Полипропиленовые трубы время нагрева: Сварка полипропиленовых труб своими руками: инструкция
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
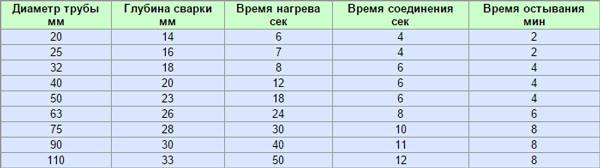
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.

- Трихлорэтан.
- Этиловый или Изопропиловый спирт.

Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
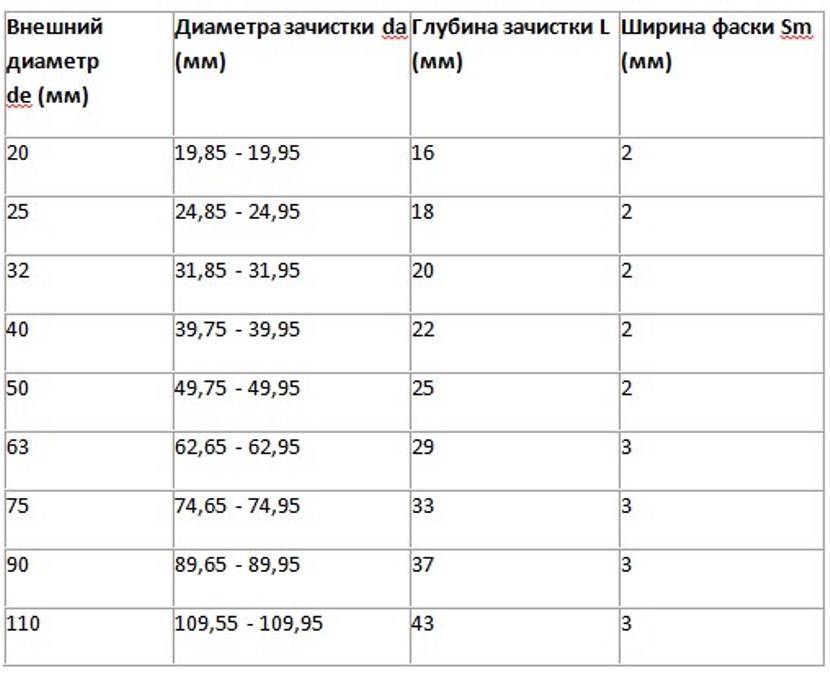
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.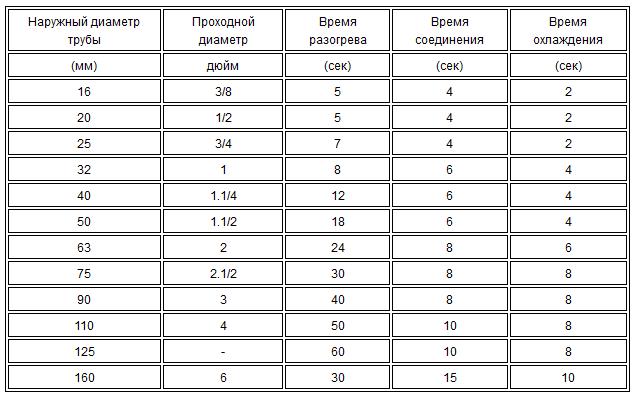
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями.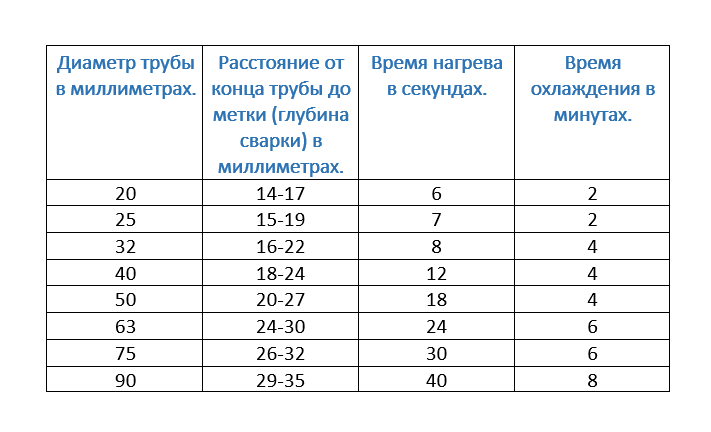
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
Инструкция для аппарата стыковой сварки пластиковых труб с механическим приводом AL160 (AK160).
АППАРАТ ДЛЯ СТЫКОВОЙ СВАРКИ ИНСТРУКЦИЯМодель AL160 (40-160 мм) ручной механический привод
СОДЕРЖАНИЕ1 – ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 — Назначение
1.2 – Область применения
1.3 — Тип
2 – ОСНАЩЕНИЕ МАШИНЫ
2. 1 — Центратор
1 — Центратор
2.2 – Торцеватель (триммер)
2.3 – Нагреватель
2.4 — Панель управления
2.5 — Вкладыши
3 – ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ.
4 – ПАРАМЕТРЫ ДАВЛЕНИЯ И ВРЕМЕНИ
5 – МЕРЫ ПРЕДОСТОРОЖНОСТИ
ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 — НАЗНАЧЕНИЕ
Сварка встык ПЭ (PE), ПП (PP) и ПВДФ (PVDF ) труб и фитингов для размеров
Модель AL160 (40-50-63-75-90-110-125-140-160мм)
1.2 – СФЕРА ПРИМЕНЕНИЯ
Все типы труб и фитингов выполненные из ПЭ, ПП и ПВДФ применяются при транспортировке питьевой воды, стоков, и т.д.
1.3 – ТИП
Аппарат AL160 предназначен для ручной сварки. Напряжение эксплуатации прибора 220В (однофазная сеть).
2 – ОСНАЩЕНИЕ
|
NO. |
ОСНОВНЫЕ ДЕТАЛИ |
|
1 |
ЦЕНТРАТОР |
|
2 |
ТОРЦЕВАТЕЛЬ (ТРИММЕР) |
|
3 |
НАГРЕВАТЕЛЬ |
|
4 |
ПАНЕЛЬ УПРАВЛЕНИЯ |
|
5 |
ВКЛАДЫШИ |
2. 1 – Центратор
1 – Центратор
Центрация труб производится при помощи двух подвижных и двух не подвижных зажимов закреплённых на направляющих.
|
NO. |
ОСНОВНЫЕ ДЕТАЛИ ЦЕНТРАТОРА |
|
1 |
ПЛАТФОРМА |
|
2 |
НАПРАВЛЯЮЩИЕ |
|
3 |
НЕПОДВИЖНЫЕ ЗАЖИМЫ |
|
4 |
ГРУППА ПОДВИЖНЫХ ЗАЖИМОВ |
|
5 |
ВЕРХНИЙ ЗАЖИМ |
|
6 |
СОЕДИНИТЕЛЬНЫЙ ШТИФТ ДЛЯ ЗАЖИМОВ |
|
7 |
СОЕДИНИТЕЛЬНЫЙ БОЛТ ДЛЯ ЗАЖИМОВ |
|
8 |
АЛЮМИНИЕВЫЕ ЗАЖИМЫ |
|
9 |
РУКОЯТКА |
|
10 |
ДИАГРАММА ДАВЛЕНИЯ |
2. 2 – Торцеватель (триммер)
2 – Торцеватель (триммер)
Торцевателем (триммером) является инструмент с лезвиями на обеих сторонах, служащий для очищения и выравнивания обоих концов трубы перед началом сварки.
|
NO. |
ДЕТАЛИ ТОРЦЕВАТЕЛЯ (ТРИММЕРА) |
|
1 |
ВРАЩАЮЩИЕСЯ ЗАЖИМЫ |
|
2 |
ЛЕЗВИЯ |
|
3 |
РУКОЯТКА |
|
4 |
ДВИГАТЕЛЬ (220В – 810Вт) |
|
5 |
ЭЛЕКТРОПРОВОД |
2.3 – Нагреватель
Концы труб нагреваются при помощи нагревательного элемента перед сваркой. Настройка нагревателя осуществляется при помощи термостата на пластинах.
Настройка нагревателя осуществляется при помощи термостата на пластинах.
220В – 1000Вт СОПРОТИВЛЕНИЕ
|
NO |
ДЕТАЛИ НАГРЕВАТЕЛЯ |
|
1 |
ПЛАСТИНА |
|
2 |
ТЕРМОСТАТ С УСТАНОВКОЙ ТЕМПЕРАТУРЫ |
|
3 |
РУКОЯТКА |
2.4 –Панель управления
Панель управления обеспечивает давлением, необходимое для работы нагревателя и торцевателя (триммера).
|
NO |
БЛОК УПРАВЛЕНИЯ ПИТАНИЕМ |
|
1 |
РОЗЕТКА ТОРЦЕВАТЕЛЯ |
|
2 |
РОЗЕТКА НАГРЕВАТЕЛЯ |
|
3 |
ON/OFF ВЫКЛЮЧАТЕЛЬ |
3. ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ
ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ
Шаг №1- Подключите ПАНЕЛЬ УПРАВЛЕНИЯ к сети переменного тока 220В, затем НАГРЕВАТЕЛЬ к соответствующей розетке на панели управления.
Шаг №2- Дождитесь нагрева зеркала НАГРЕВАТЕЛЯ до температуры 220 C˚.
Шаг №3- Закрепите зажимы на ЦЕНТРАТОРЕ и вставите трубы.
Шаг №4- Установите ТОРЦЕВАТЕЛЬ в ЦЕНТРАТОРЕ, закрепите блокировочным штырём.
Шаг №5- Вставьте штепсель ТОРЦЕВАТЕЛЯ в соответствующую розетку, расположенную на ПАНЕЛИ УПРАВЛЕНИЯ.
Шаг №6- Включите ТОРЦЕВАТЕЛЬ и подведите группу зажимов с трубами к торцевателю, вращая рукоять ЦЕНТРАТОРА по часовой стрелке. Торцевание необходимо производить до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы. По окончании снимите ТОРЦЕВАТЕЛЬ с машины и положите в защитный кожух.
Шаг №7- Убедитесь, что температура НАГРЕВАТЕЛЯ достигла 220 C˚.
Шаг №8- Проверьте работу машины, приводя в движение зажимы рукояткой. Перемещайте зажимы вперед-назад, по направляющим ЦЕНТРАТОРА пока не убедитесь, что зажимы перемещаются плавно без заеданий.
Шаг №9- Найдите значение необходимого ДАВЛЕНИЯ СВАРКИ (P1=P5) в таблице (раздел 4 инструкции), в соответствии с диаметром трубы, материалом и показателем PN или SDR.
