Нарезка резьбы ручная: Как нарезать резьбу вручную? Обзор резьбонарезного инструмента
Как нарезать резьбу вручную? Обзор резьбонарезного инструмента
Содержание:
- 1. Выполнение внутренней резьбы метчиком
- 2. Тонкости нанесения наружной резьбы плашкой и клуппом
- 3. 5 советов по успешному выполнению работ
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
Тонкости нанесения наружной резьбы плашкой и клуппом
Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.
По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
5 советов по успешному выполнению работ

Совет 1: подобрать резьбонарезной инструмент под параметры резьбы
Основными параметрами являются диаметр, шаг и направление резьбы. Как правило, на поверхности плашек и метчиков высечены значения, например, М8×1,25. По направлению резьба бывает правая и левая. Например, гайка с правой резьбой наворачивается на винт при вращении по часовой стрелке, с левой резьбой – против часовой стрелки. Соответственно, для нарезания правой резьбы используются резьбонарезные приспособления с направлением режущих кромок по часовой стрелке, для левой – против часовой стрелки.
Совет 2: надежно зафиксировать обрабатываемую заготовку
Для этого Вам понадобятся слесарные тиски. Деталь нужно установить в тисках так, чтобы было удобно центрировать резьбонарезной инструмент. Так удастся добиться плавного хода при нарезании резьбы и получить ровный виток без перекосов.
Совет 3: использовать смазку
Чтобы обеспечить легкое вхождение режущих кромок инструмента в основание заготовки, нужно смазать рабочую часть и обрабатываемую поверхность маслом. Подбирайте смазку, исходя из того, с каким материалом Вы работаете. Например,
Совет 4: удалять стружку в процессе работы
При нарезании резьбы и при образовании витка с обрабатываемой поверхности снимается материал. Скопление металлической стружки может привести к тому, что инструмент застрянет и сломается. Поэтому нужно своевременно ее удалять: при 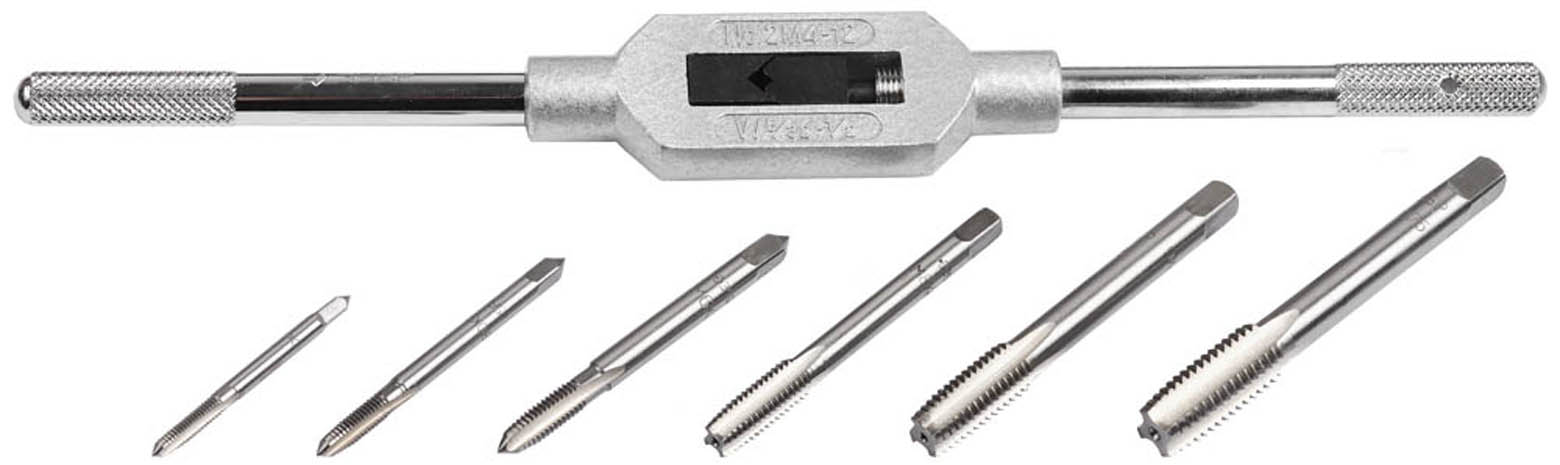
Совет 5: использовать только качественный инструмент
Это одно из «золотых правил» при нарезании резьбы. Ведь некачественные инструменты очень ненадежны: они ломаются, резьба может быть неаккуратной или не подходящей по параметрам, иногда плашкой даже невозможно нарезать первые витки, так как прочность кромок не соответствует стандарту. С фирменным инструментом такого не произойдет, так как он
Когда Вы знаете, с помощью каких инструментов нарезать внутреннюю и внешнюю резьбу, остается только подобрать подходящие для Вашего рода деятельности.
Например, при проведении сантехнических работ пригодятся клуппы. Вы можете купить их по отдельности, исходя из диаметра труб, с которыми приходится работать чаще всего, или купить клуппы в наборе, например, FIT 70003, MATRIX SPARTA 773355.
Для слесарных и авторемонтных работ могут потребоваться как плашки, так и метчики, ведь приходится нарезать и внешнюю резьбу (на шпильках, болтах, винтах), и внутреннюю (в гайках, свечных отверстиях). Поэтому лучше купить набор резьбонарезного инструмента, в котором есть все необходимые приспособления для широкого спектра работ, например, набор с металлорежущим инструментом ЗУБР 32 предмета 28129-h42 или FIT Профи, 70805 на 20 предметов. Все наборы поставляются в кейсах, поэтому приспособления удобно хранить и перевозить.
Если же Вам нужен резьбонарезной инструмент для единичного использования, например, нарезать резьбу на нескольких трубах для водопровода на даче, то можно купить один клупп нужного диаметра и клупподержатель к нему.
В нашем интернет-магазине представлены более 200 наименований резьбонарезного инструмента, как в наборах, так и поштучно. Мы предлагаем изделия ведущих производителей: FIT, Jonnesway, Gerat, MATRIX и других. Вы легко подберете то, что нужно для успешного выполнения работ. Заказ можно оформить через сайт или по телефону: 8-800-333-83-28.
Вы легко подберете то, что нужно для успешного выполнения работ. Заказ можно оформить через сайт или по телефону: 8-800-333-83-28.
Как нарезать резьбу вручную плашкой и метчиком
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Чем можно нарезать резьбу? Каким инструментом нарезают резьбу!
Метчики
Метчик — приспособление, которое обеспечивает нарезание внутренней резьбы. По своей конструкции он похож на винт, выполненный из высокопрочной стали, на котором сделаны три или четыре прямые продольные углубления, образующие при пересечении витков резьбы винта металлорежущие кромки . Выделяют рабочую часть и хвостовик этого инструмента. Рабочий элемент инструмента состоит из: режущей и направляющей части.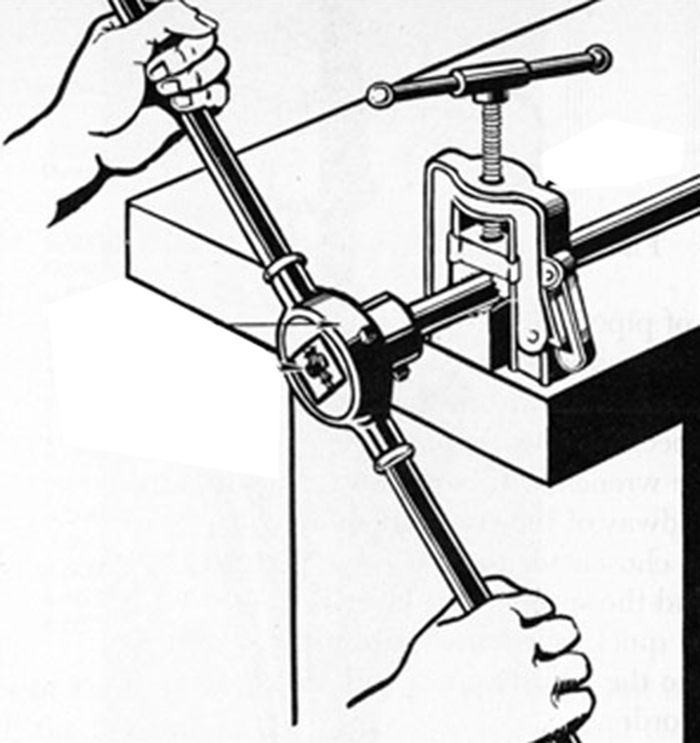
Металлорежущая сторона напоминает конус и ею выполняется нарезание. Направляющая сторона посылает инструмент в рабочее отверстие, в котором нарезается, и калибруется резьба.
На конце хвостика есть присоединительный квадрат, который необходим для фиксации инструмента в ручном инструменте. Размерность присоединительного квадрата для ручного привода зависит от размера метчика.
Канавки на рабочей стороне инструмента имеют продольные углубления.Витки резьбы разделяются канавками на режущие перья, передние кромки которыми производится нарезание. Также углубления нужны для отвода стружки, которая появляется при работе. Три канавки обычно производятся на инструменте диаметром до 22 мм, четыре канавки — с диаметром от 22 до 52 мм.
Метчик для нарезки резьбы изготавливается из быстрорежущей или углеродистой стали технологиям, утвержденным для изготовления металлорежущего инструмента. Они проходят термическую обработку, от точности выполнения которой зависит работоспособность и долговечность метчика. Поверхностная твердость метчиков должна находиться в пределах 63 — 66 HRc. Предметы из углеродистой стали имеют намного меньшую стойкость, чем модели из быстрорежущей. Для увеличения твердости и стойкости режущей кромки рабочая часть машинных метчиков может иметь покрытие из нитрида титана характерного «золотого» цвета.
Существует два способа нарезания внутренней резьбы ручным инструментом: европейский и американский. В Европе принято работать в два или три прохода разными метчиками. В США — одним в один проход. В США, например, достаточно широко используется метрическая резьба, и предлагаемые американскими производителями подобные приспособления для метрической системы рассчитаны на работу в один проход. Резьбонарезной инструмент Европейские производства предлагает широкий ассортимент приспособлений только для метрической, но и для дюймовой системы. Однако и те, и другие предлагаются ими только в виде комплектов в два или в три прохода.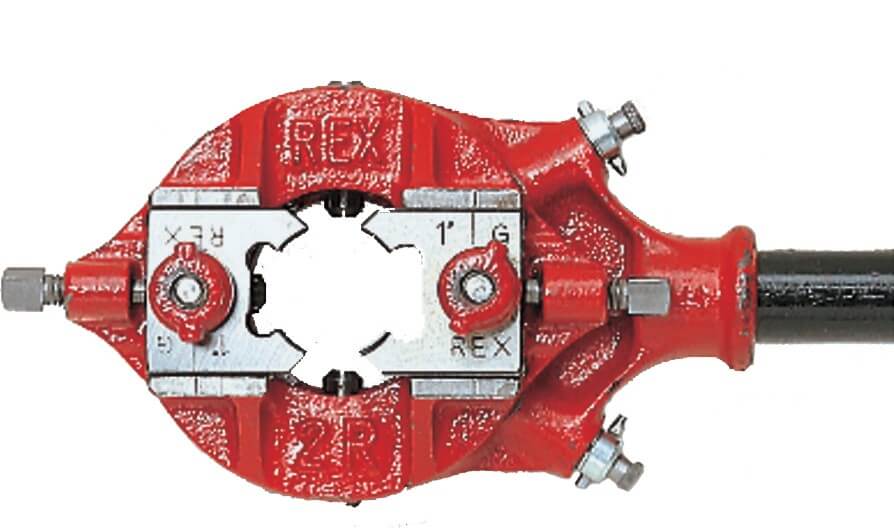
В России принят европейский подход, на Дальнем Востоке — американский Соответственно ниже основное внимание уделено именно этим приспособлениям для нарезания резьбы европейским способом. Набор из двух (черновой и чистовой модели) используются для работы в мягких сталях, а комплекты из трех (черновой, средней и чистовой модели) — при работе с более твердыми металлами.
Внутри набора различаются по количеству рисок (ободков), нанесенных на хвостовик. Как часто бывает, стандартов на такие обозначения нет, и существуют отечественная и зарубежная системы обозначений. В отечественной системе одна риска означает черновую модель, две – среднию модель, а три – чистовую модель. В зарубежных наборах чистовой обычно без рисок. Надо также иметь в виду, что возможны ошибки маркировки (они встречаются и у самых именитых производителей) и надежнее всего различать метчики внутри комплекта по длине заходной части, состоящей из режущих перьев уменьшенного диаметра, со срезанными вершинами. Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
Для работы в глухих отверстиях необходимы метчики, имеющие минимальное количество перьев на заходной части и притупленным концом. На хвосте обычно нанесен номинал резьбы, нарезаемой этим инструментом. На импортных предметах, кроме размера резьбы, часто указывается и диаметр сверла под этот размер.
Хвостовик всех предметов заканчивается присоединительным квадратом, который необходим для удержания приспособления в воротке. Стандартизации размеров квадратов по номиналу резьбы нет. Например, метчик на резьбу М10 у одного производителя может иметь квадрат 5,5 мм, у другого — 8 мм. Размеры квадратов на хвостовиках метчиков, мм: 2,1; 2,7; 3,0; 3,4; 4,9; 5,5; 6,2; 7,0; 9,0; 11,0; 12,0; 14,5; 16,0; 18,0; 20,0; 22,0; 24,0; 29,0; 32,0.
Размеры квадратов на хвостовиках метчиков, мм: 2,1; 2,7; 3,0; 3,4; 4,9; 5,5; 6,2; 7,0; 9,0; 11,0; 12,0; 14,5; 16,0; 18,0; 20,0; 22,0; 24,0; 29,0; 32,0.
Воротки для метчиков
Воротки применяются для работы метчиком. В него вставляется и зажимается хвостовик данного приспособления. Такой ручной инструмент выпускается как нерегулируемый, с фиксированным размером посадочного гнезда, так и регулируемый, с изменяемым размером посадочного гнезда.
Плоский нерегулируемый вороток обычно имеет от одного до трех отверстий различного размера под наиболее употребительные размеры квадратов на хвостовиках метчиков. Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Регулируемые воротки содержат в своей конструкции винтовой механизм, двигающий зажимные части, фиксирующие хвостовик приспособления. При работе в труднодоступных местах могут потребоваться удлинители. Обычно они нерегулируемые и рассчитаны только на один размер присоединительного квадрата.
Торцевые воротки применяются для работы в труднодоступных местах. Они снабжаются фиксирующим патроном с губками, на которых сделаны выборки под квадрат на хвостовике метчика. Они изготавливаются как с фиксированным патроном, так и с храповиком. Храповик должен иметь переключатель направления на три положения (средний режим стопорит патрон).
При работе таким инструментом необходимо соблюдать простые правила, а именно:
- Применять смазывающую жидкость, которая содействует минимизации силы, увеличению качества работы и срока службы приспособления;
- При проходе первым метчиком обязательно, а при проходе последующими — при создании сопротивления вращению, на каждые четверть или треть оборота давать обратный ход для удаления стружки.


Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 — 66 HRc. Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально. Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Клупп
Клуппом называется предметы для фиксации плашки при нарезании резьбы. Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты. В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.
В образующие клуппа друг напротив друга вворачиваются две ручки с накаткой для вращения клуппа при работе.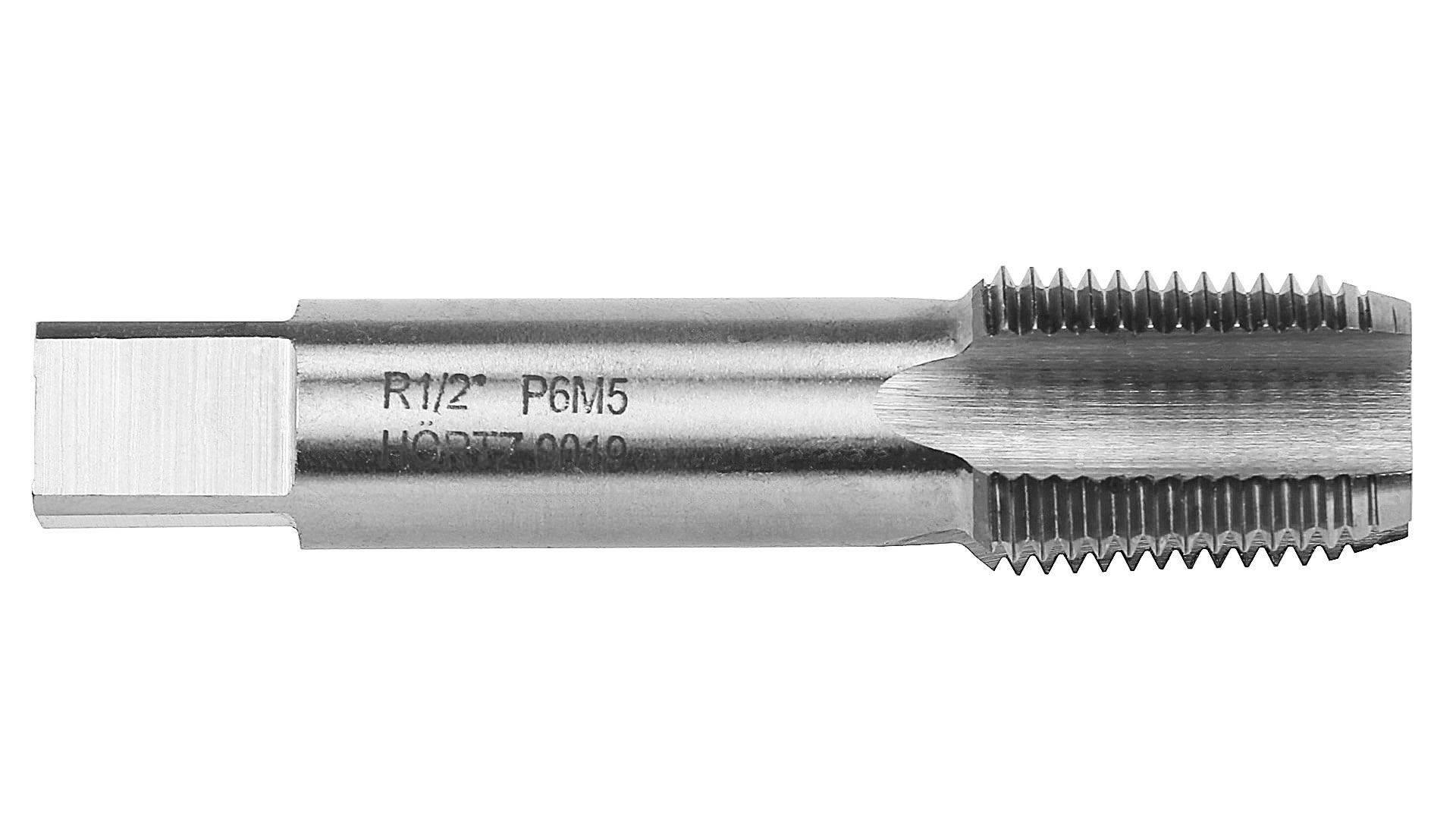
Существуют клуппы, комплектуемые переходными кольцами с одинаковым внешним диаметром, равным внутреннему диаметру обоймы клуппа, но с различными внутренними диаметрами, под плашки разного размера. В переходных кольцах имеются сквозные отверстия для стопорных винтов клуппа. Сборка из плашки и переходника вставляется в клупп, и стопорные винты вворачиваются сквозь отверстия в кольце до упора в выборки, сделанные в плашке, фиксируя как переходное кольцо, так и плашку.
