Прилипает электрод при сварке что делать: Страница не найдена — Интернет-журнал о металлообработке
Почему залипает электрод при сварке инвертором
При работе со сварочным аппаратом, в особенности, когда сварочные работы проводятся с применением сварочного инвертора, случаи прилипания электрода встречаются крайне редко. Гораздо чаще при использовании сварочного аппарата переменного тока или, проще говоря, обычного сварочного трансформатора.
Однако следует признать, что и инверторный сварочный аппарат не застрахован от такой проблемы. И здесь, кроме привычного разочарования в работе, с таким оборудованием вскрывается и обратная сторона медали – недостаточно прочное соединение деталей.
И хотя гипотез относительно этого не свойственного, явления для сварки инвертором много, основных, имеющих реальное объяснение всего три:
- не соответствующий по параметрам электрод;
- неправильно выставленный на приборе сварочный ток;
- некачественный материал обмазки электрода.
Детальное рассмотрение каждого из упомянутых случаев поможет быстро и правильно найти решение проблемы и также быстро ее устранить.
Особенности использования сварочного оборудования и электродов для электродуговой сварки
Как известно, сварочный инвертор является аппаратом постоянного тока для сваривания металлов разной толщины и качества с использованием в качестве рабочего органа плавкий электрод со стальной сердцевиной и специальной обмазкой. Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Использование электродов, имеющих спецификацию для работы с приборами, выдающими только переменный ток, приводит к нестабильному розжигу дуги, дуга работает не стабильно, ощущается необходимость больших усилий для удержания, как самой дуги, так и ведения самого шва. Чаще всего, в таком случае электрод просто не успевает разогреется, металл образует крупную каплю и дальше неразогретый электрод намертво прилипает к свариваемой поверхности.
Решить данную проблему, если она уже возникла довольно просто, нужно заменить электрод на такой, который предназначенный, для сваривания постоянным током. Это самый действенный и надежный способ, ни увеличение мощности тока, ни смена полярности при этом абсолютно не поможет, результат будет прогнозируемый, налипание крупных капель, нестабильный шов, залипание электрода и большая вероятность выхода из строя самого сварочного аппарата, особенно при работах с большим диаметром электродов.
Это самый действенный и надежный способ, ни увеличение мощности тока, ни смена полярности при этом абсолютно не поможет, результат будет прогнозируемый, налипание крупных капель, нестабильный шов, залипание электрода и большая вероятность выхода из строя самого сварочного аппарата, особенно при работах с большим диаметром электродов.
Подбор соответствующего сварочного тока при сваривании инверторным аппаратом
Опыт работы с различными сварочными аппаратами и различными технологиями сварки позволяет осуществлять сваривание ровным, прочным и красивым швом. При этом опыт, как правило, играет главную роль, ведь овладение базовыми навыками сварочных работ подразумевает определенный уровень теоретической подготовки. Вместе с тем, довольно часто, при работе сварщика с небольшим опытом, все-таки происходит прилипание электрода.
Одной из причин этого явления, даже при условии правильного подбора электрода выступает несоответствие параметров сварочного тока параметрам электрода.
Слишком большой ток подаваемый прибором «тянет электрод» и требует определенных усилий, для того чтобы удержать дугу, разожженная дуга при большом токе сильно притягивает электрод. При малом токе, не соответствующем диаметру электрода, наоборот, разжечь стабильную дугу несколько проблематично, требуется держать электрод слишком близко к поверхности металла, при этом сварочная ванна формируется слишком малого размера, она не позволяет расплавить металл.
При малом токе, даже самое малое движение может разомкнуть дугу и прекратить процесс плавления электрода. Обмазка которого при этом, будет скорее всего, просто отламываться от стержня. И при очередном прикосновении электрод снова прилипнет.
Для того чтобы правильно подобрать величину сварочного тока необходимо воспользоваться простой формулой, которая хоть и приблизительно, но позволит начать подбор необходимого сварочного тока – 30А= 1 мм диаметра электрода.
Неправильный выбор сварочного тока не позволит нормально осуществить соединение в вертикальной плоскости как при направлении шва снизу вверх, так и сверху вниз, а о сваривании из нижнего положения горизонтальной потолочной плоскости и речи быть не может.
Влияние качественного материала электрода на качество шва
Розжиг и формирование сварочной ванны во многом обеспечиваются не только благодаря правильно подобранному току, но и оттого насколько качественно изготовлен и сам электрод. Действительно, практически большинство прилипших электродов это или некачественные или не соответствующие кондиции стержни.
Чаще всего, прилипание связано с быстрым застыванием металла при сварке, ввиду отсутствия на самом электроде достаточного количества шпатовой обмазки или ее полное отсутствие. Осыпавшаяся обмазка или слишком тонкий ее слой или недостаточно отвечающая требованиям по пропорциям наполнителей гарантированно приведут сварку таким электродом к прилипанию.
Проблема здесь состоит в том, что именно обмазка формирует вокруг сварочной ванны необходимое газовое облако и вытесняет кислород со сварочной ванны, покрываясь шлаком, такое соединения формирует крепкий шов из расплавленного металла. Отсутствие такой газовой оболочки не дает возможности металлу вытеснить кислород и соответственно сама ванна формируется за более короткое время и утрата контроля над швом в течение нескольких мгновений делает электрод неподвижным, схваченным в месте образования дуги жидким металлом.
Отсутствие такой газовой оболочки не дает возможности металлу вытеснить кислород и соответственно сама ванна формируется за более короткое время и утрата контроля над швом в течение нескольких мгновений делает электрод неподвижным, схваченным в месте образования дуги жидким металлом.
Осыпаться обмазка может по разным причинам:
- благодаря заводскому браку;
- некондиционным условиям хранения электродов;
- механическим воздействиям, перегибам, ударам, слеживанию при неправильном сбережении;
- когда электроды отсыреют.
Прилипание электрода также свойственно и при повышенной влажности самого покрытия. Слишком увлажненное покрытие не обеспечивает должного уровня сгорания обмазки, образуя при этом множественные сколы и растрескивания от нагретого металлического стержня.
Отсыревшие электроды кроме этого нельзя правильно разжечь, поскольку именно высокая влажность покрытия неспособна правильно способствовать протеканию процесса плавления самого электрода.
Насыщенная влагой обмазка формирует недостаточно плотный газовый купол вокруг сварочной ванны, что естественно сказывается на качестве сварного шва, даже если удастся наложить шов без залипания электрода, все равно такое соединение будет ненадежным из-за высокого содержания в металле водородного компонента.
Как единственный выход из этой ситуации рекомендуется просушить электроды. Удаление лишней влаги позволит уже через несколько часов продолжить работу с неизменно высоким результатом.
Таким образом, залипание электрода в большей степени все-таки является результатом недостатком именно качественной составляющей сварочных электродов, а не самой технологии сваривания с помощью сварочного инвертора.
Почему прилипает электрод ? Как решить эту проблему | Ручная дуговая сварка
Всех приветствую . Продолжаем наш сварочный дневник . И сегодня давайте разберем такую неприятную тему , почему при сварке прилипает электрод , и как решить эту проблему . С этой проблемой сталкиваются все сварщики — и опытные и новички , особенно это очень нервирует людей , которые только начинают пробовать себя в сварке . Прилипание электрода — это по сути его сваривание с металлом . Происходит это по многим причинам .Перечислим основные моменты — плохое качество электродов , отсыревшие электроды , плохая (ржавая ) поверхность свариваемого металла , недостаточный сварочный ток ( мало выставили на аппарате ) , недостаточное напряжение в сети , холодный не разогретый металл ( это когда только начинаешь варить железяку ) ,слетела обмазка и кончик электрода оголился , ну и маленький сварочный опыт .
Продолжаем наш сварочный дневник . И сегодня давайте разберем такую неприятную тему , почему при сварке прилипает электрод , и как решить эту проблему . С этой проблемой сталкиваются все сварщики — и опытные и новички , особенно это очень нервирует людей , которые только начинают пробовать себя в сварке . Прилипание электрода — это по сути его сваривание с металлом . Происходит это по многим причинам .Перечислим основные моменты — плохое качество электродов , отсыревшие электроды , плохая (ржавая ) поверхность свариваемого металла , недостаточный сварочный ток ( мало выставили на аппарате ) , недостаточное напряжение в сети , холодный не разогретый металл ( это когда только начинаешь варить железяку ) ,слетела обмазка и кончик электрода оголился , ну и маленький сварочный опыт .
Как решить эту проблему ? Совсем решить эту проблему не получится — даже у самых опытных такое иногда происходит , но есть определенные действия , которые помогут делать эти случаи редкими . Основные причины залипания я перечислил , нужно по возможности их решить . А вот варить нужно так — когда только зажигаешь новый электрод на холодной железяке , зажигай только чирканьем как спичку . Как только появятся первые искры , нужно быстро удлинить сварочную дугу , немного подержать так для разогрева сварочной ванны , метала и электрода и вернуться к маленькой дуге . Угол наклона электрода в этот момент нужно держать поострее — если зажигать электрод вертикально ( под 90 градусов ) риск залипания сильно возрастет .
