Как научиться варить сварочным аппаратом видео: Сварка инвертором для начинающих: инструкции и видео – https://www.youtube.com/watch?v=oieot1livqw
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Содержание статьи
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
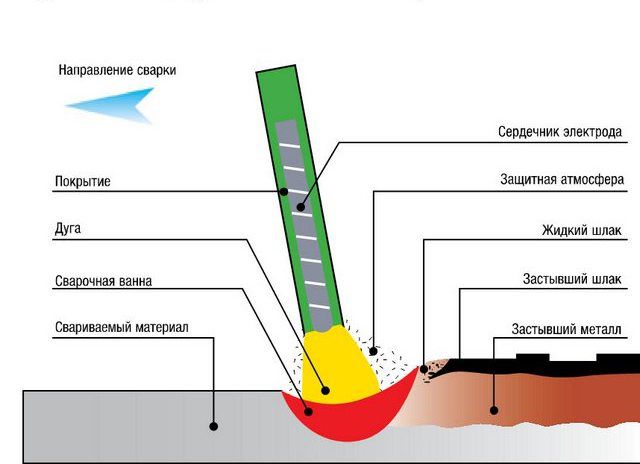
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Сварка инвертором для начинающих и азы электросварки
 Сварка инвертором для начинающих и азы электросварки
Сварка инвертором для начинающих и азы электросваркиС появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru.
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.

Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.

Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.

Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.

Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Поделиться в соцсетях
Как научиться работать электросваркой — первые шаги
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
 Как научиться работать электросваркой
Как научиться работать электросваркойНо вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Однако, не стоит думать, что процесс обучения приемам сварки – простой и быстрый. По большому счету, чтобы научиться качественно варить металл, лучше пройти соответствующие курсы теоретической и практической подготовки, которые могут быть организованы при учебно-производственных центрах или заведениях среднего профессионального образования. Можно попросить поделиться опытом товарища, который владеет этим ремеслом. Если нет – то наверняка придётся испортить немало металлических заготовок и сжечь не одну пачку электродов, пока не «набьется» рука и можно будет сказать себе: «Да, я научился!»
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести необходимое оборудование и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Какие виды электросварки существуют
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс»). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
 Ручная дуговая сварка ММА
Ручная дуговая сварка ММАВ подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs» говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.
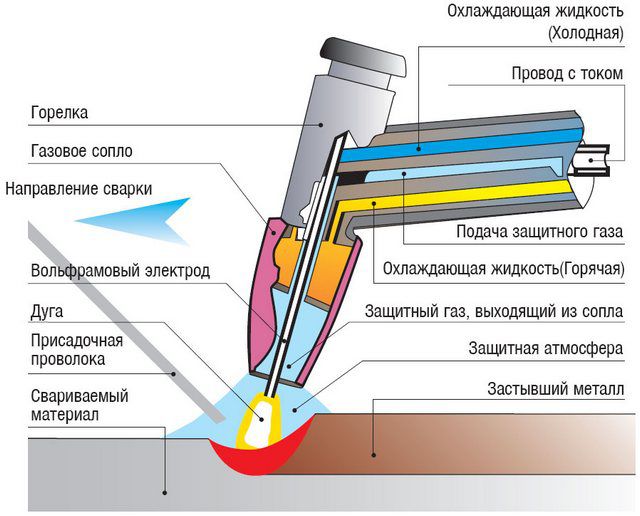 Сварка по технологии TIG
Сварка по технологии TIGСварка по подобной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Полуавтоматическая сварка MIG-MAG (Мetаl Inert Gаs – Metаl Aсtive Gаs ) – одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс сварки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
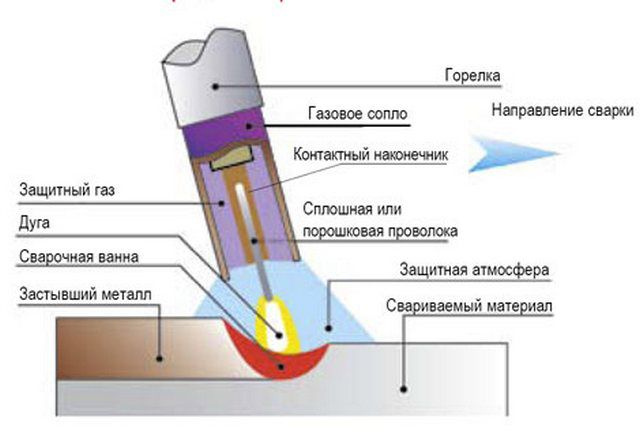 Полуавтоматическая сварка MIG-MAG
Полуавтоматическая сварка MIG-MAGЭта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем ММА, но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.
 Контактные клещи для точечной сварки по технологии SPOT
Контактные клещи для точечной сварки по технологии SPOT- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности, на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Ручная дуговая сварка ММА – что потребуется для работы?
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сварки
Для проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В, но за счет этого резко возрастает значение силы тока. Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.
 Сварочный трансформатор
Сварочный трансформаторНедостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от трансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.
 Сварочный выпрямитель
Сварочный выпрямительОднако, недостатки остаются – та же массивность и габаритность, даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать, что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.
 Самое современное решение — сварочный инвертор
Самое современное решение — сварочный инверторВсе это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках, где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение. Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 %.
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о чем многие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:
— «НotStаrt» существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce» поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Покупать подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Цены на популярные сварочные инверторы
Сварочные инверторы
Сварочные провода, держатель электродов, зажим массы
Сварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А, 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.
 Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Одни из самых распространенных — держатели-«прищепки» пассатижного типаДержатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка» – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.
 Зажим для подключения массы
Зажим для подключения массыОснащение сварщика
 Необходимое оснащение сварщика
Необходимое оснащение сварщика- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем, светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни, исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.
 Костюм должен быть из плотного материала, не иметь накладных карманов
Костюм должен быть из плотного материала, не иметь накладных кармановОбувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.
 Перчатки-краги для сварочных работ