Для работы в местах с ограниченным доступом иногда приходится кустарным способом изготавливать достаточно сложные конструкции клуппов.
Нарезание внутренней резьбы
Нарезание внутренней резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части.
Хвостовиком метчик крепится в воротке или патроне станка.
Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—черновой, № 2 — средний и № 3 — чистовой) для резьбы диаметром больше 3 мм. Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление — вороток (рис. слева). Воротки бывают – нерегулируемые(рис. а) и регулируемые(рис. б).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием. С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Чугун | Сталь | ||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом — чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,
где D — диаметр отверстия, мм;
d — диаметр нарезаемой резьбы, мм; t — глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формуле
L=20D+100 мм,
где D — диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше — резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером. Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис. выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).
Нарезают резьбу следующим образом (рис. в). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1—2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.
Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают. Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика — если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Обязательно надо периодически смазывать нарезаемую резьбу маслом.
Лерка для нарезки резьбы на трубах
Лерки для машинного формообразования резьбыВ отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.

Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Любой ремонт или замена существующего трубопровода предполагает врезку в магистраль. Сварка пригодна только для металлических труб, в то время как для соединения их с пластиковыми изделиями применять этот способ невозможно. Кроме того, при монтаже используется запорная арматура, которая крепится резьбовым соединением. Для его создания необходимо знать, как нарезать резьбу на трубе и с помощью каких приспособлений.
Для его создания необходимо знать, как нарезать резьбу на трубе и с помощью каких приспособлений.
Для нарезки резьбы существует несколько видов инструментов
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др. В деталях санитарно-технических систем используется исключительно треугольный профиль;
- угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.
Любая резьба имеет свои технические характеристики
Виды резьбы на трубах
Хоть процедуру нарезания резьбы на водопроводной трубе сложной не назовёшь, прислушаться к некоторым советам будет отнюдь не лишним. Умение отличать левую резьбу от правой, а дюймовую от метрической тоже не помешает.
При левой резьбе гайка на болт накручивается против часовой стрелки. Если же резьба правая, гайка наворачивается на болт по часовой стрелке.
Метрическая резьба характеризуется тем, что:
- геометрические размеры деталей измеряются в миллиметрах;
- вид профиля – равносторонний треугольник;
- имеет меньший шаг.
Особенностями дюймовой резьбы является:
- единица измерения геометрических размеров деталей — дюймы;
- имеет вид профиля равнобедренного треугольника с углом при вершине равным 55 градусов;
- имеет больший шаг. Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.
 Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.
Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.Все виды резьбы используются в тех или иных случаях. Но стоит отметить, что правая встречается буквально на каждом шагу, а вот левая — гораздо реже.
Чтобы правильно нарезать резьбу, нужно знать, чем они отличаются друг от друга
Инструмент и правила нарезки резьбы на трубах
Конечно же, чтобы выполнить эту процедуру, без инструмента для нарезания резьбы на трубах не обойтись. В сфере торговли его обычно называют трубным резьбонарезным набором.
Полезная информация! В набор может входить инструмент с непривычным названием клупп. Он напоминает плашку для нарезки резьбы на трубах, но содержит только её главную функциональную часть – круглую рамку в виде короткого цилиндра, выполненного из инструментальной стали и оснащённого прочными резцами.
Помимо плашек или клуппов, набор включает держатель (с трещоткой либо без неё), а также ряд других дополнительных инструментов, таких, как клещи, струбцину и т.д.
Требования к процессу нарезки резьбы на трубах вручную формулируются следующим образом:
- обязательная подготовка трубы. С места будущей резьбы необходимо удалить грязь, ржавчину и слой краски. Очищать поверхность следует до металла;
- процесс нарезания резьбы на трубах должен сопровождаться смазыванием их рабочих поверхностей и резцов применяемого инструмента – плашки или клуппа. Для этого используется смазка, представляющая собой специальную жидкость. Её наносят как до начала, так и в процессе нарезки резьбы на трубе;
- на торце изделия предварительно необходимо снять наружную фаску;
- работа должна проводиться только острым и исправным инструментом для нарезки резьбы на водопроводных трубах.
Кроме технологии, важно знать еще и тонкости выбора инструмента.
Нарезая резьбу, нужно строго соблюдать технологию
Резьбонарезной инструмент — это не только вышеупомянутые плашки и клуппы, но также и метчики. С помощью последних создаётся внутренняя резьба путём прорезки стружечных канавок. Но здесь есть один нюанс. Для нарезки резьбы на трубе необходимо использовать набор из двух метчиков, отличающихся глубиной прорезывания:
С помощью последних создаётся внутренняя резьба путём прорезки стружечных канавок. Но здесь есть один нюанс. Для нарезки резьбы на трубе необходимо использовать набор из двух метчиков, отличающихся глубиной прорезывания:
- для черновой работы — №1;
- для чистовой работы — №2.
Плашка для нарезки резьбы на трубах бывает:
Ещё один инструмент – клупп – имеет в своей конструкции направляющую. Она служит для центрирования цилиндра с резцами по трубе.
Вместе с тем, одних знаний, чем нарезается резьба на водопроводной трубе, недостаточно. Необходимо выяснить требования ГОСТа к размеру трубной резьбы, и уже в соответствии с её шагом и диаметром подбирать набор резьбонарезного инструмента. Эти данные представлены в нижерасположенной таблице.
Таблица 1
| Размер трубной резьбы, дюймы | ||||
| Нитки на 1 дюйм | Наружный | |||
| 11,0 | 87,887 | 2,309 | 72,230 | 2 1/2 |
| 11,0 | 59,616 | 2.309 | 44,847 | 1 1/2 |
| 11.0 | 41,912 | 2,309 | 30,293 | 1 |
| 14,0 | 26,442 | 1,814 | 18,632 | 1/2 |
Этапы нарезки трубной резьбы вручную
Как было сказано выше, данная операция выполняется с помощью плашки, клуппа либо метчика. Выбор набора для нарезания резьбы на трубах зависит от многих факторов. Но, прежде всего, от того, какое резьбу необходимо создать – наружную либо внутреннюю. Для большей конкретики рассмотрим, как нарезается резьба на нержавеющую трубу вручную с помощью плашки.
Отрежьте часть нержавеющей трубы, на которой присутствует старая резьба. Заниматься её восстановлением нецелесообразно, поскольку добиться полной герметичности соединения будет невозможно и, следовательно, в этом месте будут возникать протечки. Выполняя такую операцию вручную, особое внимание уделяйте срезу. Он должен быть строго перпендикулярным продольной оси трубы.
Выполняя такую операцию вручную, особое внимание уделяйте срезу. Он должен быть строго перпендикулярным продольной оси трубы.
Важно! Удалению также подлежит сегмент трубопровода с признаками коррозии.
Для облегчения накручивания плашки, снимите с торца трубы фаску. Чтобы обеспечить лучшее скольжение, место будущей резьбы смажьте маслом. Далее начинайте собственно нарезку трубной резьбы. Проведя некоторое количество витков, плашку следует прокрутить в противоположную сторону.
При помощи плашки легко нарезать внешнюю резьбу
По завершении нарезания трубной резьбы удалите со вновь созданного места соединения металлические опилки. Для проверки правильности выполнения работ накрутите на трубу предполагаемый к установке объект. Так вы выясните корректность использования выбранной плашки для нарезания резьбы на трубах, а также достаточно ли количества витков. Если проверка пройдёт удачно, уплотните соединение и приступайте к монтажу водопроводной системы.
Преимущества клуппов
Некоторые особенности данного инструмента, используемого для нарезания резьбы на трубах, были упомянуты выше. Но удобство применения ˗ это далеко не единственное достоинство такого набора. Так, например, зная на практике, как нарезать резьбу на трубе с помощью плашки, вы без труда справитесь с этим заданием, используя клупп. Из других преимуществ стоит выделить чистоту получаемой резьбы, простоту конструкции клуппа, возможность оперативной замены резцов-плашек и небольшой вес.
Особого внимания заслуживает следующий фактор. Для изготовления плашки используется недешёвая инструментальная сталь. Но ведь повышенной прочностью должны обладать только резцы, в действительности выполняющие основную работу! Отсутствие дорогих нефункциональных частей обусловливает снижение цены набора клуппов и, соответственно, уменьшает себестоимость процесса нарезки резьбы на нержавеющей трубе. Поэтому домашние мастера, умеющие считать деньги, отдают предпочтение именно такому инструменту.
Применение клуппа существенно облегчит задачу по нарезке резьбы
Продаются эти изделия с набором плашек для нарезки резьбы на трубах диаметром 50, 38, 32, 25, 20 и 15 мм. Каждая из них обозначается цифрой 1, 2, 3, или 4. Все прорези на корпусе клуппа тоже имеют номера, соответствующие резцам-плашкам, с помощью которых будет выполняться нарезание резьбы на трубе. Для повышения эффективности работы в труднодоступных местах совместно с клуппом рекомендуется приобрести специальную оснастку.
Сегодня на рынке можно найти такой инструмент с электрическим и ручным приводом. Поэтому может возникнуть вопрос, чем нарезается резьба на трубе более эффективно.
Полезная информация! Продаются клуппы в специализированных как стационарных, так и интернет-магазинах. Последние очень удобны, поскольку стать владельцем подходящего набора для нарезки резьбы на трубах можно, не покидая пределы своего дома.
Слесари-профессионалы, которые уж точно знают, как нарезать резьбу на трубе, предпочитают электрические клуппы. Но стоят такие устройства больше. Поэтому если планируется провести разовое нарезание резьбы на трубу,выгоднее приобретать набор инструмента с ручным приводом.
Метчик — что это такое, устройство, применение, таблица для нарезания резьбы
Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.
- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.

Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.

Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия — ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Нарезание внутренней резьбы при помощи метчиков
Метчик — это простой и недорогой инструмент, а также технология нарезания резьбы доступная каждому! Поняв, что такое метчик и узнав о правильном использовании метчика, вы сможете нарезать внутреннюю резьбу на любых деталях со стопроцентным успехом даже без использования тяжелого оборудования. Готовы к такому? Не сомневаемся!
Кому и зачем нужны метчики?
В ходе ремонта автомобилей и различного оборудования сплошь и рядом возникают ситуации, когда найти новый крепежный элемент или деталь на замену старым оказывается невыполнимой задачей. Знакомый многим пример из жизни: есть старая пила отечественного производства, есть гайка с левосторонней резьбой, которую требуется заменить по тем или иным причинам, но вот незадача – выпуск данной техники давно прекращен, а значит на то, что найдется оригинальная деталь, надеяться не приходится. Конечно, кто ищет, тот всегда найдет, но есть и решение проблемы гораздо более изящное. Для этого берется гайка с меньшим диаметром отверстия, гайка с правой резьбой или другая похожая заготовка, которую легко можно достать в продаже, после чего с помощью ручного метчика наносится резьба, соответствующая требуемым параметрам.По своей сути метчик является металлическим стержнем, на конце которого насечены режущие кромки. В качестве материала для создания метчиков выбирают быстрорежущую сталь или твердые металлические сплавы, прошедшие термообработку, что, в конечном счете, определяет прочность готового изделия, которое должно беспрепятственно вырезать канавки при вкручивании в металлическую основу. Метчик является надежным и удобным инструментом для быстрого нанесения резьбы без использования дополнительных средств. Что особенно удобно – часто пропадает необходимость отделять деталь от целостной конструкции, чтобы создать очередную резьбу. Таким образом, в самом применении метчиков нет ничего сложного, однако нужно отчетливо понимать, где какой метчик правильно использовать. Только разобравшись во всех типах метчиков и связанных с ними нюансах, можно будет получать на практике именно те резьбы, которые вы задумываете.
Метчик является надежным и удобным инструментом для быстрого нанесения резьбы без использования дополнительных средств. Что особенно удобно – часто пропадает необходимость отделять деталь от целостной конструкции, чтобы создать очередную резьбу. Таким образом, в самом применении метчиков нет ничего сложного, однако нужно отчетливо понимать, где какой метчик правильно использовать. Только разобравшись во всех типах метчиков и связанных с ними нюансах, можно будет получать на практике именно те резьбы, которые вы задумываете.
Классификация метчиков
- По типу резьбы:
Левые метчики. Используются для создания левосторонней резьбы, то есть режут резьбовую канавку в направлении против часовой стрелки. Крепеж с такой резьбой, как правило, используется на деталях, подверженных систематическому вращению, дабы соединение не раскручивалось.
Правые метчики. Результатом использования правых метчиков является правосторонняя резьба (канавка идет по часовой стрелке) – самый популярный тип резьбы для крепежных элементов. - По форме резьбы:
Трапециевидные метчики. Эта разновидность метчиков предназначена для создания ходовой резьбы, часто встречающейся в деталях механизмов, преобразующих вращательное движение в поступательное.
Конические метчики. С помощью таких устройств реализуются резьбы в местах установки крепежных изделий, там, где важна герметичность соединения, в частности это относится к деталям, находящимся под воздействием давления сжатого газа или жидкости. - В зависимости от единицы измерения, отвечающей за обозначения шага и диаметра резьбы, различают соответственно дюймовые метчики и метрические метчики.
- В общем случае метчики подходят для создания резьбы на любых деталях, но вместе с универсальными инструментами существуют и специализированные модели метчиков, предназначенные для определенного типа деталей. Среди прочих, по целевому назначению выделяют: трубные, свечные и гаечные метчики.
 Среди прочих, по целевому назначению выделяют: трубные, свечные и гаечные метчики.
Среди прочих, по целевому назначению выделяют: трубные, свечные и гаечные метчики.Держа в голове приведенную выше классификацию, вы всегда будете в состоянии самостоятельно выбрать правильный инструмент под конкретную техническую задачу. С другой стороны, иногда бывает полезным приобретать метчики в наборах. Так, например, имея в хозяйстве набор ручных метчиков Exact MA-5 из быстрорежущей стали, включающий 21 предмет, можно надолго забыть о проблеме поиска подходящих приспособлений для нарезания резьбы от 3 до 12 мм.
Кроме того, существует ряд определений, которые выходят за рамки традиционной спецификации. Например, в профессиональной деятельности зачастую сталкиваются с таким понятием, как машинные метчики. В противоположность ручным метчикам, эти инструменты адаптированы под использование на станках. Их также гораздо чаще, чем другие разновидности метчиков рекомендуют использовать для нарезания резьбы при помощи ручной дрели и электрошуруповерта.
Однопроходные метчики – это ещё одно название машинно-ручных метчиков, которые подходят для любого типа использования, то есть, по сути, являются универсальными инструментами.
Несмотря на возможность фиксации всех метчиков в электроинструменте, большинство производителей не рекомендуют работать некоторыми своими инструментами никак иначе, кроме как вручную с помощью специального держателя.
Ещё одно важное свойство, которым обладают далеко не все метчики – это возможность нарезать резьбу в глухих отверстиях. Стоит с особым вниманием отнестись к данному параметру при выборе инструмента.
Комбинированные метчики – это особый вид резьбонарезных приспособлений, которые за один проход выполняют сразу несколько операций. В частности, рабочая операция с применением комбинированных метчиков Exact SGE-Bit состоит из сверления, нарезания резьбы и зенкерования заодно с удалением заусенцев на краях отверстия. Таким образом, для того, чтобы нарезать резьбу в данном случае, даже не требуется наличие начального отверстия.
Инструкция по работе с метчиком
Для наилучшего усвоения информации о метчиках, предлагаемой в данной статье, приведем последовательность действий в случае, если требуется нарезать резьбу в сквозном отверстии.
1) Подбираем соответствующие нашему запланированному отверстию метчики и сверла. Предположим, что у нас задача получить 8-миллиметровое резьбовое отверстие. Тогда получается надо взять метчик M8. Сверло при этом должно быть меньше по диаметру.
2) Чтобы четко определиться с размером сверла, то есть диаметром рассверливаемого отверстия, используют специальные таблицы (табл. 1).
