Изготовление и контроль качества стальных строительных конструкций: NormaCS ~ СП 53-101-98 ~ Статус СП 53-101-98
| Наименование конструктивных элементов | Наименование отклонений | Величины допускаемых отклонений в мм |
| Основания под конструкции (фундаменты) | Отклонение по высоте опорной поверхности основания от проектного положения (в пределах опирания конструкций) | ±2 |
Стальные опорные плиты | Отклонение но высоте верхней плоскости плиты от проектного положени | ± 1,5 |
Анкерные болты | Отклонения в плане болтов, расположенных вне контура опоры конструкции, от проектного положения | ±10 |
| Колонны | То же, для болтов, расположенных внутри контура опоры конструкций | ±5 |
Смещение оси колонны относитель но разбиивочных осей (в нижнем сечении) | ± 5 | |
Отклонения оси колонны от вертикали (в верхнем сечении) при высоте колонны: до 10 м | 10 | |
| более 10 м | 1/100 высоты колонны, но не более 35 м | |
| Стрела прогиба (кривизна колонны) | 1/100 высоты колонны, но не более 15 м | |
Фермы, ригели, балки перекрытий и прогоны | Отклонения отметок опорных узлов ферм и ригелей от проектных отметок | ±20 |
| Отклонения верхнего пояса (в середине пролета) от вертикальной плоскости, проходящей через центры опор | 1/250 высоты конструкций | |
Стрела прогиба (кривизна) прямолинейного участка сжатого пояса из плоскости фермы, ригеля или балки | 1/1500 величины пролета, но не более 10 м | |
Отклонения расстояния между прогонами от проектного размера | ± 5 | |
Подкрановые балки и пути | Отклонения верхнего пояса (в середине пролета) от вертикальной плоскости, проходящей через центры опор | 1/500 высоты балки |
Разность отметок головок подкрановых рельсов в одном поперечном разрезе данного пролета здания: на опорах | 10 | |
| в пролете | 15 | |
| Разность отметок подкрановых рельсов на соседних колоннах | 1/1500 расстояния между колоннами, но не более 10 мм ±5 | |
Отклонение расстояния между подкрановыми рельсами от проектного положения | ±5 | |
Взаимное смещение в стыке торцов подкрановых рельсов (в плане и по-высоте) | 1 | |
Смещение оси подкранового рельса от оси подкрановой балки | ±15 | |
Отклонение оси подкранового рельса от прямой (переломы оси не допускаются) | ±15 |
Законы :: Металлические конструкции (91.
 080.10)
080.10)ГОСТ 23118-99 Конструкции стальные строительные. Общие технические условия Постановление Госстроя России от 19.10.1999 N 39 ГОСТ от 19.10.1999 N 23118-99
читать полностью
СНиП II-23-81* Стальные конструкции (с Изменениями) Постановление Госстроя СССР от 14.08.1981 N 144 СНиП от 14.08.1981 N II-23-81*
читать полностью
СНиП 2.03.06-85 Алюминиевые конструкции (С Изменениями) Постановление Госстроя СССР от 02.10.1985 N 167 СНиП от 02.10.1985 N 2.03.06-85
читать полностью
СП 53-101-98 Изготовление и контроль качества стальных строительных конструкций Постановление Госстроя России от 17.05.1999 N 37 Свод правил (СП) от 17.05.1999 N 53-101-98
читать полностью
РД 34. 15.132-96 Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов РД от 14.03.1996 N 34.15.132-96 СО от 14.03.1996 N 153-34.15.132-96 Приказ Минстроя России от 20.05.1996 Приказ Минэнерго России от 14.03.1996
15.132-96 Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов РД от 14.03.1996 N 34.15.132-96 СО от 14.03.1996 N 153-34.15.132-96 Приказ Минстроя России от 20.05.1996 Приказ Минэнерго России от 14.03.1996
читать полностью
Пособие по проектированию защиты от коррозии бетонных и железобетонных строительных конструкций (к СНиП 2.03.11-85) Пособие от 11.06.1987 N 2.03.11-85
читать полностью
Пособие по проектированию стальных конструкций (к СНиП II-23-81*) (Разделы 1-18) Пособие от 15.08.1985 N II-23-81*
читать полностью
МДС 53-1.2001 Рекомендации по монтажу стальных строительных конструкций (к СНиП 3.03.01-87) МДС от 01.01.2001 N 53-1.2001
читать полностью
Пособие по проектированию стальных конструкций опор воздушных линий (ВЛ) электропередачи и открытых распределительных устройств (ОРУ) подстанций напряжением свыше 1 кВ (к СНиП II-23-81*) Пособие от 24.
читать полностью
Пособие по расчету и конструированию сварных соединений стальных конструкций (к главе СНиП II-23-81) Пособие от 28.11.1983 N II-23-81
читать полностью
Пособие по контролю состояния строительных металлических конструкций зданий и сооружений в агрессивных средах, проведению обследований и проектированию восстановления защиты конструкций от коррозии (к СНиП 2.03.11-85) Пособие от 30.06.1987 N 2.03.11-85
читать полностью
Рекомендации по проектированию антикоррозийной защиты железобетонных конструкций производственных зданий нефтехимической промышленности (в развитии главы СНиП 2.03.11-85) Пособие от 01.01.1986 N 2.03.11-85
читать полностью
РД 153-34. 1-21.530-99 Методические указания по обследованию строительных конструкций производственных зданий и сооружений тепловых электростанций. Часть 2. Металлические конструкции РД от 28.12.1999 N 153-34.1-21.530-99 СО от 28.12.1999 N 34.21.530-99 Приказ РАО «ЕЭС России» от 28.12.1999
1-21.530-99 Методические указания по обследованию строительных конструкций производственных зданий и сооружений тепловых электростанций. Часть 2. Металлические конструкции РД от 28.12.1999 N 153-34.1-21.530-99 СО от 28.12.1999 N 34.21.530-99 Приказ РАО «ЕЭС России» от 28.12.1999
читать полностью
Пособие по проектированию усиления стальных конструкций (к СНиП II-23-81*) Пособие от 22.10.1987 N II-23-81*
читать полностью
Сокращенный сортамент металлопроката для применения в строительных стальных конструкциях Постановление Госстроя СССР от 18.12.1990 N 110
читать полностью
Контроль качества сварных соединений стальных конструкций

4.2 Контрольные операции должны производиться пока доступ к изделию не затруднен и отсутствует антикоррозионная и огнезащита.
4.3 Методы и объемы контроля должны соответствовать требованиям проектной документации, таблице 10.6 и ППСР.
Таблица 10.6. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Методы контроля |
Типы швов конструкций, объем контроля |
|
1 Внешний осмотр и измерения с проверкой геометрических размеров и формы швов и наличия наружных дефектов по ГОСТ 3242 |
Все типы швов конструкций в объеме 100% |
|
2 Неразрушающий ультразвуковой контроль по ГОСТ 14782 |
Все типы швов конструкций в объеме не менее 0,5% длины швов и более по указаниям в проекте с учетом дополнительных требований раздела 4 |
|
3 Радиографический, магнитопорошковый и др. |
То же |
|
4 Испытания на непроницаемость и герметичность по ГОСТ 18442 |
То же |
|
5 Механические испытания контрольных образцов по ГОСТ 6996 |
Все типы сварных швов конструкций, для которых требования механических свойств предусмотрены чертежами КМ |
|
6 Металлографические исследования макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений |
То же |
|
_____________________ * Места обязательного контроля должны быть указаны в проекте. |
|
 по ГОСТ 7512, ГОСТ 21104, ГОСТ 21105, ГОСТ 25225
по ГОСТ 7512, ГОСТ 21104, ГОСТ 21105, ГОСТ 25225
4.4 По внешнему осмотру и измерениям качество швов должно удовлетворять требованиям таблицы 10.7.
Таблица 10.7. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Элементы сварных соединений, наружные дефекты |
Требования к качеству, допустимые размеры дефектов |
|
Поверхность шва |
Равномерно-чешуйчатая, без прожогов, наплывов, сужений и перерывов. Плавный переход к основному металлу (следует оговорить в чертежах КМ и КМД) |
|
Подрезы |
Глубина до 5% толщины свариваемого проката, но не более 1 мм |
|
Дефекты удлиненные и сферические одиночные |
Глубина до 10% толщины свариваемого проката, но не более 3 мм. |
|
Дефекты удлиненные и сферические в виде цепочки или скопления |
Глубина до 5% толщины свариваемого проката, но не более 2 мм. Длина — до 30% длины оценочного участка. Длина цепочки или скопления — более удвоенной длины оценочного участка |
|
Дефекты (непровары, цепочки и скопления пор), соседние по длине шва |
Расстояние между близлежащими концами — не менее 200 мм |
|
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С и до минус 65 °С включительно |
|
|
Непровары, несплавления, цепочки и скопления наружных дефектов |
Не допускаются |
|
Подрезы: |
|
|
вдоль усилия |
Глубина — не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм — при большей толщине |
|
местные поперек усилия |
Длина — не более удвоенной длины оценочного участка |
|
_____________________ * Здесь и далее длину оценочного участка следует принимать по таблице 10. |
|
 Длина — до 20% длины оценочного участка*
Длина — до 20% длины оценочного участка* 9.
9.4.5 Трещины всех видов и размеров не допускаются.
4.6 Предельные отклонения размеров и сечения швов сварных соединений от проектных не должны превышать величин, указанных в ГОСТ 14771, ГОСТ 23518, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 16037, ГОСТ 5264. Обнаруженные дефекты должны быть исправлены в соответствии с положениями ППСР, а сварные швы подвергнуты повторному визуально-измерительному контролю.
4.7 Неразрушаемые методы контроля следует производить на сварных швах, принятых внешним осмотром и измерениями. Контролю должны подлежать преимущественно места с признаками дефектов и участки пересечения швов. Длина контрольного участка должна быть не менее 100 мм.
4.8 По результатам радиографического контроля швы сварных соединений конструкций должны удовлетворять требованиям таблиц 10.8 и 10.9.
Таблица 10.8. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Элементы сварных соединений, внутренние дефекты |
Требования к качеству, допустимые размеры дефектов |
|
Соединения, доступные для сварки с двух сторон, соединения на подкладках |
|
|
непровары в корне шва |
Высота — до 5% толщины свариваемого проката, но не более 2 мм. Длина — не более удвоенной длины оценочного участка |
|
Соединения без подкладок, доступные для сварки с одной стороны |
|
|
непровары в корне шва |
Высота — до 15% толщины свариваемого проката, но не более 3 мм |
|
удлиненные и сферические дефекты: |
|
|
одиночные |
Высота — не более значений h* |
|
образующие цепочку или скопления |
Высота — не более 0,5 h* Длина — не более длины оценочного участка |
|
удлиненные |
Протяженность не более отношения S*/h |
|
непровары, цепочки и скопления пор, соседние по длине шва |
Расстояние между близлежащими концами не менее 200 мм |
|
суммарные в продольном сечении шва |
Суммарная площадь на оценочном участке — не более S* |
|
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость |
|
|
непровары, несплавления, удлиненные дефекты, цепочки и скопления дефектов |
Не допускаются |
|
одиночные сферические дефекты |
Высота не более 0,5 h* Расстояние между соседними дефектами — не менее удвоенной длины оценочного участка |
|
_____________________ * Значения h и S следует принимать по таблице 10. |
|
 9.
9.Таблица 10.9. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Наименьшая толщина элемента конструкции в сварном соединении, мм |
Длина оценочного участка, мм |
Допустимые размеры одиночных дефектов |
|
|
h, мм |
S, мм2 |
||
|
От 4 до 6 |
15 |
0,8 |
3 |
|
Свыше 6 до 8 |
20 |
1,2 |
6 |
|
Свыше 8 до 10 |
20 |
1,6 |
8 |
|
Свыше 10 до 12 |
25 |
2,0 |
10 |
|
Свыше 12 до 14 |
25 |
2,4 |
12 |
|
Свыше 14 до 16 |
25 |
2,8 |
14 |
|
Свыше 16 до 18 |
25 |
3,2 |
16 |
|
Свыше 18 до 20 |
25 |
3,6 |
18 |
|
Свыше 20 до 60 |
30 |
4,0 |
18 |
|
___________________ Обозначения, принятые в таблице: h — допустимая высота сферического или удлиненного одиночного дефекта; S — суммарная площадь дефектов в продольном сечении шва на оценочном участке. Примечание. Чувствительность контроля устанавливается по третьему классу согласно ГОСТ 7512. |
|||

При оценке за высоту дефектов h следует принимать следующие размеры их изображений на радиограммах:
- для сферических пор и включений — диаметр;
- для удлиненных пор и включений — ширину.
4.9 По результатам ультразвукового контроля швы сварных соединений конструкций должны удовлетворять требованиям таблицы 10.10.
Таблица 10.10. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Сварные соединения |
Наименьшая толщина элемента конструкции в сварном соединении, мм |
Длина оценочного участка, мм |
Фиксируемая эквивалентная площадь одиночного дефекта, мм2 |
Допустимое число одиночных дефектов на оценочном участке, шт. |
|
|
наименьшая поисковая |
допустимая оценочная |
||||
|
Стыковые |
Свыше 6 до 10 |
20 |
5 |
7 |
1 |
|
Угловые |
Свыше 10 до 20 |
25 |
5 |
7 |
2 |
|
Тавровые |
Свыше 20 до 30 |
30 |
5 |
7 |
3 |
|
Нахлесточные |
Свыше 30 до 60 |
30 |
7 |
10 |
3 |
4. 10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.
10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.
4.11 В соединениях, доступных сварке с двух сторон, а также в соединениях на подкладках суммарная площадь дефектов (наружных, внутренних или тех и других одновременно) на оценочном участке не должна превышать 5% площади продольного сечения сварного шва на этом участке.
В соединениях без подкладок, доступных сварке только с одной стороны, суммарная площадь всех дефектов на оценочном участке не должна превышать 10% площади продольного сечения шва на этом участке.
4. 12 В случае обнаружения недопустимого дефекта следует выявить его фактическую длину, дефект исправить (см. 4.18) и вновь проконтролировать удвоенную выборку.
12 В случае обнаружения недопустимого дефекта следует выявить его фактическую длину, дефект исправить (см. 4.18) и вновь проконтролировать удвоенную выборку.
При повторном выявлении дефекта контролю подлежат 100% сварных соединений.
4.13 Контроль непроницаемости швов сварных соединений следует, как правило, производить пузырьковым или капиллярным методами в соответствии с ГОСТ 3242 (под непроницаемостью следует понимать способность соединения не пропускать воду или другие жидкости).
Величина разрежения при пузырьковом методе должна быть не менее 2500 Па (250 мм вод. ст.).
Продолжительность контроля капиллярным методом должна быть не менее 4 ч при положительной и менее 8 ч при отрицательной температуре окружающего воздуха.
4.14 Контроль герметичности (под герметичностью следует понимать способность соединения не пропускать газообразные вещества) швов сварных соединений следует, как правило, производить пузырьковым методом в соответствии с ГОСТ 3242.
4.15 Сварные соединения, контролируемые при отрицательной температуре окружающего воздуха, следует просушивать нагревом до полного удаления замершей воды и смазки.