Шаг №10- Убедитесь, что температура НАГРЕВАТЕЛЯ достигла 220 C˚.
Шаг №11- Поместите нагреватель между обработанными торцами труб и соедините трубы, вращая рукоятку, установив величину давления P1 соответствии с выбранными по таблице параметрами. После образования симметричного буртика (время t1), ослабьте давление до ноля и продолжайте подогрев до истечения необходимого времени (t2).
Шаг №12- По истечении времени нагрева снимите НАГРЕВАТЕЛЬ и соедините трубы вместе, применив давление P5, выбранное по таблице. ВНИМАНИЕ! Время удаления нагревателя из зоны сварки ( t 3) ОГРАНИЧЕННО технологией сварки. Необходимо завершить удаление нагревателя за время указанное в таблице.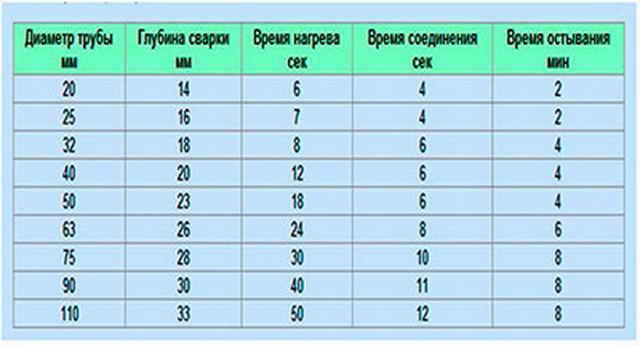
Шаг №13- Оставьте сваренные трубы в машине под воздействием давления на необходимое время охлаждения t5.
4 – ПАРАМЕТРЫ ВРЕМЕНИ И ДАВЛЕНИЯ
t1: Время оплавления стыка до образования грата (симметричного буртика)
t2: Время нагрева без давления
t3: Время удаления нагревателя из зоны сварки
t4: Время увеличивающегося давления (давление сварки)
t5: Время необходимое для охлаждения
P1: Давление оплавления торцов до образования симметричного буртика
P2: Давление необходимое для продолжения нагрева торцов трубы (близко в нулю)
P5: Время необходимое для охлаждения стыка
|
PE 100 PN 4 (SDR 41) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
63 |
1,8 |
6 |
0,5 |
20 |
4 |
4 |
6 |
2 |
|
|
75 |
1,9 |
7 |
0,5 |
20 |
4 |
4 |
7 |
2 |
|
|
90 |
2,2 |
10 |
0,5 |
22 |
4 |
4 |
10 |
2 |
|
|
110 |
2,7 |
14 |
0,5 |
27 |
4 |
4 |
14 |
3 |
|
|
125 |
3,1 |
18 |
0,5 |
31 |
4 |
4 |
18 |
4 |
|
|
140 |
3,5 |
23 |
0,5 |
35 |
5 |
5 |
23 |
4 |
|
|
160 |
4,0 |
30 |
0,5 |
40 |
5 |
5 |
30 |
5 |
|
|
PE 100 PN 5 (SDR 33) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
|
|
|
|
|
|
|
|
|
|
50 |
1,8 |
5 |
0,5 |
20 |
4 |
4 |
5 |
2 |
|
|
63 |
2,0 |
6 |
0,5 |
20 |
4 |
4 |
6 |
2 |
|
|
75 |
2,3 |
8 |
0,5 |
23 |
4 |
4 |
8 |
2 |
|
|
90 |
2,8 |
12 |
0,5 |
28 |
4 |
4 |
12 |
3 |
|
|
110 |
3,4 |
18 |
0,5 |
34 |
5 |
5 |
18 |
4 |
|
|
125 |
3,9 |
23 |
0,5 |
39 |
5 |
5 |
23 |
5 |
|
|
140 |
4,3 |
28 |
0,5 |
43 |
5 |
5 |
28 |
6 |
|
|
160 |
4,9 |
36 |
1 |
49 |
5 |
5 |
36 |
7 |
|
|
PE 100 PN 6 (SDR 26) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
1,8 |
4 |
0,5 |
20 |
4 |
4 |
4 |
2 |
|
|
50 |
2,0 |
5 |
0,5 |
20 |
4 |
4 |
5 |
2 |
|
|
63 |
2,5 |
8 |
0,5 |
25 |
4 |
4 |
8 |
3 |
|
|
75 |
2,9 |
10 |
0,5 |
29 |
4 |
4 |
10 |
3 |
|
|
90 |
3,5 |
15 |
0,5 |
35 |
5 |
5 |
15 |
4 |
|
|
110 |
4,2 |
21 |
0,5 |
42 |
5 |
5 |
21 |
6 |
|
|
125 |
4,8 |
28 |
1 |
48 |
5 |
5 |
28 |
6 |
|
|
140 |
5,4 |
35 |
1 |
54 |
5 |
5 |
35 |
7 |
|
|
160 |
6,2 |
45 |
1 |
62 |
6 |
6 |
45 |
9 |
|
|
PE 100 PN 8 (SDR 21) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
2,3 |
5 |
0,5 |
23 |
4 |
4 |
5 |
2 |
|
|
50 |
2,9 |
7 |
0,5 |
29 |
4 |
4 |
7 |
3 |
|
|
63 |
3,6 |
11 |
0,5 |
36 |
5 |
5 |
11 |
5 |
|
|
75 |
4,3 |
15 |
0,5 |
43 |
5 |
5 |
15 |
6 |
|
|
90 |
5,1 |
21 |
1 |
51 |
5 |
5 |
21 |
7 |
|
|
110 |
6,3 |
31 |
1 |
63 |
6 |
6 |
31 |
9 |
|
|
125 |
7,1 |
40 |
1,5 |
71 |
6 |
6 |
40 |
10 |
|
|
140 |
8,0 |
50 |
1,5 |
80 |
6 |
6 |
50 |
11 |
|
|
160 |
9,1 |
65 |
1,5 |
91 |
7 |
7 |
65 |
13 |
|
|
PE 100 PN 10 (SDR 17) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
2,4 |
5 |
0,5 |
24 |
4 |
4 |
5 |
3 |
|
|
50 |
3,0 |
7 |
0,5 |
30 |
4 |
4 |
7 |
4 |
|
|
63 |
3,8 |
11 |
0,5 |
38 |
5 |
5 |
11 |
5 |
|
|
75 |
4,5 |
15 |
1 |
45 |
5 |
5 |
15 |
6 |
|
|
90 |
5,4 |
22 |
1 |
54 |
5 |
5 |
22 |
7 |
|
|
110 |
6,6 |
33 |
1 |
66 |
6 |
6 |
33 |
9 |
|
|
125 |
7,4 |
42 |
1,5 |
74 |
6 |
6 |
42 |
10 |
|
|
140 |
8,3 |
52 |
1,5 |
83 |
7 |
7 |
52 |
12 |
|
|
160 |
9,5 |
68 |
1,5 |
95 |
7 |
7 |
68 |
13 |
|
|
PE 100 PN 16 (SDR11) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
3,7 |
7 |
0,5 |
37 |
5 |
5 |
7 |
5 |
|
|
50 |
4,6 |
10 |
1 |
46 |
5 |
5 |
10 |
6 |
|
|
63 |
5,8 |
16 |
1 |
58 |
6 |
6 |
16 |
8 |
|
|
75 |
6,8 |
22 |
1 |
68 |
6 |
6 |
22 |
10 |
|
|
90 |
8,2 |
32 |
1,5 |
82 |
6 |
6 |
32 |
11 |
|
|
110 |
10,0 |
48 |
1,5 |
100 |
7 |
7 |
48 |
14 |
|
|
125 |
11,4 |
62 |
1,5 |
114 |
8 |
8 |
62 |
15 |
|
|
140 |
12,7 |
77 |
2 |
127 |
8 |
8 |
77 |
17 |
|
|
160 |
14,6 |
101 |
2 |
147 |
9 |
9 |
101 |
19 |
|
|
PE 100 PN 12,5 (SDR 13,6) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
5,5 |
9 |
1 |
55 |
5 |
5 |
9 |
8 |
|
|
50 |
5,6 |
12 |
1 |
56 |
5 |
5 |
12 |
8 |
|
|
63 |
8,6 |
23 |
1,5 |
86 |
7 |
7 |
23 |
12 |
|
|
75 |
10,3 |
32 |
1,5 |
103 |
7 |
7 |
32 |
14 |
|
|
90 |
12,3 |
46 |
2 |
123 |
8 |
8 |
46 |
16 |
|
|
110 |
15,1 |
68 |
2 |
151 |
3 |
9 |
68 |
20 |
|
|
125 |
17,1 |
87 |
2,0 |
171 |
9 |
10 |
87 |
22 |
|
|
140 |
19,2 |
110 |
2,5 |
192 |
10 |
11 |
110 |
24 |
|
|
160 |
21,9 |
143 |
2,5 |
219 |
11 |
12 |
143 |
27 |
|




Визуальная диагностика возможных ошибок при проведении процедуры сварки
5 – МЕРЫ ПРЕДОСТОРОЖНОСТИ.
- Использовать аппарат должны только опытные специалисты.
- Во время эксплуатации, аппарат должен находиться на горизонтальной плоскости.
- Перед использованием проверьте электрический кабель и соединения.
- Не трогайте нагреватель после достижения рабочей температуры, при переносе используйте рукоятку.
- Проверяйте уровень подогрева только при помощи термостата.
- Закрепите торцеватель на станине перед использованием.
- Не переносите торцеватель во время работы.
- Не трогайте лезвия торцевателя во время работы.
- После обработки торцевателем, удалите розетку(выключите из розетки) и положите в защитный кожух.
инструкция по сварке полипропилена ПП встык
ТРУБЫ ДЛЯ АГРЕССИВНЫХ СРЕД:
Смотрите также: инструкция по сварке труб из полипропилена враструб
Сварка труб и/или фитингов из полипропилена ПП встык с применением нагревательных элементов должна выполняться надлежащим образом, с соблюдением следующих этапов цикла сварки:
t1 – присоединение и предварительное нагревание;
t2 – нагревание;
t3 – удаление нагревательного элемента;
t4 – установка температуры сварки;
t5 – сварка;
давление.
Сверху – время.