Таблица 1
Диаметр резьбы, мм | Диаметр рассверливаемого отверстия, мм | |
В деталях из мягких металлов (латуни, стали) | В деталях из твердых металлов (чугуна, бронзы) | |
3 | 2,5 | 2,5 |
4 | 3,3 | 3,3 |
5 | 4,2 | 4,1 |
6 | 4,9 | 5 |
7 | 6 | 5,9 |
8 | 6,7 | 6,6 |
9 | 7,7 | 7,7 |
10 | 8,4 | 8,3 |
3) На третьем этапе в просверленное отверстие помещается сначала черновой метчик, за ним следует чистовой.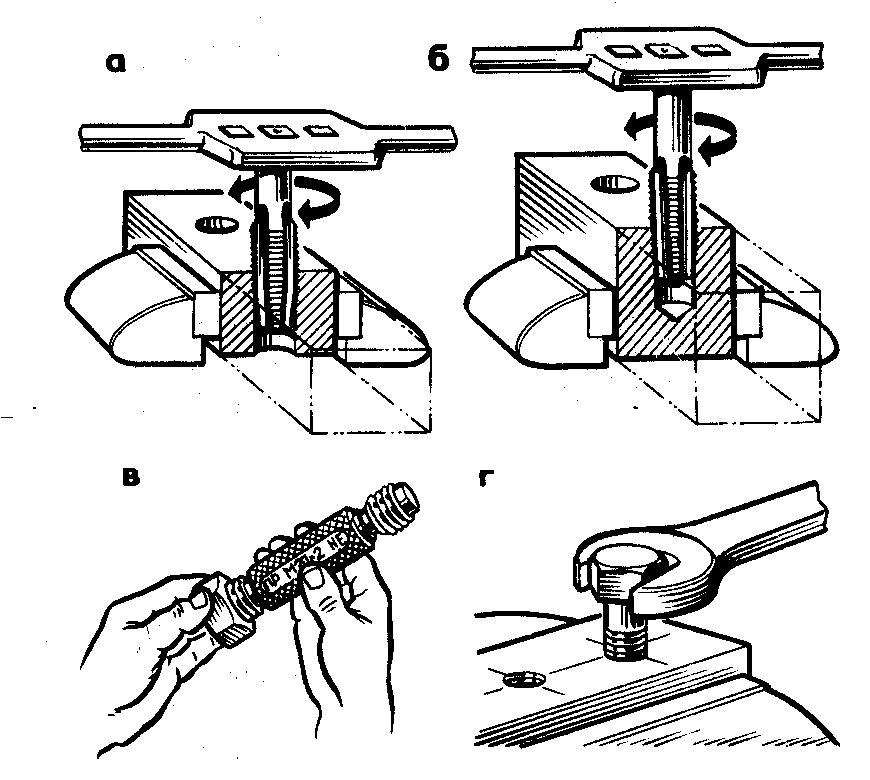 На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
Важно соблюдать плавность движений при вращении рукоятки держателя для метчиков. Чтобы ничто не препятствовало плавному ходу инструмента, в отверстие и на сам инструмент предварительно наносится смазочное вещество. Это может быть как специальное резьбонарезное масло, так и обычный керосин. В таком случае, приятным бонусом к качественно выполненной резьбе будет дополнительная защита от коррозии рабочей части инструмента.
Обязательным условием получения аккуратной внутренней резьбы является удаление остатков металлической стружки из отверстия. Кроме того, если вы будете следовать данному правилу, срок службы вашего инструмента гарантированно увеличится.
Вероятно, вы уже заметили, что нет ничего сложного в том, чтобы самостоятельно выбирать метчики и пользоваться ими. Если даже в первый раз что-то пойдет не так, не отчаивайтесь – навык приходит со временем. А чтобы заранее подстраховать себя от возникновения неприятностей при работе метчиком, предлагаем дочитать статью до конца.
Проблемы, связанные с поломкой метчика и пути их решения
Повреждение или поломка метчика во время вкручивания – это самая распространенная проблема, с которой сталкиваются начинающие пользователи. Конечно, если вы впервые столкнулись с данной неприятностью, то наверняка ещё не успели задаться вопросом: что же делать, если стержень метчика обломился, а рабочая часть осталась в заготовке? Путей решения, как обычно, бывает несколько, но по сложности они мало отличаются. Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
Пошаговое руководство по заправке нитки в швейную машину
Лучший источник информации о вашей швейной машине — это руководство по эксплуатации вашей машины. Однако, поскольку швейные машины часто передаются или забираются на распродаже, инструкции часто уже давно отсутствуют, и вам придется поискать в Интернете, чтобы найти руководство для своей швейной машины.
Однако большинство швейных машин выглядят одинаково. Натяжной диск находится в верхнем левом углу машины рядом с рычагом натяжения и натяжным колесом; шпульки и устройство намотки шпульки находятся справа. На дальней левой стороне машины вы найдете маховик, а переключатель стежков обычно находится спереди внизу справа. Иногда катушечный стержень находится на задней стороне машины или сбоку рядом с устройством намотки шпульки.
На дальней левой стороне машины вы найдете маховик, а переключатель стежков обычно находится спереди внизу справа. Иногда катушечный стержень находится на задней стороне машины или сбоку рядом с устройством намотки шпульки.
Важность правильной заправки резьбы
Правильная заправка нити в швейную машину необходима для получения надежных и привлекательных стежков. Хотя швейные машины бывают разных размеров и моделей, механизм для выполнения строчки на домашней швейной машине такой же — он делает стежки, комбинируя игольную нить со второй нитью, выходящей из шпульки.
Заправка нитки в швейную машину — простой процесс, который занимает менее пяти минут.
Заправка нитки в швейную машину
Если ваша машина электрическая, отключите ее перед запуском. Вы все еще можете работать на своей машине, но она не опередит вас.
- Установите прижимную лапку в верхнее положение. Наденьте катушку с ниткой на держатель катушки. Двигаясь от держателя катушки через верх машины, найдите как минимум один нитенаправитель. Вставьте нить в нитенаправитель (и).
- Теперь ищем натяжной механизм. Опустите нить к механизму натяжения, пропустите нить между металлическими дисками механизма натяжения и вернитесь вверх вместе с нитью.
- Ищите натяжной механизм. Это область в передней части машины, которая будет подниматься и опускаться при повороте маховика. Пропустите нить через рычаг нитепритягивателя. Некоторые машины настроены так, что нить будет входить в нее, в то время как другие требуют, чтобы вы пропустили ее через отверстие.Теперь нить будет опускаться с левой стороны рычага намотки.
- Найдите и заправьте нитки в нитенаправители, ведущие вниз к игле швейной машины.
- Заправьте нить в иглу для швейной машины. Для достижения наилучшего результата возьмитесь за нить левой рукой и поверните маховик.
- Следите, чтобы нить не оборвалась. В таком случае вы, вероятно, пропустили нитенаправитель.

Подсказки
- Всегда тщательно очищайте и смазывайте любую машину перед запуском.
- Всегда начинайте шить медленно, чтобы проверить заправку нити в машине. Попрактикуйтесь с образцами или обрезками, чтобы попробовать простой прямой шов.
- Используйте нить хорошего качества, чтобы в машине не оставалось ворса.
- Если строчка неровная, это означает, что необходимо отрегулировать натяжение.
- Регулярно меняйте иглу швейной машины.
- Начните с простых проектов и сосредоточьтесь на изучении и улучшении скорости и настроек вашей машины.
19. Электронная переписка — Руководство пользователя Intella Connect ™
Линейный просмотр электронных писем — зачастую трудоемкая и дорогостоящая задача.Одним из факторов является то, что электронные письма могут цитировать текст предыдущих писем в цепочке, что приводит к появлению большого количества повторяющегося текста. Возьмем, к примеру, эти три письма:
Красный — повторяющийся текст. Текст первых двух писем полностью цитируется в последнем письме. Когда рецензент читает последнее электронное письмо, он или она прочитали все, что можно прочитать в этой цепочке. Реальность часто бывает более сложной, например, потому что люди отвечают на одно и то же корневое электронное письмо, удаляют часть цитируемого текста, пересылают его новым получателям или даже изменяют цитируемый текст, чтобы скрыть определенные факты.Поэтому не всегда просто прочитать последнее письмо в цепочке.
Intella помогает с этим типом проверки в процессе цепочки писем. Во-первых, он идентифицирует электронные письма, принадлежащие одному потоку. В каждом потоке он связывает ответы и пересылает их родительским электронным письмам, создавая график того, как разворачивается беседа. Все дубликаты письма будут представлены одним и тем же узлом на этом графике. Затем он сравнивает электронные письма в потоке и определяет набор «включающих» и «не включающих» писем. По умолчанию письмо будет помечено как включающее. Когда Intella обнаруживает, что одно из последующих писем (ответ или пересылка) содержит весь его текст и вложения, оно будет помечено как неполное, поскольку чтение последнего письма подразумевает, что вы прочитали и первое. Чтение всех инклюзивных писем и вложений к ним в цепочке означает, что вы прочитали все, что можно прочитать в ветке. Это может значительно сократить время, необходимое для просмотра большой коллекции писем.
По умолчанию письмо будет помечено как включающее. Когда Intella обнаруживает, что одно из последующих писем (ответ или пересылка) содержит весь его текст и вложения, оно будет помечено как неполное, поскольку чтение последнего письма подразумевает, что вы прочитали и первое. Чтение всех инклюзивных писем и вложений к ним в цепочке означает, что вы прочитали все, что можно прочитать в ветке. Это может значительно сократить время, необходимое для просмотра большой коллекции писем.
Помимо отделения инклюзивных писем от не включающих, цепочка писем обеспечивает несколько других функций:
- Сортировка писем в цепочке в представлении «Подробности» для последовательного чтения всей цепочки писем.
- Сгруппируйте электронные письма в подробном представлении по цепочкам.
- Визуализируйте конкретную цепочку сообщений электронной почты на вкладке цепочки сообщений электронной почты в средстве предварительного просмотра. Это показывает, как предварительный просмотр относится к другим электронным письмам в цепочке, например на какое электронное письмо он ответил, какие ответы он инициировал, есть ли разные ветки в цепочке, как перенаправлялось его содержимое и т. д.
- Отметить сразу все сообщения в цепочке.
- Выявить отсутствующие электронные письма в цепочке. Это электронные письма, которые упоминаются в заголовках электронной почты или в метаданных, встроенных в тело электронной почты, но не могут быть найдены в текущих данных доказательства.Это может указывать на отсутствие данных доказательств, которые исследователь может получить, например, от других хранителей или из резервной копии. Если позже появятся дополнительные доказательства, их можно будет приобщить к делу. Затем обработка цепочки писем попытается использовать новые электронные письма для устранения недостающих писем.
- Перечислить нормализованные темы цепочек сообщений электронной почты в фасете цепочек сообщений электронной почты.
Каждому элементу электронной почты, который был обработан анализом цепочки писем, назначаются следующие свойства:
- Threaded — указывает, был ли элемент подвергнут анализу цепочки писем.
- Inclusive — Указывает, включено ли электронное письмо.
- Non-Inclusive — Указывает, является ли электронное письмо неполным.
- Отсутствует референт электронной почты — указывает, что процесс цепочки сообщений обнаружил, что элемент электронной почты является ответом на другое электронное письмо или переадресованное электронное письмо, но электронное письмо, на которое был дан ответ или переадресовано, недоступно в этом случае.
- Идентификатор цепочки писем — уникальный идентификатор цепочки, в которую было помещено электронное письмо.
- Имя цепочки писем — нормализованная тема цепочки, в которую было помещено электронное письмо.
- Число узлов в цепочке электронной почты — количество узлов в цепочке, в которую было помещено электронное письмо.

Кроме того, алгоритм устанавливает для каждого последующего электронного письма, является ли это ответом, ответом всем или пересылкой. Этот статус выводится из информации об отправителе и получателе, а не, например, Строка темы. Общее, но концептуально практичное определение:
Если набор участников ответного электронного письма совпадает с тем, на которое он отвечает (предыдущее электронное письмо в цепочке), это ответ всем, если только это не разговор между двумя людьми, в котором если это ответ.
Если ответное электронное письмо отправляется одному или нескольким людям, и ни один из них не участвовал в исходном письме, это пересылка.
Во всех остальных случаях это ответ.
Примечание : Выполнение анализа цепочки сообщений электронной почты регулируется разрешением «Может выполнять цепочку сообщений электронной почты». Пользователи, которым он не предоставлен, не увидят действие Email Threading в контекстном меню.
Поскольку многопоточность электронной почты — это дорогостоящий в вычислительном отношении алгоритм, он требует явно инициируемого шага постобработки. Чтобы запустить процедуру цепочки сообщений электронной почты, выберите один или несколько элементов в представлении «Подробности» и выберите «Цепочка сообщений электронной почты…» в контекстном меню. Откроется диалоговое окно, показанное ниже:
Чтобы запустить процедуру цепочки сообщений электронной почты, выберите один или несколько элементов в представлении «Подробности» и выберите «Цепочка сообщений электронной почты…» в контекстном меню. Откроется диалоговое окно, показанное ниже:
Выберите Отменить существующие данные цепочки сообщений электронной почты, если вы хотите очистить аспект цепочки сообщений электронной почты и все данные, созданные в ходе предыдущих запусков процедуры цепочки сообщений электронной почты.
Выберите «Анализировать заголовки, встроенные в тело письма», если вы хотите, чтобы алгоритм учитывал заголовки, встроенные в тело письма.Такие заголовки обычно помещаются над цитируемым текстом, указывая на первоначального автора и время цитируемого текста, а иногда и на другие метаданные. Это можно использовать для связывания электронных писем вместе, когда метаданные SMTP или почтового контейнера отсутствуют или неполны. Этот вариант может дать лучшие результаты, но требует больших вычислительных ресурсов. Когда скорость не имеет значения, мы рекомендуем включить эту функцию.
Нажмите кнопку «Выполнить», чтобы начать процесс цепочки писем.
Как только процесс будет завершен, будет заполнен фасет «Поток электронной почты», и элементы электронной почты, которые были частью анализа потоковой передачи, будут дополнены информацией, относящейся к потокам.
Помимо обработки выбранных элементов, Intella автоматически обработает все повторяющиеся элементы, а также родительские элементы.
Примечание : Параметр индексирования «Анализировать абзацы» является предварительным условием для определения инклюзивности электронных писем. Если этот параметр не использовался при индексировании, все электронные письма будут помечены как включающие.
Изготовление внутренней и наружной резьбы (с использованием метчиков и штампов) — Центр инженерного проектирования Дайсона
Общие сведения и предварительные проверки
- Определите, какой размер резьбы вы хотите обрезать
- Метрическая резьба M4, M5, M6, M8, M10 и M12 обычно используются.
- M4, например, означает «стандартный» размер резьбы M4: для болта внешняя сторона резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет составлять 0,70 мм.
- Существуют «нестандартные» формы резьбы M4, которые будут иметь другой шаг, несовместимый со стандартной резьбой M4. Например M4x0,5 мм. Это будет называться «M4 нормально», но некоторые люди назовут любой шаг M4 менее 0,70 мм M4 точным, так что будьте осторожны!
- Меньше, чем M4, вы легко рискуете сломать метчики в заготовке (метчики тверже сверл, поэтому это может означать, что вы испортили заготовку).
- Существуют альтернативы метрической резьбе, такие как британская имперская резьба, в США другой набор имперской резьбы, есть специальные резьбы Model Engineer, специальные резьбы Cycle. Трубная резьба является обычным явлением (хотя будьте осторожны, диаметры трубной резьбы относятся к внутреннему диаметру трубы, а не к внешнему диаметру резьбы), как и резьба BA (Британская ассоциация).
- Найдите правильный размер отверстия для просверливания резьбы, на которой вы хотите нарезать метчик
- стандартные метрические сверла для резьбонарезания:
- M4 (x0.Шаг 70мм) — сверло саморез 3,3мм
- M5 (шаг x0,80 мм) — сверло саморезное 4,2 мм
- M6 (шаг x1,00 мм) — сверло 5,0 мм
- M8 (шаг x1,25 мм) — сверло для резьбы 6,8 мм
- M10 (шаг x1,50 мм) — сверло саморезное 8,5 мм
- M12 (шаг x1,75 мм) — сверло для резьбы 10,2 мм
- данные о других стандартных метрических резьбах (верхняя таблица на странице)

Пошаговое руководство (внутренняя) Резьбовые отверстия (с помощью метчика)
- Поверните рукоятку гаечного ключа, чтобы раздвинуть губки, установите метчик с одинарной канавкой для начала.
- Используйте кернер для центрирования точки сверления.
- Просверлить отверстие меньше размера, необходимого для метчика
- Нанесите на конец метчика немного смазки Rocol.
- Удерживая уровень и перпендикулярно материалу, поворачивайте метчик до тех пор, пока не будет сделан первый надрез в материале.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что метчик не забивается обрезками материала и образуется лучшая резьба.
- Продолжайте поворачивать до тех пор, пока не пройдете через материал и не пропустите большую часть резьбы. После того, как разрез будет сделан на всем протяжении материала, сопротивление не должно возникать при повороте внутрь или наружу с помощью гаечного ключа.
- Пройдя через материал с помощью этого метчика, повторите процесс с метчиком с двумя канавками и, наконец, снова с помощью метчика без канавок .
- Проверьте резьбу с помощью болта подходящего размера.

Пошаговая инструкция Наружная резьба на стержнях (с использованием матрицы)
- Установите матрицу так, чтобы информация о размерах была направлена вверх, а верхний винт вставлялся в прорезь, убедившись, что все винты ослаблены, чтобы матрица располагалась заподлицо.
- Затяните винт на держателе матрицы, чтобы матрица оставалась на месте, убедитесь, что все винты вошли в углубления матрицы.
- Нанесите немного смазки Rocol на конец стержня для нарезания резьбы,
- Поместите шток в тиски и затяните, используя заданный угольник, чтобы убедиться, что шток в тисках находится под прямым углом.
- Поместите кубик на стержень и поверните, чтобы сделать первый разрез.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад на , это гарантирует, что матрица не забивается обрезками материала, и получится лучшая резьба.
- Продолжайте поворачивать до тех пор, пока не будет достигнута глубина резьбы, сопротивление должно отсутствовать после того, как надрез будет ровным и прилегающим к стержню
- Проверьте резьбу с помощью гайки подходящего размера.

