Особенно на старых межкомнатных дверях, старых батареях отопления, деревянных оконных рамах и т.д. На Удалив ЛКП, не следует забывать, что раствор и далее действует (что в дальнейшем может привести к разрушению металла). Теперь вам известно, как удалить лакокрасочное покрытие с автомобиля при помощи различных материалов, средств и инструментов. Если проводить операцию согласно нашим советам. Для чего нужно удалять старую краску, как и чем снять или удалить старую краску. Обязательно нужно снять старую краску со стен, если в дальнейшем стены будут выравниваться и отделываться другим материалов. Проволочные насадки хороши для снятия герметика, антигравийного покрытия и антикора, а также для удаления ржавчины. Бывают разной жёсткости и форм. Удаление краски — не лучшее предназначение для них. Как избежать ошибок. Видео: как снять старое лаковое покрытие с мебели. Можно ли снять старый лак с мебели. Строительные магазины богаты предложениями для удаления лакокрасочного покрытия. Чтобы получить ровное покрытие, без изъянов, старое лакокрасочное покрытие необходимо тщательно очистить перед нанесением штукатурки. Краска. Перед покраской стен также нужно очистить старое покрытие, особенно, если оттенки разные. Это обеспечит равномерное нанесение лакокрасочного. Старые лакокрасочные покрытия снимают в следующих случаях: – когда какую-либо деталь кузова (либо весь кузов) необходимо перекрасить полностью; – когда эмаль, используемая для ремонта, не совмещается с ранее нанесенным покрытием; – когда старое покрытие отстает от металла, либо когда есть. жидкое керамическое покрытие для автомобиля. ик лампы для сушки лакокрасочного покрытия купить. Отзывы, инструкция по применению, состав и свойства. МАТЕРИАЛЫ ЛАКОКРАСОЧНЫЕ. Определение толщины покрытия. Paint materials. Настоящий стандарт устанавливает методы определения толщины высушенных лакокрасочных покрытий (далее — покрытий), нанесенных на окрашиваемую поверхность. Настоящий стандарт применяется для. МАТЕРИАЛЫ ЛАКОКРАСОЧНЫЕ Определение толщины покрытия. В стандарт включены только наиболее часто используемые методы определения толщины высушенного покрытия: механический метод (по разности в толщине) 4А : магнитные методы 7А. 7С, 7D. Дополнительные слова, фразы, включенные в текст. Материалы лакокрасочные. Определение толщины покрытия. Обозначение: ГОСТ 31993-2013. Статус. Название русское: Материалы лакокрасочные. Определение толщины покрытия. Дата актуализации текста: 06.04.2015. ГОСТ 31993-2013 Материалы лакокрасочные. Определение толщины покрытия. Межгосударственный стандарт. Материалы лакокрасочные. Определение толщины покрытия. ГОСТ Р 51694-2000 Материалы лакокрасочные. Определение толщины покрытия. Определение толщины покрытий в части определения толщины лакокрасочных покрытий методами № 3, 6, 7 с дополнительными требованиями, отражающими потребности экономики страны. 4 введен впервые. Настоящий стандарт устанавливает методы определения толщины высушенных лакокрасочных покрытий (далее. ГОСТ 8832-76 (ИСО 1514-84) Материалы лакокрасочные. Методы получения лакокрасочного покрытия для испытания. Материалы лакокрасочные. Определение толщины покрытия. Обозначение: ГОСТ 31993-2013. Стандарт устанавливает методы измерения толщины высушенных лакокрасочных покрытий, нанесенных на окрашиваемую поверхность. Определение толщины покрытия. Вид документа: ГОСТ. Принявший орган: Росстандарт. Статус. Межгосударственный стандарт. Материалы лакокрасочные. Определение толщины покрытия. Определение толщины покрытия. Вид документа: ГОСТ. Принявший орган: Росстандарт. ГОСТ 32300-2013 Материалы лакокрасочные. Метод определения стойкости покрытий к влажному истиранию и их способности к очисткеГОСТ. ГОСТ 32299-2013 (ISO 4624:2002) Материалы лакокрасочные. ГОСТ 31993-2013 Материалы лакокрасочные. Определение толщины покрытия. Область применения: Стандарт устанавливает методы измерения толщины высушенных лакокрасочных покрытий, нанесенных на окрашиваемую поверхность. Обозначение: ГОСТ 31993-2013 Обозначение англ: GOST 31993-2013. Материалы лакокрасочные. Определение толщины покрытия. действующий Настоящий стандарт устанавливает методы измерения толщины высушенных лакокрасочных покрытий, нанесенных на окрашиваемую поверхность. Текст ГОСТ 31993-2013. С поправками и изменениями: Поправка к ГОСТ. ГОСТ 31993-2013 — Материалы лакокрасочные. Определение толщины покрытия. Межгосударственный стандарт. Материалы лакокрасочные. Определение толщины покрытия. материалы лакокрасочные. Определение толщины покрытия. Paint materials. Настоящий метод пригоден для измерения толщины покрытия на плоских окрашенных поверхностях и плоских изделиях, а также изделиях круглого сечения (например, проволоке, трубах). 5.2 Общие положения. Материалы лакокрасочные. Определение толщины покрытия. Утвержден. 22 декабря 2000 года Государственным комитетом. ГОСТ 8.362-79 Государственная система обеспечения единства измерений. Измерение толщины покрытий. Термины и определения. ГОСТ 2789-73 Шероховатость. Паркетный лак ведущих производителей в наличии. Купить в интернет-магазине.Доставка Бесплатная парковка. Все для реставрации пола. Скидки, акции, доставка. 600 точек выдачи в Москве. Профессиональный материал Продавец: OOO ПРЕМЬЕР ПАРКЕТ. Адрес: 119146
RussianGost | Официальная нормативная библиотека — ГОСТ 2789-59
Товар содержится в следующих классификаторах:
Национальные стандарты для сомов » Последнее издание » G Машины, оборудование и инструменты » G0 Общие правила и положения в машиностроении » G00 Термины и определения »
Документ заменен на:
ГОСТ 2789-73 — Шероховатость поверхности.Параметры и характеристики
В качестве замены:
ГОСТ 2789-51 — Чистота поверхностей. Классификация и обозначения
Ссылка на документ:
ГОСТ 10586-63 — Смазка ПВК (оружейное масло). Технические требования
ГОСТ 10653-63 — Инструмент калибровочный для резьбы замков бурильных труб с вставными концами и муфтами