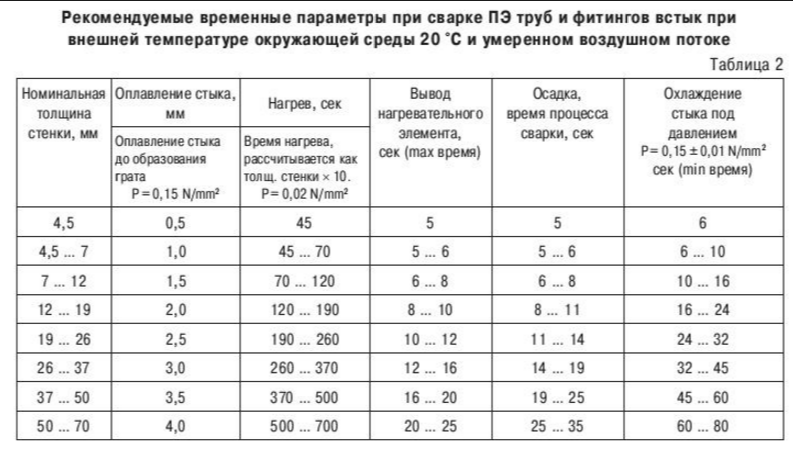
| Таблица 2. Параметры стыковой сварки для ПП труб (в соответствии с DVS 2207, часть 11 | |||||
| Толщина стенки (мм) | Высота присоединения хвостовика (мм) | Время предварительного нагрева (сек) | Макс. время удаления теплового элемента (сек) | Установка давления сварки (сек) | Продолжительность сварки (сек) |
| …-4,5 | 0,5 | …-135 | 5 | 6 | 6 |
| 4,5-7 | 0,5 | 135-175 | 5-6 | 6-7 | 6-12 |
| 7,0-12 | 1,0 | 175-245 | 6-7 | 7-11 | 12-20 |
| 12 — 19 | 1,0 | 245-330 | 7-9 | 11-17 | 20-30 |
| 19 — 26 | 1,5 | 330-400 | 9-11 | 17-22 | 30-40 |
| 26-37 | 2 | 400-485 | 11-14 | 22-32 | 40-55 |
| 37-50 | 2,5 | 485-560 | 14-17 | 32-43 | 55-70 |
Инструкции по сварке полипропилена
1. Присоединение и предварительное нагревание ПП труб
Присоединение и предварительное нагревание ПП труб
На данном этапе свариваемые торцы присоединяются к тепловому элементу под давлением, равным р1+ pt, и удерживаются в таком положении до образования ровной внутренней и внешней кромки. Значение давления р1 должно быть настолько высоким, чтобы свариваемые поверхности, соприкасающиеся с термоэлементом, находились под давлением, равным 0,1 Н/мм2. Для получения таких условий значение давления р1 следует устанавливать в соответствии с таблицами, предоставляемыми производителем сварочного оборудования, так как оно зависит, помимо диаметра и толщины свариваемых компонентов, от сечения толкающего цилиндра в цепи управления сварочного устройства и может изменяться в зависимости от модели применяемого аппарата для сварки полипропиленовых труб.
Условное обозначение pt показывает давление тяги, необходимое для преодоления трения, создаваемого сварочным аппаратом и весом трубы, которая закреплена на подвижной направляющей. Такое давление мешает свободному перемещению самой направляющей. Данное значение измеряется непосредственно манометром, поставляемым вместе с устройством, которое передвигает направляющую. Оно не должно быть выше значения давления р1. В случае превышения следует прибегать к использованию подвижных кареток или качающихся подвесок для облегчения перемещения трубы.
Такое давление мешает свободному перемещению самой направляющей. Данное значение измеряется непосредственно манометром, поставляемым вместе с устройством, которое передвигает направляющую. Оно не должно быть выше значения давления р1. В случае превышения следует прибегать к использованию подвижных кареток или качающихся подвесок для облегчения перемещения трубы.
2. Нагрев: После образования кромки следует понизить давление (10% значения присоединения и предварительного нагрева), что позволит материалу прогреться равномерно на всю толщину.
3. Удаление нагревательного элемента: Данная операция должна быть выполнена за максимально короткое время. Она включает отдаление свариваемых краев от нагревательного элемента, удаление элемента без повреждения размягченных поверхностей и немедленное соединение свариваемых торцов. Быстрое выполнение перечисленных действий позволит избежать чрезмерного охлаждения краев (температура поверхности понижается на 17°С за три секунды).
Установка давления сварки: При соединении торцов ПП труб давление постепенно увеличивается до значения (р5+pt, где р5 = p1, а pt — это давление тяги.
Сварка: Давление сварки необходимо поддерживать в течение времени t5.
Охлаждение: После завершения сварки контактное давление снимается, а соединение может удаляться из сварочного аппарата. Ни в коем случае не следует использовать механическую нагрузку до полного остывания соединения. Время охлаждения должно быть не меньше времени сварки t5.
Проверка качества сварного соединения ПП труб
Для проверки качества сварного соединения труб и фитингов из полипропилена можно использовать разрушающий и неразрушающий контроль. Для выполнения последнего требуется наличие специального оборудования. Тем не менее, существует возможность проверки прочности соединения без использования таких инструментов, то есть визуально.
Визуальный контроль включает следующие аспекты:
- Сварной шов должен быть ровным по всей окружности соединения;
- Насечка в центре шва должна быть выше внешнего диаметра сварных элементов;
- На внешней поверхности шва должны отсутствовать следы пористости, пыли или других загрязнений;
- Отсутствие видимого разрушения;
- Отсутствие на поверхности сварного шва чрезмерного блеска, который может свидетельствовать о перегреве;
- Смещение оси сварных элементов не должно превышать 10% толщины.

| Таблица 3. Основные дефекты, которые обнаруживаются при визуальном контроле качества сварки полипропилена |
|
| Дефекты | Возможные причины |
| Неравномерный шов | Ненадлежащая подготовка свариваемых окончаний, а также неравномерное теплораспределение |
| Слишком маленький шов | Неправильная настройка параметров сварки (температуры, давления, времени сварки) |
| Слишком глубокая насечка в центре шва | Недостаточные значения давления или температуры |
| Вкрапления на поверхности шва | Недостаточная очистка свариваемых окончаний |
| Пористость шва | Слишком высокая влажность окружающей среды при выполнении сварки |
| Чрезмерный блеск поверхности шва | Перегрев во время сварки труб |
| Смещение оси превышает 10% толщины стенок трубы и фитинга | Ненадлежащая центровка или слишком большая овальность труб |
Сварка полипропиленовых труб
Рубрики:СтатьиОперацию по сварке труб начинается с их обрезки. Они должны пересекаться перпендикулярно к оси с помощью соответствующих инструментов – ножниц или пил, предназначенных для резки полипропилена. О подготовке к сварке можно узнать в предыдущей статье.
Они должны пересекаться перпендикулярно к оси с помощью соответствующих инструментов – ножниц или пил, предназначенных для резки полипропилена. О подготовке к сварке можно узнать в предыдущей статье.
- Отмечаем, на конце трубы, при помощи прилагаемого шаблона и карандаша глубину шва. Слишком маленькая глубина сварки может привести к ослаблению соединения, слишком глубокая, к ее возможному засорению в будущем.
- Отметить на трубе расположение элементов.
- Необходимо по всей поверхности сварки, удалить слой алюминия, каждый раз проверяя, нет ли на поверхности его остатков.
- Используйте только оригинальные приборы или резцы. Тупые лезвия должны быть заменены. После следует выполнить пробную обработку, чтобы проверить правильность установки нового ножа.
- Конец трубы вставьте в отверстие инструмента для резания. Глубина отреза определяет глубину сварки. Так что вы должны пропустить маркировку, описанную в пункте 2.
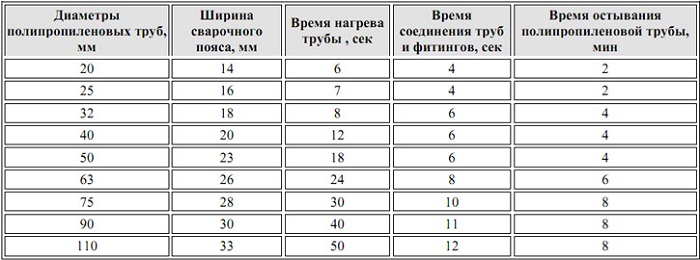
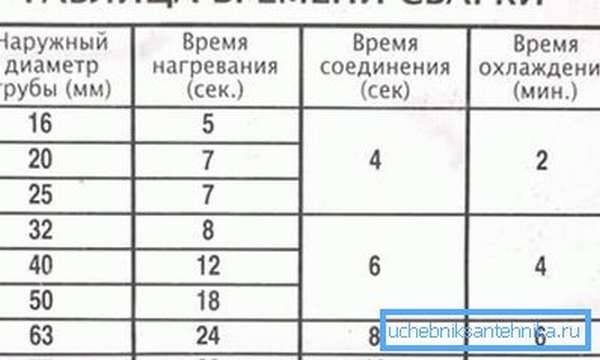
- Глубина сварки, время нагрева, время соединения и время охлаждения определяет вышеупомянутая таблица.
Она касается ПП труб PN20 (SDR 6 SDR 7,4 и SDR 11). Время нагрева при температуре воздуха ниже + 5°C должно быть увеличено на 50%. - Конец трубы проскальзывает без вращения втулки до отмеченной глубины сварки и при этом следует одновременно насадить фитинг, без поворота, до упора на шток полипропиленовой трубы.

СОВЕТ
Чтобы уменьшить усилия при нагревании элементов больших размеров, рекомендуется медленно вводить трубу и фитинг в нагревательные накладки несколькими поступательными движениями.
Полипропиленовые изделия диаметром 50 – 125 мм паяются между собой в основном с использованием ручного сварочного аппарата. В случае использования стационарной сварочной машины, следует соблюдать отдельную инструкцию по эксплуатации.
ПРИМЕЧАНИЕ: Время нагрева начинается лишь тогда, когда фитинг войдет на отмеченную глубину полипропиленовой трубы.
Сварка полипропиленовых труб: правила и типичные ошибки
Одним из основных преимуществ полипропиленовых труб специалисты называют возможность легкой сварки и монтажа. Можно собственноручно собрать, модернизировать и отремонтировать трубопровод.
Можно собственноручно собрать, модернизировать и отремонтировать трубопровод.
Трубы из полипропилена собираются методом пайки. При нагреве полипропилен становится эластичным, мягким, что позволяет соединять его.
Существует два основных способа стыковки спаиваемых деталей:
• Муфтами;
• Напрямую.
Давайте разберем подробнее каждый из них.
Сварка с помощью муфт
При стыковке деталей при помощи муфт часть расплавляется части трубы по внешней окружности и части муфты — по внутренней. После этого трубы плотно стыкуются. При застывании пластика образуется надежное соединение.