Скачать версию для печати (PDF) — Руководство по нарезанию резьбы
Добавление данных резьбы
Данные для других типов резьбы приведены ниже:
Следующие источники данных взяты с сайта www.alanstepney.info, работа которого сейчас прекращена:
Ссылка на внешний сайт с подробной информацией о нитях NPT.
RLR20, 23 марта 2016 г.
Ближе к делу: четыре совета по нарезанию одноточечной резьбы
Одноточечная нарезка резьбы — одна из самых сложных операций токарной обработки. Давление резания высокое, стойкость инструмента часто низкая, а линия между хорошей деталью и границей бункера для металлолома тоньше, чем нравится большинству машинистов. Особенно это актуально на ручном станке. Будь то токарный станок для инструментального отделения или токарный станок для двигателей, включение полугайки в нужное время требует отличной реакции и стальных нервов, поскольку всего одна небольшая ошибка может привести к катастрофе.Хуже того, синхронизация должна быть идеальной, возможно, десяток раз подряд для типичного потока.
KENT USA знает это, поэтому их ручные токарные станки оснащены рядом функций, облегчающих нарезание одноточечной резьбы. Например, модели ручных прецизионных токарных станков RML-1440 (V) и RML-1640 (V) имеют универсальный редуктор, который поддерживает нарезание как дюймовой, так и метрической резьбы без необходимости переключения передач. Также имеется бесступенчатый привод шпинделя переменного тока и цифровой дисплей числа оборотов, что делает поиск оптимальной скорости резки таким же трудным, как наливание чашки кофе.
Все станки серии прецизионных токарных станков KENT USA имеют регулируемую предохранительную муфту, которая отключает подачу при перегрузке. На поперечных суппортах имеется встроенная рабочая лампа и четко обозначенная быстросменная крышка в дюймах / метрических единицах, облегчающая работу с машиной. А если вы неправильно рассчитаете половинную гайку и врежетесь в заплечик детали, предохранительный тормоз токарного станка по всей длине предотвратит ухудшение плохого дня.
А если вы неправильно рассчитаете половинную гайку и врежетесь в заплечик детали, предохранительный тормоз токарного станка по всей длине предотвратит ухудшение плохого дня.
Также помогает «точность». Благодаря индукционной закалке и прецизионной шлифовке шестерен и направляющих поверхностей получение точной резьбы намного проще.Просто обязательно следуйте этим основным рекомендациям по нарезанию резьбы на любом токарном станке, который вы используете:
- Поверните опорную пластину на половину угла наклона резьбы или чуть ниже (это означает от 29 до 30 градусов для стандартной 60-градусной резьбы).
- Подача каждого последующего прохода, используя упор для всех проходов, кроме последнего прохода, который должен выполняться с поперечным суппортом. Тысяча или две должны это сделать.
- Используйте сменную твердосплавную пластину для нарезания резьбы, так как это значительно упрощает возобновление работы с того места, на котором вы остановились, если вам нужно сменить инструмент в середине резьбы (вы все еще не используете твердосплавный припой, не так ли?).
- Для твердых материалов вы можете нанести немного смазочно-охлаждающей жидкости для дополнительной смазывающей способности, по крайней мере, на последних проходах.
Вот и все, что нужно. Конечно, однонаправленное наведение на ручном токарном станке всегда будет немного нервировать, независимо от качества станка, но если вы не готовы перейти на один из токарных станков CSM с ЧПУ Kent USA. или даже двухкоординатный токарный станок серии KLR, эти советы должны немного упростить процесс.
Выберите резьбонарезной станок, подходящий для вашего…
Заинтересованы в инструментах?
Получайте статьи, новости и видео из Tools прямо в свой почтовый ящик! Войти Сейчас.
Инструменты + Получать оповещения Если вы начинаете заниматься сантехникой и покупаете резьбонарезной станок впервые или прошло некоторое время с тех пор, как вы оценили новое оборудование для нарезания резьбы, есть несколько вещей, которые следует учитывать. Вот несколько вопросов, которые следует иметь в виду при изучении различных типов потоковых программ, их приложений, функций и преимуществ:
Вот несколько вопросов, которые следует иметь в виду при изучении различных типов потоковых программ, их приложений, функций и преимуществ:
- Как часто вы будете использовать нить?
- Где будет производиться резьба?
- Сколько потоков обычно требуется для вашей работы?
- Сколько вы готовы инвестировать в ваше оборудование?
Ключевые критерии принятия решения
Вы инвестируете в свой бизнес, поэтому во-первых, важно выбрать хорошо сконструированное и надежное изделие, на которое вы можете рассчитывать в течение многих лет.Профилактическое обслуживание важно для продления срока службы вашего оборудования, а выбор производителя с программой качественного обслуживания и доступностью запасных частей помогает продлить срок службы и предотвратить простои.
Следующим ключевым решением является выбор типа потоковой передачи, который лучше всего подходит для ваших приложений. Большинство производителей предлагают типы резьбонарезного оборудования до 2 дюймов. Исключение составляют резьбонарезные станки: несколько производителей предлагают аксессуары или станки диаметром 4 или 6 дюймов.
Если у вас есть небольшие проекты, такие как резервуары для горячей воды или замена газовых печей, которые требуют небольшого количества резьбы, и вас не беспокоят усилия или насколько эффективно вы заправляете резьбу, ручной храповой нитевдеватель с пропускной способностью 2 дюйма — это то, что вам нужно. хороший вариант. Если ваши требования к резьбонарезанию выше, например, при техническом обслуживании оборудования, крупных проектах по модернизации или сервисному обслуживанию, а эффективность вызывает большее беспокойство, ручной силовой привод с ручными высекальными головками, вероятно, лучше подойдет.Для проектов, требующих большого количества резьбовых соединений, например, в производственных цехах, на новых строительных площадках, промышленных или перерабатывающих предприятиях, лучшим вариантом является резьбонарезной станок.
Типы резьбонарезного оборудования
Каждый из этих трех типов нитевдевателей имеет разные преимущества, особенности и недостатки.
Ручной резьбовой механизм с храповым механизмом — Это наименее дорогой вариант, но также и наименее эффективный метод нарезания резьбы, требующий значительных физических усилий по мере увеличения размера резьбы.В них используются штамповочные головки с «каплевидной головкой», размер которых зависит от размера и не требует регулировки. Они самые легкие и простые в транспортировке, но возможности их использования могут быть ограничены ручной масленкой и ведром. При использовании ручных резьбонарезных станков с храповым механизмом также требуется набор инструментов и принадлежностей, в том числе трещотка, труборез, развертка, тиски, штамповочные головки с опускной головкой, масленка и ковш, а также масло для нарезания резьбы.
Ручные приводы — Это отличный вариант для небольших приложений при обслуживании и ремонте, он быстрее, чем ручная нарезка резьбы, и требует меньше физических усилий.В ручном силовом приводе используются те же штамповочные головки, что и в ручных резьбонарезных станках с храповым механизмом, с той разницей, что силовой привод поворачивает штамповочную головку по трубе. Это менее переносимый вариант, чем ручная версия, но все же может использоваться на месте. Они также создают значительный крутящий момент. Для противодействия крутящему моменту рекомендуется использовать реактивный рычаг, особенно в случаях, когда длина трубы превышает 1 дюйм. Дополнительные инструменты и аксессуары, необходимые для использования ручного силового привода, включают: труборез, развертку, тиски, штамповочные головки с опускающейся головкой, реактивный рычаг, масленку и ковш, а также масло для нарезания резьбы.
Станки для нарезания резьбы — Это самый дорогой из вариантов нарезания резьбы, но он является идеальным выбором, когда вам нужен прочный инструмент, который может выдерживать самые суровые условия на рабочей площадке и обеспечивать стабильные и надежные результаты в течение многих лет. Недостатки резьбонарезных станков заключаются в том, что они часто тяжелые и должны устанавливаться на стойке или другом жестком креплении, что требует подвода трубы к станку. Но при правильном обслуживании многие высокопроизводительные резьбонарезные станки могут прослужить более 20 лет.Они работают очень эффективно, требуют минимальных физических усилий и лучше всего подходят для приложений большого объема. Вам нужно будет искать станок с прецизионно обработанным корпусом из литого алюминия и пожизненной гарантией.
Недостатки резьбонарезных станков заключаются в том, что они часто тяжелые и должны устанавливаться на стойке или другом жестком креплении, что требует подвода трубы к станку. Но при правильном обслуживании многие высокопроизводительные резьбонарезные станки могут прослужить более 20 лет.Они работают очень эффективно, требуют минимальных физических усилий и лучше всего подходят для приложений большого объема. Вам нужно будет искать станок с прецизионно обработанным корпусом из литого алюминия и пожизненной гарантией.
Станки для нарезания резьбы бывают различных конфигураций в зависимости от производительности, скорости, размера, типа смазки (ручная или встроенная через головку) и типа зажима (автоматический или ручной зажим). Наиболее распространенные станки имеют диаметр до 2 дюймов и ручной «молотковый» патрон.Многие производители также предлагают машины компактного типа с меньшей производительностью и опцию машины с 4-дюймовым экраном. Некоторые машины оснащены несколькими скоростями, оптимизированными для повышения эффективности заправки резьбы. Кроме того, опции с более высокой скоростью также повышают эффективность при резке и развёртывании.
В отличие от предыдущих моделей, резьбонарезной станок вращает трубу, давая расширителю, резцу и фильере (обычно установленным на одной каретке) возможность двигаться вперед и назад, чтобы задействовать выбранный инструмент.Во-вторых, многие станки оснащены встроенной системой смазки, которая заливает заготовку маслом. Эти станки также обладают наибольшей универсальностью — резка, обработка канавок и снятие фаски за счет простой замены штампов в большинстве штамповочных головок.
Еще одна особенность, которая делает резьбонарезные станки настолько эффективными, заключается в том, что большинство из них оснащено всеми инструментами, необходимыми для изготовления качественной резьбы. Один из аксессуаров, который вам может понадобиться, — это короткий ниппель, чтобы вы могли заправить конец с резьбой в стандартный патрон станка и нарезать резьбу, почти прилегающую к зажимному концу.
После того, как вы определились с типом резьбонарезного станка, другие важные соображения включают масло для нарезания резьбы, головки и насадки.
Масло для нарезания резьбы — Масло для нарезания резьбы играет чрезвычайно важную роль в производстве качественной трубной резьбы. Лучшие масла для нарезания резьбы производятся специально для нарезания трубной резьбы. В отличие от моторных масел, которые разработаны специально для смазывания движущихся частей двигателя, масла для резьбонарезания предназначены для смазки резьбы, охлаждения режущей поверхности и удаления стружки.Ключом к маслу для нарезания резьбы являются его охлаждающие свойства. На поверхности штампов создается чрезмерное количество тепла, и, если его не охладить должным образом, это может привести к повреждению резьбы или штампа. Качественные масла для нарезания резьбы производятся с несколькими присадками, которые активируются при различных температурах в процессе нарезания резьбы для оптимизации охлаждения и смазки. Поэтому при изготовлении резьбы важно часто наносить масло, чтобы сохранить смазывающую способность и смыть стружку с штампов.
Головки — Головки ручные, также известные как головки с «выпадающей головкой», используются с ручными храповиками и ручными приводами.Плашки в головках имеют уникальный размер и профиль резьбы. Недостатком штамповочных головок с ручной опускной головкой является то, что для снятия штампа после того, как резьба будет завершена, необходимо полностью «отвинтить» головку от трубы. Ручные штамповочные головки требуют ручного метода смазывания резьбы.
Помимо использования на резьбонарезных станках, машинные штампы отличаются от штампов с ручным опусканием головок набором штампов, охватывающих диапазон размеров резьбы: от 1/4 до 3/8, от 1/2 до 3/4, от 1 до 2. и от 2-1 / 2 до 4 дюймов на машинах емкостью до 4 дюймов.Они также более эффективны, чем ручная штамповочная головка. Многие из них имеют механизмы «быстрого открытия» или «самооткрывания», которые после завершения нарезки резьбы активируются для отсоединения от трубы. Головки также позволяют регулировать резьбу большего или меньшего размера. Наконец, если машина оборудована интегрированной системой смазки, штамповочные головки имеют масляные каналы, позволяющие маслу проходить через штамповочную головку и заливать резьбу. Это помогает охлаждать, смазывать и вымывать стружку из штампов.
Головки также позволяют регулировать резьбу большего или меньшего размера. Наконец, если машина оборудована интегрированной системой смазки, штамповочные головки имеют масляные каналы, позволяющие маслу проходить через штамповочную головку и заливать резьбу. Это помогает охлаждать, смазывать и вымывать стружку из штампов.
В зависимости от области применения существует несколько стилей штамповочных головок для станков. Наиболее распространенным типом является «быстрооткрывающаяся» штамповочная головка, которая имеет рычаг, который необходимо вручную «перевернуть», чтобы высвободить штампы после достижения желаемой длины резьбы. Другой популярный вариант — это «самооткрывающаяся» штамповочная головка, которая имеет спусковой механизм, который расцепляет штампы при достижении желаемой длины резьбы. Как мы все знаем, скорость и эффективность имеют решающее значение для успеха проекта. Часто компании устанавливают штамповочную головку определенного размера и меняют всю штамповочную головку для разных размеров.«Моно» штамповочные головки зависят от размера, но имеют преимущество ручного освобождения штампов. В зависимости от предпочтений пользователя штамповочную головку можно отрегулировать для получения резьбы большего и меньшего размера. Когда проект требует регулярной смены резьбы одного размера на другой, «полуавтоматические» штамповочные головки могут быть предварительно настроены на требуемый размер без необходимости настраивать штампы каждый раз при изменении требований к резьбе.
Прочие приспособления для станков — Нитевдеватели и канавки для роликов с выступом — это два приспособления, которые могут оказаться полезными, но они совместимы только с резьбонарезными станками, поскольку действуют как источник питания для каждого из них.Резьбовые головки с уменьшающейся зубчатой передачей представляют собой эффективный метод нарезания резьбы на трубе диаметром от 4 до 6 дюймов. У резьбонарезных головок есть патрон, который зажимает трубу и фиксирует ее на месте. Приводное звено присоединяется к резьбонарезному станку к зубчатой передаче и обеспечивает вращение штампов вдоль оси трубы. Многие канавки для валков требуют источника энергии для приведения в действие канавочных роликов, которые вращают трубу, и большинство резьбонарезных станков могут быть настроены для обеспечения мощности.
Приводное звено присоединяется к резьбонарезному станку к зубчатой передаче и обеспечивает вращение штампов вдоль оси трубы. Многие канавки для валков требуют источника энергии для приведения в действие канавочных роликов, которые вращают трубу, и большинство резьбонарезных станков могут быть настроены для обеспечения мощности.
При выборе потоковой передачи, которая наилучшим образом соответствует вашим потребностям, необходимо многое учитывать.Время, потраченное авансом на обеспечение наилучших инвестиций, окупится в будущем, поскольку у вас есть резьбонарезное оборудование, которое при правильном уходе прослужит долгие годы.
об авторе
Ларри Фесканич — старший менеджер по глобальному маркетингу в RIDGID, производителе более 300 надежных и инновационных инструментов, которым профессионалы доверяют более чем в 100 странах. Узнайте больше на RIDGID.com.
% PDF-1.4
%
307 0 объект
>
эндобдж
xref
307 1288
0000000016 00000 н.
0000026114 00000 п.
0000028713 00000 п.
0000028947 00000 п.
0000043757 00000 п.
0000043813 00000 п.
0000043869 00000 п.
0000043925 00000 п.
0000043980 00000 п.
0000044036 00000 п.
0000044092 00000 п.
0000044148 00000 п.
0000044204 00000 п.
0000044260 00000 п.
0000044316 00000 п.
0000044371 00000 п.
0000044427 00000 п.
0000044483 00000 п.
0000044539 00000 п.
0000044595 00000 п.
0000044650 00000 п.
0000044705 00000 п.
0000044761 00000 п.
0000044816 00000 н.
0000044871 00000 п.
0000044927 00000 п.
0000044982 00000 п.
0000045038 00000 п.
0000045094 00000 п.
0000045150 00000 п.
0000045206 00000 п.
0000045261 00000 п.
0000045316 00000 п.
0000045372 00000 п.
0000045428 00000 п.
0000045483 00000 п.
0000045539 00000 п.
0000045595 00000 п.
0000045651 00000 п.
0000045706 00000 п.
0000045762 00000 п.
0000045818 00000 п.
0000045874 00000 п.
0000045930 00000 п.
0000045985 00000 п.
0000046041 00000 п.
0000046096 00000 п. 0000046152 00000 п.
0000046208 00000 п.
0000046263 00000 п.
0000046319 00000 п.
0000046375 00000 п.
0000046430 00000 н.
0000046486 00000 п.
0000046542 00000 п.
0000046597 00000 п.
0000046653 00000 п.
0000046708 00000 п.
0000046764 00000 н.
0000046819 00000 п.
0000046874 00000 п.
0000046929 00000 н.
0000046985 00000 п.
0000047041 00000 п.
0000047096 00000 п.
0000047151 00000 п.
0000047207 00000 п.
0000047262 00000 п.
0000047318 00000 п.
0000047374 00000 п.
0000047429 00000 п.
0000047485 00000 п.
0000047541 00000 п.
0000047596 00000 п.
0000047652 00000 п.
0000047707 00000 п.
0000047763 00000 п.
0000047819 00000 п.
0000047875 00000 п.
0000047931 00000 п.
0000047987 00000 п.
0000048043 00000 п.
0000048099 00000 п.
0000048155 00000 п.
0000048211 00000 п.
0000048267 00000 н.
0000048323 00000 п.
0000048378 00000 н.
0000048434 00000 п.
0000048489 00000 н.
0000048544 00000 п.
0000048600 00000 н.
0000048655 00000 п.
0000048711 00000 п.
0000048767 00000 п.
0000048823 00000 п.
0000048878 00000 н.
0000048933 00000 п.
0000048989 00000 н.