4.16 Механические испытания контрольных образцов проводят при наличии требований в чертежах марки КМ к показателям прочности, пластичности и вязкости металла шва и зоны термического влияния сварного соединения.
Требования к контрольным образцам и их сварке аналогичны требованиям к пробным (допускным) образцам (см. 10.1.4).
Число контрольных образцов при механических испытаниях должно быть не менее:
- на статическое растяжение стыкового соединения — двух;
- на статическое растяжение металла шва стыкового, углового и таврового соединений — по три;
- на статический изгиб стыкового соединения — двух;
- на ударный изгиб металла шва и зоны термического влияния стыкового соединения — трех; тип образца и места надрезов должны быть указаны в чертежах КМ;
- на твердость (НВ) металла и зоны термического влияния сварного соединения низколегированной стали (не менее, чем в четырех точках) — одного.

4.17 Металлографические исследования макрошлифов швов сварных соединений следует проводить в соответствии с ГОСТ 10243*.
4.18 Обнаруженные в результате контрольных испытаний недопустимые дефекты необходимо устранить механизированной зачисткой (абразивным инструментом) или механизированной рубкой, а участки шва с недопустимыми дефектами вновь заварить и проконтролировать.
Допускается удаление дефектов сварных соединений ручной кислородной резкой или воздушно-дуговой поверхностной резкой при обязательной последующей зачистке поверхности реза абразивным инструментом на глубину 1 — 2 мм с удалением выступов и наплывов.
4.19Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину 0,5 — 0,7 мм.
4.20 При удалении механизированной зачисткой (абразивным инструментом) дефектов сварных соединений, корня шва и прихваток риски на поверхности металла необходимо направлять вдоль сварного соединения:
- при зачистке мест установки начальных и выводных планок — вдоль торцевых кромок свариваемых элементов конструкций;
- при удалении усиления шва — под углом 40 — 50 0 к оси шва.

Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3% толщины свариваемого элемента, но не более 1 мм.
4.21 При удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки допускается углубляться с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины свариваемого элемента, но не более чем на 8 мм с каждой стороны. При этом суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5%. После обработки торцов швов необходимо притупить острые грани.
4.22 Исправление сварных соединений зачеканкой не допускается.
4.23 Остаточные деформации конструкций, возникшие после монтажной сварки, необходимо устранять термическим или термомеханическим воздействием по технологической карте (регламенту).
4.24 Методы и объемы неразрушающего контроля элементов монтируемых конструкций приведены в дополнительных правилах раздела 4.
4.25 Оформление результатов контроля по 10.5.4 и 10.5.5.
Изготовление ответственных металлоконструкций на Заводе САРРЗ
В связи с изменениями производственной программы Саратовского резервуарного завода выпуск данного оборудования завершен.
Актуальный список товаров доступен в разделе «Продукция».
Ответственные металлоконструкции выполняют ту же функцию, что и несущие конструкции зданий и сооружений различного назначения, но они выполнены не из ставшего традиционным бетона, а из металла. Несущими конструкциями называются такие элементы здания, которые подвергаются наибольшей нагрузке со стороны других строительных элементов, как то перегородок, стен, кровли и т.п. Следовательно, подобные строительные конструкции должны обладать максимальной износоустойчивостью со стороны внешних факторов (влияние климатических факторов, геологических особенностей месторасположения, эксплуатационным нагрузкам) по отношению к безопасности жизни человека.
Долгое время несущие конструкции изготавливались из бетона. Но на сегодняшний момент строительная отрасль развивается. Сначала бетон пришел на смену древесины, теперь большинство несущих конструкций изготавливают из металла.
Преимущества металлических конструкций по сравнению с конструкциями из других материалов
По сравнению с бетоном металл обладает многими преимуществами:
-
вес металлоконструкций меньше, что снижает экономические и трудовые затраты на транспортировку и монтаж: возможность использования менее энергозатратной грузоподъемной техники, возможность сборки конструкций на строительной площадки
-
стойкость к агрессивному воздействию окружающей среды у металла выше, чем у бетона. При этом нельзя сказать, что металл не подвержен таковому влиянию. Просто способы защиты металла намного проще и дешевле. Износостойкость бетона также можно повысить за счет применения специальных защитных добавок, но они все равно уступают по характеристикам
Одним из недостатков использования металла является его низкая устойчивость к низким температурам. Но современная промышленность нашла выход: для изоляции от холода ответственные металлоконструкции утепляют.
Но современная промышленность нашла выход: для изоляции от холода ответственные металлоконструкции утепляют.
Следует отметить, что не все несущие конструкции изготавливают из металла. Основной строительный элемент здания — плита перекрытия — выполняют из бетона из-за его повышенного функционального назначения.
Но, тем не менее, использование металла для изготовления ответственных конструкций является более экономически выгодным и безопасным для жизнедеятельности человека.
Изготовление металлоконструкций
В зависимости от назначения здания и сооружения металлургическая промышленность может предложить большой выбор металла: углеродистые стали, низколегированные стали, алюминиевые и титановые сплавы и др.
Для изготовления ответственных металлоконструкций строительных сооружений Саратовский резервуарный завод выбирает ту сталь, которая максимально подходит для выполнения тех или иных функций и обладает высокими коэффициентами устойчивости на изгиб и прочностными характеристиками. На выбор стали оказывают влияние многие факторы:
На выбор стали оказывают влияние многие факторы:
-
назначение здания или сооружения
-
климатические факторы (ветровая нагрузка, влажность, температурный режим эксплуатации, свойства грунта и т.п.)
-
сейсмичность района эксплуатации
-
технико-эксплуатационные требования к зданиям и сооружениям
Все вышеперечисленные факторы влияют на методы металлообработки и его характеристики.
Например, сталь Ст3 наиболее часто применяется для изготовления металлоконструкций, так как обладает высокими механическими и химическими свойствами, пластичностью, хорошо сваривается и не подвергается закалке. Если впоследствии металлоконструкция подвержена только статическим нагрузкам и температура эксплуатации сооружения не ниже -25°С, используются кипящие стали, так как они имеют неоднородную структуру, высокую склонность к старению и образованию трещин, низкие характеристики свариваемости. Для изготовления ответственных металлоконструкций, эксплуатируемых при температуре ниже -25°С, подверженных динамическим и вибрационным нагрузкам, целесообразно использовать спокойную мартеновскую сталь марки Ст3, так как она обладает высокими характеристиками ударной вязкости.
Для изготовления ответственных металлоконструкций, эксплуатируемых при температуре ниже -25°С, подверженных динамическим и вибрационным нагрузкам, целесообразно использовать спокойную мартеновскую сталь марки Ст3, так как она обладает высокими характеристиками ударной вязкости.
Специалисты Саратовского резервуарного завода помогут Вам подобрать тип металла, который наиболее подходит для изготовления ответственных металлоконструкций любого назначения и размера.
Классификация ответственных металлоконструкций
В соответствии с ГОСТ 23118-99 «Конструкции стальные строительные. Общие технические условия» существует несколько классификаций строительных металлоконструкций:
-
по назначению: несущие, ограждающие
-
по способу соединения конструкции: болтовые, сварные, клепаные, винтовые
-
по строительным и эксплуатационным условиям: по виду силового воздействия, по степени агрессивности окружающей среды и температурного режима, по принципу функционирования
-
по степени заводской готовности: полностью изготовленные на заводе и металлоконструкции, изготовленные в виде отправочных элементов (марок) для последующего монтажа на строительной площадке
Саратовский резервуарный завод изготавливает большой спектр металлоконструкций, которые впоследствии являются несущей конструкцией зданий и сооружений различного назначения:
-
каркасы зданий
-
антенно-мачтовые сооружения
-
опоры металлоконструкций связи
-
металлоконструкции промышленного назначения
-
металлоконструкции строительного назначения
-
рекламные металлоконструкции
-
склады, торговые центры, магазины, ангары, спортивные сооружения и комплексы
-
фермы
-
колонны
-
прогоны
-
бункера
-
сварные стальные балки и т.
д.
 д.
д.Этапы производства металлоконструкций: расчет, проектирование, изготовление, сварка, покраска, монтаж, защита, строительство
Производство металлоконструкций на Заводе САРРЗ регламентируется несколькими нормативными документами:
-
ГОСТ 23118-2012 “Конструкции стальные строительные. Общие технические условия”
-
OCT 26.260.758-2003 “Конструкции металлические. Общие технические условия”
-
СНиП II-23-81 “Стальные конструкции”
-
СП 53-101-98 «Изготовление и контроль качества стальных строительных конструкций».
Изготовление наиболее надежной и экономически выгодной металлоконструкции основывается на правильном ее проектировании на основании требований Заказчика к конечному зданию или сооружению. Так как во время эксплуатации металлоконструкций последние подвергаются постоянным нагрузкам, в процессе проектирования следует правильно рассчитать конструкцию на прочность и предельные состояния, а по завершении изготовления — испытать.
К металлоконструкциям предъявляются определенные требования: они должны сохранять несущую способность и целостность, выдерживать нагрузки по жесткости и изгибу, быть стойкими к температурному режиму эксплуатации (иметь высокую теплозащитную способность) и другим эксплуатационным нагрузкам, быть коррозионностойкими (для чего поверхность металла обрабатывают защитным материалом), сохранять геометрические параметры. Все вышеперечисленное учитывается при расчете металлоконструкций в процессе проектирования.
Все соединения (сварные, болтовые, клепаные) подвергают испытаниям на разрыв, твердость и ударную вязкость металла.
На стадии приемки металлоконструкций специалистами Саратовского резервуарного завода проводится контроль качества, проверяется геометрия конструкции, качество очистки и обезжиривания поверхности, внешний вид и толщина антикоррозионного покрытия, его характеристики.
Все выполненные работы оформляются соответствующими журналами и актами. Изготовляемые Саратовским резервуарным заводом ответственные металлоконструкции проходят необходимую экспертизу и сертификацию.
Работа специалистов САРРЗ направлена на повышение эффективности конструктивных форм металлоконструкций за счет оптимизации конструкций, использования предварительного напряжения, совмещение функций (несущей и ограждающей) в одной конструкции и т.п.
Как заказать изготовление различных металлоконструкций на Саратовском резервуарном заводе?
Для расчета стоимости металлоконструкций нашего производства, Вы можете:
- связаться с нами по телефону 8-800-555-9480
- написать на электронную почту технические требования к металлоконструкциям
- воспользоваться формой «Запрос цены», указать контактую информацию, и наш специалист свяжется с Вами
Специалисты Завода предлагают комплексные услуги:
- инженерные изыскания на объекте эксплуатации
- проектирование объектов нефтегазового комплекса
- производство и монтаж различных промышленных металлоконструкций
Производство сварной балки, изготовление по ГОСТ, сварные балки ГОСТ 19425 74 и другие.
 Санкт-Петербург
Санкт-ПетербургСП 53-101-98 — Изготовление и контроль качества стальных строительных конструкций.
Балки изготавливаться из листового горячекатаного проката углеродистых сталей (3 пс/сп) и сталей повышенной прочности (09Г2С).
Марка, категория качества, класс прочности стали оговариваются в заказе и указывается в чертежах КМ и КМД.
Балка сварная производится на линиях автоматической резки, сварки и сборки под флюсом с последующим исправлением «грибовидности».
Сварные двутавровые балки используются для изготовления:
- несущих конструкций зданий;
- металлоконструкций;
- металлических каркасах БМЗ;
- межэтажных перекрытий;
- перекрытий крыш;
- металлических опор;
- эстакад;
- мостов.
Балки сварные также используются при ремонте и реконструкции:
- зданий промышленного назначения;
- торговых центров;
- спортивных комплексов;
- офисных зданий;
- складских объектов;
- ангаров;
- хранилищ для с/г продукции.

Балка сварная и преимущества ее использования
Использование в изготовлении металлоконструкций балки сварной является экономически оправданным. Свое главное предназначение, перераспределение нагрузки от металлической конструкции, сварная балка выполняет на «отлично». Двутавр используется в металлических каркасах для быстровозводимых зданий, позволяя существенно снизить вес данных конструкций. Кроме того, из сварных балок сооружаются экономичные формы опор.
Согласно действующим стандартам горячекатаные двутавровые балки не выпускаются размером больше чем 60Б. Поэтому целесообразно для конструкций с высоким требованием к жесткости и несущей способности использовать сварные двутавровые балки.
Прочность сварной балки зависит не только от прочности шва, но и от марки листовой стали из которой она изготовлена. Технология изготовления позволяет использовать в производстве балки стали различных марок, что дает возможность снизить ее стоимость до 5%.
Балка сварная может быть изготовлена под заказ необходимых размеров, что делает производство металлоконструкций практически безотходным. В зависимости от требований проекта возможно изготовление с определенными требованиями для размеров сечения, благодаря чему вес конструкции в целом может быть снижен до 10%.
Использование в строительстве сварных балок позволяет увеличить широту пролета зданий, разнообразить архитектуру сооружения, уменьшить вес несущих элементов, повысить рентабельность проекта.
Контроль качества работ по изготовлению и монтажу металлических конструкций
Навигация:
Главная → Все категории → Контроль качества зданий
Контроль качества металлоконструкций, применяемых в строительстве зданий жилищно-гражданского назначения, должен осуществляться при изготовлении, приемке и монтаже этих конструкций.
 При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль выполнения чертежей КМД (конструкции металлические, деталировка), технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы). Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ. Отступления от чертежей КМ не допускаются; в случае необходимости — они должны быть согласованы с проектной организацией, составляющей чертежи КМ. В чертежах металлических конструкций должно быть предусмотрено исполнение мероприятий по антикоррозийной защите этих конструкций с учетом правил их выполнения. Контроль должен осуществляться на всех стадиях изготовления, монтажа и приемки при:
— изготовлении деталей;
— сборке элементов и конструкций под клепку, сварку или сбалчивание;
— клепке, сварке и постановке болтов;
— общей или контрольной сборке;
— предварительном напряжении конструкций;
— подготовке поверхностей под грунтование;
— подготовке поверхности под окраску;
— грунтовании и окраске;
— укрупнительной сборке и установке;
— испытании конструкций.
При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль выполнения чертежей КМД (конструкции металлические, деталировка), технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы). Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ. Отступления от чертежей КМ не допускаются; в случае необходимости — они должны быть согласованы с проектной организацией, составляющей чертежи КМ. В чертежах металлических конструкций должно быть предусмотрено исполнение мероприятий по антикоррозийной защите этих конструкций с учетом правил их выполнения. Контроль должен осуществляться на всех стадиях изготовления, монтажа и приемки при:
— изготовлении деталей;
— сборке элементов и конструкций под клепку, сварку или сбалчивание;
— клепке, сварке и постановке болтов;
— общей или контрольной сборке;
— предварительном напряжении конструкций;
— подготовке поверхностей под грунтование;
— подготовке поверхности под окраску;
— грунтовании и окраске;
— укрупнительной сборке и установке;
— испытании конструкций. Контроль качества при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом подрядной монтажной органа зации и представителем заказчика по техническому надзору. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и подтверждаться сертификатами или паспортами заводов-поставщиков. В виде исключения допускается проверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
Контроль качества при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом подрядной монтажной органа зации и представителем заказчика по техническому надзору. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и подтверждаться сертификатами или паспортами заводов-поставщиков. В виде исключения допускается проверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами. Похожие статьи:
Противопожарное оборудование жилых и общественных зданий
Навигация:
Главная → Все категории → Контроль качества зданий
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
СМИ о нас
19 Июня 2020
Новинский ЗМК проходит заключительную стадию аттестации СТО АРСС (Ассоциация Развития Стального Строительства — АРСС )11251254. 001-018-5 «Изготовление и контроль качества строительных конструкций». Аттестация завода-производителя по стандарту АРСС поможет заказчику при выборе подрядчика на изготовление металлоконструкций. Стандарт организации разработан: ЦНИИСК им. В.А. Кучеренко АО «НИЦ «Строительство», ЗАО «ЦНИИПСК им. Мельникова» и СРО «Ассоциация «НАКС».