Перчатки-краги для сварочных работ- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач, железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п.) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Какие электроды использовать?
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.
 Очень важно — правильно подобрать электроды
Очень важно — правильно подобрать электродыСлучаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42A-УOHИ-13/45—3,0-УД (ГOСТ 9966—75) или E-432(5) – Б 1 0 (ГOСТ 9967—75). О чем могут рассказать цифры и буквы?
- Э42A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов.
- УOHИ-13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и инструментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М», средний – «С» и очень толстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа, подходит и для постоянки, и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ», «РЦЖ» — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9». Для переменного тока могут применяться любые, кроме «0». При «постоянке» полярность подключения не будет иметь значения для индексов «1», «4», «7». Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6», и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. Упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм;
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0;
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0;
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Цены на электроды для сварки
Электроды для сварки
Подготовка рабочего места
Чтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.
 Оптимальное решение — металлический сварочный верстак
Оптимальное решение — металлический сварочный верстак- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п.)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Первые практические шаги
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем, не торопясь сразу сваривать какие-либо детали.
 Для начала следует экспериментировать на ненужных кусках листового металла
Для начала следует экспериментировать на ненужных кусках листового металлаК заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по поверхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием. В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл, а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2—3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
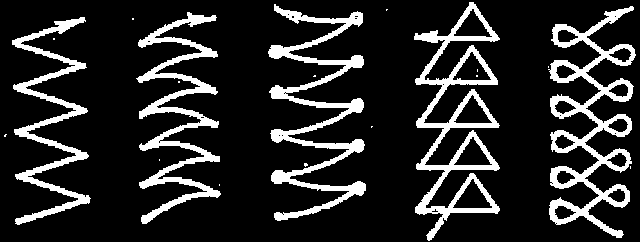 Возможные траектории движения электрода
Возможные траектории движения электродаПосле наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем, какие-либо четкие рекомендации давать сложно.
 Первое упражнение — создание ровных валиков
Первое упражнение — создание ровных валиковНе допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот, толкая ее вперед. Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.
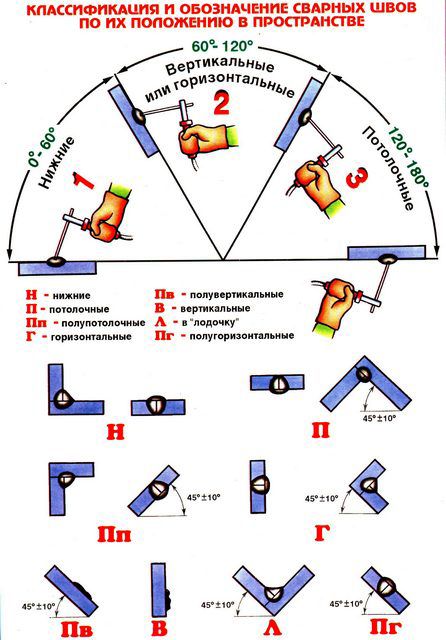 Пространственное положение швов
Пространственное положение швов- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
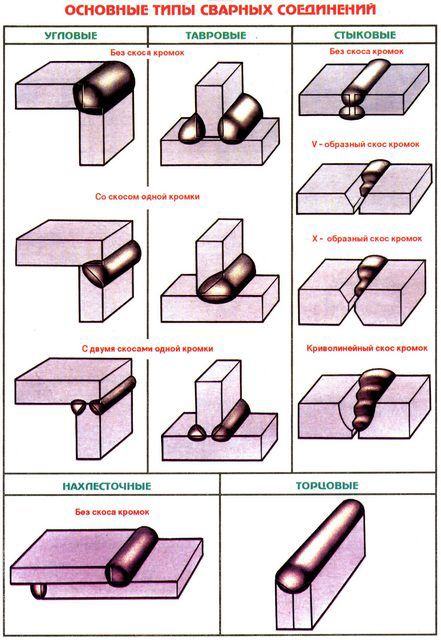 Классификация швов по взаимному расположению свариваемых деталей
Классификация швов по взаимному расположению свариваемых деталей- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные. Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20—30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от отверстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.
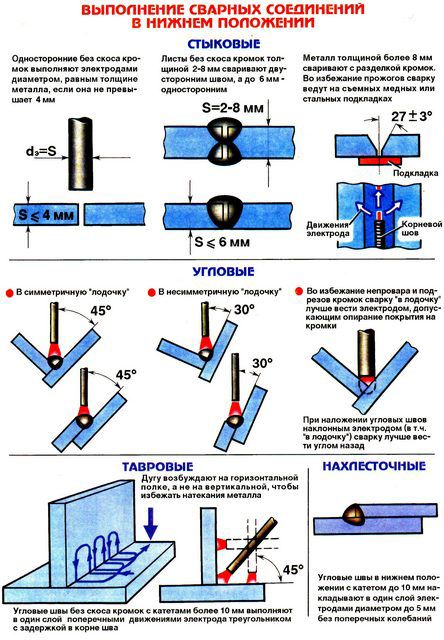 Способы наложения нижних швов
Способы наложения нижних швов- Вначале следует научиться накладывать однослойные швы на тонких, 3—4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.
 Не следует пугаться вот таких первых неудач — опыт обязательно придет
Не следует пугаться вот таких первых неудач — опыт обязательно придетОдним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
Как научиться правильно варить электросваркой за 1 день
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.

Электросварка
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.

Перед вами сварочный шов
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
https://www.youtube.com/watch?v=16G9_QdADI4
[stextbox id=»info» caption=»Кстати!»]** Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.

Работа сварщика опасна ожогами и вредными газами
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования

Упаковка сварочных электродов
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.

Маска сварщика защищает глаза от ожогов и потери зрения
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
[stextbox id=»info» caption=»Кстати!»]** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.

Различные варианты сварочных соединений