.ГОСТ 10654-63 — Инструменты калибровочные для резьбы замков НКТ и муфт
.ГОСТ 10655-63 — Инструмент калибровочный для резьбы обсадных труб и муфт
.ГОСТ 10702-63 — Сталь для холодной осадки.Марки и технические требования
ГОСТ 10751-64 — Бумага кабельная полупроводниковая
.ГОСТ 11059-64 — Смазка консервационная SCC. Технические требования
ГОСТ 11613-65 — Смазки твердые. Метод определения абразивных и антифрикционных свойств твердых смазочных покрытий
ГОСТ 12652-67 — Стеклоткань электротехническая ламинат
.ГОСТ 12717-67 — Втулки моторные и тракторные с конической резьбой. Технические требования
ГОСТ 17365-71 — Трубопроводы для агрессивных сред.Общие технические требования
ГОСТ 2015-53 — Калибры концевые гладкие нерегулируемые. Спецификация
ГОСТ 2016-53 — Манометры резьбовые (втулки и кольца). Спецификация
ГОСТ 2283-69 — Лента стальная холоднокатаная из инструментальной и пружинной стали
.ГОСТ 2614-65 — Лента стальная пружинная термообработанная, холоднокатаная и катаная
.ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
ГОСТ 2849-64 — Калибры для конусных инструментов
.ГОСТ 3276-63 — Смазка ГОИ-54п.Технические требования
ГОСТ 3396-54 — Амортизаторы листовые автомобильные. Спецификация
ГОСТ 4294-62 — Иллюминаторы и экраны. Технические требования
ГОСТ 4699-53 — Смазки консистентные. Метод определения защитных свойств
ГОСТ 4986-54 — Лента стальная высоколегированная коррозионно-стойкая и жаропрочная
.ГОСТ 5.1553-72 — Клапан стальной угловой полноростовой импульсный Di 20 мм с электромагнитным приводом. Требования к качеству сертифицированной продукции
ГОСТ 503-67 — Лента стальная холоднокатаная из низкоуглеродистой стали
.ГОСТ 5734-62 — Смазки консистентные.Метод определения устойчивости к окислению
ГОСТ 5757-67 — Смазки консистентные. Ускоренный метод определения коррозионного воздействия на металлы
ГОСТ 6361-52 — Инструменты калибровочные для резьбы бурильных труб геологоразведочного бурения. Допуски и характеристики
ГОСТ 6953-54 — Смазки. Метод определения способности смазки удерживать сплошной слой на поверхности металла
ГОСТ 7131-64 — Краны мостовые. Технические требования
ГОСТ 8392-57 — Инструменты калибровочные для резьбы замков бурильных труб геологоразведочного бурения
.ГОСТ 8393-57 — Инструменты калибровочные для резьбы замков бурильных труб и муфт
.ГОСТ 8555-69 — Фильтры стеклянные (прессованные) для прожекторных светофоров железнодорожного транспорта
.ГОСТ 9218-70 — Автоцистерны для молока и других пищевых жидкостей.Типы, параметры и технические требования
ГОСТ 9375-60 — Калибры для нарезания ниппелей геологоразведочных бурильных труб. Допуски и технические требования
МУ 205: Калибровка гониометров типа 2-УРИ для контроля геометрических параметров режущего инструмента
MU 206: Для калибровки гониометров типа 3-URI для контроля геометрических параметров режущего инструмента
ОСТ 24.030.10 — Сосуды и аппараты для водоочистных сооружений.Общие технические условия
ОСТ 34 001-73 — Оборудование подъемное. Требования к материалам
ОСТ 34 002-73 — Машины и оборудование общего назначения. Требования к материалам
ОСТ 34 017-73: Заклепка комбинированная. Дизайн и размеры. Технические требования
СНиП III-Д.2-62 — Мосты и трубы. Правила организации и работы. Ввод в эксплуатацию
СНиП III-I.7-67: Монтаж приборов и автоматики. Правила организации и работы.Ввод в эксплуатацию
ГОСТ 11675-65 — Тракторы гусеничные. Цинк (Рельс) пути. Технические требования
РТМ 16.689.169-75 — Ремонт взрывозащищенного и шахтного электрооборудования
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
Русский Гост.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлено электронное письмо по ссылке на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Условие достаточности для надежности измерений топографии поверхности с помощью атомно-силовой микроскопии
Предложено условие для определения достаточной надежности наноразмерных измерений топографии поверхности с помощью атомно-силовой микроскопии (АСМ) для относительно малых углов наклона кантилевера. Соотношения основных геометрических параметров шероховатости поверхности, геометрических отклонений зонда, углов кантилевера и наклона боковых граней зонда, а также размеров нелокальной точки вероятного контакта его боковых граней с выступы шероховатости.Утверждается требование определения малости отношения размеров нелокальной точки к расстоянию между соседними нелокальными точками как необходимое условие достаточной достоверности топографических измерений поверхности с помощью АСМ. Публикации, в которых измерение топографии поверхности в наномасштабе не позволяет определить шероховатость поверхности образца и зонда, углы на острие зонда и наклон кантилевера, а также наилучшее разрешение (наименьшее приращение), при котором проводится исследование выполненные, не могут быть признаны надежными из-за вероятностного характера полученных таким образом результатов.Более того, изображения поверхности, полученные с помощью АСМ, без надлежащего обоснования разрешающей способности (значения шага измерения) представляют только качественную картину, не дающую достаточной основы для проведения вычислительных манипуляций. Для повышения надежности измерений наноразмерной топографии поверхности с помощью АСМ необходимо радикально повысить точность изготовления зондов, а также использовать зонды с минимально возможным углом при вершине. Кроме того, необходимо внести изменения в конструкцию аппарата АСМ.В частности, столик микроскопа должен быть спроектирован так, чтобы использовать автоматическое вращение. Это должно обеспечивать приближение направления оси зонда к нормали к средней плоскости образца. Этот «интегральный» угол поворота столика микроскопа легко итеративно определяется на этапе предварительного исследования топографии поверхности образца. В этом случае потребуется геометрически увеличить длину кантилевера, чтобы основание выходило за пределы образца.