001-018-5 «Изготовление и контроль качества строительных конструкций». Аттестация завода-производителя по стандарту АРСС поможет заказчику при выборе подрядчика на изготовление металлоконструкций. Стандарт организации разработан: ЦНИИСК им. В.А. Кучеренко АО «НИЦ «Строительство», ЗАО «ЦНИИПСК им. Мельникова» и СРО «Ассоциация «НАКС».
Стандарт СТО АРСС устанавливает правила по заводскому изготовлению и контролю качества стальных строительных конструкций зданий и сооружений промышленного, общественного и жилого назначения, включая сварные конструкции и лёгкие стальные конструкции из тонкостенных гнутых профилей. Стандарт гармонизирован с нормативами федерального уровня, при этом он содержит ряд дополнительных требований, призванных еще более повысить уровень безопасности и надежности стальных строительных конструкций, выпускаемых заводами.
Цель аттестации – подтверждение соответствия технологических процессов и системы контроля качества выпускаемых стальных конструкций требованиям Стандарта. Процесс аттестации включает камеральную проверку и выездной аудит производства группой экспертов, привлеченных Ассоциацией. Аттестация по СТО АРСС 11251254.001-018-5 – это своего рода знак качества, подтверждение соответствия выпускаемых конструкций самым высоким требованиям надежности и безопасности.
Процесс аттестации включает камеральную проверку и выездной аудит производства группой экспертов, привлеченных Ассоциацией. Аттестация по СТО АРСС 11251254.001-018-5 – это своего рода знак качества, подтверждение соответствия выпускаемых конструкций самым высоким требованиям надежности и безопасности.
«Были на двух заводах Новинский ЗМК с группой экспертов, очень открытый завод на нашем рынке МеталлоСтроительства. Руководящий состав завода много рассказал про технологии применяемые в изготовлении металлоконструкций, провёл экскурсию по всей технологической линии. На мой взгляд очень современный завод, очень много европейского оборудования причём с ЧПУ. Много работы выполняют автоматизированные комплексы, а это важно из процесса исключается человеческий фактор. Думаю данный завод будет аттестован по СТО АРСС 11251254.001-018-5 и должен быть в наших рядах.» — комментирует Руководитель Инженерного Центра АРСС Александр Тимошин. «Мы всегда открыты для наших коллег из отрасли МеталлоСтроительства, всех приглашаем в гости. Нам есть чем гордится и что показать в технологическом плане. Надеюсь аттестация АРСС станет ещё одним подтверждением нашего профессионализма и качества изготовления Металлоконструкций.» — заявил Директор по маркетингу Новинский ЗМК Юрий Суздальцев.
Нам есть чем гордится и что показать в технологическом плане. Надеюсь аттестация АРСС станет ещё одним подтверждением нашего профессионализма и качества изготовления Металлоконструкций.» — заявил Директор по маркетингу Новинский ЗМК Юрий Суздальцев.
Источник: https://www.advis.ru/php/view_news.php?id=6F926243-5F53-C048-8BC9-6DD71FDF90EA
Контроль качества в стальных зданиях
Важность сертификации AISC для покупателей металлических зданий
Качество сборного стального здания в конечном итоге зависит от его изготовителей. Бедные производители стальных зданий производят нестандартные, проблемные конструкции. Производители стальных зданий с дальновидным видением используют строгие системы контроля качества для производства прочных, надежных и беспроблемных металлических зданий.
Хотите, чтобы ваш заказ на стальное здание был изготовлен профессионалами, заботящимися о качестве? Заказ от производителя, сертифицированного Американским институтом стальных конструкций (AISC).
AISC: Краткая история
В начале 1900-х не существовало стандартов на производство стали. Каждая компания делала «свое дело» без элементарного контроля качества. Воцарился хаос.
Лидеры отрасли стремились установить производственные и этические стандарты.
6 апреля 1917 года Америка вступила в «Великую войну» (Первую мировую войну). Крупные сталелитейные компании создали Комитет военной службы, чтобы организовать раздробленные и раздробленные отдельные сталелитейные компании для помощи в военных действиях.
После войны Комитет военной службы был реорганизован в Национальную ассоциацию производителей стали (NSFA). В 1921 году члены NSFA написали первый устав и подзаконные акты. Они также изменили название некоммерческой организации на Американский институт стальных конструкций (AISC).
Девяносто четыре года спустя AISC продолжает работать над продвижением качественных стальных конструкций.
С 1923 года AISC предоставляет сталелитейной промышленности Стандартные спецификации для проектирования, изготовления и монтажа зданий из металлоконструкций. ”
”
Во время Второй мировой войны технические комитеты AISC разработали методы производства стали, которые позволили сохранить критически важные сплавы для военных нужд. В знак признания министерство армии США наградило AISC Премией за выдающиеся заслуги.
Сегодня Международные строительные нормы и правила, используемые на всей территории США, включают все стандартные спецификации AISC.
Сертификат AISC на изготовление стальных зданий
Аудиторы из отдела систем менеджмента качества AISC предоставляют или отказывают в сертификации производителям металлоконструкций и монтажникам.Обширные критерии сертификации охватывают все аспекты процесса производства стальных зданий, в том числе:
• Анализ контрактов
• Данные и документооборот
• Детализация
• Обучение сотрудников
• Калибровка оборудования
• Обработка и хранение
• Инспекции
• Внутренний аудит
• Ответственность руководства
• Идентификация материалов
• Закупки
• Контроль записей качества
• Тестирование
• Сварка и другие процессы
Одни и те же стандарты применяются ко всем производителям независимо от размера компании или мощности предприятия. Процесс оценки трудный и длительный. После получения сертификата качества AISC ежегодные аудиты подтверждают, что завод постоянно соблюдает соответствие требованиям.
Процесс оценки трудный и длительный. После получения сертификата качества AISC ежегодные аудиты подтверждают, что завод постоянно соблюдает соответствие требованиям.
В конечном итоге производители стальных зданий выигрывают от прохождения строгого процесса сертификации. Производственные ошибки стоят денег. Строгий контроль качества устраняет эти ошибки, снижая затраты. Более строгий контроль качества и надлежащее обучение сотрудников фактически повышают производительность.
Согласно AISC, «Наша цель — создать качественные структуры с самого начала, сосредоточив внимание на предотвращении ошибки , а не на исправлении ошибки .”
Что для вас означает сертификация AISC?
Только половина заводов по производству металлоконструкций в США в настоящее время имеет сертификат AISC. Без этой сертификации вы не можете быть уверены в качестве или стабильности конструктивных элементов вашего стального строительного пакета.
Отсутствующие компоненты, несоответствующие элементы конструкции, нехватка, повреждение каркаса или структурные ошибки — настоящий кошмар в полевых условиях. Монтажники должны либо дождаться очередной партии запасных частей, либо попытаться найти решение на месте.
Монтажники должны либо дождаться очередной партии запасных частей, либо попытаться найти решение на месте.
Задержки стоят денег.
Выбор самого надежного источника металла для строительства имеет смысл.
Все металлические здания RHINO производятся на заводах, сертифицированных AISC
RHINO отправляется с нескольких заводов по всей территории США. Каждое здание RHINO отправляется с завода, сертифицированного AISC.
В RHINO мы полны решимости предоставлять продукцию и услуги высочайшего качества в сфере строительства металлических конструкций. Почему? Потому что мы хотим, чтобы вы вернулись. Только если вы полностью удовлетворены своим опытом работы с RHINO, мы можем ожидать от вас новых вестей.
Мы не только продаем стальные здания, мы налаживаем отношения.
Хотите узнать больше о RHINO Difference? Пожалуйста, позвоните нам сейчас по телефону 940.383.9566 для получения информации о нашей качественной стальной конструкции и помощи в поиске производителя, утвержденного AISC.
% PDF-1.4
%
2284 0 объект
>
endobj
xref
2284 74
0000000016 00000 н.
0000001835 00000 н.
0000002058 00000 н.
0000002124 00000 н.
0000007809 00000 н.
0000008006 00000 н.
0000008093 00000 н.
0000008210 00000 п.
0000008326 00000 н.
0000008463 00000 н.
0000008526 00000 н.
0000008718 00000 н.
0000008781 00000 н.
0000008876 00000 н.
0000008971 00000 н.
0000009146 00000 п.
0000009209 00000 н.
0000009304 00000 н.
0000009449 00000 н.
0000009565 00000 н.
0000009627 00000 н.
0000009740 00000 н.
0000009802 00000 н.
0000009916 00000 н.
0000009978 00000 н.
0000010137 00000 п.
0000010199 00000 п.
0000010260 00000 п.
0000010379 00000 п.
0000010512 00000 п.
0000010574 00000 п.
0000010635 00000 п.
0000010698 00000 п.
0000010852 00000 п.
0000010915 00000 п.
0000011118 00000 п.
0000011181 00000 п.
0000011373 00000 п.
0000011435 00000 п.
0000011597 00000 п.
0000011659 00000 п.
0000011844 00000 п.
0000011906 00000 п. 0000012047 00000 п.
0000012109 00000 п.
0000012224 00000 п.
0000012286 00000 п.
0000012410 00000 п.
0000012472 00000 п.
0000012585 00000 п.
0000012647 00000 п.
0000012759 00000 п.
0000012821 00000 п.
0000012883 00000 п.
0000012946 00000 п.
0000013057 00000 п.
0000013120 00000 п.
0000013240 00000 п.
0000013303 00000 п.
0000013476 00000 п.
0000013539 00000 п.
0000013686 00000 п.
0000013749 00000 п.
0000013812 00000 п.
0000013877 00000 п.
0000013939 00000 п.
0000013972 00000 п.
0000014116 00000 п.
0000014231 00000 п.
0000014448 00000 п.
0000014589 00000 п.
0000613062 00000 н.
0000002167 00000 н.
0000007785 00000 н.
трейлер
]
>>
startxref
0
%% EOF
2285 0 объект
>
endobj
2286 0 объект
>
endobj
2287 0 объект
>
endobj
2356 0 объект
>
транслировать
HwTY / $ # + DH% (-B @] (D @ CHh * b
HHR-G] DE) XFq3 ݝ sq =} w
0000012047 00000 п.
0000012109 00000 п.
0000012224 00000 п.
0000012286 00000 п.
0000012410 00000 п.
0000012472 00000 п.
0000012585 00000 п.
0000012647 00000 п.
0000012759 00000 п.
0000012821 00000 п.
0000012883 00000 п.
0000012946 00000 п.
0000013057 00000 п.
0000013120 00000 п.
0000013240 00000 п.
0000013303 00000 п.
0000013476 00000 п.
0000013539 00000 п.
0000013686 00000 п.
0000013749 00000 п.
0000013812 00000 п.
0000013877 00000 п.
0000013939 00000 п.
0000013972 00000 п.
0000014116 00000 п.
0000014231 00000 п.
0000014448 00000 п.
0000014589 00000 п.
0000613062 00000 н.
0000002167 00000 н.
0000007785 00000 н.
трейлер
]
>>
startxref
0
%% EOF
2285 0 объект
>
endobj
2286 0 объект
>
endobj
2287 0 объект
>
endobj
2356 0 объект
>
транслировать
HwTY / $ # + DH% (-B @] (D @ CHh * b
HHR-G] DE) XFq3 ݝ sq =} w
Контроль качества: знай свою сталь
Абсолютно меньше всего вам нужно, чтобы стальная конструкция устала и вышла из строя. Качественная сталь может быть секретом того, как этого избежать. Однако качественная сталь — это гораздо больше, чем кажется на первый взгляд.
Качественная сталь может быть секретом того, как этого избежать. Однако качественная сталь — это гораздо больше, чем кажется на первый взгляд.
Проблемы, возникающие во время производства, могут варьироваться от слабых мест, возникающих, когда поверхность складывается и скатывается в каналы, называемые швами, до нечистых и неправильных измерений основных металлов: никеля, меди или свинца, добавленных в железо и углерод для создания стали. Сниженное качество стали может стать причиной разрушения сварных швов. Успешный производитель стали должен использовать качественную сталь, чтобы этого избежать.
Сертификация материалов
Инспекция является неотъемлемой частью контроля качества. Его цель — проверить, соблюдаются ли требования спецификации, и предоставить клиенту отчет с соответствующими записями. Проверка процессов, процедур и материалов, необходимых для производства стальных конструкций, имеет жизненно важное значение. Простая ошибка в одной операции не может быть легко обнаружена после завершения следующей операции.
Прочность можно значительно снизить, если не исправить немедленно.
Проверка конструкционной стали начинается до того, как ваша сталь будет затронута в процессе изготовления. Прослеживаемость материала тщательно проверяется перед началом работы. Проверка также выполняется на каждом разрезе в дополнение к работам, выполняемым во время изготовления, таким как сверление, снятие фаски и сварка. Это поможет гарантировать, что эти компоненты будут прочными, безопасными и будут работать в соответствии с их разработанными спецификациями.
Прослеживаемый материал
Протоколы испытаний материалов, или MTR, используются для отслеживания происхождения стали хорошего качества.Сталелитейные заводы тестируют материалы по мере производства стали для поставки этих MTR. Чрезвычайно важно, чтобы эти тесты были точными.
Сталь низкого качества может создавать проблемы при обработке, изготовлении и последующем обслуживании металлических компонентов. «Различные уровни углерода и других химикатов могут изменить требования к сварке основного металла», — объясняет Ник Нияковски, сертифицированный инспектор по сварке Swanton Welding. «Основной металл и металл шва должны быть химически совместимыми.”
«Основной металл и металл шва должны быть химически совместимыми.”
MTR должен содержать следующую информацию: наименование сталелитейного завода, номер плавки, номер партии, окончательный результат испытания, размер стальной трубы, количество, марка стали, стандарт / спецификация, результаты химического анализа состава, результаты механических испытаний свойств.
Швы и перехлесты
Основные проблемы качества стали — это швы и нахлёстки. Это продольные неоднородности основного металла. «Когда они проходят перпендикулярно приложенному напряжению, они могут стать трещинами», — говорит Нияковски.
«Сварка над ними может привести к дополнительному растрескиванию». Расслоение и расслоение являются другими дефектами стана. Это дефекты композитного материала, которые вызывают разделение слоев со значительной потерей механической прочности. Дефекты обнаруживаются либо путем визуального осмотра, либо с помощью инструментов и оборудования.