А вот варить нужно так — когда только зажигаешь новый электрод на холодной железяке , зажигай только чирканьем как спичку . Как только появятся первые искры , нужно быстро удлинить сварочную дугу , немного подержать так для разогрева сварочной ванны , метала и электрода и вернуться к маленькой дуге . Угол наклона электрода в этот момент нужно держать поострее — если зажигать электрод вертикально ( под 90 градусов ) риск залипания сильно возрастет .
Начинаем варить , звук сварочного потрескивания равномерный — все нормально . Как только равномерность потрескивания резко уменьшается — жди беды , сейчас залипнет . Это как машина гудит ровно и вдруг начинает троить , так и здесь — по звуку поймешь , если затроила дуга , значит залипнет . В этот момент мы опять резко удлиняем дугу , разогреваем ванну и возвращаемся обратно к нормальной дуге . Если все таки электрод залип на шве , то оторвав его , дугу будем начинать чуть в стороне от шва — пару сантиметров , когда дуга хорошо и стабильно загорится , возвращаемся на место обрыва шва , хорошо проплавляем металл в месте обрыва и продолжаем сварку .
Бывает что нет части обмазки на электроде — отскочила . Это часть по любому залипнет на шве . Поэтому этот участок электрода нужно сжечь на отдельной железяке на длинной дуге — сожгли , электрод загорелся ровно и хорошо , теперь возвращаемся на основной шов , но после зажигания также резко удлините дугу для разогрева — желательно выработать этот навык . Или можно откусить этот голый стержень плоскогубцами .
Вот пожалуй лучшие советы , как бороться с залипанием , ну хотя бы значительно сократить их . Ведь залипание очень портит нервную систему , в эти моменты сварщик делает такие пожелания производителям электродов , что после работы желательно освятить место работы !
Ну а самый главный совет для новичков — практикуйтесь , экспериментируйте , но учите теорию , тогда хорошие результаты появятся гораздо быстрее !
Надеюсь статья была полезной! Если ты решил самостоятельно осваивать Ручную дуговую сварку, то просто кликай на этот текст, чтобы перейти на главную страницу канала, где можно сразу подписаться и выбрать для себя наиболее интересные статьи!Проблемы при сварке электродами | Статьи о сварке от МЭЗ
Самая распространенная проблема, с которой многие сталкиваются при сварке, – залипание электрода. Его металл накрепко прилипает к поверхности, его нельзя удалить. Это делает невозможным проведение работ, может привести к перегрузке электросети с далеко идущими последствиями. Причин, почему прилипает электрод при сварке, несколько. Рассмотрим их подробнее.
Его металл накрепко прилипает к поверхности, его нельзя удалить. Это делает невозможным проведение работ, может привести к перегрузке электросети с далеко идущими последствиями. Причин, почему прилипает электрод при сварке, несколько. Рассмотрим их подробнее.
Неправильная настройка инвертора
Залипание нередко происходит при трансформаторной сварке. Но с ним сталкиваются и при работе с инвертором, чаще всего – новички и любители. Далеко не каждый точно оценит толщину свариваемой детали, подберет расходные материалы нужных характеристик. Результат – неправильная настройка аппарата, избыточный или слишком низкий ток, липнущий к металлу детали электрод.
А ведь именно инвертор – в сравнении с трансформатором – позволяет детально отрегулировать и контролировать все сварочные параметры. Не самая банальная причина того, почему горят электроды при сварке, но весьма распространенная.
Неправильный поджиг
Другая причина залипания – неумение правильно поджигать электродугу.
В качестве более надежного способа специалисты рекомендуют «чирканье»: прикосновение расходника к детали производится наподобие того, как чиркают спичкой о спичечный коробок. Но этот способ может не подойти при сварке в труднодоступных и узких местах.
Не нужно забывать о правильной длине дуги – в зависимости от типа и марки изделия она может быть совершенно разной, о чем в технических характеристиках сообщают производители.
Неподготовленная поверхность
Допустим, все приведенные выше условия соблюдены. Но почему электрод прилипает к металлу снова? Еще одна причина – грязная, влажная или заржавленная поверхность детали. Электродные стержни, которые имеют обмазку основного типа, боятся грязи и ржавчины, в отличие от изделий с рутиловым и рутилово-целлюлозным покрытием.
В процессе сварки окислы и грязь становятся барьером между поверхностью детали и электродом. Контакт плохой, дуга тут же гаснет. Требуется второй, третий, четвертый поджиг. Результат – конец снова залип. Поэтому поверхность детали перед работами необходимо зачистить, если этого требуют рекомендации производителя.
Отсыревание
Это еще одна причина того, почему электроды не варят. Сварщики, да и не только они, знают, что у этой продукции нет срока годности. Если материалы находятся в упаковке, хранятся в сухом теплом месте, они послужат и через 10, и через 20 лет – конечно, при условии, что они качественные. Но если изделия находятся в помещении с высокой влажностью и без герметичной упаковки, отсыревание и последующее залипание при сварке неминуемо. Дело в обмазке.
Обмазка, как губка, впитывает влагу и таким образом ухудшает сварочные свойства электрода. Поэтому даже если стержни пролежали без упаковки 8 часов, обязательно просушите (прокалите) их.

Для хранения электродов после вскрытия упаковки, подойдет термопенал или пенал-термос. В первом прогрев можно производить от трансформатора или от сети 220В. Во втором изделия предварительно нагреваются и очень долго остывают, сохраняя нужную температуру.
Отсутствие прокалки
Электродная продукция перед выполнением работ требует предварительного прокаливания – об этом производители предупреждают и на своих сайтах, и на упаковке, указывая режимы термообработки-сушки на каждую марку и единицу продукции. В противном случае залипания металла при сварке часто не избежать.
Нельзя выполнять прокаливание в пламенной печи, так как невозможно точно настроить температуру. Не рекомендуется делать это и в газовой (с прямым нагревом) – в газе содержится некоторая доля влаги, которую впитывает обмазка, в результате ее качество снижается.
Оптимальный вариант прокалки – электропечь. Перед выполнением операции необходимо уточнить рекомендуемую температуру и время выдержки, которые указаны на этикетке, прикреплённой к каждой пачке продукции. У электродов разных типов они разнятся – от 180 ᵒС и 1 часа для электродов с рутиловым покрытием и до 400 ᵒС 1,5–2 часа для электродов с основным покрытием.
У электродов разных типов они разнятся – от 180 ᵒС и 1 часа для электродов с рутиловым покрытием и до 400 ᵒС 1,5–2 часа для электродов с основным покрытием.
Плохое качество
Пожалуй, это ключевая проблема. Рынок электродной продукции огромен, конкуренция высокая. У какого-то производителя оно безупречно, у кого-то в чем-то похуже. Но все это – официальные производители, известные бренды. Конкуренцию им составляют кустари из мастерских или мелких, слабо оснащенных производств. Здесь часто нарушаются технологии изготовления и нанесения обмазки, однако и такие изделия находят своего клиента. Но, как говорится, «скупой платит дважды».
В заключение
Чтобы электрод правильно «работал», соблюдайте требования и рекомендации, указанные производителем. Выбирайте продукцию только известных и проверенных предприятий. Так, Магнитогорский электродный завод (МЭЗ) производит электроды разнообразного назначения, которые используются при сварке в различных условиях. Качество отмечено сертификатами государственных органов, на всю продукцию предоставляется гарантия.
В нашем каталоге представлен широкий ассортимент продукции, вы можете сделать заказ онлайн или позвонить по телефону: 8 (800) 511-01-09.
Электроды для сварки
как избежать этого у инвертора, подготовка и настройка – Расходники и комплектующие на Svarka.guru
Прилипает электрод при сварке инверторомСварочный инвертор — это отличная альтернатива старым трансформаторникам для сварки, которые слишком сильно «садят» электросеть. Сегодня, когда стоимость инверторов сильно упала, позволить себе купить недорогой инвертор для дома может практически каждый человек. При этом даже нет необходимости обладать азами сварщика, все придёт с опытом.
Самая частая проблема при сварке инвертором, это залипание электрода. В данной статье строительного журнала будет рассказано о том, почему прилипает электрод при сварке инвертором, и как собственно бороться с этой напастью.
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.
В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.
Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Некоторые новички забывают перед проведением сварочных работ очистить поверхность от загрязнений и ржавчины. Из-за этого контакт электрода с поверхностью детали недостаточен и дуга гаснет сразу после поджига. В попытке исправить ситуацию сварщик поджигает дугу снова и снова, пытаясь сварить загрязненные детали. Это приводит к залипанию кончика электрода.
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Рекомендации
Одним из самых простых способов побороть данную проблему является дополнительная функция «антизалипание электрода», которая имеется на современных сварочных аппаратах. Естественно, что она не поможет в самых сложных случаях, но сделает их использование существенно более простым и легким.
Также нужно уделить внимание правильному подбору самих электродов и режимов их использования. Это является основным способом избежать залипания. Ведь иногда достаточно лишь поднять силу тока до нужного уровня и горение дуги стабилизируется.
Перед использованием расходных материалов следует их просушить и прокалить, чтобы избавиться от влаги. Даже если это новые расходные материалы, то следует провести данные процедуры, так как во время перевозки и хранения они могли впитать жидкость из воздуха.