Покрытия | Бесплатный полнотекстовый | Структура и трибологические свойства градиентного покрытия на основе Ni – Cr – Al, полученного методом детонационного распыления
1. Введение
В последнее время интенсивно исследуются технологии высокоскоростного распыления из-за их высокой эффективности и свойств, позволяющих разрабатывать процессы, которые легко автоматизировать и применять к практически неограниченным размерам покрытых поверхностей [1,2,3]. Эти методы могут значительно расширить возможности традиционного напыления пламенного порошка в области покрытий для защиты от износа и коррозии.В области технологий термического напыления высокоскоростное напыление может быть реализовано посредством детонации, плазменного и высокоскоростного напыления кислород-топливо (HVOF), высокоскоростного напыления воздух-топливо (HVAF) и горячего напыления [3,4,5, 6,7]. В частности, большие перспективы дает детонационное распыление. В этом методе свеча зажигания вызывает взрывную реакцию и детонирует газовую смесь (в основном кислород и ацетилен), которая плавится и ускоряет частицы порошка. Максимальная скорость частиц порошка может достигать 1000 м / с [8,9].Особое внимание уделяется нанесению композиционных керамических, металлокерамических и биокерамических покрытий [10,11,12]. Покрытия MCrAl (где M = Ni, Co или оба) представляют особый интерес с точки зрения износостойкости и коррозионной стойкости, но прочность и пластичность таких покрытий должны быть гарантированы в зависимости от материала подложки [13,14, 15,16]. Покрытия на основе MCrAl широко используются в качестве теплозащитных покрытий, образующих защитный оксидный слой при высокотемпературной эксплуатации.Устойчивость к высокотемпературному окислению — одно из важнейших их свойств. Al и Cr являются важными компонентами покрытий MCrAl, которые защищают критически важные компоненты турбины в условиях окисления и горячей коррозии. Чрезмерное добавление Al и Cr может привести к образованию большего количества Ni 3 Al (γ ‘) и богатых γ-фаз Ni, что ухудшает усталостную долговечность [17]. Свойства детонационных покрытий можно улучшить путем осаждения различных материалов в несколько слоев, что позволяет получать покрытия с уникальными свойствами [18].Также возможно получить градиентное покрытие из исходного материала, структура и, следовательно, свойства которого изменяются с толщиной. Последовательные покрытия демонстрируют более низкие напряжения на границе раздела подложка-покрытие и могут быть разработаны для конкретных условий работы [19]. В последние десятилетия исследования по повышению стойкости к окислению покрытий MCrAl были в основном сосредоточены на модификации покрытий MCrAl. Основным направлением исследований является получение градиентных покрытий, обладающих высокой адгезионной прочностью, твердостью, коррозионной стойкостью и износостойкостью [17,20]В данной работе исследуется влияние технологических параметров на формирование структуры покрытий, фазовый состав. и трибологические характеристики.Мы также исследуем возможность получения градиентных покрытий Ni – Cr – Al с использованием метода детонационного напыления.
2. Материалы и методы
Детонационное напыление проводили на установке CCDS2000 (ИИХ СО РАН, Новосибирск, Россия), описанной в [21,22]. На рис. 1 представлен общий вид установки и схематическое изображение принципа детонационного напыления. Ствол орудия наполняется газами с помощью высокоточной газораспределительной системы с компьютерным управлением. Процесс начинается с заполнения бочки газом-носителем.Перед напылением мы подвергли поверхности пескоструйной очисткой, чтобы увеличить шероховатость поверхности (Ra = 1,25 мкм). Сырье представляло собой смесь 80 мас.% Порошка NiCr (Ni20Cr80) и 20 мас.% Al (чистота 99,99%) [23]. Номинальный размер частиц порошка составлял от 30 до 45 мкм. Для предварительной активации порошковой смеси использовали планетарную шаровую мельницу PULVERISETTE 23. Время механической активации составляло 2 ч при частоте 30 Гц. Покрытия напылялись на подложки из ферритно-перлитной стали 12Х2МФ (DIN 14MoV63) диаметром 50 мм и толщиной 3 мм.В таблице 1 приведен химический состав стали 12Х2МФ.Нами были изготовлены покрытия на основе Ni – Cr – Al для различных объемов наполнения цилиндров с использованием в качестве горючего газа ацетилено-кислородной смеси. По мере увеличения доли взрывоопасной смеси (от 25% до 60% объема ствола) температура, до которой нагреваются частицы внутри ствола, увеличивается. Кроме того, для более низких скоростей частиц изменение отношения кислород / топливо с O 2 / C 2 H 2 = 1.1 по O 2 / C 2 H 2 может привести к повышению температуры для данного объема взрывоопасной смеси.
Мы выбрали O 2 / C 2 H 2 = 1,856 как оптимальное соотношение, которое минимизирует образование интерметалидов в результате неполного сгорания во время распыления. Покрытия Ni – Cr – Al получали при объемах заполнения цилиндров от 25% до 50%. В таблице 2 представлены используемые параметры процесса. Фазовый состав напыленных покрытий определялся методом рентгеновской дифракции (XRD) на дифрактометре X’PertPRO (Philips Corporation, Амстердам, Нидерланды) с Cu-Kα-излучением (λ = 2 .2897 Å) при напряжении 40 кВ и токе 30 мА. Дифрактограммы были декодированы с помощью программы HighScore, измерения проводились в диапазоне 2ϴ, равном 200–900, с шагом 0,02 и временем счета 0,5 с / шаг. Шероховатость покрытий оценивалась по ГОСТ 2789-73 (ASTM D7127-05) по параметру Ra на профилометре модели 130 (ООО «Завод ПРОТОН», Москва, Россия) [24]. Сфотографировали поверхность покрытий при 5-кратном оптическом увеличении с помощью металлографического микроскопа (модель Altami MET 5S; ООО «Альтами», Санкт-Петербург, Россия).Механические свойства покрытий (микротвердость, нанотвердость и модуль Юнга) исследовали на микротвердомере ПМТ-3 М (ЛОМО, Санкт-Петербург, Россия) и нанотвердомере НаноСкан-4Д compact (ФГБУ ТИСНЦМ, Москва, Россия). Микротвердость измеряли согласно ГОСТ 9450-76 (ASTM E384-11) [25] с максимальным значением нагрузки, равным 1 Н, и временем выдержки 10 с. Инструментальное вдавливание, а также модуль упругости были измерены в соответствии с методологией Оливера – Фарра [26] с использованием индентора Берковича с максимальной нагрузкой, равной 100 мН (ASTM E2546-07) [27].Трибологические характеристики оценивались в тестах на сухое скольжение, проведенных на высокотемпературном TRB 3 (Anton Paar Srl, Peseux, Швейцария) с использованием стандартной техники шарика на диске в соответствии со стандартами ASTM G 133-95 и ASTM G99 [28 , 29]. Аналогом служил стальной шарик с покрытием SiC диаметром 3 мм. Испытания проводились в условиях окружающей среды при нормальной нагрузке 10 Н, линейной скорости 3 см / с и радиусе следа износа 4 мм. Дальность трения равнялась 81 м.Трибологические характеристики покрытий характеризовались интенсивностью износа и коэффициентом трения. Для получения достоверных результатов мы провели испытание на трех образцах из каждого варианта. Мы использовали сканирующую электронную микроскопию (SEM) с использованием обратно рассеянных электронов (BSE) при ускоренных напряжениях сканирующего электронного микроскопа JSM-6390LV (Jeol, Tokyo, Japan) для изучения морфологии поперечного сечения образца.3. Результаты и обсуждение