Выбор производителя стали
Строительная отрасль уже сталкивается с множеством проблем. Они включают в себя все: от воплощения вашего дизайна в действительную сборку до уверенности в том, что вы сотрудничаете с компаниями, которые предоставляют вам высококачественные материалы.Вам нужен производитель металлоконструкций, который проводит строгие проверки наряду с проверками и противовесами, чтобы обеспечить качественную сталь для вашего проекта. Свяжитесь с Swanton Welding для получения дополнительной информации о наших стандартах качества и о том, как мы можем помочь в достижении успеха вашего проекта.
Они включают в себя все: от воплощения вашего дизайна в действительную сборку до уверенности в том, что вы сотрудничаете с компаниями, которые предоставляют вам высококачественные материалы.Вам нужен производитель металлоконструкций, который проводит строгие проверки наряду с проверками и противовесами, чтобы обеспечить качественную сталь для вашего проекта. Свяжитесь с Swanton Welding для получения дополнительной информации о наших стандартах качества и о том, как мы можем помочь в достижении успеха вашего проекта.
Контроль и обеспечение качества при изготовлении сварных конструкций, подверженных усталостным нагрузкам
Сталь является основным материалом для многих типов несущих конструкций и компонентов в строительной технике, кранах-манипуляторах, лесных машинах, горнодобывающем оборудовании, транспортных средствах и сельском хозяйстве. оборудование.Обычно 60–80% веса автомобиля составляют стальные листы и стальные отливки толщиной 6–70 мм с использованием сварки в качестве основной технологии соединения. Конструкционные детали грузовиков, автобусов и поездов также часто изготавливаются с использованием различных технологий сварки. Таким образом, большая часть продукции, используемой в глобальной транспортной системе, часто состоит из тяжелых стальных конструкций, в которых сварка является доминирующей технологией соединения. Конструкционные детали и компоненты многих из этих продуктов постоянно подвергаются переменным нагрузкам во время работы.Обычно диапазон нагрузок для многих типов транспортных средств и оборудования составляет 1000–20 000 циклов в час. Это означает, что в течение срока службы 10 000–25 000 часов работы компоненты выдерживают 10–500 миллионов диапазонов нагрузок. Таким образом, усталостная нагрузка является наиболее распространенным видом отказа для вышеупомянутых изделий.
Конструкционные детали грузовиков, автобусов и поездов также часто изготавливаются с использованием различных технологий сварки. Таким образом, большая часть продукции, используемой в глобальной транспортной системе, часто состоит из тяжелых стальных конструкций, в которых сварка является доминирующей технологией соединения. Конструкционные детали и компоненты многих из этих продуктов постоянно подвергаются переменным нагрузкам во время работы.Обычно диапазон нагрузок для многих типов транспортных средств и оборудования составляет 1000–20 000 циклов в час. Это означает, что в течение срока службы 10 000–25 000 часов работы компоненты выдерживают 10–500 миллионов диапазонов нагрузок. Таким образом, усталостная нагрузка является наиболее распространенным видом отказа для вышеупомянутых изделий.
Материалы и технологии изготовления сварных конструкций постоянно развиваются. Конечные пользователи также продолжают расширять границы конструкций, используемых в автомобилестроении, строительстве, на море, производстве энергии и во многих других областях. Попытки снизить вес и стоимость, повысить энергоэффективность, улучшить характеристики и снизить воздействие на окружающую среду по-прежнему создают проблемы при расчетах на усталость сварных конструкций. Конструкции, в которых используется сварка высокопрочных материалов, также требуют фундаментального понимания возможных режимов и механизмов разрушения. Чтобы сделать возможным производство более легких конструкций, использование высокопрочных материалов быстро увеличивается. Однако при проектировании сварной конструкции из высокопрочной стали проектировщику необходимо учитывать несколько важных факторов, чтобы учесть потенциал облегчения, т.е.е., чтобы уменьшить разброс качества при производстве и в то же время повысить качество сварки.
Попытки снизить вес и стоимость, повысить энергоэффективность, улучшить характеристики и снизить воздействие на окружающую среду по-прежнему создают проблемы при расчетах на усталость сварных конструкций. Конструкции, в которых используется сварка высокопрочных материалов, также требуют фундаментального понимания возможных режимов и механизмов разрушения. Чтобы сделать возможным производство более легких конструкций, использование высокопрочных материалов быстро увеличивается. Однако при проектировании сварной конструкции из высокопрочной стали проектировщику необходимо учитывать несколько важных факторов, чтобы учесть потенциал облегчения, т.е.е., чтобы уменьшить разброс качества при производстве и в то же время повысить качество сварки.
Усталостные разрушения в сварных конструкциях часто начинаются в сварном соединении, где усталостная прочность обычно ниже по сравнению с основным материалом и компонентами с надрезами, см. Рис. 1а. Усталостная долговечность основного материала и компонентов с надрезом определяется фазой зарождения трещины; однако в сварных конструкциях большая часть фазы распространения расходуется из-за дефектов и дефектов, возникающих в процессе сварки. Существует большой разброс значений усталостной долговечности сварных соединений, который в основном связан с изменением локальной геометрии сварного шва, его размеров и расположения дефектов и остаточных напряжений, возникающих в процессе сварки. Это подтверждено многочисленными исследованиями и включено в стандарты качества сварных швов и рекомендации по расчету усталости сварных соединений [1, 2]. Поскольку дефекты, дефекты и другие виды неровностей являются обычным явлением в сварных швах, становится важным иметь для них правила и критерии приемки.Эти дефекты сварного шва определяют усталостную долговечность, что подтверждается диаграммой Китагавы, рис. 1b, которая показывает зависимость усталостной прочности от размера дефекта в различных местах сварного соединения [6]. Система классов сварного шва описывает многие виды дефектов и устанавливает допустимые пределы для различных уровней качества, например, ISO 5817 [3], имеющий классы D, C и B, где B имеет наивысшее качество сварки, а D — самое низкое.
Существует большой разброс значений усталостной долговечности сварных соединений, который в основном связан с изменением локальной геометрии сварного шва, его размеров и расположения дефектов и остаточных напряжений, возникающих в процессе сварки. Это подтверждено многочисленными исследованиями и включено в стандарты качества сварных швов и рекомендации по расчету усталости сварных соединений [1, 2]. Поскольку дефекты, дефекты и другие виды неровностей являются обычным явлением в сварных швах, становится важным иметь для них правила и критерии приемки.Эти дефекты сварного шва определяют усталостную долговечность, что подтверждается диаграммой Китагавы, рис. 1b, которая показывает зависимость усталостной прочности от размера дефекта в различных местах сварного соединения [6]. Система классов сварного шва описывает многие виды дефектов и устанавливает допустимые пределы для различных уровней качества, например, ISO 5817 [3], имеющий классы D, C и B, где B имеет наивысшее качество сварки, а D — самое низкое. Однако действующие правила, приведенные в этой системе, показывают недельную связь с утомлением, что было доказано в нескольких исследованиях [4, 5].Следовательно, если конструкторы используют эту систему для уменьшения веса несущей конструкции и оптимизации толщины листа вместе с геометрией сварного шва для обеспечения усталости, они сталкиваются с проблемой определения надлежащего качества, выраженного в качестве уровня качества сварки.
Однако действующие правила, приведенные в этой системе, показывают недельную связь с утомлением, что было доказано в нескольких исследованиях [4, 5].Следовательно, если конструкторы используют эту систему для уменьшения веса несущей конструкции и оптимизации толщины листа вместе с геометрией сварного шва для обеспечения усталости, они сталкиваются с проблемой определения надлежащего качества, выраженного в качестве уровня качества сварки.
a Схематическое изображение усталостной прочности основного материала, а также деталей с надрезом и сваркой. b Диаграмма Китагавы, зависимость усталостной прочности от размера дефекта, с указанными положениями сварных швов [6]
Проектирование и изготовление сварных конструкций — важные задачи, требующие точности, особенно при роботизированной сварке в серийном производстве.Однако для легких сварных конструкций, где используются более тонкие и высокопрочные стали, повышенные уровни номинальных напряжений требуют учета других аспектов проектирования, таких как изгиб, пластическое смятие и усталостная прочность. Высокопрочные стали страдают повышенной чувствительностью к зазубринам и дефектам по сравнению с мягкими сталями. Для сварных компонентов усталостная прочность будет одинаковой для высокопрочной и низкоуглеродистой стали, если не будет достигнуто улучшение качества сварки [6]. Таким образом, улучшение конструкции сварной конструкции за счет использования высокопрочной стали требует улучшенного качества сварки, что, в свою очередь, требует улучшенного обеспечения качества.Сегодня большая часть контроля качества сварных компонентов осуществляется в процессе аудита отдельно от производственной линии с использованием стандартных портативных измерительных приборов. Хаммерсберг и Олссон [7] пришли к выводу, что основные стандартные калибры и методы обеспечения качества сварных швов устарели, если не будут приняты меры для исследования и улучшения используемых систем измерения относительно реальных изменений, происходящих в процессе производства. Таким образом, для полного достижения облегчения конструкции сварных конструкций компании-производители, использующие серийное производство, столкнутся с проблемами в обеспечении качества при использовании высокопрочной стали в своей продукции.
Высокопрочные стали страдают повышенной чувствительностью к зазубринам и дефектам по сравнению с мягкими сталями. Для сварных компонентов усталостная прочность будет одинаковой для высокопрочной и низкоуглеродистой стали, если не будет достигнуто улучшение качества сварки [6]. Таким образом, улучшение конструкции сварной конструкции за счет использования высокопрочной стали требует улучшенного качества сварки, что, в свою очередь, требует улучшенного обеспечения качества.Сегодня большая часть контроля качества сварных компонентов осуществляется в процессе аудита отдельно от производственной линии с использованием стандартных портативных измерительных приборов. Хаммерсберг и Олссон [7] пришли к выводу, что основные стандартные калибры и методы обеспечения качества сварных швов устарели, если не будут приняты меры для исследования и улучшения используемых систем измерения относительно реальных изменений, происходящих в процессе производства. Таким образом, для полного достижения облегчения конструкции сварных конструкций компании-производители, использующие серийное производство, столкнутся с проблемами в обеспечении качества при использовании высокопрочной стали в своей продукции. Другими методами и инструментами, которые могут использоваться для оценки геометрии поверхности сварного шва, являются лазерные профильные датчики или системы технического зрения, в которых сканирующее устройство используется для определения поверхности, а затем алгоритм вычисляет определенные характеристики поверхности измеряемого сварного соединения [8, 9,10].
Другими методами и инструментами, которые могут использоваться для оценки геометрии поверхности сварного шва, являются лазерные профильные датчики или системы технического зрения, в которых сканирующее устройство используется для определения поверхности, а затем алгоритм вычисляет определенные характеристики поверхности измеряемого сварного соединения [8, 9,10].
Настоящее исследование дает краткое описание того, как определять качество сварного шва, различные системы качества сварки для контроля качества сварных швов и гарантии для сварных конструкций, подверженных усталостным нагрузкам.Кроме того, он проливает свет на аспекты, которые важны для обеспечения качества сварных конструкций, а также на то, как сварные швы могут быть спроектированы и изготовлены для определенной цели. Наконец, представлен новый онлайн-метод объективного контроля качества геометрических сварных швов, который успешно подтверждается испытаниями. Основное внимание в этом исследовании уделяется аспектам внешней формы геометрии сварного шва; следовательно, внутренние аспекты, такие как проникновение и отсутствие плавления, не рассматриваются.
Проектирование и изготовление сварных конструкций — важные задачи, требующие точности, особенно при роботизированной сварке в серийном производстве.Однако для легких сварных конструкций, где используются более тонкие и высокопрочные стали, повышенные уровни номинальных напряжений требуют учета других аспектов проектирования, таких как изгиб, пластическое смятие и усталостная прочность. Высокопрочные стали страдают повышенной чувствительностью к зазубринам и дефектам по сравнению с мягкими сталями. Для сварных компонентов усталостная прочность будет одинаковой для высокопрочной и низкоуглеродистой стали, если не будет достигнуто улучшение качества сварки [6]. Таким образом, улучшение конструкции сварной конструкции за счет использования высокопрочной стали требует улучшенного качества сварного шва, что, в свою очередь, требует улучшенного обеспечения качества.Сегодня большая часть контроля качества сварных компонентов осуществляется в процессе аудита отдельно от производственной линии с использованием стандартных калибров. Хаммерсберг и Олссон [7] пришли к выводу, что основные стандартные приборы и методы для обеспечения качества сварных швов устарели, если не будут приняты меры для исследования и улучшения используемых систем измерения относительно реальных изменений, происходящих в процессе производства. Таким образом, для полного достижения облегчения конструкции сварных конструкций компании-производители, использующие серийное производство, столкнутся с проблемами в обеспечении качества при использовании высокопрочной стали в своей продукции.
Хаммерсберг и Олссон [7] пришли к выводу, что основные стандартные приборы и методы для обеспечения качества сварных швов устарели, если не будут приняты меры для исследования и улучшения используемых систем измерения относительно реальных изменений, происходящих в процессе производства. Таким образом, для полного достижения облегчения конструкции сварных конструкций компании-производители, использующие серийное производство, столкнутся с проблемами в обеспечении качества при использовании высокопрочной стали в своей продукции.
В данном исследовании дается краткое описание различных систем качества сварных швов для контроля и обеспечения качества сварных конструкций, подверженных усталостным нагрузкам. Кроме того, он проливает свет на аспекты, которые важны для обеспечения качества сварных конструкций, а также на то, как сварные швы могут быть спроектированы и изготовлены для определенной цели. Наконец, представлен новый онлайн-метод объективного контроля качества геометрических сварных швов, который успешно подтверждается испытаниями и внедрением в среду производства сварных швов.
Изготовление — SteelConstruction.info
Изготовление — это процесс, используемый для изготовления компонентов стальных конструкций, которые после сборки и соединения образуют законченный каркас. В раме обычно используются стандартные профили, которые можно купить у сталелитейного завода или владельца стального склада, а также такие элементы, как защитные покрытия и болты, у других специализированных поставщиков.
Несмотря на то, что производится широкий диапазон форм и размеров секций, проектировщик может обнаружить, что требуемый размер секции недоступен.В этом случае сборные балки могут быть изготовлены из плиты. Секции и пластинчатые балки также могут быть усилены путем придания жесткости стенке или полкам в зависимости от несущей нагрузки.
Большинство современных заводов по производству металлоконструкций имеют систему автоматизированного проектирования и детализации (CAD), которая напрямую связана с производственным оборудованием с числовым программным управлением (ЧПУ), создавая настоящую среду CAD / CAM. Точность генерируемых компьютером деталей, передаваемых непосредственно в оборудование автоматизированного производства (CAM), повышает стандарты качества производства.
Точность генерируемых компьютером деталей, передаваемых непосредственно в оборудование автоматизированного производства (CAM), повышает стандарты качества производства.
Тот факт, что рулетка заменила оборудование, означает, что рама производится в соответствии с высокими стандартами качества, которые отражаются в скорости и точности монтажа стали на месте.Это приносит значительные выгоды как заказчику, так и генеральному подрядчику.
Оборудование CAD / CAM
(Изображение любезно предоставлено Paddy Wall & Sons)
[вверх] Конструкция для экономичного изготовления
Существует ряд общих «технических» факторов, которые следует учитывать при проектировании для экономичного изготовления, которые применимы к большинству строительных проектов. Некоторые из них связаны со сложностью конкретного проекта, в то время как другие зависят от типа проекта, например.грамм. многоэтажки, порталы, фермы.