0000049045 00000 п.
0000049101 00000 п.
0000049157 00000 п.
0000049213 00000 п.
0000049269 00000 п.
0000049325 00000 п.
0000049380 00000 п.
0000049436 00000 п.
0000049492 00000 п.
0000049548 00000 п.
0000049604 00000 п.
0000049660 00000 п.
0000049716 00000 п.
0000049772 00000 п.
0000049828 00000 п.
0000049884 00000 п.
0000049940 00000 н.
0000049996 00000 н.
0000050052 00000 п.
0000050108 00000 п.
0000050164 00000 п.
0000050220 00000 п.
0000050276 00000 п.
0000050331 00000 п.
0000050387 00000 п.
0000050443 00000 п.
0000050498 00000 п.
0000050554 00000 п.
0000050609 00000 п.
0000050664 00000 п.
0000050719 00000 п.
0000050774 00000 п.
0000050829 00000 п.
0000050885 00000 п.
0000050941 00000 п.
0000050996 00000 н.
0000051052 00000 п.
0000051107 00000 п.
0000051163 00000 п.
0000051219 00000 п.
0000051275 00000 п.
0000051330 00000 п.
0000051385 00000 п.
0000051441 00000 п.
0000046152 00000 п.
0000046208 00000 п.
0000046263 00000 п.
0000046319 00000 п.
0000046375 00000 п.
0000046430 00000 н.
0000046486 00000 п.
0000046542 00000 п.
0000046597 00000 п.
0000046653 00000 п.
0000046708 00000 п.
0000046764 00000 н.
0000046819 00000 п.
0000046874 00000 п.
0000046929 00000 н.
0000046985 00000 п.
0000047041 00000 п.
0000047096 00000 п.
0000047151 00000 п.
0000047207 00000 п.
0000047262 00000 п.
0000047318 00000 п.
0000047374 00000 п.
0000047429 00000 п.
0000047485 00000 п.
0000047541 00000 п.
0000047596 00000 п.
0000047652 00000 п.
0000047707 00000 п.
0000047763 00000 п.
0000047819 00000 п.
0000047875 00000 п.
0000047931 00000 п.
0000047987 00000 п.
0000048043 00000 п.
0000048099 00000 п.
0000048155 00000 п.
0000048211 00000 п.
0000048267 00000 н.
0000048323 00000 п.
0000048378 00000 н.
0000048434 00000 п.
0000048489 00000 н.
0000048544 00000 п.
0000048600 00000 н.
0000048655 00000 п.
0000048711 00000 п.
0000048767 00000 п.
0000048823 00000 п.
0000048878 00000 н.
0000048933 00000 п.
0000048989 00000 н.
0000049045 00000 п.
0000049101 00000 п.
0000049157 00000 п.
0000049213 00000 п.
0000049269 00000 п.
0000049325 00000 п.
0000049380 00000 п.
0000049436 00000 п.
0000049492 00000 п.
0000049548 00000 п.
0000049604 00000 п.
0000049660 00000 п.
0000049716 00000 п.
0000049772 00000 п.
0000049828 00000 п.
0000049884 00000 п.
0000049940 00000 н.
0000049996 00000 н.
0000050052 00000 п.
0000050108 00000 п.
0000050164 00000 п.
0000050220 00000 п.
0000050276 00000 п.
0000050331 00000 п.
0000050387 00000 п.
0000050443 00000 п.
0000050498 00000 п.
0000050554 00000 п.
0000050609 00000 п.
0000050664 00000 п.
0000050719 00000 п.
0000050774 00000 п.
0000050829 00000 п.
0000050885 00000 п.
0000050941 00000 п.
0000050996 00000 н.
0000051052 00000 п.
0000051107 00000 п.
0000051163 00000 п.
0000051219 00000 п.
0000051275 00000 п.
0000051330 00000 п.
0000051385 00000 п.
0000051441 00000 п. 0000051496 00000 п.
0000051552 00000 п.
0000051608 00000 п.
0000051664 00000 п.
0000051720 00000 н.
0000051776 00000 п.
0000051831 00000 п.
0000051887 00000 п.
0000051942 00000 п.
0000051997 00000 п.
0000052053 00000 п.
0000052109 00000 п.
0000052164 00000 п.
0000052219 00000 п.
0000052275 00000 п.
0000052330 00000 п.
0000052386 00000 п.
0000052442 00000 п.
0000052497 00000 п.
0000052553 00000 п.
0000052609 00000 п.
0000052664 00000 п.
0000052720 00000 н.
0000052775 00000 п.
0000052830 00000 п.
0000052886 00000 п.
0000052941 00000 п.
0000052996 00000 п.
0000053052 00000 п.
0000053107 00000 п.
0000053162 00000 п.
0000053218 00000 п.
0000053274 00000 п.
0000053330 00000 п.
0000053386 00000 п.
0000053441 00000 п.
0000053496 00000 п.
0000053552 00000 п.
0000053608 00000 п.
0000053663 00000 п.
0000053719 00000 п.
0000053774 00000 п.
0000053829 00000 п.
0000053885 00000 п.
0000053940 00000 п.
0000053995 00000 п.
0000054051 00000 п.
0000054106 00000 п.
0000054162 00000 п.
0000054217 00000 п.
0000054272 00000 п.
0000054327 00000 п.
0000054382 00000 п.
0000054437 00000 п.
0000054493 00000 п.
0000054548 00000 п.
0000054603 00000 п.
0000054658 00000 п.
0000054713 00000 п.
0000054768 00000 п.
0000054823 00000 п.
0000054879 00000 п.
0000054935 00000 п.
0000054990 00000 п.
0000055046 00000 п.
0000055101 00000 п.
0000055156 00000 п.
0000055211 00000 п.
0000055267 00000 п.
0000055323 00000 п.
0000055378 00000 п.
0000055434 00000 п.
0000055490 00000 н.
0000055546 00000 п.
0000055601 00000 п.
0000055657 00000 п.
0000055712 00000 п.
0000055768 00000 п.
0000055823 00000 п.
0000055878 00000 п.
0000055933 00000 п.
0000055988 00000 п.
0000056043 00000 п.
0000056098 00000 п.
0000056153 00000 п.
0000056208 00000 п.
0000056263 00000 п.
0000056318 00000 п.
0000056374 00000 п.
0000056429 00000 п.
0000056485 00000 п.
0000056540 00000 п.
0000056596 00000 п.
0000056651 00000 п.
0000056707 00000 п.
0000056763 00000 п.
0000051496 00000 п.
0000051552 00000 п.
0000051608 00000 п.
0000051664 00000 п.
0000051720 00000 н.
0000051776 00000 п.
0000051831 00000 п.
0000051887 00000 п.
0000051942 00000 п.
0000051997 00000 п.
0000052053 00000 п.
0000052109 00000 п.
0000052164 00000 п.
0000052219 00000 п.
0000052275 00000 п.
0000052330 00000 п.
0000052386 00000 п.
0000052442 00000 п.
0000052497 00000 п.
0000052553 00000 п.
0000052609 00000 п.
0000052664 00000 п.
0000052720 00000 н.
0000052775 00000 п.
0000052830 00000 п.
0000052886 00000 п.
0000052941 00000 п.
0000052996 00000 п.
0000053052 00000 п.
0000053107 00000 п.
0000053162 00000 п.
0000053218 00000 п.
0000053274 00000 п.
0000053330 00000 п.
0000053386 00000 п.
0000053441 00000 п.
0000053496 00000 п.
0000053552 00000 п.
0000053608 00000 п.
0000053663 00000 п.
0000053719 00000 п.
0000053774 00000 п.
0000053829 00000 п.
0000053885 00000 п.
0000053940 00000 п.
0000053995 00000 п.
0000054051 00000 п.
0000054106 00000 п.
0000054162 00000 п.
0000054217 00000 п.
0000054272 00000 п.
0000054327 00000 п.
0000054382 00000 п.
0000054437 00000 п.
0000054493 00000 п.
0000054548 00000 п.
0000054603 00000 п.
0000054658 00000 п.
0000054713 00000 п.
0000054768 00000 п.
0000054823 00000 п.
0000054879 00000 п.
0000054935 00000 п.
0000054990 00000 п.
0000055046 00000 п.
0000055101 00000 п.
0000055156 00000 п.
0000055211 00000 п.
0000055267 00000 п.
0000055323 00000 п.
0000055378 00000 п.
0000055434 00000 п.
0000055490 00000 н.
0000055546 00000 п.
0000055601 00000 п.
0000055657 00000 п.
0000055712 00000 п.
0000055768 00000 п.
0000055823 00000 п.
0000055878 00000 п.
0000055933 00000 п.
0000055988 00000 п.
0000056043 00000 п.
0000056098 00000 п.
0000056153 00000 п.
0000056208 00000 п.
0000056263 00000 п.
0000056318 00000 п.
0000056374 00000 п.
0000056429 00000 п.
0000056485 00000 п.
0000056540 00000 п.
0000056596 00000 п.
0000056651 00000 п.
0000056707 00000 п.
0000056763 00000 п. 0000056818 00000 п.
0000056873 00000 п.
0000056928 00000 п.
0000056983 00000 п.
0000057039 00000 п.
0000057094 00000 п.
0000057150 00000 п.
0000057205 00000 п.
0000057261 00000 п.
0000057316 00000 п.
0000057372 00000 п.
0000057427 00000 н.
0000057483 00000 п.
0000057538 00000 п.
0000057593 00000 п.
0000057648 00000 п.
0000057703 00000 п.
0000057759 00000 п.
0000057814 00000 п.
0000057869 00000 п.
0000057924 00000 п.
0000057979 00000 п.
0000058034 00000 п.
0000058090 00000 п.
0000058145 00000 п.
0000058200 00000 н.
0000058255 00000 п.
0000058311 00000 п.
0000058366 00000 п.
0000058422 00000 п.
0000058477 00000 п.
0000058533 00000 п.
0000058589 00000 п.
0000058644 00000 п.
0000058700 00000 п.
0000058756 00000 п.
0000058812 00000 п.
0000058868 00000 н.
0000058924 00000 п.
0000058980 00000 п.
0000059036 00000 н.
0000059092 00000 п.
0000059148 00000 п.
0000059203 00000 п.
0000059259 00000 п.
0000059315 00000 п.
0000059371 00000 п.
0000059427 00000 н.
0000059482 00000 п.
0000059537 00000 п.
0000059861 00000 п.
0000059917 00000 п.
0000059973 00000 п.
0000060028 00000 п.
0000060084 00000 п.
0000062069 00000 п.
0000062125 00000 п.
0000062181 00000 п.
0000062236 00000 п.
0000062291 00000 п.
0000062559 00000 п.
0000062614 00000 п.
0000062670 00000 п.
0000062726 00000 н.
0000062782 00000 п.
0000062950 00000 п.
0000063005 00000 п.
0000063061 00000 п.
0000063117 00000 п.
0000063173 00000 п.
0000063229 00000 п.
0000063305 00000 п.
0000063361 00000 п.
0000063417 00000 п.
0000063472 00000 п.
0000063528 00000 п.
0000063584 00000 п.
0000063640 00000 п.
0000063695 00000 п.
0000063751 00000 п.
0000063806 00000 п.
0000063862 00000 п.
0000063917 00000 п.
0000063972 00000 п.
0000064028 00000 п.
0000064084 00000 п.
0000064139 00000 п.
0000064195 00000 п.
0000064251 00000 п.
0000064307 00000 п.
0000064363 00000 п.
0000064418 00000 п.
0000064474 00000 п.
0000064530 00000 п.
0000064553 00000 п.
0000069843 00000 п.
0000056818 00000 п.
0000056873 00000 п.
0000056928 00000 п.
0000056983 00000 п.
0000057039 00000 п.
0000057094 00000 п.
0000057150 00000 п.
0000057205 00000 п.
0000057261 00000 п.
0000057316 00000 п.
0000057372 00000 п.
0000057427 00000 н.
0000057483 00000 п.
0000057538 00000 п.
0000057593 00000 п.
0000057648 00000 п.
0000057703 00000 п.
0000057759 00000 п.
0000057814 00000 п.
0000057869 00000 п.
0000057924 00000 п.
0000057979 00000 п.
0000058034 00000 п.
0000058090 00000 п.
0000058145 00000 п.
0000058200 00000 н.
0000058255 00000 п.
0000058311 00000 п.
0000058366 00000 п.
0000058422 00000 п.
0000058477 00000 п.
0000058533 00000 п.
0000058589 00000 п.
0000058644 00000 п.
0000058700 00000 п.
0000058756 00000 п.
0000058812 00000 п.
0000058868 00000 н.
0000058924 00000 п.
0000058980 00000 п.
0000059036 00000 н.
0000059092 00000 п.
0000059148 00000 п.
0000059203 00000 п.
0000059259 00000 п.
0000059315 00000 п.
0000059371 00000 п.
0000059427 00000 н.
0000059482 00000 п.
0000059537 00000 п.
0000059861 00000 п.
0000059917 00000 п.
0000059973 00000 п.
0000060028 00000 п.
0000060084 00000 п.
0000062069 00000 п.
0000062125 00000 п.
0000062181 00000 п.
0000062236 00000 п.
0000062291 00000 п.
0000062559 00000 п.
0000062614 00000 п.
0000062670 00000 п.
0000062726 00000 н.
0000062782 00000 п.
0000062950 00000 п.
0000063005 00000 п.
0000063061 00000 п.
0000063117 00000 п.
0000063173 00000 п.
0000063229 00000 п.
0000063305 00000 п.
0000063361 00000 п.
0000063417 00000 п.
0000063472 00000 п.
0000063528 00000 п.
0000063584 00000 п.
0000063640 00000 п.
0000063695 00000 п.
0000063751 00000 п.
0000063806 00000 п.
0000063862 00000 п.
0000063917 00000 п.
0000063972 00000 п.
0000064028 00000 п.
0000064084 00000 п.
0000064139 00000 п.
0000064195 00000 п.
0000064251 00000 п.
0000064307 00000 п.
0000064363 00000 п.
0000064418 00000 п.
0000064474 00000 п.
0000064530 00000 п.
0000064553 00000 п.
0000069843 00000 п. 0000069866 00000 п.
0000074443 00000 п.
0000074466 00000 п.
0000078785 00000 п.
0000078808 00000 п.
0000082900 00000 п.
0000082923 00000 п.
0000087153 00000 п.
0000087176 00000 п.
0000093574 00000 п.
0000093597 00000 п.
0000101302 00000 п.
0000101325 00000 н.
0000108615 00000 н.
0000108851 00000 н.
0000109105 00000 п.
0000109329 00000 н.
0000109581 00000 п.
0000109840 00000 п.
0000110067 00000 н.
0000110326 00000 н.
0000110581 00000 п.
0000110837 00000 н.
0000111048 00000 н.
0000111231 00000 н.
0000111488 00000 н.
0000111746 00000 н.
0000111930 00000 н.
0000112166 00000 н.
0000112418 00000 н.
0000112643 00000 н.
0000112898 00000 н.
0000113131 00000 п.
0000113377 00000 н.
0000113642 00000 п.
0000113900 00000 н.
0000114156 00000 н.
0000114387 00000 н.
0000114629 00000 н.
0000114903 00000 н.
0000115139 00000 н.
0000115391 00000 н.
0000115642 00000 н.
0000115886 00000 н.
0000116151 00000 н.
0000116406 00000 н.
0000116659 00000 н.
0000116914 00000 н.
0000117172 00000 н.
0000117436 00000 н.
0000117712 00000 н.
0000117967 00000 н.
0000118221 00000 н.
0000118473 00000 н.
0000118732 00000 н.
0000118999 00000 н.
0000119250 00000 н.
0000119506 00000 н.
0000119766 00000 н.
0000120024 00000 н.
0000120283 00000 н.
0000120539 00000 н.
0000120775 00000 н.
0000121041 00000 н.
0000121228 00000 н.
0000121462 00000 н.
0000121665 00000 н.
0000121867 00000 н.
0000122069 00000 н.
0000122263 00000 н.
0000122457 00000 н.
0000122651 00000 н.
0000122849 00000 н.
0000123038 00000 н.
0000123299 00000 н.
0000123558 00000 н.
0000123809 00000 н.
0000124075 00000 н.
0000124268 00000 н.
0000124478 00000 н.
0000124716 00000 н.
0000124972 00000 н.
0000125239 00000 н.
0000125504 00000 н.
0000125724 00000 н.
0000125983 00000 н.
0000126239 00000 н.
0000126463 00000 н.
0000126685 00000 н.
0000126934 00000 н.
0000127156 00000 н.
0000127378 00000 н.
0000127589 00000 н.
0000127844 00000 н.
0000128083 00000 н.
0000128348 00000 н.
0000069866 00000 п.
0000074443 00000 п.
0000074466 00000 п.
0000078785 00000 п.
0000078808 00000 п.
0000082900 00000 п.
0000082923 00000 п.
0000087153 00000 п.
0000087176 00000 п.
0000093574 00000 п.
0000093597 00000 п.
0000101302 00000 п.
0000101325 00000 н.
0000108615 00000 н.
0000108851 00000 н.
0000109105 00000 п.
0000109329 00000 н.
0000109581 00000 п.
0000109840 00000 п.
0000110067 00000 н.
0000110326 00000 н.
0000110581 00000 п.
0000110837 00000 н.
0000111048 00000 н.
0000111231 00000 н.
0000111488 00000 н.
0000111746 00000 н.
0000111930 00000 н.
0000112166 00000 н.
0000112418 00000 н.
0000112643 00000 н.
0000112898 00000 н.
0000113131 00000 п.
0000113377 00000 н.
0000113642 00000 п.
0000113900 00000 н.
0000114156 00000 н.
0000114387 00000 н.
0000114629 00000 н.
0000114903 00000 н.
0000115139 00000 н.
0000115391 00000 н.
0000115642 00000 н.
0000115886 00000 н.
0000116151 00000 н.
0000116406 00000 н.
0000116659 00000 н.
0000116914 00000 н.