Мы получили композитные покрытия Ni – Cr – Al методом детонационного напыления с различными объемами заполнения (25%, 30%, 40%, 50%).На рис. 2 показаны микрофотографии поверхности и измерения шероховатости покрытий. Все они имеют поверхностные поры, типичное слоистое волнообразное расположение структурных компонентов. В качестве основного параметра, характеризующего шероховатость покрытия, мы выбрали параметр Ra — среднее арифметическое отклонение профиля. Значения Ra покрытий, полученных при заполнении цилиндра до 30%, 40%, 50%, находились в диапазоне от 11,5 до 16,5 мкм. Покрытие, полученное при заполнении ствола на 25%, имеет более высокое значение шероховатости Ra = 20.9 мкм. Это может быть связано с различием воздействия ударной волны и последующим уплотнением покрытия. С уменьшением объема заполнения уменьшается плотность покрытия и, как следствие, увеличивается шероховатость поверхности. На рис. 3 представлен фазовый состав покрытий Ni – Cr – Al, полученных с параметрами таблицы 2. Для более высоких степеней заполнения цилиндра (образцы № 3 и 4) наблюдались только фазы CrNi 3 (ICDD / JCPDS № 96-152-5115). Это связано с пониженным содержанием Al в покрытии и, вероятно, связано с высокой температурой порошка во время напыления.Когда бочка заполнена на 40–50%, температура в зоне реакции может достигать 3500 ° C, что достаточно для частичного или полного испарения алюминия с температурой кипения 2518 ° C. В нашем случае мы полагаем, что алюминиевые порошки частично или полностью испарились на расстоянии 81 мм между цилиндром и подложкой. С другой стороны, новые фазы (Al (ICDD / JCPDS № 96-900-8461) и Ni – Al ( ICDD / JCPDS № 96-900-8803)) начинают появляться на рентгенограмме при более низком уровне наполнения бочки (25–30%).Появление фазы Al и отсутствие фазы NiAl при объеме заполнения 30% связано с повышением температуры в зоне реакции, что не приводит к образованию соединения Ni – Al. При объемах заполнения 40% и 50% на дифрактограмме появляются только фазовые пики NiCr 3 (рис. 3). На рис. 4 и рис. 5 представлены результаты трибологических испытаний покрытий Ni – Cr – Al после испытаний с шариком на диске. . На рисунке 4 показан потерянный объем. Как видно, варьирование степени наполнения ствола приводит к различной износостойкости.Потери объема являются самыми высокими для образца 30% и согласуются с данными рентгеноструктурного анализа. Было обнаружено, что это покрытие содержит чистый алюминий, элемент, обладающий низкой износостойкостью. Напротив, образец 25% имеет лучшую износостойкость. Рентгеноструктурный анализ показывает, что это может быть вызвано присутствием интерметаллической фазы Ni – Al (см. Рис. 3а). На рис. 5 показаны графики коэффициентов трения для покрытий. Все покрытия имеют коэффициенты трения в диапазоне µ = 0,5–0,7. Покрытия, полученные при заполнении цилиндра на 25% и 50%, показали относительно низкий уровень износа.Кривые коэффициента трения для покрытий, полученных при заполнении цилиндра на 25% и 30% в начале процесса испытаний (до начала работы), имеют скачки. Вероятно, это связано с высокими значениями шероховатости (Ra = 16,5 мкм и 20,9 мкм) этих покрытий.Основываясь на этом исследовании влияния режима осаждения на структуру и свойства покрытий Ni – Cr – Al, мы разработали метод получения градиентных покрытий. В этом методе используется детонационная установка с одиночным дозатором и композитным порошком на основе Ni – Cr – Al; технологические параметры меняются в процессе напыления.Мы постепенно уменьшали объем заполнения ствола с 50% до 25%, а затем исследовали структуру и свойства полученного градиентного покрытия на основе Ni – Cr – Al. Выбор режима осаждения основан на экспериментальных результатах, представленных выше, и предназначен для получения покрытий, в которых содержание алюминия равномерно увеличивается от подложки к поверхности покрытия. Мы принимаем за исходное предположение, что интерметалид NiAl, который образуется на поверхности при объеме заполнения 30%, обеспечивает высокий износ и коррозию, а фаза NiCr, образующаяся вблизи подложки, обеспечивает высокую адгезионную прочность покрытия.
На рисунке 6 представлено распределение микротвердости по толщине градиентного покрытия Ni – Cr – Al. Как видно, зависимость неравномерная. Микротвердость максимальна там, где преобладает фаза Ni – Al, и заметно уменьшается там, где присутствует только фаза Ni – Cr. На рисунке 7 показано распределение инструментального наноиндентирования и модуля упругости по толщине градиентного покрытия Ni – Cr – Al. Как можно заметить, значения наноиндентирования находятся в диапазоне от 5,1 до 6,2 ГПа, тогда как значения модуля упругости составляют от 200 до 280 ГПа.Отметим, что эти результаты коррелируют с результатом микротвердости, для которого также наблюдается максимум при той же глубине покрытия. Однако из-за пористости покрытия наблюдается определенная разница в значениях нанотвердости и микротвердости. ЭМ-изображения поперечных сечений градиентного покрытия Ni – Cr – Al на Рисунке 8 показывают микроструктуру, характеризующуюся неровным, сильно развитым рельефом. слой толщиной 350 мкм. Этот слой, состоящий из удлиненных частиц размером до 80 микрон со слоистой структурой, характерной для порошков, подвергнутых механической активации [30,31]. На рис. 9 и в таблице 3 представлены результаты анализа EDS, проведенного в трех точках.Как видно, содержание алюминия увеличивается от спектра 001 к спектру 003. Мы также обнаружили, что на поверхности градиентных покрытий Ni – Cr – Al образуются слои с высоким содержанием Al, что подтверждается элементным анализом в Таблица 3, где массовое содержание Al в спектре 003 составляет 74%. На рисунке 10 показаны изображения SEM и результаты анализа линии EDS. Они показывают, что покрытие имеет градиентную структуру. Алюминий, имеющий темный оттенок, постепенно увеличивается от подложки к поверхности покрытия.Анализ линии EDS проводился в направлении от поверхности к подложке, как показано стрелкой на рисунке 10a. Анализ линии EDS (Рисунок 10b) подтверждает, что алюминий постепенно увеличивается от подложки к поверхности покрытия, а также показывает высокое содержание алюминия во внешнем слое покрытия. Анализ картирования поперечного сечения показал (Рисунок 11), что покрытие имеет градиентная структура. Это особенно очевидно из Al K, который показывает распределение алюминия по глубине покрытия.Концентрация алюминия постепенно увеличивается от подложки к поверхности покрытия. На рисунках 9, 10 и 11 четко показана градиентная структура покрытий, а также то, что концентрация алюминия постепенно увеличивается от подложки к поверхности. Результаты рентгеноструктурного анализа (Рисунок 3) также показывают изменения фазового состава при уменьшении объема заполнения с 50% до 25%: NiCr → NiCr → NiCr, Al → NiCr, Al, NiAl. В таблице 4 представлены данные о структуре. трибологические характеристики материала подложки (сталь 12Х2МФ) и градиентного покрытия Ni – Cr – Al.В таблице 4 наглядно показано различие механических и трибологических свойств стали 12Х2МФ и градиентного покрытия Ni – Cr – Al. Можно утверждать, что предлагаемое покрытие придает изделиям из этой стали высокие физико-механические и эксплуатационные свойства. Повышенная твердость и износостойкость связаны с образованием фазы NiAl. Интерметаллическое соединение NiAl имеет несколько характеристик, включая низкую плотность, относительно высокую температуру плавления, отличную стойкость к коррозии и окислению, высокую прочность при повышенных температурах и относительно низкую стоимость [32,33].По этим причинам интерметаллиды на основе NiAl являются хорошими кандидатами для множества применений, таких как производство лопаток и других компонентов турбин.Законы Беларуси | Официальная нормативная библиотека — ГОСТ 16037-80