[вверху] Спецификация
Соответствие Национальным техническим условиям на металлические конструкции для строительства зданий (NSSS) снизит неопределенность. Дополнительные пункты, относящиеся к конкретным проектам, более строгие допуски и дополнительное тестирование повысят затраты.
[вверху] Размер отсека
Диагональные стальные распорки — Сильверстоун
(Изображение любезно предоставлено Kingspan Structural Products)
На стоимость металлоконструкций влияет размер каждой отдельной детали (т.е. количество штук на тонну), что во многом зависит от размера отсека. Рассмотрите более крупные размеры отсеков, где дополнительный вес из-за более длинных пролетов может быть полностью компенсирован сниженной ценой за тонну и экономией количества колонн и связанного с этим качества изготовления. Кроме того, результирующее свободное от столбцов пространство обычно увеличивает ценность проекта.
Рамы из конструкционной стали должны иметь требуемую степень бокового сопротивления ветровым нагрузкам. Это может быть обеспечено за счет жесткого сердечника или самой рамы — диагональные стальные распорки обычно являются менее дорогим решением, чем рамы с моментом.
[вверх] Сложность
Современное производственное оборудование с ЧПУ может справиться со сложными индивидуальными проектами, но, как правило, чем сложнее изготовление, тем выше стоимость. Производство более экономично:
- Фрезы с одинарным квадратом
- Один диаметр отверстия на любой цельной детали позволяет избежать замены сверла
- Отверстия во фланцах и стенках по возможности совмещены
- Отверстия в стенке с достаточным зазором между фланцами
- Рационализированный ассортимент фитингов для соединений
- Использование небольшого набора стандартных болтов, например.грамм. M20, класс 8,8 для соединений, работающих на срез
По возможности, оставьте выбор детали соединения подрядчику, так как тип и конструкция соединений напрямую влияют на общую стоимость рамы. Рационализируйте диапазон и тоннажи используемых размеров секций.
Рационализируйте диапазон и тоннажи используемых размеров секций.
Сложный индивидуальный дизайн будет стоить дороже за тонну даже с современным оборудованием с ЧПУ. Если вы хотите снизить расходы — делайте это просто!
[вверх] Материалы
По возможности избегайте смешивания марок стали и рационализируйте диапазон используемых размеров / тоннажа секций, чтобы минимизировать затраты, время выполнения заказа и обработку на заводе.В целом, сталь марки S355 обеспечивает большую экономию, если жесткость / прогиб не влияет на конструкцию, в этом случае следует рассмотреть вариант S275.
Стальные трубы в Национальном футбольном центре
(Изображение любезно предоставлено Billington Structures Ltd.)
Убедитесь, что для конкретного приложения указаны наиболее подходящие разделы. I-образные секции обычно наиболее экономичны при использовании обычного каркаса, в то время как трубчатые секции являются возможной альтернативой колоннам и фермам с большим пролетом. Хотя трубные секции имеют более высокую первоначальную стоимость, чем секции «I», их меньшая общая масса брутто, необходимая для выполнения той же функции, может в значительной степени компенсировать это, часто с «эстетическим бонусом». Асимметричные балки часто используются для уменьшения строительной глубины систем перекрытий. Стальная пластина используется для изготовления соединений, ребер жесткости и опорных пластин и может использоваться для изготовления экономичных I-образных секций для более длинных пролетов.
Хотя трубные секции имеют более высокую первоначальную стоимость, чем секции «I», их меньшая общая масса брутто, необходимая для выполнения той же функции, может в значительной степени компенсировать это, часто с «эстетическим бонусом». Асимметричные балки часто используются для уменьшения строительной глубины систем перекрытий. Стальная пластина используется для изготовления соединений, ребер жесткости и опорных пластин и может использоваться для изготовления экономичных I-образных секций для более длинных пролетов.
[вверх] Архитектурное влияние
Убедитесь, что ненужная отделка не указана и любое нанесенное антикоррозионное покрытие соответствует условиям окружающей среды.Шлифовка сварных швов для улучшения внешнего вида стали обычно требуется только для незащищенной стали в непосредственной близости от людей, находящихся в здании.
[вверх] Качество проектирования и документации
Полнота и точность информации жизненно важны для подрядчика по изготовлению металлоконструкций, чтобы иметь возможность правильно оценить объем работ. Если стальные конструкции предварительно спроектированы, убедитесь, что указаны все размеры элементов и что показаны или доступны силы соединения. Руководство по определению требований к производству и обмену точной, своевременной и подробной информацией для проектов, связанных со стальными конструкциями, доступно в публикации BCSA No.45/07.
Если стальные конструкции предварительно спроектированы, убедитесь, что указаны все размеры элементов и что показаны или доступны силы соединения. Руководство по определению требований к производству и обмену точной, своевременной и подробной информацией для проектов, связанных со стальными конструкциями, доступно в публикации BCSA No.45/07.
Дополнительные инструкции по проектированию зданий для экономичного строительства доступны в:
Руководство по проектированию экономичного изготовления мостов доступно в публикации BCSA Steel Bridges, Глава 7 — Затраты.
[вверх] Материалы и комплектующие
Стальные профили и листы, конструкционные болты, сварочные материалы, легкие настилы и системы защиты от коррозии и огня производятся в соответствии с британскими стандартами (выпущены как BS EN) и во многих случаях имеют маркировку UKCA (или маркировку CE до 31 декабря 2021 года) .В дополнение к этим материалам для производства стали также необходимо производственное оборудование (например, машины для резки, пиления, сверления, сварки и т. Д.) И программное обеспечение (например, для машин с компьютерным управлением).
Д.) И программное обеспечение (например, для машин с компьютерным управлением).
[вверх] Профили и пластины
Внешний объект акционера
(Изображение любезно предоставлено Rainham Steel Company Ltd.)
Стальные профили и листы обычно производятся в соответствии с BS EN 10025-2 [1] для открытых профилей, BS EN 10210-1 [2] для горячекатаных труб и BS EN 10219-1 [3] для холодногнутых полых профилей.Все разделы сопровождаются документами по инспекции CE типа 3.1, относящимися к конкретному продукту.
Крупные заказы могут быть доставлены напрямую со сталелитейных заводов, но подрядчики по металлоконструкциям обычно получают свои стальные профили и листы у стальных складских компаний. Акционеры стали играют жизненно важную роль в цепочке поставок металлоконструкций, обеспечивая рынок тем, что ему нужно, когда это необходимо. Промышленность имеет разветвленную сеть складов, обслуживающих все части страны. Акционеры поставляют строительной отрасли широкий спектр продукции, в том числе тяжелые конструкционные профили, плиты, легкие профили, облицовочные материалы, квартиры, уголки.Общий объем запасов составляет около 40 дней. Все акционеры BCSA имеют системы управления качеством, такие как BS EN ISO 9001 [4] , дополненные системами индивидуальной идентификации, чтобы обеспечить полную прослеживаемость от производителя стали до подрядчика по изготовлению стальных конструкций. Спецификации и контроль качества, предусмотренные для акционеров «Спецификацией модели для закупки стальных профилей и листов» BCSA, обеспечивают качество стальных профилей и листов, размещаемых на рынке Великобритании акционерами BCSA.
[вверху] Болты
Хотя большинство конструкционных болтов производятся за пределами Великобритании, все они имеют маркировку UKCA (или маркировку CE до 31 декабря 2021 года) и производятся в соответствии с британскими стандартами — BS EN 14399 [5] для болтов с предварительным натягом и BS EN 15048- 1 [6] для болтов без предварительного натяга. Строгие требования к контролю качества, предъявляемые к производителям и дистрибьюторам в соответствии с «Спецификацией модели для закупки структурных болтовых узлов и прижимных болтов» BCSA, обеспечивают качество конструкционных болтов, размещаемых на рынке Великобритании дистрибьюторами болтов BCSA.
Строгие требования к контролю качества, предъявляемые к производителям и дистрибьюторам в соответствии с «Спецификацией модели для закупки структурных болтовых узлов и прижимных болтов» BCSA, обеспечивают качество конструкционных болтов, размещаемых на рынке Великобритании дистрибьюторами болтов BCSA.
[вверх] Собственные продукты
Запатентованные продукты, такие как некоторые ячеистые балки, крепежные элементы, прогоны, системы облицовки и кровли, также доступны и могут предоставить новые и экономически эффективные альтернативные решения.
- Производство сотовых балок
(изображения любезно предоставлены Kloeckner Metals UK Westok)
[вверх] Системы покрытий
Системы окраски, гальваника и другие защитные покрытия разрабатывались на протяжении многих лет в ответ на многочисленные технологические достижения, которые привели к повышению производительности и соответствию требованиям промышленного законодательства по охране окружающей среды. Производители осознают свое положение в цепочке поставок и потребности отрасли в наилучшем обслуживании.
Производители осознают свое положение в цепочке поставок и потребности отрасли в наилучшем обслуживании.
[вверх] Профили холодногнутые
Прогоны и боковые поручни на портальной раме
(Изображение любезно предоставлено Caunton Engineering Ltd.)
Легкие стальные изделия холодной штамповки являются жизненно важными компонентами для большинства проектов стальных конструкций. Будь то прогоны, боковые ограждения, стены, системы каналов или системы настилов пола, эти продукты идеально подходят для большинства коммерческих и промышленных применений, в то время как некоторые из них были специально разработаны для ремонта.
[вверх] Производственные процессы
Полностью автоматизированная пила / сверлильная линия
(Изображение любезно предоставлено Parker Steel)
Повышение качества и производительности в секторе стальных конструкций в значительной степени связано с разработками в области производства оборудования. Производители оборудования для изготовления металлоконструкций вложили значительные средства в исследования и разработки, чтобы обеспечить технологический прогресс, необходимый для современного сектора стальных конструкций.Благодаря этому постоянному совершенствованию, современные станки с ЧПУ стали доступны от международных производителей, которые помогли британскому сектору стальных конструкций повысить производительность и стать предметом зависти всего мира.
Производители оборудования для изготовления металлоконструкций вложили значительные средства в исследования и разработки, чтобы обеспечить технологический прогресс, необходимый для современного сектора стальных конструкций.Благодаря этому постоянному совершенствованию, современные станки с ЧПУ стали доступны от международных производителей, которые помогли британскому сектору стальных конструкций повысить производительность и стать предметом зависти всего мира.
[вверх] Препарат
[вверх] Склад
История изготовления металлоконструкций начинается с того, что основные секции и листы доставляются на склад или сталелитейный склад. Здесь он выгружается и хранится перед перемещением на производственные линии для обработки.Изготовление — это быстрый процесс, и хотя типичный склад может содержать несколько тысяч тонн материала, этого достаточно только для того, чтобы обеспечить поставку производственных линий в течение нескольких недель.
 youtube.com/embed/77bo3Gk7UQw?wmode=transparent&theme=light&rel=0&modestbranding=1&showsearch=0&showinfo=0&vq=hd1080″>
youtube.com/embed/77bo3Gk7UQw?wmode=transparent&theme=light&rel=0&modestbranding=1&showsearch=0&showinfo=0&vq=hd1080″>
Скотный двор
[вверх] Дробеструйная очистка
Для многих подрядчиков по изготовлению металлоконструкций секции и плиты подвергаются дробеструйной очистке перед изготовлением, хотя некоторые предпочитают проводить дробеструйную очистку после того, как секции нарезаны на нужную длину. Эта подготовка поверхности является важной частью производственного процесса, которая важна для обеспечения подходящей чистой отделки для сварки и, следовательно, для создания поверхности с шпонками, готовой к нанесению краски.Стрельба ведется по стали. Удар выстрела по поверхности вытесняет грязь и окалину, а также оставляет вмятины на стали, создавая «шероховатую» поверхность прибл. Глубина 70 микрон. Когда краска распыляется на эту чистую отшлифованную поверхность, она хорошо держится и продлевает срок службы лакокрасочной системы.
Предварительные грунтовки можно наносить сразу после абразивоструйной очистки для поддержания очищенной реактивно-струйной очисткой поверхности в состоянии, свободном от ржавчины, на протяжении всего процесса изготовления до окончательной окраски.
Дробеструйная очистка
[вверх] Резка и сверление
На заводе-изготовителе одной из первых операций является обрезка секций по длине и профилирование пластин до желаемого размера или формы. Это можно сделать несколькими способами с использованием ряда автоматизированных машин:
[вверх] Дисковые пилы
Циркулярная пила
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
используются для резки на нужную длину. Профили доставляются со склада на станину пилы. Предварительное программирование пилы не только гарантирует, что сталь точно измеряется и разрезается на необходимую длину, но и операция выполняется с наиболее эффективной скоростью для операции резки, что снижает износ полотна.
Профили доставляются со склада на станину пилы. Предварительное программирование пилы не только гарантирует, что сталь точно измеряется и разрезается на необходимую длину, но и операция выполняется с наиболее эффективной скоростью для операции резки, что снижает износ полотна.
Распиловка
[вверх] Газовая или газовая резка
Газовая резка
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
Системы газовой или газовой резки также используются для резки деталей из стального листа. В этом процессе используется смесь кислорода и горючего газа (пропана) для предварительного нагрева металла до температуры «воспламенения»; которая для стали составляет 700 ° C — 900 ° C (при этой температуре ярко-красный цвет), но это все еще значительно ниже точки плавления материала.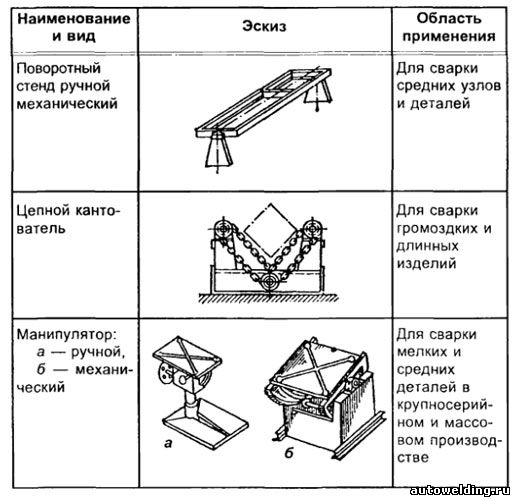 Затем в предварительно нагретую зону направляется струя чистого кислорода, вызывая интенсивную экзотермическую химическую реакцию между кислородом и металлом с образованием оксида железа или шлака.Кислородная струя сдувает шлак, позволяя струе пробивать и продолжать резать материал.
Затем в предварительно нагретую зону направляется струя чистого кислорода, вызывая интенсивную экзотермическую химическую реакцию между кислородом и металлом с образованием оксида железа или шлака.Кислородная струя сдувает шлак, позволяя струе пробивать и продолжать резать материал.
Газовая резка
[вверх] Плазменная резка
Компоненты также можно эффективно резать с помощью систем плазменной дуги. Медное сопло с мелким отверстием сужает дугу между электродом и заготовкой. Это увеличивает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превышает 20 000 ° C, а скорость может приближаться к скорости звука.При использовании для резки поток плазменного газа увеличивается, так что глубоко проникающая плазменная струя прорезает материал, в то время как расплавленный материал удаляется в вытекающей плазме.