Нужно проверять конец электрода, как при первом зажигании, так и при последующих. Так как в самом начале обмазка может обсыпаться. А после на конце может налипнуть шлак, который помешает сварке.
Так как в самом начале обмазка может обсыпаться. А после на конце может налипнуть шлак, который помешает сварке.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить. Это можно сделать в электропечи, с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).
Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Резюме
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!
Чего вам и желаем. Успехов!
Неправильное хранение
Хранение материалов должно быть правильным. Условия хранения и использования написаны на каждой пачке электродов — определенная температура и влажность. Крупные поставщики имеют склады с правильным температурным и влажностным режимом — к ним претензий не возникает. Небольшие магазины иногда хранят продукцию в неотапливаемых контейнерах или местах с повышенной влажностью.
Даже при правильном хранении электрод может не зажечься, если закончился срок годности или порвана упаковка. У старых расходников обсыпается смазка. Как правило, в самом нужном месте — на кончике. Такой экземпляр обязательно залипнет. Если после вскрытия коробки с расходниками прошло более 8 ч., лучшим решением будет просушка при невысокой температуре — 100 градусов. Впитавшаяся влага испарится и электрод восстановит свойства.
Забыв проверить на упаковке срок хранения, мастер начинает думать, что неисправен инвертор.
Низкое качество
Прежде чем приступать к устранению залипания электрода, надо убедиться в их качестве. Изделия, произведенные в кустарных условиях, могут прилипать даже при отлично подобранном режиме электросварки.
Изделия, произведенные в кустарных условиях, могут прилипать даже при отлично подобранном режиме электросварки.
На рынке распространяются подделки известных компаний производителей. Поэтому при покупке не стремитесь за дешевизной, обязательно проверяйте всю документацию.
Но даже продукция одного производителя может отличаться в разных партиях. Нередко первые партии новых марок электродов более качественные, чем последующие.
Электрод может прилипать по причине оббитой обмазки. Чтобы проверить качество обмазки, опытные сварщики советуют при покупке отпустить электрод плашмя с высоты около 2 метров.
Главное чтобы поверхность приземления была ровной. Если обмазка откололась, значит, электроды некачественные и приобретать их не следует.
Отсыревшие электроды тоже будут прилипать. При высокой влажности дуга будет нестабильна и сварщику приходится прижимать край проводника к основному металлу. Это будет вызывать залипание из-за короткой дуги.
В этом случае значительно снижается качество сварного соединения. Шов будет перенасыщаться водородом, на стыке будут образовываться трещины.
Шов будет перенасыщаться водородом, на стыке будут образовываться трещины.
При покупке обратите внимание на наличие характерного белого налета на поверхности обмазки. Если налет присутствует, необходимо перед работой обязательно прокалить расходники.
Самый простой способ – это закоротить электрод на поверхности металла на некоторое время. Вставив его в держатель, прижать к стальной поверхности и держать около 5 секунд. Затем, движением держателя в сторону и вверх оторвать электрод и приступить к свариванию соединения.
Но этот способ приводит к подгоранию контактов, поэтому его лучше применять в условии отсутствия возможности прокаливания в цивильных условиях. Для нормальной прожарки достаточно поместить их в духовку с температурой 150 °C на 40 мин.
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр.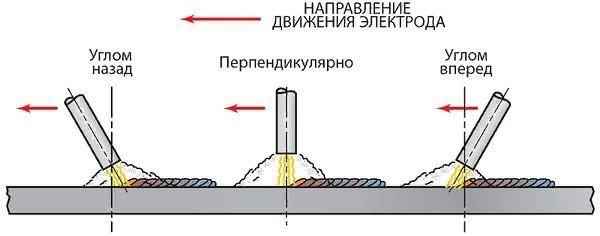 Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Влияние силы тока
В зависимости от толщины детали и диаметра электрода необходимо подбирать нормальный уровень сварочного тока. При недостаточном его значении электрод будет прилипать к детали.
Это обусловлено малым током для образования сварочной ванны. Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Большое значение имеет профессионализм сварщика. Теоретические знания при отсутствии опыта это мертвый груз.
Неопытный сварщик очень боится дырок, поэтому выставляет изначально малое значение сварочного тока. Это приводит к возможному непровару стыка, а электрод обязательно прилипает к основному материалу.
Сварочный аппарат варит прерывисто
Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- неисправности, связанные с неправильной работой электронной «начинки» аппарата
- неисправности, связанные с неправильным выбором режима работы.


Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Основные причины залипания электродов — Все о сварке
Электроды при электросварке часто липнут к металлу, особенно эта проблема распространена среди начинающих сварщиков. Когда электрод липнет к свариваемой поверхности, то его практически невозможно оперативно удалить, что приводит к множеству проблем и может закончится перегрузкой бытовых электросетей. В этой статье мы расскажем, почему электрод прилипает при сварке, рассмотрим основные ошибки новичков и подскажем, как предотвратить залипание электрода.
В этой статье мы расскажем, почему электрод прилипает при сварке, рассмотрим основные ошибки новичков и подскажем, как предотвратить залипание электрода.
Содержание статьи
- Залипание электродов: причины проблемы
- Причина №1: Повышенная влажность электрода
- Причина №2: Плохое качество электродов
- Причина №3: Аппарат настроен неправильно
- Причина №4: Поверхность детали не подготовлена
- Причина №5: Дуга поджигается неправильно
- Как предотвратить прилипание электрода
- Решение №1: Подготовьте электроды и металл
- Решение №2: Настройте оборудование правильно
- Решение №3: Научитесь правильно поджигать дугу
- Вместо заключения
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.
Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.
Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.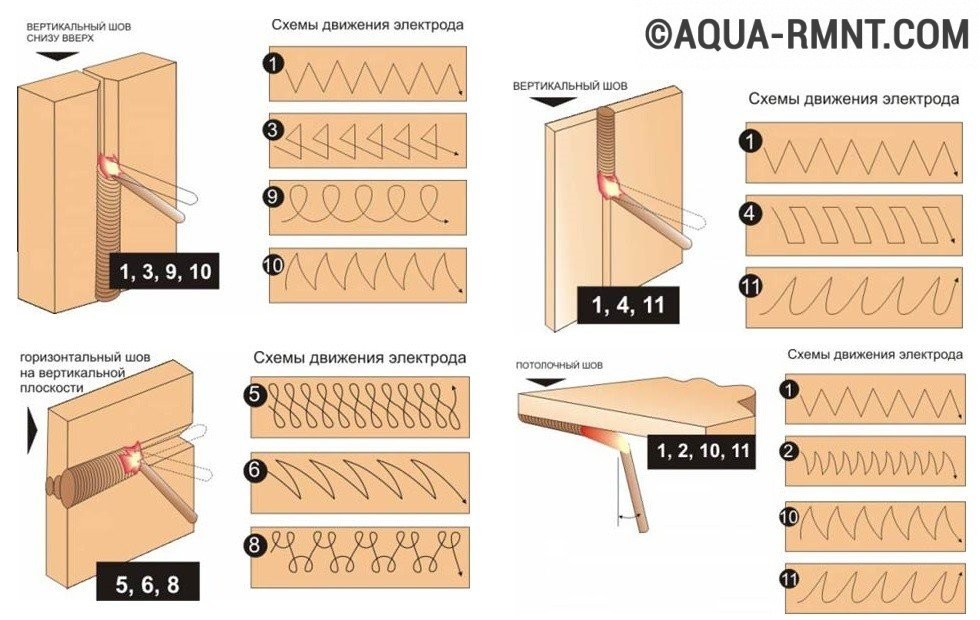
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Некоторые новички забывают перед проведением сварочных работ очистить поверхность от загрязнений и ржавчины. Из-за этого контакт электрода с поверхностью детали недостаточен и дуга гаснет сразу после поджига. В попытке исправить ситуацию сварщик поджигает дугу снова и снова, пытаясь сварить загрязненные детали. Это приводит к залипанию кончика электрода.
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Впоследствии электроды прилипают один за другим при каждой новой работе.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить. Это можно сделать в электропечи, с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).
Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Вместо заключения
Теперь вы знаете, как правильно варить электросваркой, чтобы электрод не прилипал к металлу и ваши труды не были напрасны. Кратко резюмируя, следите за выставленными параметрами тока на вашем инверторе, не экономьте на качественных электродах и учитесь правильно поджигать дугу. Поделитесь своим положительным опытом в комментариях, чтобы начинающие сварщики могли взять его на вооружение. Желаем удачи!
Автоматическая защита от залипания электродов
Основные причины залипания
В первую очередь следует обратить внимание на сварочный инвертор. Если он малой мощности, то не сможет выдать достаточную силу тока для сваривания толстых деталей. Есть немало и других причин, почему прилипает электрод во время сварки, к ним относятся:
- сырые электроды;
- оббитая обмазка или ее низкое качество;
- материал сердечника не подходит для свариваемого металла;
- большие перепады напряжения в сети, могут привести к низкому сварочному току или к его резким скачкам;
- сварщик с низкой квалификацией, из-за боязни прожечь дырку выставляет очень малую силу тока на сварочном аппарате;
- сбой настроек аппарата или инвертора;
- при подключении перепутаны фазы, сварка ведется током обратной полярности. Это правило не распространяется при сварке алюминия и его сплавов;
- возможно, нарушена целостность сварочного кабеля;
- обратите внимание на нагрев сварочного держака, при очень высокой температуре, необходимо провести его подключение к кабелю;
- плохое качество подготовительных работ, детали не очищены от смазки или ржавчины;
- возможна причина в низкой квалификации сварщика и не умении поддерживать нормальный уровень горения электрода;
- возможно причина в сильном загрязнении электрода.