Результат спайки муфтойСварка напрямую
Технология прямой сварки предполагает точную обработку стыков деталей и установку их строго в соответствии осей. Торцы деталей нагреваются и соединяются. Этот метод требует большего опыта и подготовки, нежели муфтовый.
Кроме того, существует способ «холодной» сварки -когда размягчение полипропилена происходит за счет химических реакций.
Оборудование для сварки полипропиленовых труб
Любой из способов горячей сварки требует наличия специального оборудования. Основной прибор— это утюг для сварки. Он состоит из нагревательного элемента и сменных насадок, устанавливаемых на него.
Для стыковой (прямой) сварки используются более сложные утюги, которые включают в себя системы центровки деталей.
Кроме того, потребуются труборез, угольник, рулетка, шейвер для труб и средство для обезжиривания поверхностей.
Процесс сварки труб
Выполняется подготовка к процессу: установка на утюг насадок необходимого размера, нагрев утюга (обычно используется температура 260 градусов), подготовка свариваемых деталей (обрезка, снятие фаски, обезжиривание).
Затем свариваемые детали (например, труба и муфта) одновременно насаживаются на болванки утюга (труба — внутрь, муфта — снаружи болванки).
И здесь мы подходим к очень важному моменту — времени нагрева. Если детали недогреть — они не сварятся должным образом; перегрев же грозит деформацией, что также приведет к некачественной сварке.
Если детали недогреть — они не сварятся должным образом; перегрев же грозит деформацией, что также приведет к некачественной сварке.
Воспользуйтесь таблицей оптимального времени сварки труб в зависимости от толщины стенки для достижения наилучшего результата:
После нагрева детали снимают с болванки и стыкуют. Стык должен произойти за указанное в таблице время. Допустимо производить в течении пары секунд корректировку осей, но ни в коем случае нельзя проворачивать детали относительно друг друга.
Нужно учитывать, что значения в таблице приведены для усредненных условий окружающей среды. Если работы производятся при отрицательной температуре — время нагрева увеличится.
Сварка труб, армированных алюминием
Самым важным моментом в сварке труб с армированием является снятие защитного материала в месте сварки. Также нужно учитывать, что алюминий, как теплоемкий материал, будет забирать часть тепла — потребуется дольший прогрев.
Обычно для зачистки таких труб используется шейвер.
Внутри шейвера содержатся ножи. Шейвер надевают на трубу и вращательными движениями счищают армирование до пластика.
В случае, когда слой алюминия находится в середине трубы, используют торцеватель.
Торцеватель для пластиковых трубТорцеватель отличается от шейвера расположением ножей. При его использовании торец трубы выравнивается, а также на глубину 2 мм вырезается армированный слой.
Распространенные ошибки при сварке полипропиленовых труб
Далеко не всегда получается сделать все идеально — необходимо учесть множество факторов, и только со временем мастер приобретает опыт, позволяющий производить сварочные работы безошибочно.
Но если заранее знать, какие ошибки наиболее типичны — можно избежать их повторения. Давайте рассмотрим их:
• Значительное смещение деталей относительно друг друга после схватывания полипропилена
Смещение деталей во время застывания всегда приводит к нарушению соединения.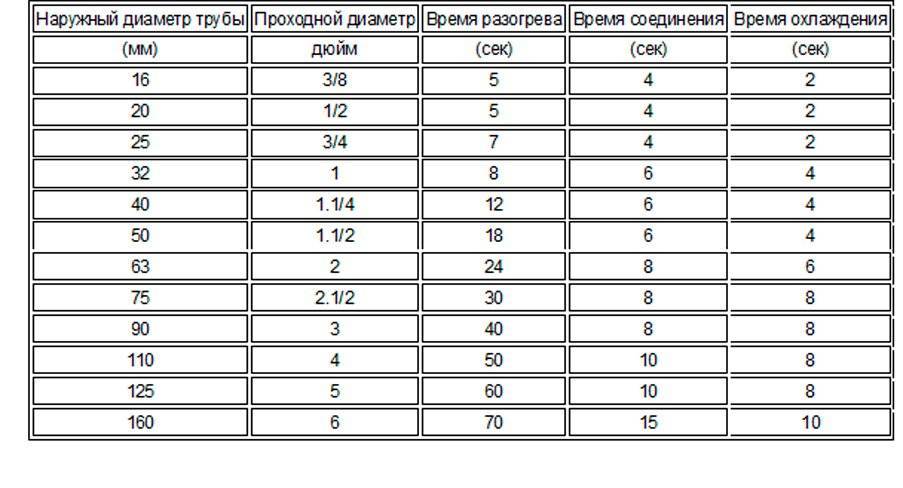 Образуются слабые места, в которых спайка практически отсутствует. Такое соединение не сможет прослужить долго.
Образуются слабые места, в которых спайка практически отсутствует. Такое соединение не сможет прослужить долго.
• Недогрев или перегрев свариваемых деталей
При недостаточном нагреве диффузия материала будет недостаточной, чтобы качественно «схватиться», что впоследствии может привести к разгерметизации и протечкам трубопровода в месте такой сварки. При перегреве деталь деформируется: зачастую труба внутри фитинга меняет свой диаметр, как следствие — частые засоры.
• Неровный срез стыкующихся поверхностей
При несоблюдении соосности торцов свариваемых деталей стык происходит в скошенной плоскости. Такая ошибка может стать заметна не сразу, а после монтирования нескольких метров после места такой сварки.
• Недостаточно тщательное снятие армирующего слоя
Армированный слой, который не был зачищен, забирает на себя часть тепла, которое передается трубе в месте стыка — как следствие, недогрев на этом участке и следующие за ним протечки.
• Недостаточно плотная посадка трубы в муфте (фитинге)
При совершении этой ошибки получается недостаточно плотная сварка, которая может подвести в самый неподходящий для этого момент.
• Отсутствие тщательной обработки (обезжиривания)
Обезжиривание — процедура, которой не следует пренебрегать! Загрязнения не позволят материалу схватиться в должной мере, что приведет, опять же, к протечкам. Свариваемые детали необходимо обрабатывать!
В Компании «Технология» Вы всегда сможете найти все необходимое для того, чтобы создать качественную и долговечную водопроводную систему! Ознакомьтесь с нашим ассортиментом полипропиленовых труб и комплектующих.
При какой температуре паять полипропиленовые трубы
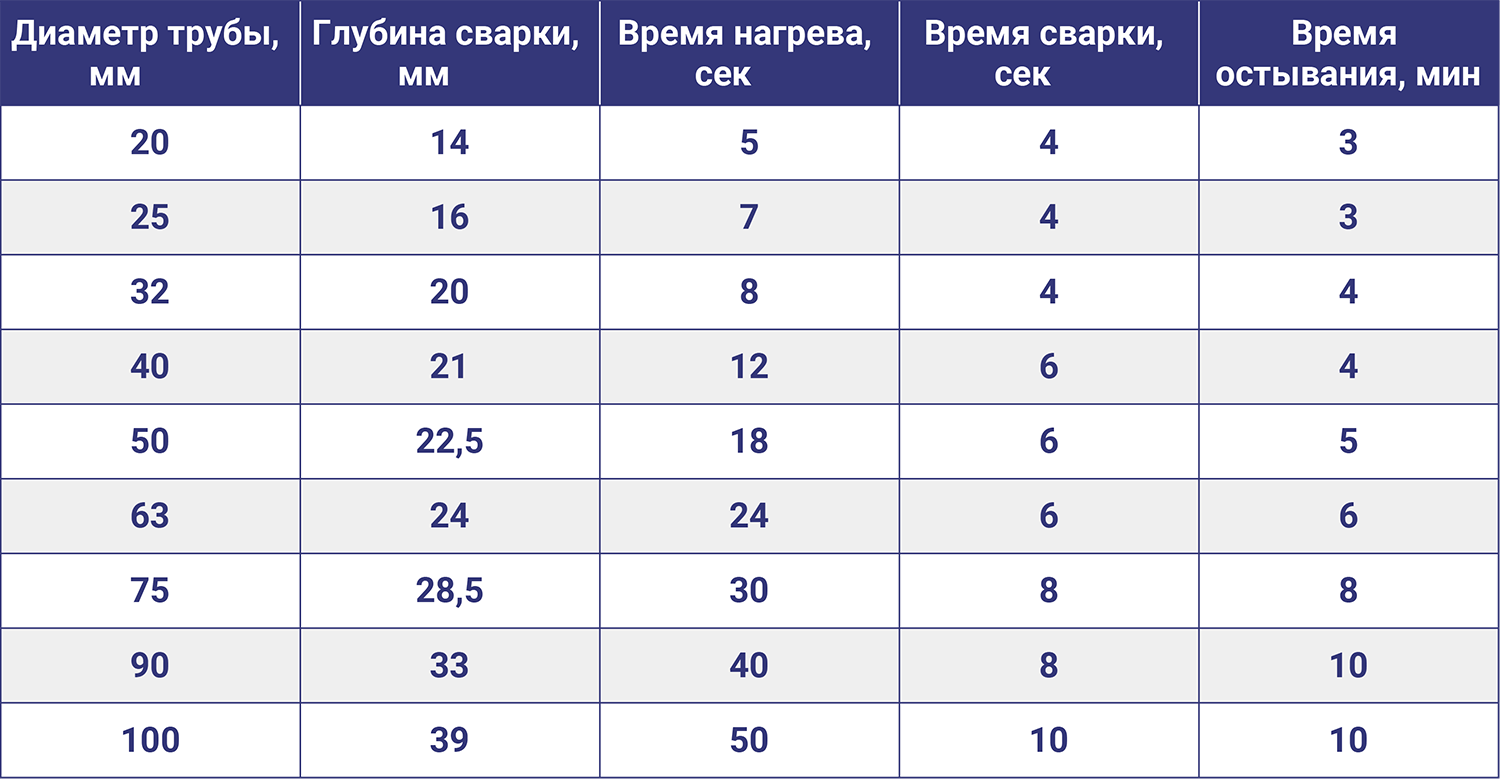
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков.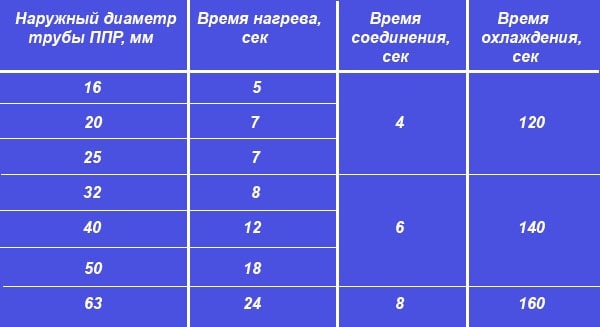 Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Неправильная пайка полипропиленовых трубВнимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.

Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.

Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Загрузка…
Поделиться:
Похожие записи:
|
19.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Учебные материалы |


 Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Страница не найдена — Aquatherm
Больница Burwood в Кентербери — это совершенно новое учреждение, в котором используются самые современные медицинские технологии для обеспечения наилучших результатов для всех пациентов, посещающих центр. Но, возможно, менее гламурно, но не менее важны для успешной работы больницы Burwood ее водопроводные и сеточные системы — и они столь же передовые, как и оборудование, которым оснащены театры. Система трубопроводов aquatherm для бытовых систем горячего и холодного и холодного водоснабжения спроектирована таким образом, чтобы обеспечивать высокую производительность и низкие эксплуатационные расходы на протяжении всего срока службы больницы.
По словам Пола Иглтона, менеджера местного импортера и дистрибьютора aquatherm NZ Ltd на Южном острове, трубопроводные системы, выбранные для больницы, отражают общий упор на обеспечение будущего. «Это здание построено для нового тысячелетия. Он включает в себя все преимущества строительной отрасли, включая трубопроводные системы ».
«Это здание построено для нового тысячелетия. Он включает в себя все преимущества строительной отрасли, включая трубопроводные системы ».
Больница Burwood уже давно признана одним из передовых центров Новой Зеландии в области реабилитации и плановой ортопедической хирургии.По состоянию на июнь 2016 года их стало намного больше, поскольку началась расчистка территории для создания современных объектов, связанных со «старой» больницей Burwood.
Инновационное мышление и дизайн сформировали эти новые учреждения для предоставления более качественной и эффективной медицинской помощи сейчас и в ближайшие годы. В этих новых зданиях на трех этажах размещается более 32 тысяч квадратных метров специально построенных помещений, а в общей сложности имеется 230 новых больничных коек.
Включены новые палаты для медицинских, реабилитационных и психиатрических услуг для пожилых людей.Есть также новые амбулаторные отделения, в том числе отделения радиологии и аптеки. В каждой палате на 24 койки есть три общие зоны отдыха для пациентов плюс комната ванау, где пациенты могут проводить время с членами семьи; Вся новая постройка имеет красиво ухоженные дворы, спроектированные так, чтобы пропускать как можно больше естественного света и помогать людям оставаться на связи с природой.
Проект Burwood Hospital настолько важен, что Дирк Розенберг, генеральный директор aquatherm GmbH, лично посетил его, что еще раз продемонстрировало приверженность компании качеству внедрения.
Уникальные свойства для длительного преимущества
PP-R — это неупорядоченный полипропилен, химически инертный термопласт. Его преимущества по сравнению с металлическими трубами, используемыми с древности, напрямую связаны с его основной формой: в отличие от металлов, PP-R не вступает в реакцию с минералами или загрязнителями в воде. Он не ломается (хотя полностью перерабатывается) и обеспечивает чрезвычайно долгий срок службы. Поскольку он по своей природе гибкий, он дает еще одно преимущество, которое никогда не было так актуально в Кентербери: он сейсмостойкий.Более того, богатая минералами вода в Кентербери больше подходит для использования из пластмассы, а не из металлических труб.
Если металлические трубы со временем накипят и могут забиться, то с продукцией aquatherm такой проблемы нет; там, где металл проводит тепло, PP-R является естественным изолятором, сохраняющим тепло (или холод) переносимой им жидкости и уменьшающим необходимость во внешней оболочке.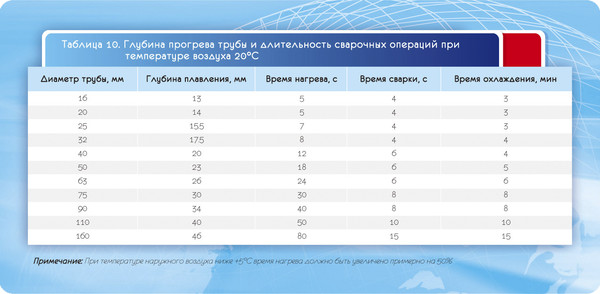
Монтажники любят aquatherm
Тим Браун, менеджер компании David Browne Contractors, оказывающей услуги по механическому и гидравлическому обслуживанию, которая отвечает за строительство около 17 000 метров воды на объекте, поделился своим мнением: «Мы доказали успех aquatherm на многих других недавних проектах в Крайстчерче и окрестностях. Южный остров.Это дает реальное преимущество благодаря соотношению «затраты-время» ».
Он говорит, что экономия времени при установке PP-R по сравнению с другими продуктами делает его предпочтительным материалом для работы. «Он легкий, простой в обращении, быстрый в установке и чистке в использовании. Неудивительно, что моим монтажникам нравится работать с этим продуктом ».
Браун объясняет, как работает Fusiolen PP-R. «Трубопровод соединяется сваркой плавлением, когда оба конца трубы и фитинги нагреваются до заданной температуры, сжимаются и удерживаются в течение короткого времени, позволяя продукту плавиться и склеиваться. Этот метод гораздо менее напряженный и занимает гораздо меньше времени, чем другие варианты с трубопроводом ».
Этот метод гораздо менее напряженный и занимает гораздо меньше времени, чем другие варианты с трубопроводом ».
Важно отметить, что риск утечки снижается, если задача выполнена правильно.
«В подобных проектах возможность сэкономить время и силы при достижении отличного результата — это как золото. Мы успешно используем aquatherm в Новой Зеландии уже 18 лет и никогда не оглядывались назад ».
Иглтон говорит, что растущее число квалифицированных монтажников и успешные проекты, завершенные с системами трубопроводов aquatherm, свидетельствуют о пригодности этого проверенного во всем мире продукта для местного рынка.
«Важно отметить, что мы не продаем трубы и фитинги, мы продаем систему. Это означает, что мы гарантируем, что продукт точно указан из доступного ассортимента. Что особенно важно, это означает обучение и поддержку установщиков, чтобы они развернули его в соответствии с применимыми стандартами для правильного выполнения работы. И, наконец, это означает полную поддержку со стороны aquatherm NZ от спецификации до окончательного испытания под давлением. Это дает владельцам зданий — например, Canterbury DHB и Burwood Hospital — уверенность, что их трубопроводные системы выдержат испытание временем.”
Это дает владельцам зданий — например, Canterbury DHB и Burwood Hospital — уверенность, что их трубопроводные системы выдержат испытание временем.”
На фото выше: Дирк Розенберг, генеральный директор aquatherm GmbH, и Уорвик Мюрхед, руководитель группы David Browne Contractors Burwood, проводят инспекцию объекта перед завершением.
Трубы и фитинги из ПНД Системы трубопроводов из полиэтилена
4- Чтобы совместить водопроводные трубы и удобный выбор для загрузки, необходимо сделать это.
Перед погружением трубы в воду должна быть соответствующая береговая аппарель, а при снятии пола труба должна быть очищена, чтобы не повредить поверхность трубы.
5- Для подготовки модернизации подводного дна и осуществления контроля перехода с суши на воду.
Следует уделять первоочередное внимание трубе в траншее до тех пор, пока вода не будет набирать непрерывно, чтобы обеспечить дополнительную защиту. Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине.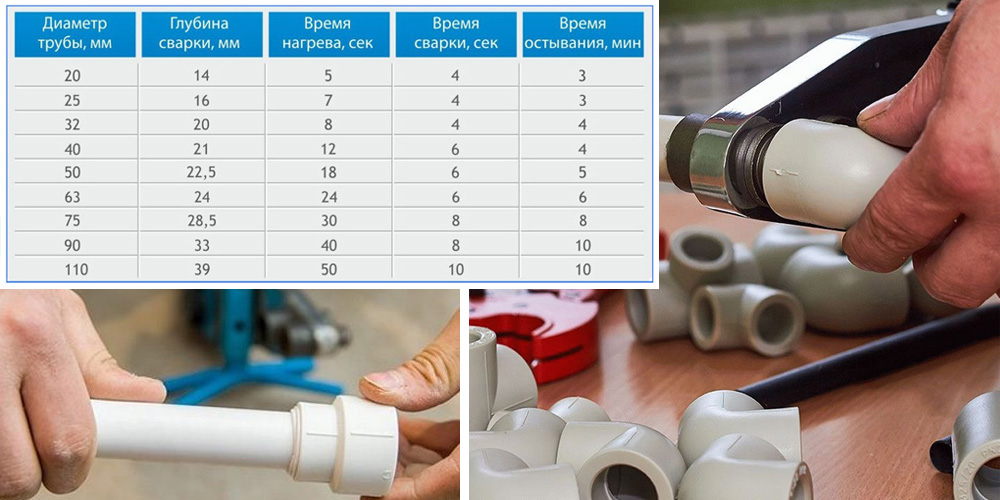 Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
6- Обратный трубопровод для формирования одного элемента трубопровода
Ресурсы, сделанные birleştirildik, концы водопроводных труб перед оставшимися частями начнут еще ползать.
По возможности следует уменьшить вес над водопроводной трубой, соединенной с водой после плавучей платформы. Если вес невозможен, это нужно делать, не касаясь водопровода.
7. Присоединение весового блока
Требуется достаточное оборудование и транспортные средства для выполнения операции.Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование данного оборудования и транспорта. Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу. В любом случае поверхность трубы для удаления наименьшего количества аппарелей должна быть как можно ближе к воде
В любом случае поверхность трубы для удаления наименьшего количества аппарелей должна быть как можно ближе к воде
8- Прикрепленная к погружной трубе (7 можно безопасно выполнять одновременно с веществом, присутствующим в.)
Вес можно легко загрузить через прилагаемую рампу для водопровода. При попадании в воду по трубам вода по пандусам способна удерживать вес благодаря пандусу. Не следует использовать веревку для удержания материала трубы, так как вместо нее рекомендуется использовать цепь с широкими полосами.