Плазменная резка
[вверху] Сверление и пробивка отверстий
Станок сверлильный
Чтобы секции можно было быстро скрепить болтами на месте, все отверстия предварительно просверливаются или пробиваются на заводе-изготовителе.Для сверления используются спиральные коронки из быстрорежущей стали. Вращающееся сверло прорезает сталь, и металл, удаляемый во время процесса, образует стружку (завитки металла, которые раскручиваются по спирали во время обработки). Металлическая стружка поднимается по канавкам (спиральным канавкам), которые поднимаются вверх по боковой поверхности сверла.
Перфорация может использоваться, если толщина металла меньше диаметра отверстия или в случае некруглого отверстия его минимальный размер (обратите внимание, что предел толщины 15 мм для штамповки, упомянутый в видеоролике ниже, больше не применяется). В процессе штамповки режущий пуансон под давлением проталкивается через сталь в матрицу внизу, образуя чистое отверстие точного размера. Если возникает проблема усталости, отверстия пробиваются на 2 мм меньше размера и расширяются до нужного диаметра.
В процессе штамповки режущий пуансон под давлением проталкивается через сталь в матрицу внизу, образуя чистое отверстие точного размера. Если возникает проблема усталости, отверстия пробиваются на 2 мм меньше размера и расширяются до нужного диаметра.
Сверление и пробивка отверстий
[вверху] Гибка
Если требуются стальные конструкции или криволинейные стальные конструкции, сталь будет отправлена специализированному производителю. Здесь с помощью оборудования для гибки валков или листогибочного пресса можно создавать кривые и изгибы.Конструктивные соображения, относящиеся к использованию изогнутых элементов, объясняются в Проекте изогнутой стали (P281), который охватывает теорию, а также дает примеры изогнутой стали в зданиях. Дополнительную информацию можно получить у известных компаний по гибке.
Изогнутые стальные конструкции в Hayes Garden Center
(Изображение любезно предоставлено Kloeckner Metals UK Westok)
[вверху] Гибка профиля
Гибка секций
(Изображение любезно предоставлено Barnshaw Section Benders Ltd.)
Сталь может быть изогнута роликовым или профильным способом. Этот процесс включает постепенное изгибание секции с помощью набора гибочных валков, форма которых соответствует поперечному сечению стержня. При каждом проходе через валки создается больший изгиб, и процесс повторяется до тех пор, пока не будет достигнута желаемая кривизна. Тяговые устройства используются на большинстве секций балки, изогнутых по оси x-x (сильный путь). Это используется для сохранения поперечного сечения полотна во время гибки.
Гибка профиля
[вверху] Лист гибочный
Гибка листов аналогична гибке профилей, но гибочные валки расположены горизонтально и длиннее. Пластина подается ровно, и при каждом проходе через валки создается большая кривизна, и процесс повторяется до тех пор, пока не будет достигнута желаемая кривизна.
Пластина подается ровно, и при каждом проходе через валки создается большая кривизна, и процесс повторяется до тех пор, пока не будет достигнута желаемая кривизна.
Лист гибочный
[вверху] Гибка труб
Гибка труб выполняется аналогично гибке секций. Как правило, труба прочнее, чем балка аналогичного размера, поэтому для ее изгиба требуется большее усилие. Во время гибки внешний профиль трубы поддерживается наборами обработанных валков.
Гибка труб
[вверх] Пресс-ломка
Из профильных или разрезных пластин можно изготавливать самые разные формы. Иногда требуются эти формы длиной 12 метров (и более). Для этого используется процесс «прессования» для прессования стали по всей ее длине.
Пресс ломка
[вверху] Тройник разветвительный
Газовая резка применяется для изготовления тройников из балок.Это включает использование горящей горелки на тележке, которая движется вверх по балке до тех пор, пока рез не будет завершен. Брус можно разрезать по центру; смещение от центра или фланцы могут быть обрезаны. Тройник необходимо выпрямить после раскола, это связано с снятием напряжения после разреза.
Тройник разделительный
[вверх] Профилирование трубных секций
В дополнение к стандартным процессам изготовления, общим для всех элементов конструкции, для трубных секций может потребоваться профилирование или опрессовка.![]() Формование профиля требуется там, где конец трубчатой секции должен соответствовать контуру криволинейной поверхности на основном элементе круглой полой секции. Этот тип соединения чаще всего встречается на трубчатых фермах.
Формование профиля требуется там, где конец трубчатой секции должен соответствовать контуру криволинейной поверхности на основном элементе круглой полой секции. Этот тип соединения чаще всего встречается на трубчатых фермах.
Профильные трубы
[вверху] Сварка
Основная статья: Сварка
Сварка является основным видом деятельности производственного предприятия; он используется для подготовки стыков к подключению на месте и для крепления других приспособлений и фитингов.На заводе-изготовителе для разных видов деятельности используются разные методы сварки.
По сути, в процессе сварки используется электрическая дуга для выработки тепла для плавления основного материала в соединении. Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела.Защита достигается либо за счет использования инертного защитного газа, путем покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий. По мере того, как сварка продолжается вдоль соединения, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела.Защита достигается либо за счет использования инертного защитного газа, путем покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий. По мере того, как сварка продолжается вдоль соединения, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Сборка и сварка требуют квалифицированных рабочих и обычно составляют самый большой элемент производственных затрат. Сварка требует от подрядчика стальных работ наличия системы управления качеством сварки согласно BS EN ISO 3834 [7] под контролем ответственного координатора сварки.Маркировка сборных металлоконструкций UKCA в соответствии с BS EN 1090-1 [8] требует, чтобы подрядчик по изготовлению металлоконструкций имел сертифицированную систему заводского производственного контроля в соответствии с BS EN 1090-1 [8] , которая поддерживается британским стандартом. для производства стальных конструкций, BS EN 1090-2 [9] .
для производства стальных конструкций, BS EN 1090-2 [9] .
[вверху] Ручная дуговая сварка металла (MMA)
СваркаMMA или «дуговая сварка защищенным металлом» используется для временного соединения или прихватывания компонентов сварного шва во время изготовления перед сваркой полной прочности.Для дуговой сварки в экранированном металле используется электрод типа «Stick», покрытый флюсом. Электрод контактирует с заготовкой, и между концом электрода и заготовкой возникает электрическая дуга. Покрытие из флюса на сварочном стержне нагревается до газа и жидкости. Это защищает расплавленную лужу от атмосферы, отсюда и название — дуговая сварка защищенным металлом.
Ручная дуговая сварка металлом (MMA)
[вверху] Сварка металла активным газом (MAG)
MAG Welding
(Изображение любезно предоставлено Kiernan Structural Steel Ltd. )
)
Metal Active Gas (MAG) используется для непрерывной сварки. При сварке MAG используется непрерывный сплошной проволочный электрод, по которому проходит ток. Он подается от источника питания и подается через «пистолет» роликовым механизмом подачи проволоки. Между сплошным металлическим электродом и стальной заготовкой возникает дуга, которая эффективно плавит их вместе. Расплавленная сварочная ванна защищена от атмосферного окисления газовой защитой (образованной из смеси аргона и диоксида углерода).
Металлоактивная газовая сварка (MAG)
[вверх] Дуговая сварка под флюсом (SAW)
Минимальное количество СИЗ, необходимых для сварки под флюсом
(Изображение любезно предоставлено Mabey Bridge Ltd. )
)
Для сварки длинных стальных деталей вместе для изготовления конструктивных профилей используется дуговая сварка под флюсом. При дуговой сварке под флюсом силовой ток подается на непрерывный проволочный электрод.Обычно это намного больший диаметр, чем при сварке MAG. Дуга зажигается, когда проволочный электрод соприкасается с заготовкой. Защиту сварного шва обеспечивает шлак, образующийся при воздействии дуги на порошок, покрывающий всю зону реакции сварного шва. Дуга «погружается» под порошок.
Дуговая сварка под флюсом (SAW)
[наверх] Неразрушающий контроль (NDT)
Неразрушающий контроль проводится для подтверждения того, что сварные швы не имеют недопустимых дефектов, таких как трещины и включения.Основными методами неразрушающего контроля являются магнитопорошковый контроль (MPI) и ультразвуковой контроль. MPI использует магнит и магнитную жидкость на поверхности сварного шва, а ультразвуковой контроль включает отправку звуковых волн через сварной шов и интерпретацию полученной эхо-диаграммы на осциллографе.
MPI использует магнит и магнитную жидкость на поверхности сварного шва, а ультразвуковой контроль включает отправку звуковых волн через сварной шов и интерпретацию полученной эхо-диаграммы на осциллографе.
Неразрушающий контроль
[верх] Покрытие
Нанесение покрытия на заводе-изготовителе
(Изображение любезно предоставлено Hempel UK Ltd.)
Нанесение лакокрасочного покрытия или горячее цинкование на стальные конструкции выполняется (при необходимости) в конце производственного процесса. Системы лакокрасочного покрытия обычно применяются на заводе-изготовителе, чтобы сократить время работы на объекте и значительно сократить расходы. В дополнение к добавлению эстетической отделки, указанной архитекторами, покрытия также широко используются для обеспечения защиты от коррозии и огнестойкости в случае вспучивающихся покрытий.
Нанесение покрытия
Как правило, для зданий упор делается на простые системы, которые легко применять, включая нанесение распылением после автоматической струйной обработки. Многие производственные предприятия имеют внутреннюю атмосферу, которая позволяет подвергнуть сталь пескоструйной очистке перед изготовлением и последующему покрытию поверхности. В таких случаях области сварных швов потребуют дополнительной подготовки поверхности перед нанесением покрытия, а не слишком громоздкие компоненты можно повторно обработать струйной очисткой, пропустив их через автоматическую струйную очистку на конвейере.Компоненты большего размера пришлось бы подвергнуть струйной очистке вручную. Чтобы свести к минимуму это двойное обращение, имеет экономический смысл оставить некоторые компоненты без сварки, поскольку для них не потребуется повторная струйная очистка перед нанесением покрытия.
Доступ для окраски затруднен для двухугловых или двухканальных элементов, и эти типы элементов в настоящее время в значительной степени заменены элементами с квадратными полыми профилями (SHS) / прямоугольными полыми профилями (RHS), которые уменьшают окрашиваемую площадь и обеспечивают меньше мест для образуются коррозионные ловушки.
[вверху] Точность
Современное производство металлопроката предполагает изготовление крупных и зачастую сложных сварных узлов стального проката. Для изготовления стальных изделий, формирования компонентов и их соединения используются высокотемпературные процессы, поэтому изменение размеров в результате деформации неизбежно.
Различия в размерах значительны по нескольким причинам, поскольку они включают стальные конструкции, изготовленные на удалении от объекта, строительные работы на объекте, а иногда даже точные механические компоненты.Они взаимодействуют друг с другом, но их точность варьируется от высокой точности механических компонентов до приближения, присущего укладке бетона.
Для каждого нового проекта подрядчик по изготовлению металлоконструкций будет оценивать проект, чтобы определить, как лучше всего выполнить изготовление для контроля размеров и достижения требуемой точности изготовления стальных конструкций для обеспечения надлежащей подгонки и сборки на месте.
Тщательное понимание причин производственной деформации и опыт контроля и исправления деформации позволяет подрядчику по изготовлению металлоконструкций работать в рамках стандартных производственных допусков, таких как те, которые определены в NSSS.Для особо сложных конструкций может быть проведен пробный монтаж, чтобы гарантировать, что сборка и геометрия могут быть достигнуты на месте, что снижает риск задержек с монтажом или повреждения защитной обработки. Однако благодаря значительно более высокой точности, достигаемой за счет автоматизированных процедур изготовления, необходимость в пробной установке значительно снизилась.
[вверх] Погрузочно-разгрузочные работы и транспортировка
Погрузочно-разгрузочные работы на заводе
(Изображение любезно предоставлено Mabey Bridge Ltd. )
)
Средства работы со стальными конструкциями на заводе Steelwork Contractors со временем развивались в соответствии с их конкретными операциями. Однако, как правило, это включает использование конвейерных систем с компьютерным управлением и мостовых козловых кранов, движущихся либо по рельсам на полу, либо по крановым балкам, прикрепленным к стальной раме производственного завода. Стальные элементы можно поднимать с помощью цепей или строп, или можно приваривать временные подъемные кронштейны для облегчения использования крюков.BCSA опубликовало несколько руководств по охране труда и технике безопасности, чтобы помочь подрядчикам в обработке и транспортировке металлоконструкций, включая:
Существует три режима транспортировки металлоконструкций по дорожной сети Великобритании:
[вверху] Нормальные нагрузки
Транспортные средства с жесткой рамой длиной менее 18,65 м, шириной менее 2,9 м, полной массой менее 44 тонн, без нагрузки на ось более 11,5 тонн и общей высотой менее 4,95 м могут перемещаться в любое время в любом месте, кроме места, где проходит маршрут. включает подмост с ограничением веса или надземный мост с ограничением по высоте.При транспортировке мостовых балок длиной жесткого транспортного средства обычно является длина балки. Хотя ограничение по высоте составляет 4,95 м, платформа трейлера обычно имеет высоту около 1,7 м, поэтому для груза, расположенного выше, остается только 3,25 м.
включает подмост с ограничением веса или надземный мост с ограничением по высоте.При транспортировке мостовых балок длиной жесткого транспортного средства обычно является длина балки. Хотя ограничение по высоте составляет 4,95 м, платформа трейлера обычно имеет высоту около 1,7 м, поэтому для груза, расположенного выше, остается только 3,25 м.
[вверху] Нестандартные нагрузки
Транспортировка металлоконструкций автомобильным транспортом
(Изображение предоставлено Mabey Bridge Ltd.)
Определенные транспортные средства, превышающие указанные выше «нормальные» ограничения, подпадают под действие раздела
Закон 1988 года о дорожном движении, озаглавленный «О дорожных транспортных средствах (разрешение на использование специальных типов) (общее)».Последний приказ — SI 2003 № 1998 [10] . Буквы СТГО, которые высвечиваются на тягачах с наиболее ненормальными грузами, являются сокращением этого раздела Закона.
Есть три категории транспортных средств СТГО, каждая с разными предельными значениями веса, но все три имеют максимальную длину транспортного средства 30 м и ширину 5 м. Каждый полицейский орган на запланированном маршруте должен быть уведомлен по крайней мере за 2 дня, а также необходимо уведомить владельцев мостов на маршруте, если вес превышает 44 тонны.
Часто полиция не настаивает на сопровождении длинных и нешироких грузов, поскольку это вызывает гораздо меньше проблем с маневренностью. Даже с большими грузами количество случаев, когда полиция настаивает на их сопровождении, уменьшилось с тех пор, как Департамент транспорта ввел «Свод правил: освещение и маркировка нестандартных грузов». Если полиция настаивает на сопровождении грузов, порядок уведомления / сопровождения должен быть отдельно согласован с каждым полицейским подразделением в пути.Известно, что один отряд заберет его так далеко, а затем задержит его на несколько часов, если у следующего отряда возникнет чрезвычайная ситуация. У некоторых сил также есть ограничения по срокам сопровождения грузов, поэтому доставка с работ на объект может быть непредсказуемой, что может иметь последствия для сроков критических подъемов.
У некоторых сил также есть ограничения по срокам сопровождения грузов, поэтому доставка с работ на объект может быть непредсказуемой, что может иметь последствия для сроков критических подъемов.