 Это правило не распространяется при сварке алюминия и его сплавов;
Это правило не распространяется при сварке алюминия и его сплавов;Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих.
Низкое качество
Прежде чем приступать к устранению залипания электрода, надо убедиться в их качестве. Изделия, произведенные в кустарных условиях, могут прилипать даже при отлично подобранном режиме электросварки.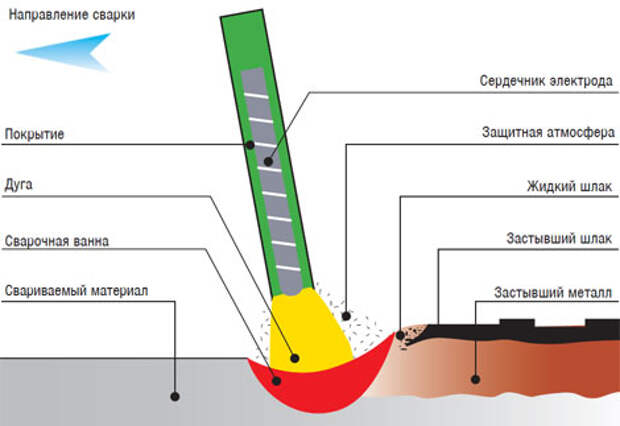
На рынке распространяются подделки известных компаний производителей. Поэтому при покупке не стремитесь за дешевизной, обязательно проверяйте всю документацию.
Но даже продукция одного производителя может отличаться в разных партиях. Нередко первые партии новых марок электродов более качественные, чем последующие.
Электрод может прилипать по причине оббитой обмазки. Чтобы проверить качество обмазки, опытные сварщики советуют при покупке отпустить электрод плашмя с высоты около 2 метров.
Главное чтобы поверхность приземления была ровной. Если обмазка откололась, значит, электроды некачественные и приобретать их не следует.
Отсыревшие электроды тоже будут прилипать. При высокой влажности дуга будет нестабильна и сварщику приходится прижимать край проводника к основному металлу. Это будет вызывать залипание из-за короткой дуги.
В этом случае значительно снижается качество сварного соединения. Шов будет перенасыщаться водородом, на стыке будут образовываться трещины.
При покупке обратите внимание на наличие характерного белого налета на поверхности обмазки. Если налет присутствует, необходимо перед работой обязательно прокалить расходники.
Самый простой способ – это закоротить электрод на поверхности металла на некоторое время. Вставив его в держатель, прижать к стальной поверхности и держать около 5 секунд. Затем, движением держателя в сторону и вверх оторвать электрод и приступить к свариванию соединения.
Но этот способ приводит к подгоранию контактов, поэтому его лучше применять в условии отсутствия возможности прокаливания в цивильных условиях. Для нормальной прожарки достаточно поместить их в духовку с температурой 150 °C на 40 мин.
 4 способа!» src=»https://www.youtube.com/embed/od_vMm9Fdm4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
4 способа!» src=»https://www.youtube.com/embed/od_vMm9Fdm4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Влияние силы тока
В зависимости от толщины детали и диаметра электрода необходимо подбирать нормальный уровень сварочного тока. При недостаточном его значении электрод будет прилипать к детали.
Это обусловлено малым током для образования сварочной ванны. Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Большое значение имеет профессионализм сварщика. Теоретические знания при отсутствии опыта это мертвый груз.
Неопытный сварщик очень боится дырок, поэтому выставляет изначально малое значение сварочного тока. Это приводит к возможному непровару стыка, а электрод обязательно прилипает к основному материалу.
Что такое и причины появления
Сварочный шлак ― это пористая корка черного цвета, которая образуется на поверхности шва. После остывания легко отбивается молотком. В состав отхода входят оксиды материала заготовок и электродов, марганца, кремния и других элементов. Содержание расплавленных компонентов флюса или обмазки электродов незначительно и существенно не влияет на структуру отхода. По технологии слой шлака должен защищать расплавленное железо от окисления кислородом воздуха и быстрого остывания, предотвращая тем самым образование трещин. Однако если его частицы после остывания остаются внутри сварочного шва, прочность соединения значительно снижается. Это может стать причиной разрушения конструкции во время эксплуатации, если она подвергается механическим нагрузкам.
Внутренние шлаковые включения появляются, если:
- сварка проводится на заниженном токе;
- неправильно выбран диаметр электрода;
- шов быстро охлаждается, поэтому сварочный шлак не успевает всплыть на поверхность;
- недобросовестно выполнена подготовка кромок деталей;
- у расплавленного отхода большое поверхностное натяжение, которое удерживает его внутри сварочной ванны;
- неравномерно перемещать электрод вдоль стыка.
Темная корка поверх сварного шва, которая легко отбивается молотком, и есть шлак
Влияние питающей сети
Если в сети величина напряжения очень низкая – это одна из причин, почему липнет электрод у сварщика, не зависимо от уровня его мастерства.
Возможно, причина кроется в малом сечении подводящего провода. Необходимо устранить недостатки электропроводки или подключиться к более надежной сети. Помогут решить проблему стабилизаторы напряжения достаточной мощности.
Если вам приходится подключаться к сети через удлинитель, убедитесь, что сечение проводов не менее 2,5 мм 2 . При необходимости можно применить и более тонкие провода. Но в этом случае придется взять более тонкие электроды и сделать меньше сварочный ток.
Из-за чего прилипает электрод при сварке инвертором?
Залипание электрода самая распространенная проблема среди молодых, начинающих электросварщиков. Неправильное движение электродом, слишком коротка дуга, ошибки в настройке инвертора, и вот, электрод постоянно «тянет» к металлу, он намертво прилипает к нему. Конечно же, здесь, как было сказано выше, всё во многом зависит от опыта и знаний сварщика пользоваться сварочным инвертором.
При этом, самыми распространенными ошибками из-за которых залипает электрод при сварке, являются:
Использование отсыревших электродов — обмазка электрода после длительного хранения может отсыреть, вследствие чего электрод начнёт прилипать и разбрызгивать металл в стороны. Чтобы избежать данной проблемы нужно всего лишь просушить электроды в специальном термопенале или же в обычной электрической духовке при температуре не менее чем в 110 градусов с плюсом. Таким образом можно будет избежать залипание электрода во время сварки.
Плохие электроды или неправильно подобранные, также нередко становятся причиной возникновения рассматриваемой в данной статье проблемы. Особенно это касается электродов для постоянного и переменного тока. Основные признаки этого, как раз и будет залипание электродов и очень нестабильная сварочная дуга.
Как правильно разжигать дугу
Ошибки во время розжига электрода, как правило, допускаются в самом начале своей карьеры, начинающими сварщиками. Электрод просто касается металла и не убирается вовремя от него, так и залипая на одном месте. Чтобы избежать подобной ошибки следует стукнуть электродом по заготовке, и тут же отвести его вверх, но не слишком высоко, чтобы дуга не погасла. В дальнейшем, с приходом опыта, данное действо будет происходить на полном автоматизме.
Слишком короткая дуга, также становится причиной залипания электрода при сварке инвертором. Многие опытные сварщики рекомендуют учиться варить инвертором на короткой дуге, порядка 3-4 мм. Меньшая дуга приведёт к залипанию электрода и к возникновению рассматриваемой в данной статье проблеме.
Как отличить шлак от металла
Для предотвращения засорения соединения нужно уметь отличать шлак от металла при сварке. Их различают по характерным признакам:
- цвет расплавленного железа более светлый;
- плотность сварочного шлака меньше;
- за счет большей текучести жидкий металл более подвижен;
- время застывания шлака больше.
Отследить появление отхода можно в процессе расплавления металла. В свете дуги хорошо видны границы стыка и сварочной ванны. Все что светлое ― металл, темное ― шлак. Распознать различия между ними будет проще, если вести сварку углом назад.
Какой ток выставить на инверторе
Неправильно выставлен ток на инверторе — прежде чем приступить к сварке, следует разобраться с тем, какой должен быть выставлен ток на инверторе, для работы с теми или иными электродами, металлом и т. д. Многое здесь зависит, конечно же, от диаметра электродов и от толщины свариваемого металла. Однако неправильно подобранный ток сварочного инвертора, как раз и приводит к прилипанию электрода.
Так, для сварки инвертором, применимы следующие значения тока:
- При работе с электродами 2 мм — минимальный ток 40А, а максимальный ток 80А;
- Для работы с электродами 3 мм, сварочный ток должен быть в пределах от 80 до 120А;
- Чтобы варить электродом 4 мм, ток должен быть выставлен на инверторе в пределах 120-160 А.

Современные сварочные инверторы имеют плавную регулировку тока. Поэтому очень просто при залипании электрода подрегулировать сварочный ток в большую сторону, а при прожиге металла, наоборот.