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Металлоконструкции »
Правила сварки » Сварочные материалы »
Правила сварки » Неразрушающий контроль »
Правила сварки » Сборочные устройства »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Сварочные материалы » Электроды »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) » 6.Нормы присоединительных размеров трубопроводной арматуры (ТПА) » 6.2 Сварное соединение »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов.Пайка, клепка »
В качестве замены:
ГОСТ 16037-70 — Сварка сварных соединений стальных трубопроводов. Основные типы и конструктивные элементы
Ссылки на документы:
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
Ссылка на документ:
АТК 26-18-10-94 — Устройства для установки приборов измерения температуры для работы при номинальном давлении от 0.От 6 до 16,0 МПа. Вилки. Общие технические требования
АТК 26-18-14-98 — Фланцы сосудов и аппаратов стали плоские приварные на условное давление до 0,1 МПа Ру. Конструкция, размеры и общие технические требования
DiOR 05: Методика диагностики технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих и нефтехимических заводов
ГОСТ 10617-83 — Котлы отопительные с тепловой мощностью от 0,10 до 3.15 мВт
ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 12893-2005 — Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 13531-74 — Бетоноукладчики для заводов сборного железобетона
.ГОСТ 13547-2015 — Арматура трубопроводная. Затворы поворотные дисковые. Общие технические условия
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 14771-76 — Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 17380-2001 — Фитинги для стыковой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 17380-83 — Детали трубопроводов стальные бесшовные сварные на Pn £ 10 МПа (100 кгс / см2). Технические характеристики
ГОСТ 18103-84 — Установки для изготовления железобетонных объемных элементов сантехнических кабин и лифтовых шахт.Технические характеристики
ГОСТ 20572-83 — Насосы и насосные агрегаты двухвинтовые. Спецификация
ГОСТ 21345-2005 — Краны шаровые, заглушки и цилиндрические на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 23074-85 — Россыпи жидких органических удобрений
.ГОСТ 23355-78 — Соединения трубопроводов резьбовые. Шариковый ниппель. Строительство
ГОСТ 23484-79 — Установки электрогидравлические для удаления стержней. Технические требования
ГОСТ 24950-81 — Отводы и вставки гнутые для витков прямолинейных частей стальных магистральных трубопроводов
.ГОСТ 25781-83 — Формы стальные для железобетонных элементов.Технические характеристики
ГОСТ 28016-89 — Соединения трубопроводные резьбовые. Ниппель конический сварной. Строительство
ГОСТ 28759.5-90 — Фланцы сосудов и аппаратов
.ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 31294-2005 — Клапаны предохранительные прямого действия. Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее.Карманные фильтры. Влажное пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ 31832-2012 — Приводы штанговых насосов. Общие технические требования
ГОСТ 31834-2012 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые.Требования безопасности и методы испытаний
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31844-2012 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 32949-2014 — Дороги автомобильные общего пользования.Опоры стационарного электрического освещения. Методы контроля
ГОСТ 33164.1-2014 — Оборудование горное. Амортизаторы крыши с приводом от длинных забоев. Раздел поддержки. Общие технические условия
ГОСТ 33423-2015 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 34011-2016 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа.Общие технические требования
ГОСТ 34059-2017 — Внутренние коммуникации зданий и сооружений. Устройство систем водоснабжения отопления, отопления и охлаждения. Общие технические требования
ГОСТ 34094-2017 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ 34293-2017 — Арматура трубопроводная. Металлические шаровые краны для нефтяной, нефтехимической и смежных отраслей. Общие технические условия
ГОСТ 34294-2017 — Арматура трубопроводная криогенная.Общие технические условия
ГОСТ 34473-2018 — Арматура трубопроводная. Краны шаровые стальные цельносварные для водяных тепловых сетей. Общие технические условия
ГОСТ 5264-80: Ручные сварочные. Сварочные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 5464-75 — Понтоны напорных плавучих буровых трубопроводов и трубопроводов. Общие технические условия
ГОСТ 5761-2005 — Клапаны на номинальное давление не более PN 250. Общие технические условия
.ГОСТ 5762-2002 — Арматура трубопроводная промышленная.Задвижки PN
ГОСТ 7496-84 — Комбайны свеклоуборочные
.ГОСТ 8713-79 — Сварка под флюсом. Сварные соединения. Элементы дизайна и размеры Maih
ГОСТ Р 50073-92 — Арматура соединительная фланцевых типов трубопроводов. Технические характеристики
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51382-2011 — Котлы отопительные.Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Влажное пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные.Требования безопасности и методы испытаний
ГОСТ Р 51763-2001 — Приводы штанговых насосов. Общие технические требования
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52153-2003 — Ящики радиационно-защитные. Общие технические условия
ГОСТ Р 52209-2004 — Рукава в сборе для газовых горелок и газовых приборов. Общие технические требования и методы испытаний
ГОСТ Р 52445-2005 — Газоочистители абсорбционные.Требования безопасности и методы испытаний
ГОСТ Р 52664-2006 — Сваи трубные шпунтовые сварные. Общие технические условия
ГОСТ Р 52768-2007 — Центрифуги для производств, работающих с радиоактивными средами. Общие технические требования и методы испытаний
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53671-2009 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ Р 53673-2009 — Арматура трубопроводная.Затворы поворотные дисковые. Общие технические условия
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 53683-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общие технические основы
ГОСТ Р 53790-2010 — Нетрадиционные технологии. Энергетика биоотходов. Общие технические требования к биогазовым установкам
ГОСТ Р 53961-2010 — Оборудование пожарное.Подземные пожарные краны. Общие технические требования. Методы испытаний
ГОСТ Р 54086-2010 — Регуляторы давления. Общие технические условия
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 54960-2012 — Системы газораспределения. Заблокируйте станции сдачи газа.Кабинетные станции сдачи газа. Общие технические требования