[вверху] Специальный заказ
Если транспортное средство и груз, которые должны быть перемещены, выходят за рамки категорий STGO, их все еще можно передвинуть, но необходимо получить одобрение от Управления автомобильных дорог (или Шотландской исполнительной власти или правительства Ассамблеи Уэльса) в форме разрешения VR1 или специального разрешения. Заказ.Затем все детали груза должны быть сообщены в Агентство автомобильных дорог вместе с точными точками отправки и доставки. Между первым заявлением о таком разрешении или постановлении и предполагаемой датой фактического перемещения должно пройти не менее трех месяцев.
В специальном приказе указывается утвержденный маршрут, и его необходимо точно соблюдать. Специальные заказы обычно действительны в течение 6 месяцев. Указанное уведомление должно быть отправлено в каждый полицейский участок о фактическом движении и соответствующим владельцам мостов на маршруте.
Указанное уведомление должно быть отправлено в каждый полицейский участок о фактическом движении и соответствующим владельцам мостов на маршруте.
Очевидно, что проектировщикам выгодно учитывать транспортировку при определении размеров элементов и предпочтительно ограничивать длину и ширину элементов таким образом, чтобы они соответствовали правилам «нормальной нагрузки». Однако транспортировка больших конструкций является обычным делом в соответствии с правилами «нестандартной нагрузки», а специализированные производители мостовых конструкций имеют опыт перемещения очень длинных балок с использованием «специальных заказов».
Дополнительные инструкции по транспортировке металлоконструкций автомобильным транспортом доступны в GN 7.06
[вверху] Спецификация
Национальные технические условия на стальные конструкции (7-е издание)
Важно, чтобы спецификация стальных конструкций (и сопроводительные чертежи) для проекта четко отражала конкретные требования к конструкции и, если стандарты допускают варианты и альтернативы, какие дополнительные требования применяются. Отсутствие ясности приведет к дополнительным резервам на риск и дополнительным расходам при разрешении запросов.В спецификации проекта также не следует допускать завышения технических требований — требование излишнего качества и чрезмерно жестких допусков приведет к более высоким затратам. Спецификация проекта должна в целом соответствовать признанным отраслевым стандартам, таким как Национальная спецификация на металлические конструкции и Спецификация для дорожных работ [12] .
Отсутствие ясности приведет к дополнительным резервам на риск и дополнительным расходам при разрешении запросов.В спецификации проекта также не следует допускать завышения технических требований — требование излишнего качества и чрезмерно жестких допусков приведет к более высоким затратам. Спецификация проекта должна в целом соответствовать признанным отраслевым стандартам, таким как Национальная спецификация на металлические конструкции и Спецификация для дорожных работ [12] .
[вверх] Управление качеством
Промышленность стального строительства и цепочка поставок могут использовать членов BCSA и присущие им качества компетентности и профессионализма, которые, среди прочего, демонстрируют:
[вверх] Членство в BCSA Steelwork Contractor
Оценка членства в BCSA и требования RQSC для Bridgeworks — это больше, чем просто реестры компаний, выбранных из списка.Каждая компания имеет право на включение в списки только после оценки специалистами, которые проверяют финансовые, технические ресурсы и ресурсы по охране труда, а также послужной список и нанятый персонал. Оценка проводится ежегодно с физическим осмотром завода каждые три года. Результатом являются два критерия:
Оценка проводится ежегодно с физическим осмотром завода каждые три года. Результатом являются два критерия:
- Категоризация компании с точки зрения работы, которую она может выполнить технически
- Классификация компании с точки зрения максимального размера контракта, который она должна обрабатывать.
Оценка предоставляет клиентам простой способ предварительной квалификации подрядчиков по строительству металлоконструкций для зданий и мостов до того, как контракты будут выставлены на торги.Это гарантирует, что успешный подрядчик по производству стальных конструкций обладает специальными навыками, соответствующими проекту, и помогает клиенту выполнять нормативные обязательства только с использованием компетентных подрядчиков.
Категории работ являются общими, и точный объем работ, требуемых для каждого проекта, будет отличаться. Таким образом, первоочередной задачей для компетентных подрядчиков является обеспечение безопасного выполнения объема работ с использованием имеющихся в их распоряжении ресурсов ноу-хау, рабочей силы, оборудования и финансов. Для этого доступны два чек-листа компетенций:
Для этого доступны два чек-листа компетенций:
- Обычная сфера компетенции для деятельности, которую подрядчики по производству металлоконструкций должны быть компетентны выполнять со своим персоналом
- Особый объем компетенции для деятельности, которой подрядчики по изготовлению металлоконструкций должны быть в состоянии управлять, используя при необходимости специализированных субподрядчиков. деятельности, и их клиенты должны заранее проверить, готов ли подрядчик по изготовлению металлоконструкций выполнять какие-либо особые действия.
Для мостовых работ действует отдельный реестр. Highways England включает в свою Спецификацию дорожных работ [12] требование о том, что для изготовления и монтажа будут задействованы только фирмы, внесенные в Реестр квалифицированных подрядчиков стальных конструкций для мостовых сооружений (RQSC) в отношении типа и стоимости выполняемых работ. мостов.
Подрядчиков по изготовлению металлоконструкций можно найти в соответствии с требуемым классом и категорией проекта на сайте www.
steelconstruction.org / member-каталоги[вверх] Схема сертификации стальных конструкций
Схема сертификации стальных конструкций (SCCS) является 100-процентной дочерней компанией BCSA и предоставляет услуги по сертификации систем управления качеством для подрядных организаций по изготовлению металлоконструкций. SCCS разработала дополнительные услуги по сертификации и мониторингу для подрядчиков по производству стальных конструкций с интегрированными или отдельными системами управления окружающей средой, здоровьем и безопасностью.
[наверх] Сертификация системы менеджмента качества (QM)
Системы менеджмента качества, эксплуатируемые сертифицированными подрядчиками, проходят формальную оценку на соответствие требованиям BS EN ISO 9001 [4] . Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для отслеживания постоянного соответствия сертифицированной системе менеджмента.
[вверх] Сертификация системы экологического менеджмента (EM)
Системы экологического менеджмента, эксплуатируемые сертифицированными подрядчиками, проходят формальную оценку на соответствие требованиям BS EN ISO 14001 [13] .Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для отслеживания постоянного соответствия сертифицированной системе менеджмента.
[наверх] Сертификация системы менеджмента профессиональной безопасности и здоровья (HSM)
Системы менеджмента профессионального здоровья и безопасности, эксплуатируемые сертифицированными подрядчиками, проходят формальную оценку на соответствие требованиям BS ISO 45001 [14] . Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для отслеживания постоянного соответствия сертифицированной системе менеджмента.
[наверх] UKCA Marking and Factory Production Control (FPC)
UKCA — это проверенное и испытанное заявление о том, что продукт соответствует определенным требованиям и спецификациям общественной безопасности по всей цепочке поставок, и является юридическим требованием Постановления о строительных изделиях [15] .
SCCS обеспечивает сертификацию заводского производственного контроля, систем болтовых соединений и сварки, чтобы компании могли наносить маркировку UKCA.Системы FPC, эксплуатируемые сертифицированными подрядчиками по изготовлению металлоконструкций, проходят формальную оценку на соответствие требованиям:
- BS EN 1090-1 [8] для конструкционной стали
- BS EN 14399-1 [16] для высокопрочных структурных болтовых узлов
- BS EN 15048-1 [6] для конструктивных болтовых узлов без предварительного натяга
Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для контроля постоянного соответствия сертифицированной системе FPC.[вверху] Национальные схемы сектора автомобильных дорог (NHSS)
SCCS был аккредитован UKAS для проведения оценок:
- NHSS 3 [17] — Хранение и сбыт механических крепежных изделий
- NHSS 3B [18] — Хранение и сбыт продукции из конструкционной стали
- NHSS 19A [19] — Для защиты черных металлов от коррозии с помощью промышленных покрытий
- NHSS 20 [20] — Производство металлоконструкций на объектах транспортной инфраструктуры
Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для контроля постоянного соответствия сертифицированным NHSS.[вверх] Хартия устойчивого развития стальных конструкций
Целью Хартии устойчивого развития (SCSC) является развитие стали как устойчивой формы строительства с точки зрения экономической жизнеспособности, социального прогресса и экологической ответственности. BCSA имеет три уровня статуса в Уставе: членский, Серебряный и Золотой, полученный статус зависит от количества баллов, набранных после аудита. BCSA требует, чтобы члены Устава официально заявили о своей деятельности в соответствии с принципами устойчивого развития, направленными на: добавление ценности клиентам и заинтересованным сторонам; оптимизация экологической эффективности жизненного цикла стальных конструкций; продвижение ресурсов и энергоэффективности в стальном строительстве за счет повторного использования и многократного цикла; действовать здоровым, безопасным и экологически безопасным образом; поощрение уважения к людям и сообществам, связанным со стальным строительством; наличие высоких этических стандартов; обеспечение устойчивого развития посредством конструктивного диалога и углубления знаний об устойчивости, которыми можно поделиться с другими и продвигать в этом направлении.
цепочка поставок стальных конструкций также для реализации. Ключевые показатели эффективности (КПЭ) для сопоставительного анализа разрабатываются BCSA не только для измерения прогресса устойчивого развития стального строительства, но и для демонстрации подлинной приверженности.[вверх] Устав информационного моделирования зданий из стальных конструкций (BIM)
Модель BIM
(Изображение любезно предоставлено S.H.Structures Ltd.)Требование правительства Великобритании о BIM 2-го уровня для всех проектов центрального правительства означает, что строительная отрасль хочет знать, какие поставщики соответствуют требованиям BIM.Сталелитейные подрядчики BCSA теперь могут продемонстрировать соответствие Уровню 2 Информационного моделирования зданий (BIM) с запуском Хартии стальных конструкций BIM, и теперь могут быть сертифицированы в соответствии с требованиями PAS 91 [21] и PAS 1192-2 [22] , как указано ниже.
Соответствие PAS 91 [21] раздел 4.2, таблица 8, а именно:
- Компания имеет возможность работать в рамках проекта с использованием «Common Data Environment», как описано в PAS 1192-2 [22] .
- Компания имеет задокументированную политику, системы и процедуры для достижения «уровня 2 BIM» зрелости, как это определено в PAS 1192-2 [22] .
- Компания имеет возможность разрабатывать и поставлять или работать с (в зависимости от роли (ролей)) План выполнения BIM (BEP), как описано в PAS 1192-2 [22] .
- В компании есть мероприятия по обучению сотрудников навыкам, связанным с BIM, и оценке их возможностей.
Соответствие требованиям оценки цепочки поставок, изложенным в PAS 1192-2 [22] и конкретно определенным в разделах:- 6.4 Форма оценки Suppler BIM
- 6.5 Форма оценки информационных технологий (ИТ) поставщика
- 6.6 Форма оценки ресурсов поставщика
Процесс сертификации требует от компаний проведения онлайн-оценки, за которой затем следует аудит на месте. Сертифицированным компаниям предоставляется исчерпывающий документ, обобщающий возможности компании в области BIM, который они затем могут предоставить цепочке поставок.Онлайн-каталоги BCSA означают, что клиенты и основные подрядчики могут видеть, какие компании были оценены в соответствии с Хартией BIM, а Устав предоставляет простой способ предварительной квалификации подрядчиков по изготовлению металлоконструкций на соответствие требованиям BIM.
Обратите внимание, что PAS 1192-2: 2013 [22] недавно был отозван и заменен BS EN ISO 19650 Часть 1 [23] и Часть 2 [24] . BCSA находится в процессе обновления Устава BIM, чтобы он соответствовал последним стандартам.
Автомат распиловочно-сверлильный
Работа на стройплощадке означает необходимость временного доступа к большому количеству людей и оборудования, особенно для работы на высоте.
Металлоконструкции предварительно изготавливаются на заводах, что значительно сокращает объем работы на месте, особенно работы на высоте, поскольку необходимо только собрать стальные компоненты.Использование автоматизированных и полуавтоматических многофункциональных станков для резки, сверления и маркировки стальных конструкций сокращает количество людей, вовлеченных в процесс, и сокращает потребность в обработке стали, то есть точении и перемещении. Эти процессы также снижают риск ошибки и необходимость доработки на месте, где даже незначительные изменения могут потребовать большого дополнительного доступа или мобилизации установок и оборудования.
Обычно изготовленное изделие перемещается через производственную зону, пока не будет завершено, а затем хранится. На строительных площадках оборудование (часто временное) необходимо доводить до конечного положения объекта, а затем каждый раз перемещать, что увеличивает риск инцидентов, так как требуется гораздо больше перемещений и перестановок.
Работа на заводе устраняет любые проблемы со здоровьем и безопасностью, связанные с неблагоприятными погодными условиями, и производство может продолжаться. Это также дает дополнительное преимущество для более продолжительных рабочих часов, включая работу в ночную смену, если это необходимо, и все это в контролируемой среде без ущерба для местных сообществ.
Доступ и выход для пешеходов контролируются постоянно обозначенными маршрутами, которые отделены от транспортных маршрутов. Погрузка и разгрузка металлоконструкций осуществляется в специально отведенных местах с соответствующим доступом и подъемным оборудованием.
Системы, используемые для программирования производства сборных металлоконструкций, означают, что работа может быть упакована, это позволяет управлять доставкой на объект таким образом, чтобы разгрузка могла осуществляться непосредственно на конечную позицию. Это уменьшает хранение на объекте и сводит к минимуму подъем и погрузочно-разгрузочные работы там, где может быть представлен наибольший риск несчастных случаев и травм.
Этот веб-сайт поддерживается Steel for Life при финансовой поддержке ряда отраслевых участников BCSA. К спонсорам, имеющим отношение к этой статье, относятся:
Золото Ficep — ведущий мировой производитель автоматизированного технологического оборудования для стальных складских помещений и промышленности по производству строительных конструкций. Благодаря 20-летнему постоянному стремлению поддерживать британских клиентов и предоставлять оборудование мирового класса для будущего, обширный и инновационный ассортимент продукции Ficep для строительных приложений предлагает: доступная передовая технология.