Почему прилипает электрод при сварке
Прилипание электрода при сварке к поверхности металла — очень частая проблема, особенно у начинающих сварщиков. Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Почему прилипает электрод при сварке? Как избежать данной проблемы и что нужно знать, чтобы электрод не залипал? На самом деле прилипание электрода не происходит само собой. Разумеется, к этому приводят некоторые ошибки при сварке или же данное явление обусловлено низким качеством расходных материалов. В данном случае речь идет про электроды, они могут быть подобраны не в соответствии с требованиями сварочного инвертора или быть попросту отсыревшими.
Почему много шлака при сварке
Когда образуется много шлаков при сварке, они мешают следить за качеством формируемого шва и выполнять операцию, так как плохо проводят ток. Причинами появления большого количества отходов могут стать:
- Остатки грязи, ржавчины на кромках. Из них образуются крупные включения с хвостами.
- Низкое значение раскисления металла. Поэтому в расплаве остается много растворенного кислорода, который образует оксиды.
- Проведение сварки некачественными электродами с тонким слоем обмазки. Из-за неравномерного плавления их частицы попадают в сварочную ванну.
- Использование флюсов с тугоплавкими компонентами. Из-за большого удельного веса их оксиды не поднимаются на поверхность.
- Нарушения технологического процесса. При неправильном угле наклона или быстром перемещении электрода детали не успевают прогреться и быстро охлаждаются.
Почему прилипает электрод при сварке инвертором
Чаще всего причина залипания электрода связана с тем, что используются отсыревшие и не прокаленные электроды, которые лежали без дела долгое время. Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.
Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.
Вторая причина, чаще всего связана с неправильным розжигом дуги, и она появляется у тех, кто только начал варить. Более подробно о том, как варить электросваркой вы можете прочитать в прошлой статье сайта mmasvarka.ru , поскольку там данные нюансы освещены в полной мере. Однако факт остается фактом, и из-за неправильного розжига дуги, электрод начинает липнуть к металлу, да так, что оторвать его можно потом, только с согнутым концом.
Низкое качество электродов, также может стать причиной их прилипания при сварке. Стоит отдавать предпочтение только проверенным временем производителям, которые выпускают качественные электроды для сварки, уже не один год. Также, неправильно подобранные электроды для инвертора могут привести к проявлению данной проблемы. Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.
Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.
Неочищенная и ржавая поверхность металла, вот еще одна из причин, которая приводит к залипанию электродов при сварке инвертором. Не забывайте о том, что нужно чистить заготовки для сварки от ржавчины, краски, битума и т. д. Тогда и проблем с залипанием электрода будет на одну меньше.
Ну и последняя причина, из-за которой может прилипать электрод, это неправильные регулировки инвертора. В данном случае речь идет о параметрах тока для сварки. Если ток выбран слишком маленького значения, то электрод станет липнуть к поверхности металла.
Чтобы избежать данной проблемы, нужно изначально оценивать толщину свариваемого металла, а уж затем подбирать электроды соответствующего диаметра и выставлять ток на инверторе, исходя от данного значения.
Как не допустить залипание электрода
Итак, следует подвести итоги и выделить основные моменты, чтобы не столкнуться с такой проблемой, как прилипание электрода при сварке.
Что мы, в конце концов, имеем:
- Электроды должны подходить для сварки инвертором, быть подобраны в соответствии с толщиной свариваемого металла и абсолютно сухими;
- Сварочный ток на инверторе должен быть выставлен в соответствии с диаметром применяемых для сварки электродов;
- Поверхность свариваемого металла не должна быть грязной и ржавой;
- Напряжение в электросети (о чем не было сказано выше) должно быть нормальных показателей. Часто отклонение напряжения в меньшую сторону, приводит к тому, что инвертор попросту не вытягивает и не выдаёт нужные параметры тока;
- В процессе сварки металлов крайне важно исключить такие ошибки, как неправильный розжиг или слишком короткая дуга.
Все вышеперечисленные советы должны помочь начинающим электросварщикам в их непростом деле.
Причины плохого зажигания дуги и прилипание электрода
После того как Вы приобрели электроды в магазине, принеся их домой, Вы хотите их испытать. Однако совсем скоро Вы можете быть разочарованы, потому, что у Вас плохо поджигается сварочная дуга. Первыми мыслями в таком случае у Вас могут быть такие размышления: низкое качество электродов и тот, кто Вам их продал, обманул Вас.
Первыми мыслями в таком случае у Вас могут быть такие размышления: низкое качество электродов и тот, кто Вам их продал, обманул Вас.
Однако, как ни странно, самой частой причиной плохого поджога дуги является не низкое качество электродов, а другие проблемы, которые относятся к Вам. Чаще всего многие люди используют электроды без предварительной прокалки, поэтому у них часто возникает такая проблема. Для того чтобы у Вас не было подобной проблемы, Вам нужно производить предварительную прокалку при температуре, указанной на упаковке. Также там Вы можете найти и время прокалки электродов.
Если Вы используете электроды с целлюлозным покрытием, то Вам нужно помнить, что их нельзя прокаливать и причиной плохого зажигания дуги является, скорее всего, сварочный ток. При сильно завышенном токе, у Вас будет прогорать металл и сваривание не получится качественным.
Если же ток ниже требуемого, то у Вас будет слабый поджог дуги и сваривание нельзя будет назвать удачным. В таком случае Вам нужно узнать подходящий сварочный ток, который будет наилучшим образом подходить для сваривания используемыми электродами. Узнать требуемый сварочный ток для электродов Вы можете на упаковке, где находятся и другие данные о сварочных электродах.
В таком случае Вам нужно узнать подходящий сварочный ток, который будет наилучшим образом подходить для сваривания используемыми электродами. Узнать требуемый сварочный ток для электродов Вы можете на упаковке, где находятся и другие данные о сварочных электродах.
Также немаловажным фактором является место хранения электродов, потому что именно по этой причине Вам может понадобиться прокаливать сварочные электроды. Неправильное место хранения электродов может означать, что Вам нужно будет потом производить прокаливание и, возможно, с электродов может опасть обмазка, а это значит, что сварочный электрод уже не будет пригодным для проведения сварочных работ. Поэтому Вам нужно внимательно относиться к тому, где Вы храните сварочные электроды.
Хранить сварочные электроды лучше всего в специальной печи для прокалки электродов. Имея такую печь в своем распоряжении, Вы можете не только производить прокалку нужных Вам электродов, но еще и хранить их там, в сухом месте.
Таким образом, защищая сварочные электроды от воздействия влаги, Вы сможете быть полностью уверенными в качестве сварочного шва, нанесенного ними. Также если Вы будете правильно хранить сварочные электроды, то сможете избежать плохого поджога сварочной дуги, тем самым повысив качество сварочного шва и облегчив работу самому себе.
Еще одной проблемой при поджоге дуги может стать плохо очищенный металл, который нужно сваривать. Однако если Вы его очистите или просто будете использовать другие сварочные электроды, которыми можно производить сваривание по загрязненному металлу, то Вы можете не волноваться, что дуга будет плохо зажигаться и сваривание доставит Вам немало хлопот.
Итак, правильно подобрав сварочный ток, прокалив электроды и очистив кромки свариваемого металла, Вы сможете производить сваривание без проблем с поджогом дуги.
Сварочные электроды уони-13 Ильменитовые электроды Подобор диаметра электрода Электроды для чугуна
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Зачем нужно удалять шлак
Если отход не удалить, оксиды, из которых он состоит, вступают в химическую реакцию с металлом и разрушают шов. Поэтому, как только соединение остынет, почерневшую корку удаляют. Кроме этого сварочный шов очищают от шлака, чтобы:
Поэтому, как только соединение остынет, почерневшую корку удаляют. Кроме этого сварочный шов очищают от шлака, чтобы:
- Провести визуальную проверку поверхности соединения на наличие дефектов.
- Покрасить собранную конструкцию или защитить сварочные швы антикоррозийным составом. Если предварительно не убрать шлаковую корку, она из-за слабого сцепления с металлом отвалится при эксплуатации вместе с нанесенным покрытием.
- Выполнить многослойную сварку толстостенных заготовок. Без очистки предыдущего наплавить следующий шов будет затруднительно. Из-за низкой электропроводности отхода дуга начнет гаснуть, а электрод залипать.
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
Если в сварочных работах используются расходники, которые находились в герметичной упаковке, то их можно смело использовать. Липнуть они не будут, если соблюдены все другие правила.
Липнуть они не будут, если соблюдены все другие правила.
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.
Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Почему электроды прилипают при сварке: причины
Даже у высококвалифицированного электросварщика может возникнуть ситуация с залипанием электрода при сварке. Опытный сварщик сможет легко решить эту проблему, а для начинающих важно знать причины залипания и уметь их устранять.
Блок: 1/5 | Кол-во символов: 230
Источник: https://svaring.com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов
Часто прилипает электрод при неправильном подборе его типа к определенному металлу. Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Загрязненная поверхность деталей не способствует должному контакту с ним держателя массы, да и самого электрода. При попытке поджечь дугу она может гаснуть, а обмазка начнет отпадать. Дальнейшие действия приведут к залипанию кончика стержня.