0000117172 00000 н.
0000117436 00000 н.
0000117712 00000 н.
0000117967 00000 н.
0000118221 00000 н.
0000118473 00000 н.
0000118732 00000 н.
0000118999 00000 н.
0000119250 00000 н.
0000119506 00000 н.
0000119766 00000 н.
0000120024 00000 н.
0000120283 00000 н.
0000120539 00000 н.
0000120775 00000 н.
0000121041 00000 н.
0000121228 00000 н.
0000121462 00000 н.
0000121665 00000 н.
0000121867 00000 н.
0000122069 00000 н.
0000122263 00000 н.
0000122457 00000 н.
0000122651 00000 н.
0000122849 00000 н.
0000123038 00000 н.
0000123299 00000 н.
0000123558 00000 н.
0000123809 00000 н.
0000124075 00000 н.
0000124268 00000 н.
0000124478 00000 н.
0000124716 00000 н.
0000124972 00000 н.
0000125239 00000 н.
0000125504 00000 н.
0000125724 00000 н.
0000125983 00000 н.
0000126239 00000 н.
0000126463 00000 н.
0000126685 00000 н.
0000126934 00000 н.
0000127156 00000 н.
0000127378 00000 н.
0000127589 00000 н.
0000127844 00000 н.
0000128083 00000 н.
0000128348 00000 н. 0000128605 00000 н.
0000128867 00000 н.
0000129128 00000 н.
0000129374 00000 н.
0000129561 00000 н.
0000129815 00000 н.
0000130034 00000 н.
0000130290 00000 н.
0000130545 00000 н.
0000130750 00000 н.
0000131005 00000 н.
0000131260 00000 н.
0000131512 00000 н.
0000131749 00000 н.
0000132005 00000 н.
0000132245 00000 н.
0000132465 00000 н.
0000132714 00000 н.
0000132974 00000 н.
0000133192 00000 н.
0000133433 00000 н.
0000133641 00000 п.
0000133888 00000 н.
0000134093 00000 н.
0000134306 00000 н.
0000134562 00000 н.
0000135397 00000 н.
0000135658 00000 н.
0000135914 00000 н.
0000136172 00000 н.
0000136428 00000 н.
0000136686 00000 н.
0000136949 00000 н.
0000137214 00000 н.
0000137476 00000 н.
0000137734 00000 п.
0000137993 00000 н.
0000138251 00000 н.
0000138506 00000 н.
0000138746 00000 н.
0000138939 00000 н.
0000139153 00000 н.
0000139392 00000 н.
0000139580 00000 н.
0000139784 00000 н.
0000140038 00000 н.
0000140291 00000 п.
0000140547 00000 н.
0000140802 00000 н.
0000141057 00000 н.
0000141317 00000 н.
0000141576 00000 н.
0000141838 00000 н.
0000142098 00000 н.
0000142354 00000 п.
0000142616 00000 н.
0000142875 00000 н.
0000143132 00000 н.
0000143390 00000 н.
0000143627 00000 н.
0000143887 00000 н.
0000144126 00000 н.
0000144386 00000 п.
0000144652 00000 н.
0000144906 00000 н.
0000145163 00000 н.
0000145419 00000 н.
0000145678 00000 н.
0000145936 00000 н.
0000146199 00000 н.
0000146460 00000 н.
0000146717 00000 н.
0000146976 00000 н.
0000147238 00000 п.
0000147471 00000 н.
0000147734 00000 н.
0000147989 00000 н.
0000148252 00000 н.
0000148479 00000 н.
0000148716 00000 н.
0000148928 00000 н.
0000149138 00000 н.
0000149343 00000 п.
0000149542 00000 н.
0000149744 00000 н.
0000149957 00000 н.
0000150141 00000 п.
0000150370 00000 н.
0000150590 00000 н.
0000150803 00000 н.
0000151001 00000 н.
0000151198 00000 н.
0000151404 00000 н.
0000151651 00000 н.
0000151887 00000 н.
0000152135 00000 н.
0000128605 00000 н.
0000128867 00000 н.
0000129128 00000 н.
0000129374 00000 н.
0000129561 00000 н.
0000129815 00000 н.
0000130034 00000 н.
0000130290 00000 н.
0000130545 00000 н.
0000130750 00000 н.
0000131005 00000 н.
0000131260 00000 н.
0000131512 00000 н.
0000131749 00000 н.
0000132005 00000 н.
0000132245 00000 н.
0000132465 00000 н.
0000132714 00000 н.
0000132974 00000 н.
0000133192 00000 н.
0000133433 00000 н.
0000133641 00000 п.
0000133888 00000 н.
0000134093 00000 н.
0000134306 00000 н.
0000134562 00000 н.
0000135397 00000 н.
0000135658 00000 н.
0000135914 00000 н.
0000136172 00000 н.
0000136428 00000 н.
0000136686 00000 н.
0000136949 00000 н.
0000137214 00000 н.
0000137476 00000 н.
0000137734 00000 п.
0000137993 00000 н.
0000138251 00000 н.
0000138506 00000 н.
0000138746 00000 н.
0000138939 00000 н.
0000139153 00000 н.
0000139392 00000 н.
0000139580 00000 н.
0000139784 00000 н.
0000140038 00000 н.
0000140291 00000 п.
0000140547 00000 н.
0000140802 00000 н.
0000141057 00000 н.
0000141317 00000 н.
0000141576 00000 н.
0000141838 00000 н.
0000142098 00000 н.
0000142354 00000 п.
0000142616 00000 н.
0000142875 00000 н.
0000143132 00000 н.
0000143390 00000 н.
0000143627 00000 н.
0000143887 00000 н.
0000144126 00000 н.
0000144386 00000 п.
0000144652 00000 н.
0000144906 00000 н.
0000145163 00000 н.
0000145419 00000 н.
0000145678 00000 н.
0000145936 00000 н.
0000146199 00000 н.
0000146460 00000 н.
0000146717 00000 н.
0000146976 00000 н.
0000147238 00000 п.
0000147471 00000 н.
0000147734 00000 н.
0000147989 00000 н.
0000148252 00000 н.
0000148479 00000 н.
0000148716 00000 н.
0000148928 00000 н.
0000149138 00000 н.
0000149343 00000 п.
0000149542 00000 н.
0000149744 00000 н.
0000149957 00000 н.
0000150141 00000 п.
0000150370 00000 н.
0000150590 00000 н.
0000150803 00000 н.
0000151001 00000 н.
0000151198 00000 н.
0000151404 00000 н.
0000151651 00000 н.
0000151887 00000 н.
0000152135 00000 н. 0000152229 00000 н.
0000152479 00000 н.
0000152730 00000 н.
0000152995 00000 н.
0000153193 00000 н.
0000153386 00000 н.
0000153651 00000 п.
0000153879 00000 п.
0000154135 00000 н.
0000154357 00000 н.
0000154588 00000 н.
0000154818 00000 н.
0000155048 00000 н.
0000155306 00000 н.
0000155534 00000 н.
0000155792 00000 н.
0000156020 00000 н.
0000156255 00000 н.
0000156496 00000 н.
0000156720 00000 н.
0000156924 00000 н.
0000157160 00000 н.
0000157412 00000 н.
0000157671 00000 н.
0000157930 00000 н.
0000158185 00000 н.
0000158444 00000 н.
0000158671 00000 н.
0000158897 00000 н.
0000159122 00000 н.
0000159347 00000 н.
0000159605 00000 н.
0000159863 00000 н.
0000160088 00000 н.
0000160304 00000 н.
0000160560 00000 н.
0000160816 00000 н.
0000161072 00000 н.
0000161314 00000 н.
0000161560 00000 н.
0000161796 00000 н.
0000162037 00000 н.
0000162283 00000 н.
0000162523 00000 н.
0000162763 00000 н.
0000163020 00000 н.
0000163274 00000 н.
0000163529 00000 н.
0000163771 00000 н.
0000164031 00000 н.
0000164287 00000 н.
0000164531 00000 н.
0000164794 00000 н.
0000165041 00000 н.
0000165288 00000 н.
0000165539 00000 н.
0000165802 00000 н.
0000166063 00000 н.
0000166311 00000 н.
0000166560 00000 н.
0000166799 00000 н.
0000167050 00000 н.
0000167300 00000 н.
0000167547 00000 н.
0000167797 00000 н.
0000168052 00000 н.
0000168301 00000 н.
0000168552 00000 н.
0000168806 00000 н.
0000169065 00000 н.
0000169317 00000 н.
0000169569 00000 н.
0000169808 00000 н.
0000170046 00000 н.
0000170301 00000 п.
0000170551 00000 п.
0000170806 00000 п.
0000171064 00000 н.
0000171315 00000 н.
0000171573 00000 н.
0000171833 00000 н.
0000172091 00000 н.
0000172349 00000 н.
0000172607 00000 н.
0000172866 00000 н.
0000173127 00000 н.
0000173385 00000 н.
0000173632 00000 н.
0000173887 00000 н.
0000174147 00000 н.
0000174406 00000 н.
0000174655 00000 н.
0000174891 00000 н.
0000175138 00000 н.
0000175398 00000 н.
0000175653 00000 н.
0000152229 00000 н.
0000152479 00000 н.
0000152730 00000 н.
0000152995 00000 н.
0000153193 00000 н.
0000153386 00000 н.
0000153651 00000 п.
0000153879 00000 п.
0000154135 00000 н.
0000154357 00000 н.
0000154588 00000 н.
0000154818 00000 н.
0000155048 00000 н.
0000155306 00000 н.
0000155534 00000 н.
0000155792 00000 н.
0000156020 00000 н.
0000156255 00000 н.
0000156496 00000 н.
0000156720 00000 н.
0000156924 00000 н.
0000157160 00000 н.
0000157412 00000 н.
0000157671 00000 н.
0000157930 00000 н.
0000158185 00000 н.
0000158444 00000 н.
0000158671 00000 н.
0000158897 00000 н.
0000159122 00000 н.
0000159347 00000 н.
0000159605 00000 н.
0000159863 00000 н.
0000160088 00000 н.
0000160304 00000 н.
0000160560 00000 н.
0000160816 00000 н.
0000161072 00000 н.
0000161314 00000 н.
0000161560 00000 н.
0000161796 00000 н.
0000162037 00000 н.
0000162283 00000 н.
0000162523 00000 н.
0000162763 00000 н.
0000163020 00000 н.
0000163274 00000 н.
0000163529 00000 н.
0000163771 00000 н.
0000164031 00000 н.
0000164287 00000 н.
0000164531 00000 н.
0000164794 00000 н.
0000165041 00000 н.
0000165288 00000 н.
0000165539 00000 н.
0000165802 00000 н.
0000166063 00000 н.
0000166311 00000 н.
0000166560 00000 н.
0000166799 00000 н.
0000167050 00000 н.
0000167300 00000 н.
0000167547 00000 н.
0000167797 00000 н.
0000168052 00000 н.
0000168301 00000 н.
0000168552 00000 н.
0000168806 00000 н.
0000169065 00000 н.
0000169317 00000 н.
0000169569 00000 н.
0000169808 00000 н.
0000170046 00000 н.
0000170301 00000 п.
0000170551 00000 п.
0000170806 00000 п.
0000171064 00000 н.
0000171315 00000 н.
0000171573 00000 н.
0000171833 00000 н.
0000172091 00000 н.
0000172349 00000 н.
0000172607 00000 н.
0000172866 00000 н.
0000173127 00000 н.
0000173385 00000 н.
0000173632 00000 н.
0000173887 00000 н.
0000174147 00000 н.
0000174406 00000 н.
0000174655 00000 н.
0000174891 00000 н.
0000175138 00000 н.
0000175398 00000 н.
0000175653 00000 н. 0000175904 00000 н.
0000176153 00000 н.
0000176404 00000 н.
0000176651 00000 п.
0000176898 00000 н.
0000177142 00000 н.
0000177389 00000 н.
0000177638 00000 н.
0000177886 00000 н.
0000178148 00000 н.
0000178408 00000 н.
0000178651 00000 н.
0000178895 00000 н.
0000179154 00000 н.
0000179394 00000 н.
0000179649 00000 н.
0000179907 00000 н.
0000180156 00000 н.
0000180405 00000 н.
0000180666 00000 н.
0000180917 00000 н.
0000181177 00000 н.
0000181425 00000 н.
0000181683 00000 н.
0000181940 00000 н.
0000182197 00000 н.
0000182450 00000 н.
0000182702 00000 н.
0000182957 00000 н.
0000183212 00000 н.
0000183467 00000 н.
0000183717 00000 н.
0000183975 00000 н.
0000184235 00000 н.
0000184496 00000 н.
0000184745 00000 н.
0000185007 00000 н.
0000185267 00000 н.
0000185522 00000 н.
0000185773 00000 н.
0000186028 00000 н.
0000186283 00000 н.
0000186540 00000 н.
0000186795 00000 н.
0000187047 00000 н.
0000187309 00000 н.
0000187561 00000 н.
0000187819 00000 н.
0000188066 00000 н.
0000188311 00000 н.
0000188563 00000 н.
0000189008 00000 н.
0000189330 00000 н.
0000189865 00000 н.
00001 00000 н.
00001
0000175904 00000 н.
0000176153 00000 н.
0000176404 00000 н.
0000176651 00000 п.
0000176898 00000 н.
0000177142 00000 н.
0000177389 00000 н.
0000177638 00000 н.
0000177886 00000 н.
0000178148 00000 н.
0000178408 00000 н.
0000178651 00000 н.
0000178895 00000 н.
0000179154 00000 н.
0000179394 00000 н.
0000179649 00000 н.
0000179907 00000 н.
0000180156 00000 н.
0000180405 00000 н.
0000180666 00000 н.
0000180917 00000 н.
0000181177 00000 н.
0000181425 00000 н.
0000181683 00000 н.
0000181940 00000 н.
0000182197 00000 н.
0000182450 00000 н.
0000182702 00000 н.
0000182957 00000 н.
0000183212 00000 н.
0000183467 00000 н.
0000183717 00000 н.
0000183975 00000 н.
0000184235 00000 н.
0000184496 00000 н.
0000184745 00000 н.
0000185007 00000 н.
0000185267 00000 н.
0000185522 00000 н.
0000185773 00000 н.
0000186028 00000 н.
0000186283 00000 н.
0000186540 00000 н.
0000186795 00000 н.
0000187047 00000 н.
0000187309 00000 н.
0000187561 00000 н.
0000187819 00000 н.
0000188066 00000 н.
0000188311 00000 н.
0000188563 00000 н.
0000189008 00000 н.
0000189330 00000 н.
0000189865 00000 н.
00001 00000 н.
00001
 0000205062 00000 н.
0000205403 00000 н.
0000205690 00000 н.
0000206032 00000 н.
0000206318 00000 н.
0000206659 00000 н.
0000206951 00000 н.
0000207292 00000 н.
0000207607 00000 н.
0000207948 00000 н.
0000208199 00000 н.
0000208541 00000 н.
0000208882 00000 н.
0000209225 00000 н.
0000209566 00000 н.
0000209869 00000 н.
0000210170 00000 н.
0000210475 00000 н.
0000210729 00000 н.
0000211033 00000 н.
0000211288 00000 н.
0000211592 00000 н.
0000211913 00000 н.
0000212169 00000 н.
0000212475 00000 н.
0000212815 00000 н.
0000213134 00000 п.
0000213392 00000 н.
0000213703 00000 н.
0000214044 00000 н.
0000214361 00000 п.
0000214621 00000 н.
0000214930 00000 н.
0000215271 00000 н.
0000215584 00000 н.
0000215846 00000 н.
0000216161 00000 п.
0000216504 00000 н.
0000216817 00000 н.
0000217081 00000 н.
0000217399 00000 н.
0000217740 00000 н.
0000218158 00000 н.
0000218424 00000 н.
0000218752 00000 н.
0000219093 00000 н.
0000219392 00000 н.
0000219659 00000 п.
0000220000 00000 н
0000220476 00000 н.
0000220817 00000 н.
0000221100 00000 н.
0000221440 00000 н.
0000221984 00000 н.
0000222325 00000 н.
0000222659 00000 н.
0000222929 00000 н.
0000223276 00000 н.
0000223548 00000 н.
0000223900 00000 н.
0000224175 00000 н.
0000224534 00000 п.
0000224791 00000 п.
0000225066 00000 н.
0000225434 00000 н.
0000225774 00000 н.
0000226196 00000 н.
0000226478 00000 н.
0000226854 00000 н.
0000227192 00000 н.
0000227613 00000 н.
0000227897 00000 н.
0000228278 00000 н.
0000228616 00000 н.
0000228888 00000 н.
0000229176 00000 н.
0000229566 00000 н.
0000229903 00000 н.
0000230343 00000 п.
0000230636 00000 н.
0000231026 00000 н.
0000231361 00000 н.
0000232520 00000 н.
0000232820 00000 н.
0000233216 00000 н.
0000233549 00000 н.
0000234032 00000 н.
0000234335 00000 н.
0000234667 00000 н.
0000235086 00000 н.
0000235416 00000 п.
0000235741 00000 н.
0000236068 00000 н.
0000236392 00000 н.
0000236718 00000 н.
0000236904 00000 н.
0000205062 00000 н.
0000205403 00000 н.
0000205690 00000 н.
0000206032 00000 н.
0000206318 00000 н.
0000206659 00000 н.
0000206951 00000 н.
0000207292 00000 н.
0000207607 00000 н.
0000207948 00000 н.
0000208199 00000 н.
0000208541 00000 н.
0000208882 00000 н.
0000209225 00000 н.
0000209566 00000 н.
0000209869 00000 н.
0000210170 00000 н.
0000210475 00000 н.
0000210729 00000 н.
0000211033 00000 н.
0000211288 00000 н.
0000211592 00000 н.
0000211913 00000 н.
0000212169 00000 н.
0000212475 00000 н.
0000212815 00000 н.
0000213134 00000 п.
0000213392 00000 н.
0000213703 00000 н.
0000214044 00000 н.