Серебро
бронза[вверх] Список литературы
- ↑ BS EN 10025-2: 2019, Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей, BSI
- ↑ BS EN 10210-1: 2006, Горячекатаные полые профили конструкционные из нелегированных и мелкозернистых сталей. Технические требования к поставке, BSI
- ↑ BS EN 10219-1: 2006, Холодногнутые сварные полые профили из нелегированных и мелкозернистых сталей.Технические требования к поставке, BSI
- ↑ 4,0 4,1 BS EN ISO 9001: 2015, Системы менеджмента качества — Требования, Международная организация по стандартизации
- ↑ BS EN 14399: 2015, Высокопрочные структурные болтовые соединения для предварительной нагрузки (различные детали). BSI
- ↑ 6,0 6,1 BS EN 15048-1: 2016, Конструкционные болтовые соединения без предварительного натяга. Основные требования. BSI
- ↑ BS EN ISO 3834: 2005, Требования к качеству сварки плавлением металлических материалов (различные детали).BSI
- ↑ 8,0 8,1 8,2 BS EN 1090-1: 2009 + A1: 2011, Выполнение стальных и алюминиевых конструкций. Требования к оценке соответствия конструктивных элементов, BSI
- ↑ BS EN 1090-2: 2018, Производство стальных и алюминиевых конструкций. Технические требования к стальным конструкциям, BSI
- ↑ Приказ о дорожных транспортных средствах (разрешение на использование специальных типов) (общий), 2003 г., нормативные документы 2003 г. № 1998, The Stationery Office Limited
- ↑ Свод правил по освещению и маркировке при ненормальной нагрузке Самосопровождение транспортных средств, включая Руководство по эксплуатации, 2016 г. (Код публикаций PR152 / 15), Highways England
- ↑ 12.0 12.1 Руководство по контрактной документации на дорожные работы (MCHW). Том 1: Технические условия на дорожные работы. Конструкционные металлоконструкции серии 1800. Август 2014, TSO
- ↑ BS EN ISO 14001: 2015 Системы экологического менеджмента — Требования с руководством по применению, BSI
- ↑ BS ISO 45001: 2018, Системы менеджмента профессионального здоровья и безопасности. Требования с руководством по использованию, BSI
- ↑ В данной статье CPR означает Строительную продукцию (Поправка и т. Д.) (Выход из ЕС) Положения 2019 г. (S.I. 2019/465) и положения Закона о Европейском Союзе (Соглашение о выходе) 2020 г. (Начало № 1) Положения 2020 г. (S.I. 2020/75)
- ↑ BS EN 14399-1: 2015, Высокопрочные структурные болтовые соединения для предварительной нагрузки. Общие требования, BSI
- ↑ NHSS 3: Национальные схемы сектора автомобильных дорог для управления качеством при дорожных работах, 3. Деятельность по хранению и распределению механических крепежных изделий, Выпуск 3 (9001: 2015), 30 июня 2020 г.
- ↑ NHSS 3B: Национальные схемы сектора автомобильных дорог для управления качеством дорожных работ, 3B.Складирование и сбыт продукции из металлоконструкций, выпуск 2 (9001: 2015), 30 июня 2020 г.
- ↑ NHSS 19A: Национальные схемы сектора автомобильных дорог для управления качеством дорожных работ, 19A. Для защиты черных металлов от коррозии промышленными покрытиями. Выпуск 6 (9001: 2015), 30 июня 2020 г.
- ↑ NHSS 20: Национальные схемы сектора автомобильных дорог для управления качеством при дорожных работах, 20. Выполнение металлоконструкций на объектах транспортной инфраструктуры, Выпуск 5 (9001: 2015), 30 ноября 2020 г.
- ↑ 21.0 21,1 PAS 91: 2013 + A1: 2017 Анкеты для предварительной квалификации строительства, BSI
- ↑ 22,0 22,1 22,2 22,3 22,4 22,5 PAS 1192-2: 2013 Спецификация для управления информацией на этапе капитального ремонта / реализации строительных проектов с использованием информационного моделирования зданий, BSI
- ↑ BS EN ISO 19650-1: 2018 Организация и оцифровка информации о зданиях и строительных работах, включая информационное моделирование зданий (BIM).Управление информацией с использованием информационного моделирования зданий. Концепции и принципы, BSI
- ↑ BS EN ISO 19650-2: 2018, Организация и оцифровка информации о зданиях и строительных работах, включая информационное моделирование зданий (BIM). Управление информацией с использованием информационного моделирования зданий. Фаза сдачи активов, BSI
[вверх] Ресурсы
- Национальные технические условия на стальные конструкции (7-е издание), 2020 г. (Публикация №62/20), BCSA
- Типовые спецификации процедуры сварки металлоконструкций — Второе издание, 2018 г. (Публикация № 58/18), BCSA
- Высокопрочные стали для применения в конструкциях: Руководство по изготовлению и сварке, 2020 г. (Публикация № 62/20), BCSA
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Глава 9. Сварка
- Глава 10. Болтовое соединение
- Глава 11: Изготовление
- Глава 15: Технические характеристики и качество
- Руководство по проектированию для производства (P150), 1995, SCI
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Глава 4 Болтовые соединения
- Глава 5 Сварка
- Глава 6 Точность
- Затраты на главу 7
- Распределение обязанностей по проектированию строительных стальных конструкций, 2007 г. (Публикация № 45/07), BCSA
- Спецификация модели для закупки узлов конструктивных болтов и прижимных болтов. BCSA, 2021
- Спецификация модели для закупки профилей, пластин и стержней из конструкционной стали, BCSA, 2017
- Спецификация модели для закупки узлов конструкции, работающей на растяжение, BCSA, 2015
- Здоровье и безопасность в мастерской для сотрудников: руководство для подрядчиков по изготовлению стальных конструкций, 2009 г. (Публикация №49/09), BCSA
- Руководство по высотным работам во время погрузки и разгрузки металлоконструкций, 2007 г. (Публикация № 43/07), BCSA
- Нормальный объем компетенции, BCSA
- Особая компетенция, BCSA
- Конструкция из гнутой стали (П281), 2001 г., ТСИ
- Hendy, C.R .; Ильес, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[вверх] Дополнительная литература
- Руководство проектировщика стальных конструкций (7-е издание), 2012 г. , глава 33 — Изготовление, Институт стальных конструкций.
[вверху] См. Также
[вверх] Внешние ссылки
Prime Steel Buildings: завод и производственный процесс
Завод по производству стальных конструкций и производственный процесс
Производственные мощности завода считаются одними из самых технологичных в отрасли. Ниже проиллюстрировано некоторое современное оборудование, которое демонстрирует приверженность компании исключительному качеству.
Передовые технологии Инженерный отдел завода по производству стальных конструкций использует CAD-CAM (автоматизированное проектирование), специально разработанный для промышленности по производству сборных стальных конструкций, и чрезвычайно эффективно соответствует вашим точным спецификациям и строительным требованиям.
Точность Заводская линия листового металла с ЧПУ производит многочисленные профили панелей длиной до 50 футов и в широком диапазоне толщин.
Эти станки являются лучшими в отрасли, обеспечивая точность и безупречное качество.Самые высокие стандарты Используется самая современная технология газовой дуговой сварки (GMAW), обеспечивающая неизменно высокое качество и устанавливающая самые высокие стандарты в отрасли.
Качество Отделение отделки стальных зданий фабрики использует современное профилирующее оборудование и технологии, чтобы гарантировать неизменное качество и стабильные формы.
Precision Прецизионное размещение отверстий под болты с предварительной перфорацией обеспечивается применением новейших технологий ЧПУ, которые упрощают и ускоряют сборку наших зданий в полевых условиях.
Оцинковка с дополнительной защитой Завод по производству стальных конструкций Prime производит собственные оцинкованные балки и прогоны, в то время как другие производители сборных стальных конструкций не предлагают эту дополнительную защиту, продлевающую срок службы.
Strength-Wide Clearspans Современная система сварки под флюсом с двойной дугой способна изготавливать элементы глубиной до 72 дюймов, что позволяет заводу по производству металлоконструкций изготавливать предварительно спроектированные стальные конструкции с открытыми пролетами до 210 футов в ширину.
СТАЛЬНЫЕ ЗДАНИЯ PRIME: НАДЕЖНОСТЬ НА ДОЛГОВЕЧНОСТЬ
МАТЕРИАЛЫ:
Включая гарантию 50 лет
СРОК СЛУЖБЫ ОБСЛУЖИВАНИЯPRIME STEEL BUILDINGS ПОДКЛЮЧАЕТСЯ НЕСКОЛЬКИМИ ГАРАНТИЯМИ, ВКЛЮЧАЯ 50-ЛЕТНЮЮ ГАРАНТИЮ НА КОНСТРУКЦИОННЫЕ КАРКАСЫ, И НА КАЖДЫЙ ЛИСТ ИМЕЕТСЯ 25-ЛЕТНЯЯ ГАРАНТИЯ ПРОТИВ РЖАВЧИНЫ ПЕРФОРАЦИИ.
ИНЖИНИРИНГ:
Каждое стальное здание Prime спроектировано профессионально обученными, лицензированными государственными инженерами с использованием программного обеспечения для автоматизированного проектирования (САПР) и сертифицировано на соответствие всем местным снеговым, ветровым и сейсмическим условиям или превосходящим их.
ПРОИЗВОДСТВО:
Завод по производству металлоконструкций использует современное компьютеризированное производственное оборудование с новейшими технологическими достижениями и стратегически расположенные производственные линии для погрузочно-разгрузочных работ. Планирование производства полностью интегрируется компьютером напрямую с инженерным отделом. Это способствует наиболее эффективному сочетанию работ, которое снижает потери лома и стоимость изготовления на тонну — полученная в результате экономия перекладывается на наших клиентов.Компьютеризированным оборудованием управляют профессиональные операторы, прошедшие специализированное обучение. Каждый сотрудник Prime Steel Buildings тщательно контролирует качество продукции на разных этапах производства, чтобы гарантировать отличные результаты.
ОБСЛУЖИВАНИЕ КЛИЕНТОВ:
Завод предлагает круглосуточную бесплатную линию обслуживания клиентов. Специалисты по обслуживанию клиентов готовы ответить на любые возникающие вопросы по строительству здания.
Инженеры по эксплуатации проходят обучение на заводе и могут проконсультироваться по индивидуальным или техническим вопросам.Наша компания по производству стальных конструкций и металлоконструкций является гордым членом AISC
Основанная в 1921 году, AISC, или Американский институт стальных конструкций, в настоящее время находится в Чикаго, штат Иллинойс. Как некоммерческий технический институт и торговая ассоциация, AISC стремится сделать сталь предпочтительным материалом для строительной индустрии США.
Обслуживая все сообщество разработчиков стальных конструкций и строительную отрасль, AISC продвигает инициативы по развитию рынка и поощряет инновации с помощью образовательных ресурсов и поддержки.И Спецификация для стальных зданий , и Руководство по стальным конструкциям были выпущены AISC. Кроме того, этой известной организацией установлено множество отраслевых стандартов, кодексов и сертификатов качества.
Члены AISC связаны практически со всеми аспектами проектирования, изготовления и строительства зданий и мостов из металлоконструкций, начиная от студентов и заканчивая инженерами-строителями и производственными предприятиями по производству металлоконструкций и компаниями по изготовлению металлоконструкций, такими как Stone Bridge Iron & Steel.
Компания Stone Bridge серьезно относится к контролю качества, как поставщику услуг по изготовлению металлоконструкций и металлоконструкций. Stone Bridge является сертифицированным производителем качества AISC, получившим сертификат стандарта AISC для стальных строительных конструкций с одобрением краски P1. На все работы распространяется наш строгий план обеспечения / контроля качества с полным отслеживанием материалов. Все материалы проверяются перед отправкой.
Активные проекты — это образ жизни Stone Bridge. Наша репутация основана на нашей способности выполнять то, что мы обещаем.Когда у вас плотные, требовательные графики или вам просто нужна команда, которая сделает все необходимое для реализации проекта, мы — лучший производитель металлоконструкций. Более четырех десятилетий безупречной работы позволили сформировать корпоративную культуру, которая требует приверженности вашим проектам, приоритетам и конечному успеху. Stone Bridge Iron & Steel поддерживает полноправное членство в AISC и следует стандартам качества организации, полностью поддерживает миссию AISC и стремится к постоянным инновациям и росту отрасли металлоконструкций.
Членство в AWS
Американское сварочное общество (AWS) было основано в 1919 году как некоммерческая организация с глобальной миссией по развитию науки, технологий и применения сварки и смежных процессов соединения и резки, включая пайку, пайку и термическое напыление. . AWS стремится продвигать отрасль вперед как в мыслях, так и в действиях, а также вдохновлять новые поколения на то, чтобы увидеть захватывающие возможности карьерного роста, доступные сегодня.
Штаб-квартира в Майами, Флорида, и возглавляемая добровольческой организацией офицеров и директоров, AWS обслуживает более 70 000 членов по всему миру и состоит из 22 округов с 250 секциями и студенческими отделениями.Общество поддерживает сотни тысяч профессионалов отрасли, в том числе сварщиков, руководителей предприятий, группы продаж и обслуживания, производителей, поставщиков, ассоциации, образовательные учреждения, волонтеров комитетов и студентов. Мы объединяем сварочные сообщества со всего мира в единое целое, построенное на основе более высоких стандартов; углубленное обучение; и плодотворный рост.
 steelconstruction.org / member-каталоги
steelconstruction.org / member-каталоги
 SCCS обеспечивает сертификацию заводского производственного контроля, систем болтовых соединений и сварки, чтобы компании могли наносить маркировку UKCA.
SCCS обеспечивает сертификацию заводского производственного контроля, систем болтовых соединений и сварки, чтобы компании могли наносить маркировку UKCA.
 цепочка поставок стальных конструкций также для реализации. Ключевые показатели эффективности (КПЭ) для сопоставительного анализа разрабатываются BCSA не только для измерения прогресса устойчивого развития стального строительства, но и для демонстрации подлинной приверженности.
цепочка поставок стальных конструкций также для реализации. Ключевые показатели эффективности (КПЭ) для сопоставительного анализа разрабатываются BCSA не только для измерения прогресса устойчивого развития стального строительства, но и для демонстрации подлинной приверженности.
 Сертифицированным компаниям предоставляется исчерпывающий документ, обобщающий возможности компании в области BIM, который они затем могут предоставить цепочке поставок.
Сертифицированным компаниям предоставляется исчерпывающий документ, обобщающий возможности компании в области BIM, который они затем могут предоставить цепочке поставок. Металлоконструкции предварительно изготавливаются на заводах, что значительно сокращает объем работы на месте, особенно работы на высоте, поскольку необходимо только собрать стальные компоненты.
Металлоконструкции предварительно изготавливаются на заводах, что значительно сокращает объем работы на месте, особенно работы на высоте, поскольку необходимо только собрать стальные компоненты.

 Технические требования к поставке, BSI
Технические требования к поставке, BSI Технические требования к стальным конструкциям, BSI
Технические требования к стальным конструкциям, BSI Д.) (Выход из ЕС) Положения 2019 г. (S.I. 2019/465) и положения Закона о Европейском Союзе (Соглашение о выходе) 2020 г. (Начало № 1) Положения 2020 г. (S.I. 2020/75)
Д.) (Выход из ЕС) Положения 2019 г. (S.I. 2019/465) и положения Закона о Европейском Союзе (Соглашение о выходе) 2020 г. (Начало № 1) Положения 2020 г. (S.I. 2020/75) Выполнение металлоконструкций на объектах транспортной инфраструктуры, Выпуск 5 (9001: 2015), 30 ноября 2020 г.
Выполнение металлоконструкций на объектах транспортной инфраструктуры, Выпуск 5 (9001: 2015), 30 ноября 2020 г. Фаза сдачи активов, BSI
Фаза сдачи активов, BSI (Публикация № 45/07), BCSA
(Публикация № 45/07), BCSA , глава 33 — Изготовление, Институт стальных конструкций.
, глава 33 — Изготовление, Институт стальных конструкций. Эти станки являются лучшими в отрасли, обеспечивая точность и безупречное качество.
Эти станки являются лучшими в отрасли, обеспечивая точность и безупречное качество.

 Инженеры по эксплуатации проходят обучение на заводе и могут проконсультироваться по индивидуальным или техническим вопросам.
Инженеры по эксплуатации проходят обучение на заводе и могут проконсультироваться по индивидуальным или техническим вопросам.