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Блок: 2/3 | Кол-во символов: 2847
Источник: https://WikiMetall.ru/metalloobrabotka/pochemu-prilipaet-elektrod-pri-svarke.html
Почему прилипает электрод при сварке
Одной из причин прилипания присадочного материала к основному металлу является недостаток покрытия электрода для сварки. Конец, как правило, является самым уязвимым местом и обмазка часто обсыпается именно здесь. Без нее дуга является достаточно нестабильной и незащищенной, так что залипание в таком случае будет вполне распространенным явлением. Здесь не поможет даже увеличение сварочного тока. Проблемы с покрытием могут возникать и в другом плане, так как оно часто накапливает влагу, при любой возможности. Помимо того, что влажными электродами не стоит варить по причине потенциально высокого содержания водорода в шве, что приведет к образованию трещин, так это еще будет провоцировать залипание. Одной из причин, почему залипает электрод, является его сырость. Если обмазка впитала большое количество влаги, то электрической дуге достаточно сложно зажечься. Здесь также не помогает увеличение сварочного тока, поэтому, лучше подобрать другие материалы для процесса.
Без нее дуга является достаточно нестабильной и незащищенной, так что залипание в таком случае будет вполне распространенным явлением. Здесь не поможет даже увеличение сварочного тока. Проблемы с покрытием могут возникать и в другом плане, так как оно часто накапливает влагу, при любой возможности. Помимо того, что влажными электродами не стоит варить по причине потенциально высокого содержания водорода в шве, что приведет к образованию трещин, так это еще будет провоцировать залипание. Одной из причин, почему залипает электрод, является его сырость. Если обмазка впитала большое количество влаги, то электрической дуге достаточно сложно зажечься. Здесь также не помогает увеличение сварочного тока, поэтому, лучше подобрать другие материалы для процесса.
Недостаток покрытия электрода для сварки
Одной из самых распространенных причин, почему прилипает электрод при сварке инвертором, является неправильно выбранный режим. Многие мастера боятся перепалить основной металл, так что стараются подобрать режим немного слабее, чем он должен быть. Недостаточная сила тока приводит к тому, что не хватает энергии для зажигания дуги. Даже если она зажигается на время, то быстро пропадает и электрод снова залипает. Именно по этой причине стоит обращать внимание на точные режимы сварки и использовать технику с точной регулировкой параметров, особенно, когда используются самые тонкие электроды.
Недостаточная сила тока приводит к тому, что не хватает энергии для зажигания дуги. Даже если она зажигается на время, то быстро пропадает и электрод снова залипает. Именно по этой причине стоит обращать внимание на точные режимы сварки и использовать технику с точной регулировкой параметров, особенно, когда используются самые тонкие электроды.
Выбор правильного режима при сварки инвертором
Недостаток опыта очень часто становится причиной, почему липнуть электроды при сварке, так как даже с правильно подобранными параметрами может ничего не выходить. Здесь требуется опыт зажигания конкретного диаметра электрода, а также владение нюансами работы в различных положениях. Здесь нужно уверенно словить дугу и ее положение. В ином случае она будет либо прерываться, если электрод будет слишком высоко, либо залипать, если слишком низко. Высота дуги зависит от конкретной марки и его диаметра. С учетом того, что специалисты рекомендуют держать дугу как можно ниже, то новички часто сводят всю ситуацию к тому, что электрод постоянно залипает.
Наиболее банальной причиной, почему залипает электрод при сварке инвертором, является низкое качество расходного материала. Слишком дешевые марки зачастую проявляют себя не лучшим образом и могут нести с собой весь спектр негативных моментов.
Блок: 2/3 | Кол-во символов: 2583
Источник: https://svarkaipayka.ru/material/elektrodyi/pochemu-prilipaet-elektrod-pri-svarke.html
Как устранить
Залипание не является непреодолимой проблемой. Современное и исправное оборудование, качественные материалы, правильное их хранение, тщательная подготовка заготовок к работе и набор опыта позволяют сварщику забыть про досадное прилипание.
Подготовка
Электроды, вынутые из только что вскрытой пленочной упаковки, в дополнительной подготовке не нуждаются- ими можно сразу варить. Залипание им не грозит.
Но уже через несколько часов пребывания на открытом воздухе, они могут набрать влагу. Тогда перед работой их следует просушить. Для этого на производстве применяют специальные сушильные электропечи, прогревающиеся до 400оС.
В домашней мастерской можно использовать муфельную печь. Допустим прогрев электродов на радиаторе отопления- но для этого понадобится несколько часов. Использовать для ‘просушки открытый огонь недопустимо – температура пламени может превысить допустимую.
Важно! Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства.
Настройки оборудования
Перед началом работы нужно точно установить тип сплава, который собираются сваривать, измерить толщину заготовки. В соответствии с этими параметрами по справочным таблицам, приведенным в паспорте сварочного аппарата или на портале завода-изготовителя, выбирается толщина электрода и необходимый сварочный ток.
Следует понимать, что это базовые параметры, в зависимости от конкретных условий, особенностей аппарата, конфигурации шва и опыта сварщика в них могут вноситься некоторые поправки.
Особо осторожными нужно быть при подборе параметров для тонких заготовок-листов или деталей кузова. Для них особенно велик риск прожога. в этом случае начинают с нижней границы табличного диапазона, постепенно увеличивая силу тока до достижения оптимального провара.
У неопытных сварщиков часто возникает вопрос, почему электрод козыряет, то есть обмазка с одной стороны сгорает не полностью, образуя козырек. Это происходит из-за завышения сварочного тока и несоблюдения угла наклона стержня к заготовке.
Кроме настройки агрегата, необходимо также провести тщательную подготовку поверхности.
Кроме области шва и околошовной области, следует зачистить и обезжирить также место присоединения к заготовке массового провода.
Научитесь правильно поджигать дугу
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения.
Не следует также наклонять держатель под слишком острым углом. При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата. И, наконец, важно применять правильные приемы розжига дуги.
Следует также правильно выставлять параметры работы сварочного аппарата. И, наконец, важно применять правильные приемы розжига дуги.
Блок: 3/3 | Кол-во символов: 3398
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/pochemu-elektrody-prilipajut.html
Низкое качество
Прежде чем приступать к устранению залипания электрода, надо убедиться в их качестве. Изделия, произведенные в кустарных условиях, могут прилипать даже при отлично подобранном режиме электросварки.
На рынке распространяются подделки известных компаний производителей. Поэтому при покупке не стремитесь за дешевизной, обязательно проверяйте всю документацию.
Но даже продукция одного производителя может отличаться в разных партиях. Нередко первые партии новых марок электродов более качественные, чем последующие.
Электрод может прилипать по причине оббитой обмазки. Чтобы проверить качество обмазки, опытные сварщики советуют при покупке отпустить электрод плашмя с высоты около 2 метров.
Главное чтобы поверхность приземления была ровной. Если обмазка откололась, значит, электроды некачественные и приобретать их не следует.
Отсыревшие электроды тоже будут прилипать. При высокой влажности дуга будет нестабильна и сварщику приходится прижимать край проводника к основному металлу. Это будет вызывать залипание из-за короткой дуги.
В этом случае значительно снижается качество сварного соединения. Шов будет перенасыщаться водородом, на стыке будут образовываться трещины.
При покупке обратите внимание на наличие характерного белого налета на поверхности обмазки. Если налет присутствует, необходимо перед работой обязательно прокалить расходники.
Самый простой способ – это закоротить электрод на поверхности металла на некоторое время. Вставив его в держатель, прижать к стальной поверхности и держать около 5 секунд. Затем, движением держателя в сторону и вверх оторвать электрод и приступить к свариванию соединения.
Но этот способ приводит к подгоранию контактов, поэтому его лучше применять в условии отсутствия возможности прокаливания в цивильных условиях. Для нормальной прожарки достаточно поместить их в духовку с температурой 150 °C на 40 мин.
Блок: 3/5 | Кол-во символов: 1878
Источник: https://svaring.com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke
Заключение
Чтобы присадочный пруток не прилипал к поверхности шва, нужно правильно настроить инвертор, пользоваться качественными материалами и правильно проводить поджиг дуги.
Электроды нужно беречь от влаги, поверхность детали подготавливать к работе.
Таким образом, процесс сварки будет проходить без залипания и последствий.
Блок: 4/4 | Кол-во символов: 329
Источник: https://prosvarku.info/elektrody/zalipanie-elektrodov-pri-svarke
Влияние силы тока
В зависимости от толщины детали и диаметра электрода необходимо подбирать нормальный уровень сварочного тока. При недостаточном его значении электрод будет прилипать к детали.
Это обусловлено малым током для образования сварочной ванны. Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Большое значение имеет профессионализм сварщика. Теоретические знания при отсутствии опыта это мертвый груз.
Неопытный сварщик очень боится дырок, поэтому выставляет изначально малое значение сварочного тока. Это приводит к возможному непровару стыка, а электрод обязательно прилипает к основному материалу.
Блок: 4/5 | Кол-во символов: 789
Источник: https://svaring. com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke
com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke
Влияние питающей сети
Если в сети величина напряжения очень низкая – это одна из причин, почему липнет электрод у сварщика, не зависимо от уровня его мастерства.