9- Погружение трубы в заданной точке
Для подготовки первой погружной трубы протягивается над установленной линией трубы. Погруженная в процесс старта земля продолжает погружаться в воду.Для обеспечения того, чтобы трубу сначала нужно было поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, — это завершение процесса складывания без риска чрезмерного изгиба.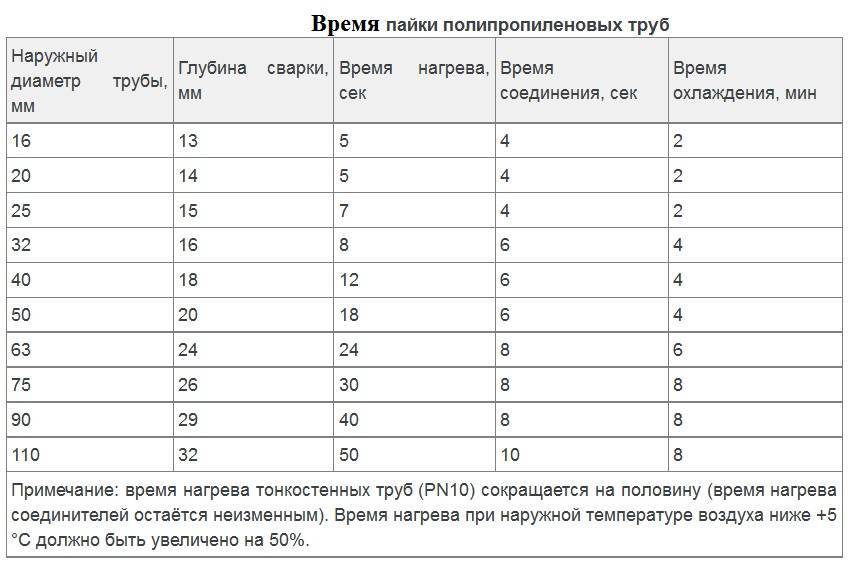 При контролируемом вводе в водопровод не будет такой проблемы. Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более 50%, давление трубы из-за давления воды опасно.
При контролируемом вводе в водопровод не будет такой проблемы. Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более 50%, давление трубы из-за давления воды опасно.
10. Подготовка перехода с суши на воду
Установка полезна для контроля веществ, упомянутых ниже, с конца;
— Правильный фитинг трубы HDPE
— Обычное отсутствие весового блока
— Проверка на предмет контакта с каким-либо материалом, который может вызвать повреждение вокруг трубы
— Удаление контрольного наполнителя и временная установка материала на место обязательно должны быть проверены специалистами.
Как соединить трубу PPR: 13 шагов (с изображениями)
Поддержите образовательную миссию wikiHow
Каждый день в Wikihow, мы упорно работаем, чтобы дать вам доступ к инструкции и информацию, которые помогут вам жить лучше, то ли это держать вас безопасным, здоровым, или улучшение Вашего благосостояния. В условиях нынешнего общественного здравоохранения и экономических кризисов, когда мир резко меняется, и мы все учимся и адаптируемся к изменениям в повседневной жизни, людям нужна wikiHow как никогда. Ваша поддержка помогает wikiHow создавать более подробные иллюстрированные статьи и видеоролики и делиться нашим надежным брендом учебного контента с миллионами людей по всему миру. Пожалуйста, подумайте о том, чтобы внести свой вклад в wikiHow сегодня.
В условиях нынешнего общественного здравоохранения и экономических кризисов, когда мир резко меняется, и мы все учимся и адаптируемся к изменениям в повседневной жизни, людям нужна wikiHow как никогда. Ваша поддержка помогает wikiHow создавать более подробные иллюстрированные статьи и видеоролики и делиться нашим надежным брендом учебного контента с миллионами людей по всему миру. Пожалуйста, подумайте о том, чтобы внести свой вклад в wikiHow сегодня.
Об этой статье
Соавтором этой статьи является наша обученная команда редакторов и исследователей, которые проверили ее точность и полноту.Команда управления контентом wikiHow тщательно следит за работой редакции, чтобы гарантировать, что каждая статья подкреплена достоверными исследованиями и соответствует нашим высоким стандартам качества. Эта статья была просмотрена 50 095 раз (а).Соавторы: 6
Обновлено: 23 декабря 2019 г.
Просмотры: 50,095
Резюме статьи Труба PPR X отличается от трубы PVC, потому что стыки сплавляются в единое целое, что делает ее полностью герметичной.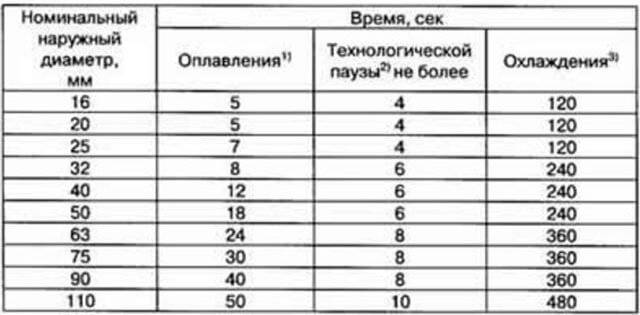 Если вы хотите соединить вместе свои собственные трубы из полипропилена, вам понадобится ручной сварочный инструмент, который обычно стоит от 100 до 500 долларов. Когда у вас будет сварочный инструмент, вам нужно будет его предварительно нагреть, обрезать трубы до нужной длины, а затем вставить их в гнезда на сварочном инструменте. У большинства инструментов для сварки есть таймер, который позволяет узнать, как долго нужно нагревать трубы. Не забывайте надевать термостойкие рабочие перчатки и длинные рукава во время работы, чтобы защитить себя от жары. Чтобы получить дополнительные советы, например, как соединить трубы после нагрева, читайте дальше!
Если вы хотите соединить вместе свои собственные трубы из полипропилена, вам понадобится ручной сварочный инструмент, который обычно стоит от 100 до 500 долларов. Когда у вас будет сварочный инструмент, вам нужно будет его предварительно нагреть, обрезать трубы до нужной длины, а затем вставить их в гнезда на сварочном инструменте. У большинства инструментов для сварки есть таймер, который позволяет узнать, как долго нужно нагревать трубы. Не забывайте надевать термостойкие рабочие перчатки и длинные рукава во время работы, чтобы защитить себя от жары. Чтобы получить дополнительные советы, например, как соединить трубы после нагрева, читайте дальше!
- Печать
- Отправить письмо поклонника авторам
Добро пожаловать — Aquatherm
Обычным источником водоснабжения в большинстве домов является водоносный горизонт питьевой воды, который включает в себя аквакультуру и большое количество труб для акватерм, включая односторонние трубы для акватерм.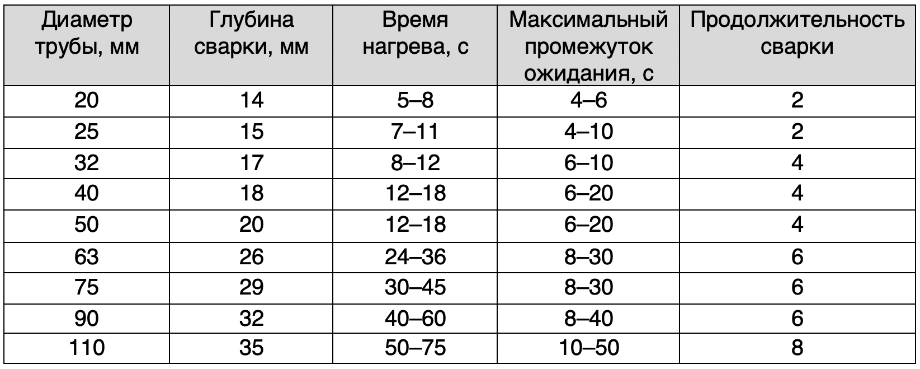 Один из видов питьевого водоносного горизонта — это водоносный горизонт, которым пользуются миллионы людей во всем мире. Эта труба изготовлена из полиэтилена или ПВХ — искусственного материала, который отличается прочностью, универсальностью и может выдерживать экстремальные давления и температуры. Труба из ПВХ может выдерживать давление воды в десять раз больше, чем трубы обычной конструкции.Это делает эти трубы безопасными для водоносных горизонтов, которые находятся в интенсивном использовании, в том числе в сельском хозяйстве, промышленности, бытовом водопользовании, очистке городских и промышленных отходов, а также в насосных системах частных скважин.
Один из видов питьевого водоносного горизонта — это водоносный горизонт, которым пользуются миллионы людей во всем мире. Эта труба изготовлена из полиэтилена или ПВХ — искусственного материала, который отличается прочностью, универсальностью и может выдерживать экстремальные давления и температуры. Труба из ПВХ может выдерживать давление воды в десять раз больше, чем трубы обычной конструкции.Это делает эти трубы безопасными для водоносных горизонтов, которые находятся в интенсивном использовании, в том числе в сельском хозяйстве, промышленности, бытовом водопользовании, очистке городских и промышленных отходов, а также в насосных системах частных скважин.
Зеленая вода и гидроизоляция — это еще один тип труб для подачи питьевой воды. Полиэтиленовые трубы, производимые экологически чистым способом, обладают дополнительными изоляционными преимуществами, которые помогают предотвратить потерю тепла и обеспечивают более прохладную среду для людей, которые их используют. Некоторые из материалов, которые часто используются для зеленых труб, — это эпоксидные смолы.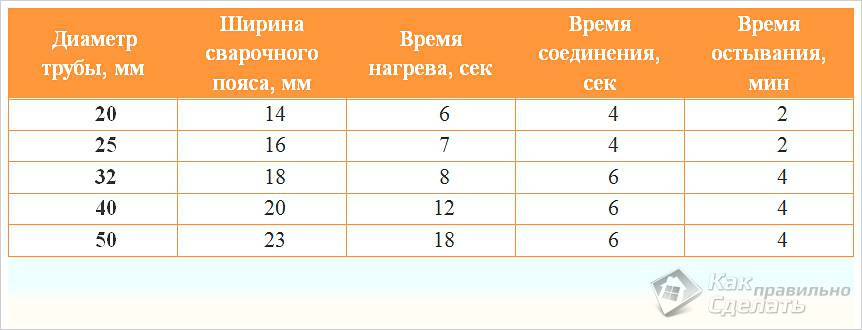 Эти добавки увеличивают прочность пластиковой трубы и уменьшают ее усадку, а также увеличивают площадь поверхности трубы, которая подвергается воздействию атмосферы. Помимо улучшенного рейтинга энергоэффективности, эта полипропиленовая труба также будет производить меньше выбросов.
Эти добавки увеличивают прочность пластиковой трубы и уменьшают ее усадку, а также увеличивают площадь поверхности трубы, которая подвергается воздействию атмосферы. Помимо улучшенного рейтинга энергоэффективности, эта полипропиленовая труба также будет производить меньше выбросов.
Труба Aquatherm
Труба для зеленой воды или Aquatherm используется в системах отопления и охлаждения для преобразования воды в пар или воздух. Нагревательный элемент обычно работает от электричества или природного газа.Компонент охлаждения обычно работает от печи на пропане или природном газе. Для обоих этих компонентов требуются разные трубы aquatherm с конкретными размерами и характеристиками, необходимыми для их работы и в процессе установки.