0000214361 00000 п.
0000214621 00000 н.
0000214930 00000 н.
0000215271 00000 н.
0000215584 00000 н.
0000215846 00000 н.
0000216161 00000 п.
0000216504 00000 н.
0000216817 00000 н.
0000217081 00000 н.
0000217399 00000 н.
0000217740 00000 н.
0000218158 00000 н.
0000218424 00000 н.
0000218752 00000 н.
0000219093 00000 н.
0000219392 00000 н.
0000219659 00000 п.
0000220000 00000 н
0000220476 00000 н.
0000220817 00000 н.
0000221100 00000 н.
0000221440 00000 н.
0000221984 00000 н.
0000222325 00000 н.
0000222659 00000 н.
0000222929 00000 н.
0000223276 00000 н.
0000223548 00000 н.
0000223900 00000 н.
0000224175 00000 н.
0000224534 00000 п.
0000224791 00000 п.
0000225066 00000 н.
0000225434 00000 н.
0000225774 00000 н.
0000226196 00000 н.
0000226478 00000 н.
0000226854 00000 н.
0000227192 00000 н.
0000227613 00000 н.
0000227897 00000 н.
0000228278 00000 н.
0000228616 00000 н.
0000228888 00000 н.
0000229176 00000 н.
0000229566 00000 н.
0000229903 00000 н.
0000230343 00000 п.
0000230636 00000 н.
0000231026 00000 н.
0000231361 00000 н.
0000232520 00000 н.
0000232820 00000 н.
0000233216 00000 н.
0000233549 00000 н.
0000234032 00000 н.
0000234335 00000 н.
0000234667 00000 н.
0000235086 00000 н.
0000235416 00000 п.
0000235741 00000 н.
0000236068 00000 н.
0000236392 00000 н.
0000236718 00000 н.
0000236904 00000 н. 0000237095 00000 п.
0000237290 00000 н.
0000237490 00000 н.
0000237699 00000 н.
0000237917 00000 п.
0000238144 00000 н.
0000238373 00000 н.
0000238612 00000 н.
0000239004 00000 н.
0000239400 00000 н.
0000239799 00000 н.
0000240196 00000 н.
0000240520 00000 н.
0000240916 00000 н.
0000241240 00000 н.
0000241635 00000 н.
0000241961 00000 н.
0000242357 00000 н.
0000242691 00000 н.
0000243090 00000 н.
0000243426 00000 н.
0000243826 00000 н.
0000244167 00000 н.
0000244567 00000 н.
0000244912 00000 н.
0000245262 00000 н.
0000245614 00000 н.
0000245968 00000 н.
0000246379 00000 н.
0000246799 00000 н.
0000247226 00000 н.
0000247660 00000 н.
0000248098 00000 н.
0000248452 00000 н.
0000248903 00000 н.
0000249258 00000 н.
0000249714 00000 н.
0000250067 00000 н.
0000250533 00000 н.
0000250886 00000 н.
0000251346 00000 н.
0000251701 00000 н.
0000252165 00000 н.
0000252521 00000 н.
0000252874 00000 н.
0000253226 00000 н.
0000253581 00000 н.
0000253935 00000 н.
0000254408 00000 н.
0000254873 00000 н.
0000255336 00000 н.
0000255794 00000 н.
0000256149 00000 н.
0000256602 00000 н.
0000256956 00000 н.
0000257407 00000 н.
0000257763 00000 н.
0000258214 00000 н.
0000258569 00000 н.
0000259009 00000 н.
0000259364 00000 н.
0000259813 00000 н.
0000260056 00000 н.
0000260411 00000 н.
0000260846 00000 н.
0000261095 00000 н.
0000261450 00000 н.
0000261706 00000 н.
0000262063 00000 н.
0000262324 00000 н.
0000262679 00000 н.
0000262940 00000 н.
0000263296 00000 н.
0000263564 00000 н.
0000263834 00000 н.
0000264111 00000 п.
0000264395 00000 н.
0000264679 00000 н.
0000265129 00000 н.
0000265577 00000 н.
0000266014 00000 н.
0000266456 00000 н.
0000266810 00000 н.
0000267245 00000 н.
0000267602 00000 н.
0000268038 00000 н.
0000268395 00000 н.
0000268826 00000 н.
0000269181 00000 п.
0000269615 00000 н.
0000269971 00000 н.
0000270385 00000 н.
0000270680 00000 н.
0000271037 00000 н.
0000271274 00000 н.
0000271570 00000 н.
0000237095 00000 п.
0000237290 00000 н.
0000237490 00000 н.
0000237699 00000 н.
0000237917 00000 п.
0000238144 00000 н.
0000238373 00000 н.
0000238612 00000 н.
0000239004 00000 н.
0000239400 00000 н.
0000239799 00000 н.
0000240196 00000 н.
0000240520 00000 н.
0000240916 00000 н.
0000241240 00000 н.
0000241635 00000 н.
0000241961 00000 н.
0000242357 00000 н.
0000242691 00000 н.
0000243090 00000 н.
0000243426 00000 н.
0000243826 00000 н.
0000244167 00000 н.
0000244567 00000 н.
0000244912 00000 н.
0000245262 00000 н.
0000245614 00000 н.
0000245968 00000 н.
0000246379 00000 н.
0000246799 00000 н.
0000247226 00000 н.
0000247660 00000 н.
0000248098 00000 н.
0000248452 00000 н.
0000248903 00000 н.
0000249258 00000 н.
0000249714 00000 н.
0000250067 00000 н.
0000250533 00000 н.
0000250886 00000 н.
0000251346 00000 н.
0000251701 00000 н.
0000252165 00000 н.
0000252521 00000 н.
0000252874 00000 н.
0000253226 00000 н.
0000253581 00000 н.
0000253935 00000 н.
0000254408 00000 н.
0000254873 00000 н.
0000255336 00000 н.
0000255794 00000 н.
0000256149 00000 н.
0000256602 00000 н.
0000256956 00000 н.
0000257407 00000 н.
0000257763 00000 н.
0000258214 00000 н.
0000258569 00000 н.
0000259009 00000 н.
0000259364 00000 н.
0000259813 00000 н.
0000260056 00000 н.
0000260411 00000 н.
0000260846 00000 н.
0000261095 00000 н.
0000261450 00000 н.
0000261706 00000 н.
0000262063 00000 н.
0000262324 00000 н.
0000262679 00000 н.
0000262940 00000 н.
0000263296 00000 н.
0000263564 00000 н.
0000263834 00000 н.
0000264111 00000 п.
0000264395 00000 н.
0000264679 00000 н.
0000265129 00000 н.
0000265577 00000 н.
0000266014 00000 н.
0000266456 00000 н.
0000266810 00000 н.
0000267245 00000 н.
0000267602 00000 н.
0000268038 00000 н.
0000268395 00000 н.
0000268826 00000 н.
0000269181 00000 п.
0000269615 00000 н.
0000269971 00000 н.
0000270385 00000 н.
0000270680 00000 н.
0000271037 00000 н.
0000271274 00000 н.
0000271570 00000 н. 0000271926 00000 н.
0000272224 00000 н.
0000272581 00000 н.
0000272882 00000 н.
0000273239 00000 н.
0000273543 00000 н.
0000274241 00000 н.
0000274547 00000 н.
0000274862 00000 н.
0000275183 00000 п.
0000275505 00000 н.
0000275829 00000 н.
0000276204 00000 н.
0000276434 00000 н.
0000276886 00000 н.
0000277114 00000 н.
0000277477 00000 н.
0000277926 00000 н.
0000278296 00000 н.
0000278514 00000 н.
0000278889 00000 н.
0000279341 00000 н.
0000279718 00000 н.
0000279927 00000 н.
0000280310 00000 н.
0000280748 00000 н.
0000281074 00000 н.
0000281461 00000 н.
0000281661 00000 н.
0000281995 00000 н.
0000282384 00000 н.
0000282717 00000 н.
0000283102 00000 п.
0000283439 00000 н.
0000283825 00000 н.
0000284166 00000 н.
0000284560 00000 н.
0000284908 00000 н.
0000285256 00000 н.
0000285606 00000 н.
0000285969 00000 н.
0000286334 00000 н.
0000286776 00000 н.
0000286971 00000 н.
0000287404 00000 н.
0000287595 00000 н.
0000287992 00000 н.
0000288427 00000 н.
0000288824 00000 н.
0000289241 00000 н.
0000289637 00000 н.
00002
0000271926 00000 н.
0000272224 00000 н.
0000272581 00000 н.
0000272882 00000 н.
0000273239 00000 н.
0000273543 00000 н.
0000274241 00000 н.
0000274547 00000 н.
0000274862 00000 н.
0000275183 00000 п.
0000275505 00000 н.
0000275829 00000 н.
0000276204 00000 н.
0000276434 00000 н.
0000276886 00000 н.
0000277114 00000 н.
0000277477 00000 н.
0000277926 00000 н.
0000278296 00000 н.
0000278514 00000 н.
0000278889 00000 н.
0000279341 00000 н.
0000279718 00000 н.
0000279927 00000 н.
0000280310 00000 н.
0000280748 00000 н.
0000281074 00000 н.
0000281461 00000 н.
0000281661 00000 н.
0000281995 00000 н.
0000282384 00000 н.
0000282717 00000 н.
0000283102 00000 п.
0000283439 00000 н.
0000283825 00000 н.
0000284166 00000 н.
0000284560 00000 н.
0000284908 00000 н.
0000285256 00000 н.
0000285606 00000 н.
0000285969 00000 н.
0000286334 00000 н.
0000286776 00000 н.
0000286971 00000 н.
0000287404 00000 н.
0000287595 00000 н.
0000287992 00000 н.
0000288427 00000 н.
0000288824 00000 н.
0000289241 00000 н.
0000289637 00000 н.
00002 00000 н.
0000290856 00000 н.
0000291254 00000 н.
0000291661 00000 н.
0000292060 00000 н.
0000292460 00000 н.
0000292827 00000 н.
0000293225 00000 н.
0000293600 00000 н.
0000293997 00000 н.
0000294371 00000 п.
0000294776 00000 н.
0000295160 00000 н.
0000295561 00000 н.
0000295952 00000 н.
0000296343 00000 п.
0000296748 00000 н.
0000297146 00000 н.
0000297552 00000 н.
0000297962 00000 н.
0000298279 00000 н.
0000298676 00000 н.
0000298919 00000 н.
0000299302 00000 н.
0000299536 00000 н.
0000299908 00000 н.
0000300137 00000 п.
0000300519 00000 п.
0000300891 00000 п.
0000301121 00000 н.
0000301470 00000 н.
0000301749 00000 н.
0000302110 00000 н.
0000302327 00000 н.
0000302632 00000 н.
0000303020 00000 н.
0000303376 00000 н.
0000303592 00000 н.
0000303942 00000 н.
0000304219 00000 н.
0000304561 00000 н.
0000304772 00000 н.
0000305073 00000 н.
0000305469 00000 н. 0000305808 00000 н.
0000306015 00000 н.
0000306365 00000 н.
0000306639 00000 н.
0000306962 00000 н.
0000307190 00000 н.
0000307490 00000 н.
0000307892 00000 н.
0000308211 00000 н.
0000308632 00000 н.
0000308982 00000 п.
0000309254 00000 н.
0000309674 00000 н.
0000309970 00000 н.
0000310367 00000 н.
0000310789 00000 н.
0000311142 00000 н.
0000311409 00000 н.
0000311837 00000 н.
0000312130 00000 н.
0000312564 00000 н.
0000312992 00000 н.
0000313421 00000 н.
0000313855 00000 н.
0000314288 00000 н.
0000314723 00000 н.
0000314922 00000 н.
0000315122 00000 н.
0000315312 00000 н.
0000315604 00000 н.
0000315794 00000 н.
0000315984 00000 н.
0000316170 00000 н.
0000316574 00000 н.
0000316866 00000 н.
0000317219 00000 п.
0000317485 00000 н.
0000317671 00000 н.
0000317963 00000 н.
0000318373 00000 н.
0000318652 00000 н.
0000319011 00000 н.
0000319273 00000 н.
0000319459 00000 п.
0000319749 00000 н.
0000320157 00000 н.
0000320436 00000 н.
0000320801 00000 н.
0000321061 00000 н.
0000321333 00000 н.
0000321619 00000 н.
0000321876 00000 н.
0000322252 00000 н.
0000322683 00000 н.
0000323118 00000 н.
0000323492 00000 н.
0000323898 00000 н.
0000324331 00000 н.
0000324663 00000 н.
0000324946 00000 н.
0000325381 00000 н.
0000325712 00000 н.
0000326088 00000 н.
0000326519 00000 н.
0000326801 00000 н.
0000327233 00000 н.
0000327667 00000 н.
0000328101 00000 н.
0000328530 00000 н.
0000328960 00000 н.
0000329374 00000 н.
0000329698 00000 н.
0000330112 00000 п.
0000330434 00000 п.
0000330752 00000 н.
0000331166 00000 н.
0000331598 00000 н.
0000331914 00000 н.
0000332343 00000 н.
0000332662 00000 н.
0000333091 00000 н.
0000333497 00000 н.
0000333929 00000 н.
0000334248 00000 н.
0000334675 00000 н.
0000335107 00000 н.
0000335539 00000 н.
0000335967 00000 н.
0000336393 00000 п.
0000336819 00000 п.
0000337215 00000 н.
0000337527 00000 н.
0000337934 00000 п.
0000338246 00000 н.
0000338564 00000 н.
0000338955 00000 н.
0000305808 00000 н.
0000306015 00000 н.
0000306365 00000 н.
0000306639 00000 н.
0000306962 00000 н.
0000307190 00000 н.
0000307490 00000 н.
0000307892 00000 н.
0000308211 00000 н.
0000308632 00000 н.
0000308982 00000 п.
0000309254 00000 н.
0000309674 00000 н.
0000309970 00000 н.
0000310367 00000 н.
0000310789 00000 н.
0000311142 00000 н.
0000311409 00000 н.
0000311837 00000 н.
0000312130 00000 н.
0000312564 00000 н.
0000312992 00000 н.
0000313421 00000 н.
0000313855 00000 н.
0000314288 00000 н.
0000314723 00000 н.
0000314922 00000 н.
0000315122 00000 н.
0000315312 00000 н.
0000315604 00000 н.
0000315794 00000 н.
0000315984 00000 н.
0000316170 00000 н.
0000316574 00000 н.
0000316866 00000 н.
0000317219 00000 п.
0000317485 00000 н.
0000317671 00000 н.
0000317963 00000 н.
0000318373 00000 н.
0000318652 00000 н.
0000319011 00000 н.
0000319273 00000 н.
0000319459 00000 п.
0000319749 00000 н.
0000320157 00000 н.
0000320436 00000 н.
0000320801 00000 н.
0000321061 00000 н.
0000321333 00000 н.
0000321619 00000 н.
0000321876 00000 н.
0000322252 00000 н.
0000322683 00000 н.
0000323118 00000 н.
0000323492 00000 н.
0000323898 00000 н.
0000324331 00000 н.
0000324663 00000 н.
0000324946 00000 н.
0000325381 00000 н.
0000325712 00000 н.
0000326088 00000 н.
0000326519 00000 н.
0000326801 00000 н.
0000327233 00000 н.
0000327667 00000 н.
0000328101 00000 н.
0000328530 00000 н.
0000328960 00000 н.
0000329374 00000 н.
0000329698 00000 н.
0000330112 00000 п.
0000330434 00000 п.
0000330752 00000 н.
0000331166 00000 н.
0000331598 00000 н.
0000331914 00000 н.
0000332343 00000 н.
0000332662 00000 н.
0000333091 00000 н.
0000333497 00000 н.
0000333929 00000 н.
0000334248 00000 н.
0000334675 00000 н.
0000335107 00000 н.
0000335539 00000 н.
0000335967 00000 н.
0000336393 00000 п.
0000336819 00000 п.
0000337215 00000 н.
0000337527 00000 н.
0000337934 00000 п.
0000338246 00000 н.
0000338564 00000 н.
0000338955 00000 н. 0000339389 00000 н.
0000339696 00000 н.
0000340121 00000 н.
0000340505 00000 н.
0000340931 00000 н.
0000341240 00000 н.
0000341668 00000 н.
0000342061 00000 н.
0000342489 00000 н.
0000342918 00000 н.
0000343341 00000 п.
0000343769 00000 н.
0000344194 00000 п.
0000344620 00000 н.
0000344924 00000 н.
0000345306 00000 н.
0000345688 00000 п.
0000345988 00000 н.
0000346369 00000 н.
0000346683 00000 п.
0000347110 00000 п.
0000347490 00000 н.
0000347917 00000 п.
0000348214 00000 н.
0000348641 00000 п.
0000349002 00000 н.
0000349424 00000 н.
0000349717 00000 н.
0000350143 00000 н.
0000350568 00000 н.
0000350993 00000 н.
0000351420 00000 н.
0000351848 00000 н.
0000352272 00000 н.
0000352634 00000 н.
0000352946 00000 н.
0000353316 00000 н.
0000353676 00000 н.
0000353972 00000 н.
0000354339 00000 н.
0000354701 00000 н.
0000355008 00000 н.
0000355376 00000 н.
0000355740 00000 н.
0000356028 00000 н.
0000356384 00000 н.
0000356737 00000 н.
0000357051 00000 н.
0000357401 00000 н.
0000357696 00000 н.
0000358039 00000 н.
0000358376 00000 н.
0000358667 00000 н.
0000359002 00000 н.
0000359338 00000 н.
0000359621 00000 н.
0000359956 00000 н.
0000360256 00000 н.
0000360582 00000 н.
0000360917 00000 н.
0000361240 00000 н.
0000361572 00000 н.
0000361898 00000 н.
0000362212 00000 н.
0000362537 00000 н.
0000362861 00000 н.
0000363182 00000 п.
0000363470 00000 н.
0000363737 00000 н.
0000364070 00000 н.
0000364390 00000 н.
0000364720 00000 н.