Возможно, причина кроется в малом сечении подводящего провода. Необходимо устранить недостатки электропроводки или подключиться к более надежной сети. Помогут решить проблему стабилизаторы напряжения достаточной мощности.
Если вам приходится подключаться к сети через удлинитель, убедитесь, что сечение проводов не менее 2,5 мм2. При необходимости можно применить и более тонкие провода. Но в этом случае придется взять более тонкие электроды и сделать меньше сварочный ток.
Покупая сварочное оборудование, не надо экономить средства. Лучший вариант сварочного аппарата – это аппарат с дополнительной функцией «антизалипания электрода». Такой конвектор позволит избежать большинства причин залипания, но не сможет полностью исключить его.
Такой конвектор позволит избежать большинства причин залипания, но не сможет полностью исключить его.
Блок: 5/5 | Кол-во символов: 901
Источник: https://svaring.com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke
Количество использованных доноров: 6
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/pochemu-prilipaet-elektrod-pri-svarke.html: использовано 1 блоков из 3, кол-во символов 2847 (16%)
- https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/pochemu-elektrody-prilipajut.html: использовано 1 блоков из 3, кол-во символов 3398 (20%)
- https://svarkaipayka.ru/material/elektrodyi/pochemu-prilipaet-elektrod-pri-svarke.html: использовано 2 блоков из 3, кол-во символов 3576 (21%)
- https://samastroyka.ru/prilipaet-elektrod-pri-svarke-invertorom.html: использовано 1 блоков из 3, кол-во символов 934 (5%)
- https://prosvarku.info/elektrody/zalipanie-elektrodov-pri-svarke: использовано 2 блоков из 4, кол-во символов 2726 (16%)
- https://svaring. com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke: использовано 4 блоков из 5, кол-во символов 3798 (22%)
 com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke: использовано 4 блоков из 5, кол-во символов 3798 (22%)
com/welding/teorija/pochemu-prilipaet-elektrod-pri-svarke: использовано 4 блоков из 5, кол-во символов 3798 (22%)Пять шагов к совершенствованию техники сварки штангой
Основные элементы для улучшения результатов
Для многих людей, особенно тех, кто плохо знаком с ней или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в экранированном металле (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые могут взять в руки жало, вставить электрод и раз за разом наложить отличные сварные швы, могут внушать большой трепет остальным. Они заставляют это выглядеть легко.
Однако остальные из нас могут с этим бороться.И в этом нет необходимости, если мы не обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения — или сокращенно CLAMS. Правильное решение этих пяти основных задач может улучшить ваши результаты.
Подготовить
Хотя сварка электродом может быть наиболее щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала. Используйте металлическую щетку или шлифовальный станок для удаления грязи, копоти или ржавчины с места сварки.Игнорирование этих шагов снижает ваши шансы на сварку с первого раза. Нечистые условия могут привести к растрескиванию, пористости, неплавлению или включениям. Пока вы работаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Расположитесь так, чтобы хорошо видеть сварочную ванну. Для наилучшего обзора держите голову в стороне и вдали от сварочного дыма, чтобы обеспечить сварку в стыке и удерживать дугу на переднем крае лужи.Убедитесь, что ваша стойка позволяет вам удобно поддерживать электрод и манипулировать им.
МОЛОТЫ
Объединение всех точек CLAMS (текущая настройка, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения) может показаться серьезным занятием во время сварки, но с практикой это становится второй натурой. Не расстраивайтесь! Сварка штучной сваркой — это кривая обучения, которая, по мнению многих, получила свое название, потому что, когда учатся сваривать, каждый прикрепляет электрод к заготовке.
Не расстраивайтесь! Сварка штучной сваркой — это кривая обучения, которая, по мнению многих, получила свое название, потому что, когда учатся сваривать, каждый прикрепляет электрод к заготовке.
Настройка тока : Выбранный вами электрод будет определять, будет ли ваша машина настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что вы правильно настроили его для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов большее проникновение при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности, отрицательный электрод позволяет лучше сваривать более тонкие металлы.) Правильная установка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Изготовитель электродов обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока на основе электрода (общее практическое правило — 1 ампер на каждые 0,001 дюйма диаметра электрода), положения сварки (примерно на 15 процентов меньше тепла для работы над головой по сравнению с плоским сварным швом) и визуального осмотра готовая сварка. Отрегулируйте сварочный аппарат на 5-10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производителем электродов не указано иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода. Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он отрегулирует с шагом от 5 до 10 ампер, если необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если у вас слишком низкая сила тока, ваш электрод будет особенно липким при зажигании дуги, ваша дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерываться.
Этот шов возник в результате слишком слабого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при зажигании дуги, дуга будет продолжать гаснуть при сохранении правильной длины дуги, или дуга будет прерываться.
После зажигания дуги, если лужа слишком жидкая и ее трудно контролировать, ваш электрод горит, когда она только наполовину исчезла, или дуга звучит громче обычного, возможно, ваша сила тока слишком высока. Слишком много тепла также может отрицательно повлиять на свойства флюса электрода.
Сварочный шов возник в результате слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет слишком жидкой, и ее будет трудно контролировать. Это может привести к чрезмерному разбрызгиванию и более высокому риску подреза.Кроме того, электрод станет горячим — возможно, достаточно горячим, чтобы раскалиться к концу сварного шва — что может отрицательно повлиять на экранирующие свойства флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы раскалиться.
Длина дуги : Правильная длина дуги зависит от электрода и приложения. В качестве хорошей отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода.Например, электрод 6010 диаметром 1/8 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Длина дуги: Оптимальная длина дуги или расстояние между электродом и лужей такое же, как диаметр электрода (фактическая металлическая часть внутри флюсового покрытия). Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного шва с высоким гребнем.
Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного шва с высоким гребнем.
Слишком короткая длина дуги создает больший потенциал для прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой скорости наплавки, поднутрениям и часто оставляют пористость.
Слишком большая длина дуги приведет к образованию избыточных брызг в сварном шве. Также существует высокая вероятность поднутрения.
При первой попытке сварного шва кажется естественным использовать слишком длинную дугу, возможно, чтобы лучше видеть дугу и лужу.Если у вас проблемы со зрением, поверните голову, а не удлиняйте дугу. Начните с поиска хорошего положения тела, которое дает вам адекватный обзор лужи, а также позволяет стабилизировать электрод и манипулировать им.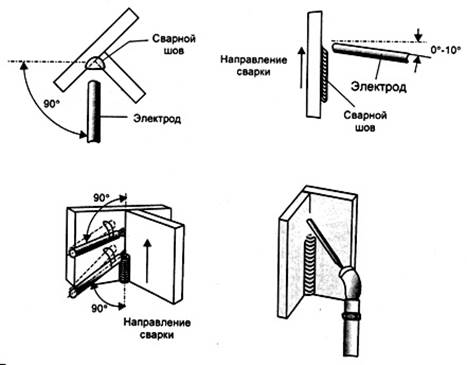 Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : При сварке палкой в плоском, горизонтальном и верхнем положениях используется техника сварки волочением или обратной стороной.Держите электрод перпендикулярно стыку, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или переда и наклоните верх электрода от 0 до 15 градусов от направления движения.
Угол перемещения. При сварке слева направо сохраняйте угол наклона от 0 до 15 градусов по направлению движения. Это называется техникой перетаскивания или бэкхенда.
Манипуляции с электродом : Каждый сварщик манипулирует электродом немного по-своему.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие техники дают наилучшие результаты. Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в форме «Z», полукруга или ступенчатого рисунка.Ограничьте поперечное движение до двух диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте бусины для ниток.
Здесь сварщик использует полукруглое движение, чтобы создать более широкий валик с уложенными друг на друга монетами. Для более тонких сварных швов может быть достаточно ровного валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон соединения, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная лужа могла догнать сварочную лужу, и слегка остановитесь по бокам, чтобы обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость движения : Ваша скорость движения должна позволять поддерживать дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала создайте сварочную ванну желаемого диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней одной трети лужи. Если вы путешествуете слишком медленно, тепло будет направлено в лужу, а не на сварной шов, что приведет к холодному притирку или плохой сварке.
При слишком медленном перемещении образуется широкий выпуклый валик с неглубоким проплавлением и возможностью холодной притирки, когда сварной шов кажется просто прилегающим к поверхности материала.
Слишком низкая скорость перемещения приведет к образованию валика со слишком большим наплавленным слоем, что может привести к холодному притирку. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и / или сильно выпуклый валик и, возможно, недозаливку или поднутрение, когда область за пределами сварного шва является вогнутой или углубленной. Обратите внимание на конец бусинки на изображении ниже, как бусинка кажется непоследовательной, как будто лужа пытается не отставать.
Слишком быстрое перемещение приведет к получению более тонкого / меньшего размера бусинки, которая будет иметь больше эффекта V-образной ряби в луже, чем красивого U-образного эффекта или эффекта сложения монет.
Эти советы, наряду с практикой и терпением, направят вас в правильном направлении, чтобы улучшить вашу технику сварки штангой.
Объяснение сварочных стержней
Существует множество различных сварочных электродов и
провода там. В этой области сварочные электроды обычно называют «сварочными.
стержни «, поэтому я буду использовать этот термин здесь.
В этой области сварочные электроды обычно называют «сварочными.