Оба компонента требуют качественной конструкции. Первым шагом в этом процессе является выбор правильного процесса сварки. Эти процессы могут включать холодный синтез, горячий синтез, газовый балласт или их комбинацию. После того, как выбран правильный процесс, трубы должны быть созданы с использованием подходящих материалов.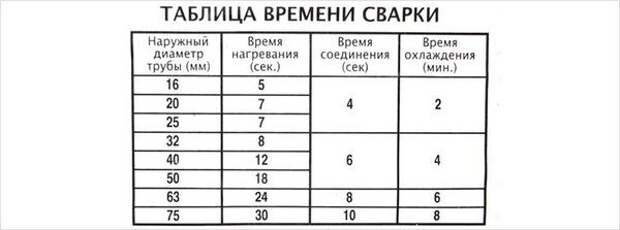 Эти материалы включают сталь, медь или любой подходящий материал, который лучше всего подходит для рассматриваемого применения.
Эти материалы включают сталь, медь или любой подходящий материал, который лучше всего подходит для рассматриваемого применения.
Для изготовления большинства этих труб используется один и тот же процесс. Однако в процессе термоядерного синтеза будет использоваться труба большего размера, чем в процессе газового балласта или холодного плавления. При выборе типа трубы для использования важно выбрать правильный, исходя из предполагаемого применения. Если материал будет использоваться в малоэффективном применении, например, в небольшом резервуаре для горячей воды, может быть более экономичным выбрать низкоэффективное сварочное соединение.Однако соединения, которые используются для отопления, должны иметь более высокие скорости потока, чтобы предотвратить противодавление из-за увеличенной массы трубы.
Зеленая водопроводная труба
Еще одним аспектом конструкции является толщина трубы. Для большинства применений более тонкие трубы предпочтительнее более толстых, особенно когда трубы используются для применений, которые генерируют много тепла от самой нагретой воды.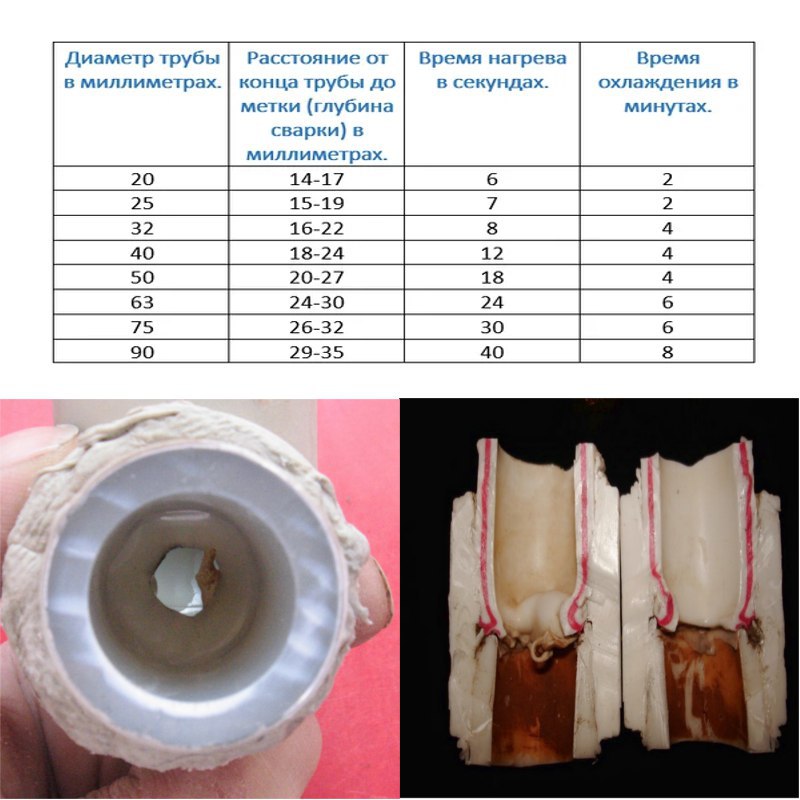 Толщина труб также влияет на эффективность процесса плавления.Чем толще труба, тем больше тепла выделяется за цикл. Трубы должны быть изготовлены из высококачественных материалов, чтобы обеспечить их долговечность и эффективность во время технологического процесса.
Толщина труб также влияет на эффективность процесса плавления.Чем толще труба, тем больше тепла выделяется за цикл. Трубы должны быть изготовлены из высококачественных материалов, чтобы обеспечить их долговечность и эффективность во время технологического процесса.
Трубопровод теплового расширения используется для соединения двух отдельных компонентов. Это достигается за счет расширения трубы за пределы ее нормального диаметра. Однако расширение не завершено; труба все равно должна оставаться в пределах первоначального диаметра для поддержания надлежащего потока. Это необходимо для того, чтобы тепловое расширение не создавало противодавления внутри системы.
Цены на Aquatherm
Трубопроводы Aquatherm для использования с системами водяного отопления и охлаждения, как правило, должны быть устойчивы к коррозии. Обычно это означает, что материал трубопровода будет из нержавеющей стали. Однако некоторые компании также предлагают трубы из нержавеющей меди. Если трубка изготовлена из нержавеющей стали, она будет меньше подвержена коррозии со временем. Некоторые компании предлагают оба типа материалов, чтобы клиенты могли снизить риск коррозии.
Некоторые компании предлагают оба типа материалов, чтобы клиенты могли снизить риск коррозии.
Стыковая сварка пластмасс плавлением
Сварка плавлением встык — это название, данное термической сварке труб из термопласта.Это один из двух основных методов соединения газовых и водопроводных труб из полиэтилена плавлением.
Процесс
Фаза нагрева, иногда называемая «поднятием борта», — это когда концы трубы прижимаются к нагретой пластине в течение определенного периода времени. За этим следует фаза «выдержки тепла», когда давление снижается, чтобы просто удерживать концы труб на горячей пластине. Это дает время, чтобы тепло впиталось в материал на концах труб.
После фазы выдержки нагревательная плита снимается и концы труб соединяются.Время, необходимое для этого, называется «временем ожидания» и должно быть как можно короче. Заключительным этапом является время сварки / охлаждения, которое определяется диаметром трубы и толщиной стенки.
Установка станка
Перед выполнением любых трубных швов аппарат для стыковой сварки плавлением должен быть проверен на плавность хода и настроен на материал трубы, из которой сваривается.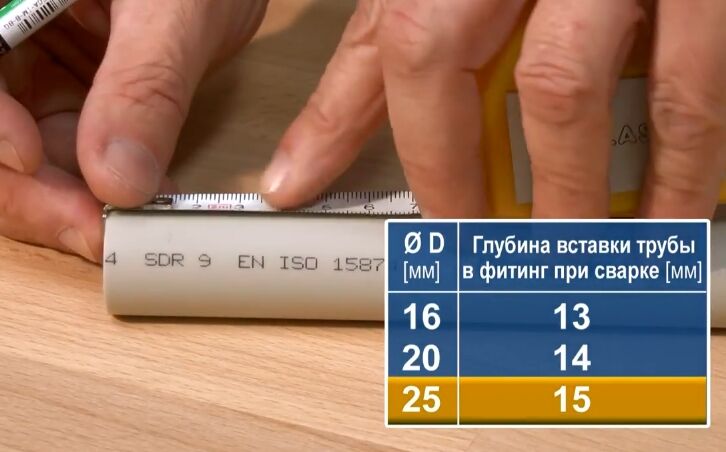
- Выбор правильных зажимов или вставок, обеспечивающих затяжку всех креплений, чтобы уменьшить возможность перекоса из-за осевого перемещения.
- Правильная температура горячей пластины для свариваемого материала; это следует проверять с помощью датчика температуры поверхности и цифрового термометра в нескольких положениях после периода стабилизации не менее 20 минут. Между сварными швами горячую плиту следует накрывать термостойким мешком, чтобы защитить ее от поверхностного загрязнения и предотвратить потерю тепла.
- Проверьте лезвия строгального станка, используемые для обрезки и квадратного сечения концов труб; они должны быть острыми, неповрежденными и прочно прикрепленными к поверхности строгального станка, чтобы избежать его соскальзывания при вращении.
- Проверьте все движущиеся части на предмет плавности работы и, если используется гидравлическая машина, проверьте шланги и фитинги на предмет утечек.
Подготовка трубы
Перед сваркой необходимо правильно подготовить трубы. При измерении длины трубы следует делать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
При измерении длины трубы следует делать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
Перед тем, как зажать трубы в машине, необходимо проверить концы на неправильную форму, повреждения или вкрапления песка.Максимально допустимая глубина этого должна быть менее 10% от толщины стены. Поврежденную трубу или трубу с глубокими зазубринами следует выбросить. Любые незакрепленные загрязнения можно удалить, протерев концы труб безворсовой тканью как с внутренней, так и с внешней поверхностей.
После очистки трубы зажимаются в машине. Для облегчения выравнивания рекомендуется зажимать трубы таким образом, чтобы их штампованные отметки находились на одной линии. Это также поможет идентифицировать вас позже, если потребуется.
После надежной фиксации в зажимах концы труб должны войти в контакт с вращающимся строгальным инструментом до тех пор, пока с каждого конца не будет обрезана непрерывная стружка.Процесс строгания гарантирует, что концы труб будут гладкими и квадратными, готовыми к фазе сварки. Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб. Затем следует проверить трубы на предмет выравнивания и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб. Затем следует проверить трубы на предмет выравнивания и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Сварка
Перед сваркой необходимо записать время нагрева и охлаждения, а также давление плавления для конкретного диаметра трубы и записать для быстрого ознакомления во время цикла сварки.На некоторых машинах для удобства есть все соответствующие таблицы. Для точного отсчета времени должны быть доступны таймер или секундомер.Термостойкий мешок следует снять с конфорки и проверить температуру с помощью цифрового термометра и поверхностного зонда.
Хорошей практикой является выполнение фиктивного сварного шва перед началом реальной сварки. Это необходимо для того, чтобы поверхность плиты, контактирующая с концами труб, была полностью очищена от любых частиц пыли или других загрязнений.
Поместите конфорку между концами труб, убедившись, что она расположена правильно и перпендикулярно торцам трубы. Придвиньте трубы к поверхности, приложив осевую силу. Усилие следует прикладывать плавно, следя за тем, чтобы не превышалось требуемое давление. Усилие необходимо удерживать надежно, чтобы вокруг трубы образовалась капля расплавленного материала.