0000365146 00000 н.
0000365470 00000 н.
0000365748 00000 н.
0000366173 00000 н.
0000366494 00000 н.
0000366820 00000 н.
0000367245 00000 н.
0000367514 00000 н.
0000367818 00000 н.
0000368244 00000 н.
0000368565 00000 н.
0000368884 00000 н.
0000369316 00000 н.
0000369642 00000 н.
0000369943 00000 н.
0000370370 00000 н.
0000370697 00000 н.
0000371021 00000 н.
0000371447 00000 н.
0000371775 00000 н.
0000372102 00000 н.
0000372431 00000 н.
0000372700 00000 н.
0000373026 00000 н.
0000339389 00000 н.
0000339696 00000 н.
0000340121 00000 н.
0000340505 00000 н.
0000340931 00000 н.
0000341240 00000 н.
0000341668 00000 н.
0000342061 00000 н.
0000342489 00000 н.
0000342918 00000 н.
0000343341 00000 п.
0000343769 00000 н.
0000344194 00000 п.
0000344620 00000 н.
0000344924 00000 н.
0000345306 00000 н.
0000345688 00000 п.
0000345988 00000 н.
0000346369 00000 н.
0000346683 00000 п.
0000347110 00000 п.
0000347490 00000 н.
0000347917 00000 п.
0000348214 00000 н.
0000348641 00000 п.
0000349002 00000 н.
0000349424 00000 н.
0000349717 00000 н.
0000350143 00000 н.
0000350568 00000 н.
0000350993 00000 н.
0000351420 00000 н.
0000351848 00000 н.
0000352272 00000 н.
0000352634 00000 н.
0000352946 00000 н.
0000353316 00000 н.
0000353676 00000 н.
0000353972 00000 н.
0000354339 00000 н.
0000354701 00000 н.
0000355008 00000 н.
0000355376 00000 н.
0000355740 00000 н.
0000356028 00000 н.
0000356384 00000 н.
0000356737 00000 н.
0000357051 00000 н.
0000357401 00000 н.
0000357696 00000 н.
0000358039 00000 н.
0000358376 00000 н.
0000358667 00000 н.
0000359002 00000 н.
0000359338 00000 н.
0000359621 00000 н.
0000359956 00000 н.
0000360256 00000 н.
0000360582 00000 н.
0000360917 00000 н.
0000361240 00000 н.
0000361572 00000 н.
0000361898 00000 н.
0000362212 00000 н.
0000362537 00000 н.
0000362861 00000 н.
0000363182 00000 п.
0000363470 00000 н.
0000363737 00000 н.
0000364070 00000 н.
0000364390 00000 н.
0000364720 00000 н.
0000365146 00000 н.
0000365470 00000 н.
0000365748 00000 н.
0000366173 00000 н.
0000366494 00000 н.
0000366820 00000 н.
0000367245 00000 н.
0000367514 00000 н.
0000367818 00000 н.
0000368244 00000 н.
0000368565 00000 н.
0000368884 00000 н.
0000369316 00000 н.
0000369642 00000 н.
0000369943 00000 н.
0000370370 00000 н.
0000370697 00000 н.
0000371021 00000 н.
0000371447 00000 н.
0000371775 00000 н.
0000372102 00000 н.
0000372431 00000 н.
0000372700 00000 н.
0000373026 00000 н. 0000373349 00000 н.
0000373668 00000 н.
0000373994 00000 н.
0000374293 00000 н.
0000374617 00000 н.
0000374946 00000 н.
0000375266 00000 н.
0000375588 00000 н.
0000375916 00000 н.
0000376181 00000 п.
0000376472 00000 н.
0000376800 00000 н.
0000377116 00000 н.
0000377438 00000 н.
0000377766 00000 н.
0000378072 00000 н.
0000378399 00000 н.
0000378729 00000 н.
0000379048 00000 н.
0000379367 00000 н.
0000379697 00000 н.
0000380017 00000 н.
0000380339 00000 н.
0000380669 00000 н.
0000380940 00000 н.
0000381269 00000 н.
0000381600 00000 н.
0000381931 00000 н.
0000382259 00000 н.
0000382556 00000 н.
0000382883 00000 н.
0000383212 00000 н.
0000383543 00000 н.
0000383850 00000 н.
0000384181 00000 п.
0000384501 00000 н.
0000384832 00000 н.
0000385161 00000 п.
0000385493 00000 п.
0000385753 00000 н.
0000386085 00000 н.
0000386410 00000 н.
0000386742 00000 н.
0000387069 00000 н.
0000387403 00000 н.
0000387737 00000 н.
0000388070 00000 н.
0000388403 00000 п.
0000388726 00000 н.
0000389052 00000 н.
0000389322 00000 н.
0000389649 00000 н.
0000389984 00000 н.
00003 00000 н.
0000390645 00000 н.
0000390934 00000 н.
0000391270 00000 н.
0000391598 00000 н.
0000391933 00000 н.
0000392263 00000 н.
0000392598 00000 н.
0000392928 00000 н.
0000393265 00000 н.
0000393529 00000 н.
0000393865 00000 н.
0000394203 00000 н.
0000394540 00000 н.
0000394879 00000 п.
0000395205 00000 н.
0000395534 00000 н.
0000395867 00000 н.
0000396130 00000 н.
0000396468 00000 н.
0000396799 00000 н.
0000397138 00000 н.
0000397475 00000 н.
0000397813 00000 н.
0000398123 00000 н.
0000398463 00000 н.
0000398804 00000 н.
0000399144 00000 н.
0000399596 00000 н.
0000399935 00000 н.
0000400256 00000 н.
0000400597 00000 н.
0000400937 00000 п.
0000401279 00000 н.
0000026211 00000 п.
0000028689 00000 п.
трейлер
]
>>
startxref
0
%% EOF
308 0 объект
>
эндобдж
1593 0 объект
>
транслировать
HV {lS? U8j
0000373349 00000 н.
0000373668 00000 н.
0000373994 00000 н.
0000374293 00000 н.
0000374617 00000 н.
0000374946 00000 н.
0000375266 00000 н.
0000375588 00000 н.
0000375916 00000 н.
0000376181 00000 п.
0000376472 00000 н.
0000376800 00000 н.
0000377116 00000 н.
0000377438 00000 н.
0000377766 00000 н.
0000378072 00000 н.
0000378399 00000 н.
0000378729 00000 н.
0000379048 00000 н.
0000379367 00000 н.
0000379697 00000 н.
0000380017 00000 н.
0000380339 00000 н.
0000380669 00000 н.
0000380940 00000 н.
0000381269 00000 н.
0000381600 00000 н.
0000381931 00000 н.
0000382259 00000 н.
0000382556 00000 н.
0000382883 00000 н.
0000383212 00000 н.
0000383543 00000 н.
0000383850 00000 н.
0000384181 00000 п.
0000384501 00000 н.
0000384832 00000 н.
0000385161 00000 п.
0000385493 00000 п.
0000385753 00000 н.
0000386085 00000 н.
0000386410 00000 н.
0000386742 00000 н.
0000387069 00000 н.
0000387403 00000 н.
0000387737 00000 н.
0000388070 00000 н.
0000388403 00000 п.
0000388726 00000 н.
0000389052 00000 н.
0000389322 00000 н.
0000389649 00000 н.
0000389984 00000 н.
00003 00000 н.
0000390645 00000 н.
0000390934 00000 н.
0000391270 00000 н.
0000391598 00000 н.
0000391933 00000 н.
0000392263 00000 н.
0000392598 00000 н.
0000392928 00000 н.
0000393265 00000 н.
0000393529 00000 н.
0000393865 00000 н.
0000394203 00000 н.
0000394540 00000 н.
0000394879 00000 п.
0000395205 00000 н.
0000395534 00000 н.
0000395867 00000 н.
0000396130 00000 н.
0000396468 00000 н.
0000396799 00000 н.
0000397138 00000 н.
0000397475 00000 н.
0000397813 00000 н.
0000398123 00000 н.
0000398463 00000 н.
0000398804 00000 н.
0000399144 00000 н.
0000399596 00000 н.
0000399935 00000 н.
0000400256 00000 н.
0000400597 00000 н.
0000400937 00000 п.
0000401279 00000 н.
0000026211 00000 п.
0000028689 00000 п.
трейлер
]
>>
startxref
0
%% EOF
308 0 объект
>
эндобдж
1593 0 объект
>
транслировать
HV {lS? U8j
CȽy @ H¸! ZzjmHi7} w ChTB # e, uI | ~ w ~ | ~
Нарезание резьбы на токарном станке — производственные процессы 4-5
После завершения этого раздела вы сможете:
• Определить глубину подачи.
• Опишите, как нарезать правильную нить.
• Объясните, как рассчитать шаг, глубину и малый диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быструю коробку передач.
• Опишите, как правильно установить составной упор.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для комбинированной и поперечной подачи на обоих дисках.
• Опишите операцию нарезания резьбы.
• Опишите расширение.
• Опишите, как заточить инструментальную коронку.
Нарезание резьбы на токарном станке — это процесс, при котором на заготовке образуется винтовой гребень равномерного сечения. Это выполняется путем выполнения последовательных резов с помощью насадки для нарезания резьбы той же формы, что и требуемая форма резьбы.
Практическое задание:
1. Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, повернутый к наружному диаметру протектора.
2. С помощью отрезного инструмента или специального шлифованного инструмента сделайте поднутрение протектора, равное его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированных потоков:
d = P x 0,750
Где d = одинарная глубина
P = Шаг
n = Количество витков на дюйм (TPI)
Глубина подачи = 0,75 / n
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела надлежащие размеры.Следующие ниже диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример: Рассчитайте шаг, глубину, малый диаметр и ширину фаски для резьбы NC-10.
P = 1 / n = 1/10 = 0,100 дюйма
Глубина = 0,7500 x шаг = 0,7500 x 0,100 = 0,0750 дюйма
Малый диаметр = Большой диаметр — (D + D) = 0,750 — (0,075 + 0,075) = 0,600 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) =. 0125 дюйм
0125 дюйм
Порядок нарезания резьбы:
1. Установите скорость примерно на четверть скорости вращения.
2. Установите быстродействующий редуктор на требуемый шаг резьбы. (Число ниток на дюйм)
Рисунок 1. Схема резьбы и подачи
Рисунок 2. Настройка коробки передач
3. Установите составной упор на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы на 60 градусов и установите высоту по центру токарного станка.
Рис. 4. Инструмент для нарезания резьбы под 60 градусов
5. Установите насадку под прямым углом к работе с помощью резьбового калибра.
Рис. 5. Использование центровочного калибра для позиционирования инструмента для обработки резьбы
6. Используя компоновочный раствор, нанесите покрытие на участок, на который будет нарезана резьба.
Рисунок 6. Схема
7. Переместите резьбонарезной инструмент к детали, используя смесь и поперечную подачу. Установите микрометр на ноль на обоих дисках.
Рисунок 7. Составной рисунок 8.Поперечная подача
8. Переместите поперечную подачу на задний инструмент от заготовки, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рис. 9. Конец детали и поперечная подача до нуля
9. Используя только составной микрометр, введите от 0,001 до 0,002 дюйма.
Рисунок 10: Комбинированный корм, 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения / выключения и полугайка
11. Сделайте царапину на детали без смазочно-охлаждающей жидкости.Освободите половину гайки в конце пропила, остановите токарный станок и вытащите инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рисунок 12. Исходное положение
12. С помощью измерителя шага винта или линейки проверьте шаг резьбы. (Число ниток на дюйм)
Рисунок 13. Измеритель шага винта Рисунок 14. Измеритель шага винта (10)
Измеритель шага винта Рисунок 14. Измеритель шага винта (10)
13. Залейте смесь от 0,005 до 0,020 дюйма для первого прохода, используя смазочно-охлаждающую жидкость. Когда вы приблизитесь к окончательному размеру, уменьшите глубину реза до.От 001 до 0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от чистовой глубины.
Рисунок 15. Операция нарезания резьбы
15. Проверьте размер с помощью микрометра для винтовой резьбы, калибратора или трехпроводной системы.
Рисунок 16. Трехпроводное измерение
16. Снимите фаску с конца резьбы, чтобы защитить его от повреждений.
Разверткииспользуются для быстрой и точной обработки просверленных отверстий или отверстий до отверстия заданного размера, а также для получения хорошего качества поверхности.Развертка может выполняться после того, как отверстие было просверлено или просверлено до конечного размера в пределах 0,005-0,015 дюйма, поскольку развертка не предназначена для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развертка поддерживается задней бабкой.
Скорость токарного станка для машинного развёртывания должна быть примерно 1/2 скорости, используемой для сверления.
Развертка ручной разверткой
Отверстие, которое нужно развернуть вручную, должно быть в пределах 0.005 дюймов требуемого готового размера.
Заготовка устанавливается на шпиндель передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки. Ручная развертка установлена в разводной ключ для развертки и поддерживается центром задней бабки. Когда ключ вращается вручную, ручная развертка вводится в отверстие одновременно с поворотом маховика задней бабки. Для развёртывания используйте большое количество смазочно-охлаждающей жидкости.
Развертка машинной разверткой
Отверстие, которое будет рассверливаться машинной разверткой, должно быть просверлено или просверлено с точностью до 0. 010 дюймов готового размера, так что машинной развертке останется только удалить следы от фрезерной насадки. Для развёртывания используйте большое количество смазочно-охлаждающей жидкости.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая руку за набор шлифовальных инструментов.
2. Держите насадку под правильным углом, чтобы отшлифовать угол режущей кромки. Одновременно наклоните нижнюю часть насадки к диску и отшлифуйте боковой зазор или угол зазора 10 градусов на режущей кромке.Режущая кромка должна быть около 0,5 дюйма в длину и примерно на ширины насадки.
3. При шлифовании насадки перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает нарезание канавок на круге.
4. Во время шлифования долото необходимо часто охлаждать, погружая в воду. Никогда не перегревайте инструмент.
5. Отшлифуйте концевой режущий угол так, чтобы он образовывал угол чуть менее 90 градусов с боковой режущей кромкой.Держите инструмент так, чтобы угол режущей кромки и угол заделки конца 15 градусов одновременно шлифовали.
6. Проверьте величину концевого зазора, когда насадка находится в держателе инструмента.
7. Удерживая верхнюю часть насадки под углом примерно 45 градусов к оси круга, отшлифуйте боковые грабли примерно на 14 градусов.
8. Отшлифуйте острие режущего инструмента с небольшим радиусом, соблюдая одинаковый передний и боковой угол зазора.
Шлифование передней стороны Шлифование стороны Радиус шлифования
Токарные резцы обычно изготавливаются из четырех материалов:
1.Быстрорежущая сталь
2. Литые сплавы
3. Карбиды цементированные
4. Керамика
Каждый из этих материалов обладает разными свойствами, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки токарные должны обладать следующими свойствами.
1. Они должны быть жесткими.
Они должны быть жесткими.
2. Они должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие во время резки.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарном станке, обычно представляют собой однонаправленные режущие инструменты, хотя форма инструмента изменяется для различных применений. Такая же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
2. Режущая кромка: передняя кромка резца, выполняющая резку.
3.Лицевая сторона: поверхность, на которую опирается стружка при отделении от заготовки.
4. Боковая поверхность: поверхность инструмента, которая находится рядом с режущей кромкой и ниже ее.
5. Носик: острие режущего инструмента образовано стыком режущей кромки и передней поверхности.
6. Радиус носа: радиус, до которого отшлифован носик. Размер радиуса влияет на отделку. Для черновой резки использовался радиус при вершине 1/16 дюйма. Для чистовой обработки используется радиус при вершине от 1/16 до ⅛ дюйма.
7. Острие: конец инструмента, заточенный для резки.
8. Хвостовик: корпус насадки или деталь, удерживаемая в держателе инструмента.
9. Углы и зазоры для насадок токарного станка
Правильная работа насадки зависит от зазора и передних углов, которые необходимо отшлифовать от насадки. Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента.Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол больше 30 градусов, инструмент будет дребезжать.
• Угол торцевой режущей кромки. Угол, образованный торцевой режущей кромкой и линией, расположенной под прямым углом к средней линии резца. Этот угол может составлять от 5 до 30 градусов в зависимости от типа резки и желаемой отделки. Для черновой обработки используется угол от 5 до 15 градусов, а для токарных инструментов общего назначения — от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собачкой или патроном или при повороте к плечу.
Этот угол может составлять от 5 до 30 градусов в зависимости от типа резки и желаемой отделки. Для черновой обработки используется угол от 5 до 15 градусов, а для токарных инструментов общего назначения — от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собачкой или патроном или при повороте к плечу.
• Угол бокового снятия защиты (зазора): угол, отшлифованный на боковой поверхности инструмента ниже режущей кромки. Этот угол может составлять от 6 до 10 градусов. Боковой зазор на насадке для инструмента позволяет режущему инструменту продвигаться по длине во вращающуюся деталь и предотвращает трение боковой поверхности о заготовку.
• Угол концевого снятия (зазора): угол, отшлифованный под вершиной резца, который позволяет подавать режущий инструмент в работу. Этот угол может составлять от 10 до 15 градусов для резки общего назначения.Этот угол необходимо измерить, когда насадка для инструмента удерживается в держателе инструмента. Угол заделки концов зависит от твердости, типа материала и типа разреза. У более твердых материалов угол заделки кромок меньше, чтобы обеспечить опору под режущую кромку.
• Боковой передний угол: угол, под которым поверхность шлифуется от режущей кромки. Для насадок общего назначения этот угол может составлять 14 градусов. Боковые грабли центрируют более острую режущую кромку и позволяют стружке быстро стекать.Для более мягких материалов обычно увеличивают боковой передний угол.
• Задняя (верхняя) грабли: обратный наклон режущей кромки инструмента от носка. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний борт позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика-20?
2. На какой угол нужно повернуть компаунд для унифицированной резьбы?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4.Какова глубина резьбы винта UNF ½-20?
5.