ГОСТ Р 55018-2012 — Арматура трубопроводная для объектов энергетики. Общие технические условия
ГОСТ Р 55020-2012 — Арматура трубопроводная. Задвижки ножевые для магистральных трубопроводов. Общие технические условия
ГОСТ Р 55429-2013 — Соединения кольцевые разъемные трубопроводов. Конструкция, размеры и общие характеристики
ГОСТ Р 55474-2013 — Системы газораспределения. Требования к газораспределительным сетям.Часть 2. Газопроводы стальные
ГОСТ Р 55942-2014 — Трубы стальные. Подготовка концов труб и фитингов к сварке. Общие технические требования
ГОСТ Р 56001-2014 — Арматура трубопроводная для объектов газовой промышленности. Общие технические условия
ГОСТ Р 56400-2015 — Нефтяная и газовая промышленность. Проектирование и эксплуатация морских терминалов сжиженного природного газа. Общие требования
ГОСТ Р 58095.1-2018 — Системы газораспределения. Требования к сетям газопотребления.Часть 1. Газопроводы стальные
ГОСТ Р 58249-2018 — Машины для посадки, уборки, послеуборочной обработки картофеля. Технические требования
ИМ 14-51-00: Методические указания и разъяснения по актуальным вопросам создания систем автоматизации. Выпуск 4. Новые типовые чертежи объединения «Монтажавтоматика»
.Руководство: Руководство по импульсным и малопотребляющим системам пожаротушения
MDS 53-1.2001: Рекомендуемая практика монтажа стальных конструктивных элементов
МР 14-02-2003 — Выбор и применение селективных устройств для средств измерения давления
МСН 42-01-2011: Системы газораспределения
МУ 0397-00.004: Методика проведения неразрушающего контроля деталей котельной установки ППУА-1600/100
.ОСТ 108.030.133-84 — Элементы трубные поверхностей нагрева паровых котлов давлением менее 4 МПа, водогрейных котлов и котлов-утилизаторов. Технические требования, методы приемки и контроля.
ОСТ 108.101.102-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.103-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, четырехходовые).Дизайн и размеры.
ОСТ 108.101.104-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.105-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим днищем, четырехходовые). Дизайн и размеры.
ОСТ 108.101.108-76 — Подогреватели пароводяные. Кормовые водяные камеры (с эллиптическим днищем, двусторонние). Дизайн и размеры.
ОСТ 108.101.109-76 — Подогреватели пароводяные. Кормовые водные камеры (с эллиптическим днищем, четырехходовые).Дизайн и размеры.
ОСТ 108.101.110-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.101.111-76 — Подогреватели пароводяные. Охватывает. Дизайн и размеры.
ОСТ 108.313.102-76 — Подогреватели пароводяные. Оболочки. Патрубки с фланцами. Дизайн и размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.462-99 — Устройства для установки приборов измерения температуры на PN от 0,6 до 16 МПа. Типы, конструкция, размеры и общие технические требования
ОСТ 26.260.472-2000 — Устройства для установки манометров и отбора давления. Общие технические требования.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1159-75 — Трубные вводы-выводы стальных сварных емкостей и устройств. Технические требования.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2). Технические требования.
ОСТ 26-02-376-78 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-18-5-88 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 34-10-417-90 — Детали и сборные узлы трубопроводов атомных станций рабочие П
.ОСТ 36-13-90 — Щиты и пульты систем автоматизации технологических процессов. Общие технические условия
ОСТ 36-143-88 — Монтаж технологического оборудования и технологических трубопроводов. Рабочий процесс проекта. Порядок разработки, структура и содержание.
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа.Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-26-77 — Детали сварные трубопроводов Ду 500-1400 мм из углеродистой стали по Пном
.ОСТ 36-39-80 — Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс / см2). Экранированная ручная дуговая сварка металлом. Типовой технологический процесс.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 36-75-83 — Контроль неразрушающий.Сварные соединения трубопроводов. Ультразвуковой метод
ОСТ 36-79-83 — Трубы стальные технологические из углеродистых и низколегированных сталей Пи до 10 МПа (100 кгс / см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типичный процесс.
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПБ 03-108-96 — Правила устройства и безопасной эксплуатации технологических трубопроводов
ПГВУ 021-92 — Элементы унифицированные пыле-воздуховода.Сварные узлы блоков и элементов воздуховодов пыле- и газоводов ТЭЦ. Дизайн и габариты
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
РД 153-112-014-97 — Методические указания по ликвидации последствий аварий и ремонту магистральных нефтепродуктопроводов
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-39.504-00 — Общие технические требования к арматуре ТЭЦ (ТПП ОТТ — 2000).
РД 22-207-88 — Машины подъемные.Общие требования и стандарты производства
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы. Капитальный ремонт. Общие технические условия
РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов и аппаратов под давлением
РД 26-02-80-2004 — Ведущий документ.Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 34.10.130-96 — Инструкция по визуально-измерительному контролю.
РД 34.20.595-97 — Рекомендуемая практика проверки рабочего состояния стальных газопроводов общего пользования и бытовых для систем газоснабжения ТЭЦ, пиковых котельных и котельных систем трубопроводного теплоснабжения. Основные требования. Методы для
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10,0 МПа (100 кгс / см2)
РД 39-0147014-348-89 — Методические указания по защите полевого оборудования от коррозии с использованием ингибиторов отечественного производства
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-0147103-338-88 — Временные нормативы на проектирование электрических обогревательных наземных магистральных трубопроводов (Система электрообогрева осевого АСЭ)
РД 39-110-91 — Указания по ликвидации аварий и повреждений магистральных трубопроводов
.РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РМД 40-20-2013 Санкт-Петербург: Проектирование и монтаж трубопроводов для систем водоснабжения и канализации Санкт-Петербурга
РМД 40-20-2016 Санкт-Петербург: Монтаж сетей водоснабжения и водоотведения г. Санкт-Петербурга.Санкт-Петербург
РТМ 108.940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. Требования к настройке и эксплуатации
СНиП 3.05.01-85: Внутренние водопроводные системы
.СНиП 3.05.03-85: Тепловые сети
СНиП 3.05.05-84: Технологическое оборудование и технологические трубопроводы
.СНиП 3.05.07-85: Автоматизированные системы
СНиП 42-01-2002: Государственный комитет РФ по строительству и жилищно-коммунальному комплексу (ГОССТРОЙ России)
СНиП III-34-74: Системы автоматизации
СП 42-102-2004 — Проектирование и строительство газопроводов из металлических труб.Заменить СП 42-102-96
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СП 73.13330.2012 — Внутренние санитарно-технические системы
.СП 73.13330.2016 — Внутренние санитарно-технические системы
СП 77.13330.2016 — Системы автоматизации.