Полоса должна быть ровной по окружности трубы с обеих сторон конфорки. Это фаза процесса.
Способы приложения силы зависят от типа оборудования. На некоторых типах машин сила будет прикладываться механическими средствами с использованием подпружиненного механизма, при этом сила поддерживается стопорным винтом. На другом типе оборудования используются гидроцилиндры, давление которых поддерживается переключением клапанов в гидроагрегате.
Когда будет получен требуемый валик, давление снижается для фазы нагревания. Трубы опираются на горячую плиту, что позволяет теплу проникать в материал, уменьшая возможность холодных сварных швов.
Это время зависит от диаметра трубы и толщины стенки, поэтому следует использовать время, рекомендованное производителем.
Когда эта фаза завершена, поверхности труб отводятся от плиты как можно более плавно, чтобы гарантировать, что ни один из расплавленных шариков не прилипнет к поверхности, и плита будет удалена. Затем трубы собираются вместе настолько плавно и быстро, насколько это возможно, чтобы свести к минимуму возможность падения температуры, стараясь не превышать требуемое усилие.
Фаза сварки / охлаждения начинается после достижения необходимого усилия. Сила сварки должна поддерживаться на протяжении всего этого этапа, чтобы обеспечить максимальную прочность сварного шва
По истечении времени охлаждения давление может быть уменьшено до нуля, а труба снята с зажимов. Готовый сварной шов теперь можно визуально проверить на однородность и соосность.
Более подробную информацию о работе TWI с пластиковыми трубами можно найти здесь.
См. Дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
Дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
PP-R Socket Fusion за 8 шагов
POLOPLAST America делает сварку муфт наших трубопроводных систем из полипропилена (PP-R) максимально простой и легкой для наших клиентов. Мы рады организовать обучение для клиентов, не знакомых с этим процессом. Socket fusion — это быстро и легко освоить, если вы просмотрите и будете следовать полным инструкциям по установке, предоставленным POLOPLAST и производителем сварочного аппарата, прежде чем приступить к установке. Каждый установщик должен убедиться, что любая установка соответствует всем местным строительным нормам и правилам.
Если вы не знакомы с сваркой муфт с использованием трубопроводов PP-R, вот восемь шагов, которые вам необходимо освоить:
Шаг 1: Очистите и отрежьте трубу.
При разрезании трубы следите за тем, чтобы она оставалась круглой и не сплющивалась в овал. После резки очистите все поверхности 90% изопропиловым спиртом.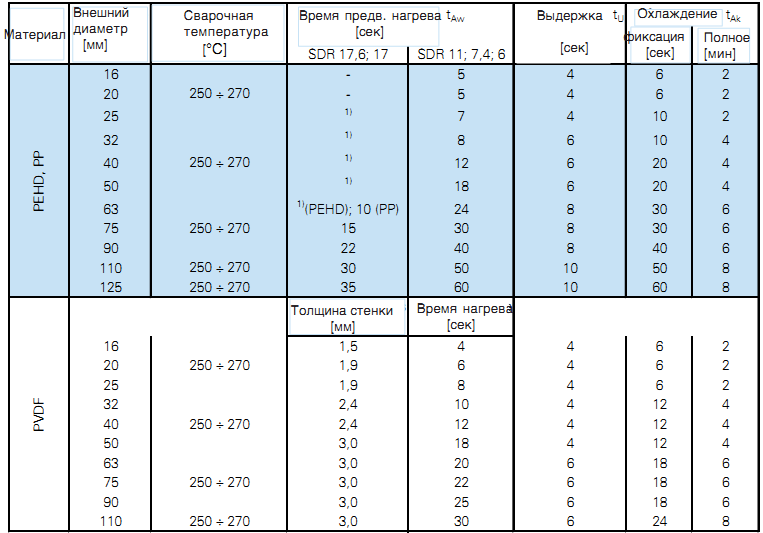
Шаг 2: Осмотрите разрез.
Хороший срез — гладкий, квадратный, без грязи, трещин или следов напряжения внутри или снаружи трубы.
Шаг 3: Измерьте глубину погружения трубы.
Перед установкой измерьте глубину погружения от конца трубы, используя указатель для маркировки, предоставленный POLOPLAST. Отметьте глубину фломастером.
Шаг 4: Подготовьте сварочный инструмент.
Установите соответствующую сварочную головку для трубы и фитинга на сварочный чугун, затем вставьте ее в розетку и дайте ей нагреться до соответствующей температуры — около 500 ° F.
Шаг 5: Нагрейте внешнюю часть трубы и внутреннюю часть фитинга.
Нагрейте трубу и фитинг по расписанию, предоставленному POLOPLAST, соблюдая время нагрева, соответствующее температуре окружающей среды.Бусинка образуется возле сварочных головок и станет блестящей, когда труба и фитинг будут готовы к плавлению.
Шаг 6: Вставьте трубу в фитинг.
По окончании времени нагрева снимите трубу и фитинг с нагревательного утюга и вставьте трубу под прямым углом в фитинг, нажимая до тех пор, пока буртик, образовавшийся на трубе во время нагрева (около метки вставки), не встретится с фитингом. Как только кольца встретятся, у вас будет максимум 5–15 секунд, чтобы внести какие-либо изменения в выравнивание.
Шаг 7: Дайте сварному соединению остыть.
Удерживайте трубопровод неподвижно в течение всего времени неподвижности.
Шаг 8: Проверьте соединение.
Оба кольца PP-R, образовавшиеся во время нагрева, должны быть видны и соединены вокруг соединения. После охлаждения проверьте все соединения под давлением.
Если у вас есть вопросы о сварке муфт из PP-R или вы хотите пройти обучение по этой методике, свяжитесь со специалистами PP-R и POLOPLAST America. Наша команда готова помочь.
Трубопровод Aquatherm — зеленый, экологически чистый трубопровод
Для механических подрядчиков, сантехников и руководителей проектов, полипропилен Aquatherm или PP-R,
это идеальное решение для труб для максимальной эффективности на стройплощадке. Aquatherm сэкономит ваше время, потраченное на различные коммерческие проекты, от систем водоснабжения для питьевой и водопроводной воды до гидравлических и геотермальных систем. Посмотрите, как Фергюсон
поможет вам превзойти ожидания ваших клиентов, предлагая продукцию Aquatherm PP-R.
Преимущества Aquatherm
Благодаря своим пластичным свойствам Aquatherm PP-R может быть изготовлен, сплавлен и адаптирован к потребностям различных промышленных систем водоснабжения и отопления, вентиляции и кондиционирования воздуха. Универсальные функции Aquatherm включают:
- Устойчивость к большинству химикатов
- Повышенный расход
- Быстрые сварные соединения
- Легкий, ударопрочный материал
- Нержавеющие трубы и фитинги
- Естественная звуко- и теплоизоляция
- Длительный
- Полностью перерабатываемая
- Термостабилизированный
Продукция Aquatherm
Узнайте о различных трубных продуктах Aquatherm, которые мы предлагаем, и узнайте, как вы можете использовать их в своем следующем коммерческом сантехническом или механическом подрядном проекте.
Зеленая трубка Aquatherm
— это полипропиленовая система напорных трубопроводов, предназначенная для горячей и холодной питьевой воды и пищевых продуктов. PP-R имеет отличную физическую прочность и высокую химическую чистоту, что обеспечивает качество и рабочие характеристики Aquatherm Green Pipe, не имеющие себе равных. питьевые системы. Green Pipe использует термоядерные соединения и является одной из самых экологически чистых трубопроводных систем в мире.Aquatherm Green Pipe имеет размеры от 1/2 до 18 дюймов, с дополнительным слоем faser-композит для применения горячей воды.
Голубая трубка Aquatherm
Blue Pipe выводит преимущества полипропилена на совершенно новый уровень. Разработанный для гидравлических, геотермальных и промышленных применений, Blue Pipe сочетает в себе все уникальные преимущества Green Pipe с более тонкими стенками для более высокого расхода.
Жара
Сплавленные соединения исключают утечки, а трубы и фитинги PP-R не подвержены коррозии и износу. Blue Pipe включает в себя запатентованный композитный слой faser, который уменьшает линейное расширение на 75% и доступен в размерах от 1/2 до 24 дюймов.Трубка Aquatherm Lilac
Разработанная для рециркулирующей и дождевой воды, система трубопроводов Lilac обеспечивает долговечность и надежность полипропилена по конкурентоспособной цене для любых применений оборотной воды.В трубке Aquatherm Lilac Pipe используются те же сварные соединения. и фитинги, такие как Green Pipe и Blue Pipe, поэтому их легко установить. Материал PP-R инертен к широкому спектру свойств воды, что делает его идеальным для распределения серой воды. Сирень доступна от 1/2 до 10 дюймов.
 Жара
Сплавленные соединения исключают утечки, а трубы и фитинги PP-R не подвержены коррозии и износу. Blue Pipe включает в себя запатентованный композитный слой faser, который уменьшает линейное расширение на 75% и доступен в размерах от 1/2 до 24 дюймов.
Жара
Сплавленные соединения исключают утечки, а трубы и фитинги PP-R не подвержены коррозии и износу. Blue Pipe включает в себя запатентованный композитный слой faser, который уменьшает линейное расширение на 75% и доступен в размерах от 1/2 до 24 дюймов.Услуги по сварке труб
Воспользуйтесь нашими услугами по сварке труб.
Программа обучения сварке труб
Воспользуйтесь нашей программой обучения сварочным машинам для труб.
Аренда сварочного оборудования Aquatherm
Узнайте больше о нашей программе аренды сварочных аппаратов Aquatherm.
Фергюсон Расположение
Заинтересованы в покупке Aquatherm? Свяжитесь с ближайшим к вам представительством в Фергюсоне.
Владельцы и застройщики зданий хотят надежные системы, которые не протекают, не выходят из строя или дают сбой: потерянное время — потеря денег. Владельцы и разработчики должны иметь возможность сосредоточиться на удовлетворении своих клиентов, а не отвлекаться на сантехнику. и механические системы. Идеальная система трубопроводов, работающая без обслуживания, беспокойства и даже шума. Удобная система трубопроводов повышает ценность и комфорт любого здания или проекта. Это Aquatherm.
Уже почти 40 лет Aquatherm производит самые современные и экологически чистые трубопроводные системы в мире. Компания Aquatherm, имеющая установки в более чем 70 странах по всему миру, является мировым лидером в производстве напорных трубопроводов PP-R для питьевого водоснабжения, отопления и системы охлаждения и серой воды. Как ведущий поставщик Aquatherm, компания Ferguson является вашим полным поставщиком решений для труб из полипропилена.
.