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СЗК 4-3-90: Приборы для измерения и регулирования расхода.Установка в трубопровод. Часть I. Счетчики
ТУ 1317-233-0147016-02 — Трубы бесшовные горячедеформированные нефтегазовые повышенной надежности при эксплуатации для месторождений ОАО «Томскнефть» ВНК
.ТУ 1462-203-0147016-01 — Детали стальные соединительные сварочные для работы в нефтепромысловых средах с повышенной коррозионной активностью. Технические условия
ТУ 1468-010-593377520-2003 — Соединения стальные сварные бесшовные трубопроводов повышенной эксплуатационной надежности, предназначенные для промыслового строительства ОАО «ТНК
».ТУ 26-18-38-90 — Детали трубопроводов бесшовные сварные из стали марок 15Х5М, 12Х1МФ, 12Х18Н10Т, 08Х22Н6Т
.ТУ 34-38-20135-94 — Воздухонагреватели трубчатые стационарных котлов.Технические условия на капитальный ремонт
ТУ 34-38-20189-94 — Горелки газомазутные для паровых стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20190-94 — Горелки типов пылевидные паровые стационарные котлы. Технические условия на капитальный ремонт
ТУ 34-38-20191-94 — Котлы головные стационарные. Общие технические условия на капитальный ремонт
ТУ 36-1686-82 — Отводы крутоизогнутые под углом 90 градусов из сталей марок 15Х5М, 08Х18НИОТ, 12Х18НИОТ и 10Х17х23М2Т, бесшовные сварные по Роу менее 10 МПа
ТУ 3631-002-76457067-2012 — Насосы и агрегаты динамические типа МСТ-ЦН и запчасти к ним
ТУ 3742-011-343
-2003 — Клапаны обратные DN 100-1400 PN 8,0 МПа; PN 12,5 МПа; PN 16, 0 МПа.Технические условияТУ 4218-008-51216464-01 — Устройство селекционное. Технические условия
ВНТП 04-94. Нормы проектирования заводов по розливу вина
ВНТП 10М-93: Нормы инженерного проектирования для пивоварен
ВНТП 11-93. Нормы технического проектирования предприятий по производству ячменного пивоваренного солода
ВНТП 26-94: Нормы технологического проектирования заводов игристых вин (производство советского шампанского проточно-емкостным способом)
ВНТП 34-93. Нормы инженерного проектирования объектов алкогольной промышленности
ВСН 006-89: Строительство магистральных и промысловых трубопроводов Сварка
ВСН 362-87 — Дезинфекция и травление трубопроводов
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования на предприятиях строительной отрасли Госагпрома СССР.Часть 1
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 411-88: Монтаж смазочных, гидравлических и пневматических систем общепромышленного применения
ВСН 416-81: Общие нормативные нормы строительных материалов. Подборка замечаний 30: Сварочные работы
ВСН 452-84: Нормы расхода материалов в строительстве. Сварка труб из легированной стали, автоматическая сварка под флюсом листовых конструкций, сварочных стержней и клапанных вкладышей, газовая резка
ВСН 461-85: Инструкция по сварке стыков стальных трубопроводов
.ГОСТ 34587-2019 — Краны подъемные.Металлоконструкции. Требования к производству
ГОСТ Р 55474-2019 — Системы газораспределения. Газораспределительные сети природного газа. Часть 2. Газопроводы стальные
ГОСТ Р 58619-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Понтоны. Общие технические условия
ГОСТ Р 58620-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Приемные устройства для цистерн. Общие технические условия
ГОСТ Р 58778-2019 — Системы газораспределения.Газораспределительные сети и потребление газа. Газопроводы высокого давления категории 1а
ГОСТ Р 58880-2020 — Системы питьевой воды судовые. Правила оформления
ГОСТ Р 58934-2020 — Установки для производства объемных железобетонных блоков санитарных кабин и лифтовых шахт. Технические характеристики
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб. Технические характеристики
КПО 01.05.12-05: Каталог-перечень оборудования.Котельное оборудование. Том 2
КПО 01.05.12-05: Каталог-перечень оборудования. Котельное оборудование. Том 2
КПО 04.03.13-06: Каталог-перечень оборудования. Приборы для измерения и регулирования расхода, количества, уровня и состава вещества
Пособие к СНиП 3.05.02-88: Пособие по технологии и организации строительства трубопроводов для систем газоснабжения в сельской местности Нечерноземной зоны РСФСР
ОТУ 3-01 — Сосуды и аппараты.Общие технические условия на ремонт корпуса
РД 39-3-221-79 — Инструкция по защите нефтепромыслового оборудования от коррозии ингибиторами типов ИА, ИД
.РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
СП 129.13330.2019: Наружные сети и сооружения водоснабжения и канализации
СП 341.1325800.2017 — Подземные инженерные коммуникации. Футеровка методом горизонтально-направленного бурения
ТУ 1468-001-17192736-01 — Отводы бесшовные сварные из легированной и высоколегированной стали
| . Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
Белорусское законодательство.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлено электронное письмо по ссылке на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Законов Туркменистана | Официальная нормативная библиотека — ОСТ 26-07-1232-87
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Отраслевые стандарты и спецификации » Отраслевые стандарты »
Классификатор ISO » 23 ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ СИСТЕМЫ И КОМПОНЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ » 23.040 Трубопроводы и их комплектующие » 23.040.99 Детали трубопроводов прочие »
Документ заменен на:
СТ ЦКБА 060-2008 — Арматура трубопроводная. Ходовые резьбовые пары. Основные размеры, технические требования
Ссылки на документы:
ГОСТ 10549-80 — Биение резьбы винтовых. Промывка резьбы, общее биение резьбы, поднутрения и фаски
ГОСТ 14068-79 — Паста ВНИИ НП-232. Технические характеристики
ГОСТ 1412-85 — Чугун с чешуйчатым графитом
.ГОСТ 18175-78 — Бронзы безоловянные, обработанные давлением.Оценки
ГОСТ 24643-81 — Основные нормы взаимозаменяемости. Допуски формы и положения поверхностей. Числовые значения
ГОСТ 24738-81 — Основные нормы взаимозаменяемости. Однозаходная резьба трапециевидная. Диаметр и шаг
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 — Сталь конструкционная легированная
.ГОСТ 5632-72 — Стали высоколегированные и сплавы нержавеющие, жаропрочные и термически обработанные.Оценки
ГОСТ 7769-82 — Чугун легированный для отливок с особыми свойствами
.ГОСТ 9433-80 — Смазка ЦИАТИМ-221. Технические характеристики
ГОСТ 9484-81 — Резьба трапецеидальная одинарная. Профиль. Основные размеры
ГОСТ 9562-81 — Основные нормы взаимозаменяемости. Однозаходная резьба трапециевидная. Допуски
ОСТ 26-07-1203-85 — Арматура трубопроводная. Электролитические, химические и диффузионные покрытия. Технические требования.
ОСТ 26-07-1205-75 — Способы нанесения антифрикционных смазок на поверхности трубопроводной арматуры.
ОСТ 26-07-316-77 — Литье из коррозионно-стойкого и жаропрочного чугуна деталей трубопроводной арматуры и приводов к ней
.Ссылка на документ:
ОСТ 26-07-2020-79 — Втулка стержня трения узла. Дизайн и размеры.
ОСТ 26-07-2071-87 — Арматура трубопроводная из стали, стойкой к сульфидному коррозионному растрескиванию. Основные Характеристики.
СТ ЦКБА 052-2008 — Арматура трубопроводная. Требования к материалам арматуры для сероводородных сред
СТ ЦКБА 060-2008 — Арматура трубопроводная.Ходовые резьбовые пары. Основные размеры, технические требования
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
Законы Туркменистана.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлено электронное письмо по ссылке на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Законы Таджикистана | Официальная нормативная библиотека — ГОСТ 9.021-74
Продукт содержится в следующих классификаторах:
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 2 Испытания на внешние факторы » 2.2 Тестирование продукции производства »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.3 Цветные и драгоценные металлы »
Классификатор ISO » 77 МЕТАЛЛУРГИЯ » 77.060 Коррозия металлов »
Национальные стандарты » 77 МЕТАЛЛУРГИЯ » 77.060 Коррозия металлов »
Классификатор ISO » 77 МЕТАЛЛУРГИЯ » 77.120 Цветные металлы » 77.120.10 Алюминий и алюминиевые сплавы »
Национальные стандарты » 77 МЕТАЛЛУРГИЯ » 77.120 Цветные металлы » 77.120.10 Алюминий и алюминиевые сплавы »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Т9 Единая система защиты от коррозии и старения материалов и изделий » T99 Методы испытаний »
Ссылки на документы:
ГОСТ 10484-78 — Реактивы.Плавиковая кислота. Технические характеристики
ГОСТ 14261-77 — Кислота соляная сверхчистая. Технические характеристики
ГОСТ 1778-70 — Сталь. Металлографические методы определения неметаллических включений
ГОСТ 177-88 — Водород перекись
.ГОСТ 2263-79 — Натрий гидроксид технический. Технические характеристики
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
ГОСТ 4233-77 — Реактивы. Натрия хлорид. Технические характеристики
ГОСТ 5962-67 — Спирт этиловый ректификованный.Технические характеристики
ГОСТ 6709-72 — Вода дистиллированная. Технические характеристики
ГОСТ 701-89 — Кислота азотная концентрированная
.Ссылка на документ:
ГОСТ 33986-2016 — Транспортные средства автомобильные. Баллоны высокого давления для сжатого природного газа, используемого в качестве моторного топлива. Технические требования и методы испытаний
ГОСТ 5228-89 — Кольца уплотнительные резиновые для муфт асбестоцементных труб
.ГОСТ 9.904-82 — Единая система защиты от коррозии и старения.Алюминиевые сплавы. Ускоренный метод испытаний отслаивающейся коррозии
ГОСТ 9.908-85 — Единая система защиты от коррозии и старения. Металлы и сплавы. Методы определения показателей коррозии и коррозионной стойкости
ГОСТ Р 51753-2001 — Баллоны высокого давления для сжатого природного газа в качестве топлива для автомобильной техники. Общие технические условия
ОСТ 26-01-1183-82 — Сосуды и аппараты алюминиевые. Общие технические характеристики.
ОСТ 26-01-152-82 — Поковки из алюминия и алюминиевых сплавов для химического оборудования.Общая спецификация.
ОСТ 26-07-2040-81 — Арматура трубопроводная. Сокращенные жизненные испытания. Общие требования к разработке методик сокращенных тестов.
РД 50-541-85 — Методические указания по внедрению стандартов Единой системы защиты продукции и материалов от коррозии, старения и биоповреждения (ЕСЗС) в отраслях промышленности
Пособие по СНиП 2.03.11-85: Пособие по контролю состояния строительных металлоконструкций зданий и сооружений в агрессивных средах, проведению изысканий и проектированию восстановления антикоррозийной защиты конструкций
Инструкция по СНиП 2.03.11-85: Руководство разработчика по защите от коррозии бетонных и железобетонных конструкций
Пособие по СНиП 2.03.11-85: Пособие по устройству защиты от коррозии каменных, армированных каменных и асбестоцементных конструкций
НД 2-020101-130: Правила технического надзора за постройкой судов и изготовлением материалов и изделий для судов
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
Законы Таджикистана.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлено электронное письмо по ссылке на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Сравнительная оценка документации по измерению шероховатости поверхности
Исследование относится к области метрологического надзора, а именно к контролю параметров шероховатости поверхности. Авторами проанализированы следующие нормативные документы: ГОСТ Р ИСО 4287-2014 «Геометрические характеристики изделий (GPS). Текстура поверхности. Профильный метод. Термины, определения и параметры текстуры поверхности», ГОСТ 25142-82 «Шероховатость поверхности. Термины и определения», ГОСТ 2789-73 «Шероховатость поверхности.Параметры и характеристики », ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85)« Образцы для сравнения шероховатости. Общие технические условия », ГОСТ 27964-88 (СТ СЭВ 6134-87, ИСО 4287 / 2-84)« Измерение параметров шероховатости. Термины и определения », ГОСТ 19300-86« Приборы для измерения шероховатости поверхности профильным методом. Контактные профилографы и профилометры. Типы и основные параметры », ГОСТ Р 8.651-2009 ИСО« Государственная система обеспечения единства измерений. Контактные (игольчатые) инструменты для измерения шероховатости поверхности.Методика калибровки », ГОСТ 9847-79« Приборы оптические для измерения параметров шероховатости поверхности. Основные параметры и виды », ГОСТ Р 8.700-2010« Государственная система обеспечения единства измерений. Методика измерения эффективной высоты шероховатости поверхности с помощью сканирующего зондового атомно-силового микроскопа », регулирующего измеряемые параметры шероховатости поверхности, приборы, измеряющие эти параметры.