стержни «, поэтому я буду использовать этот термин здесь.
» Палка Сварка »также является предпочтительным термином для SMAW, сокращенно от Дуговая сварка защищенного металла.
Ручная сварка используется для быть сделано с помощью голого сварочного стержня. Это было очень сложно, и использовать его можно было только в плоском положении. Если вы когда-нибудь наклеивали на него стержень с флюсом, вы можете только представьте, сколько раз втыкали голые стержни! Если стержень подходит слишком близко к основного металла это уменьшит напряжение, вызывая гашение дуги.
Нажмите здесь, чтобы просмотреть наши сварочные печи и узнать о
о преимуществах правильного хранения!
Заедание
сварочный стержень — это то место, где стержень вместо того, чтобы плавиться, как должен, прилипает к
основной металл.Сила тока не хватает, чтобы расплавить его, но достаточно, чтобы он прилип. Один из способов ослабить его — немедленно оторвать стержень от основания.
металл. Если это не сработает, вам придется разжать стержень, а затем сломать его.
Один из способов ослабить его — немедленно оторвать стержень от основания.
металл. Если это не сработает, вам придется разжать стержень, а затем сломать его.
КАЖДЫЙ прилепляет сварочные стержни, когда учится, и даже старые соли, такие как я, время от времени наклеивают. Я всегда думал это называли сваркой палкой, потому что электрод выглядел как палочка, но я читал на сайте Миллера однажды, что это называется сваркой штангой, потому что так много людей придерживайся при обучении
Если рвануть «жало» (электрододержатель) достаточно быстро, вы можете отломить стержень от основного металла и повторно зажгите дугу. Но если он останется там слишком долго и станет слишком горячим, он легко палку снова, и ее следует положить и дать остыть.
Многие
когда он заедает, рывки или отрыв стержня вызывают
поток, чтобы оторваться от конца. Из-за этого очень сложно нанести удар и снова дугу
без прилипания. Приклеивание удочки — НЕКОТОРЫЕ разочарование.Я пробиваюсь
сумку в моем магазине, чтобы студенты приобрели хорошую координацию глаз / рук, но это
также способ выпустить пар, когда им нужно.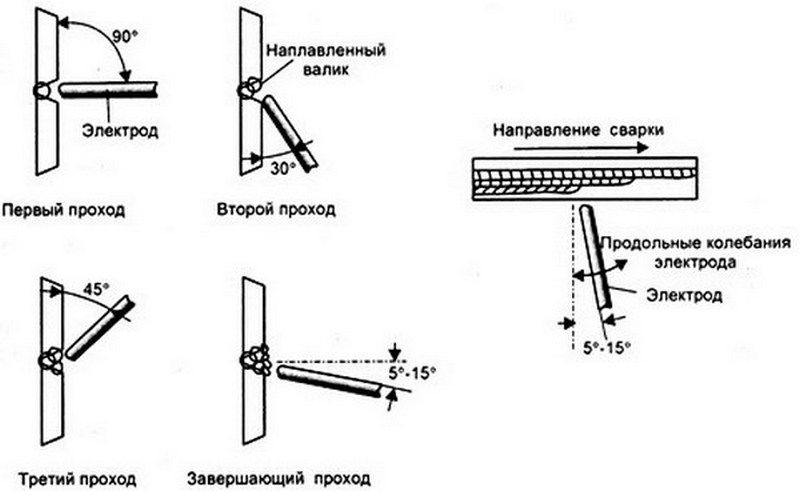
Один быстрое исправление — длинная дуга (удерживайте стержень над пластиной примерно на четверть дюйма) сварочный стержень и обжигайте оголенный металл, пока он не достигнет флюса. . Это помогает повернуть машину до деформации 10 (другими словами, поднять ребенка) при сжигании это от. Если вы этого не сделаете, он почти всегда будет снова прилипать к голому стержню. что вы пытаетесь исправить.
Это одна из причин, по которой вы действительно нужно держать сварочные стержни, особенно стержни с низким содержанием водорода 7018, в стержне духовки. В противном случае, помимо попадания влаги во флюс, который вызывает пористость, или червоточины; флюс может стать хрупким и отслоиться.
В в другой статье я расскажу о наиболее распространенных видах сварочных стержней, используемых в магазин и поле, а также объяснение некоторых из менее используемых.
Узнайте больше о стержневых электродах!
Не застрять на палке
Основные принципы сварки, такие как скорость хода, угол хода и рабочий угол, являются основой хорошей практики сварки штангой.
Дуговая сварка в экранированном металле (SMAW), также известная как сварка штучной сваркой, давно стала широко используемым процессом на многих рабочих площадках по многим причинам. Это относительно безотказный процесс, устойчивый к поверхностным и экологическим проблемам, связанным с другими сварочными процессами, а относительно дешевое оборудование может означать меньшие вложения.
Несмотря на то, что проволочные процессы и новые технологии все чаще используются благодаря увеличению производительности, которое они предлагают, сварка стержнем остается важным процессом, который необходимо знать и понимать.
Основные принципы сварки, такие как скорость движения, угол хода и рабочий угол, имеют решающее значение для успеха, и вы увидите значительные различия, просто изменив эти параметры. В результате основы клюшки закладывают фундамент, который поможет вам стать лучше сварщиком.
Если вы начинающий сварщик и испытываете трудности с этим процессом, следование нескольким простым советам и передовым методикам поможет вам добиться успеха.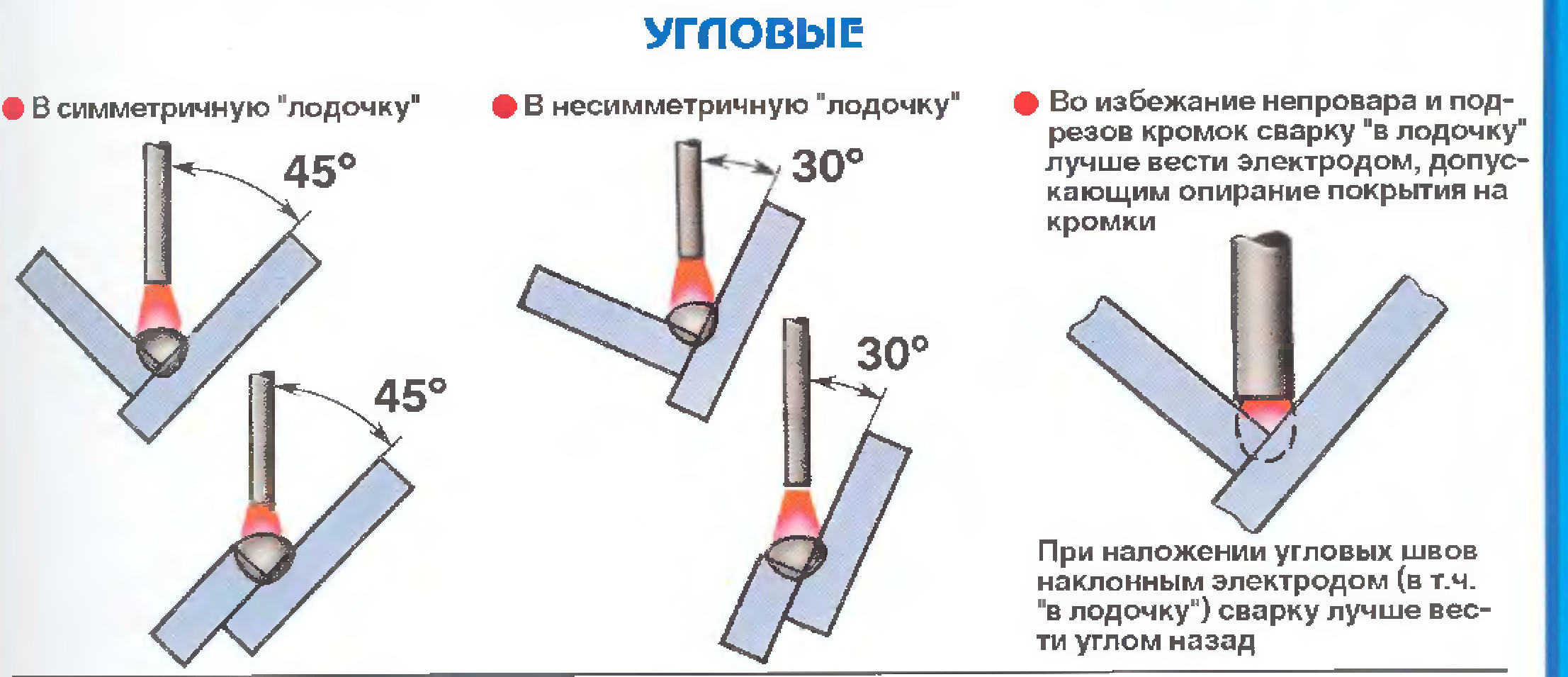
№ 1: Выбор подходящей машины
Отправной точкой успеха является наличие подходящей машины для конкретного применения.Ключевые факторы, которые следует учитывать при выборе источника сварочного тока, включают необходимый рабочий цикл и потребляемую силу тока, необходимую для работы.
Также важно учитывать требования к входной мощности машины, размер и любые потребности в портативности, которые могут у вас возникнуть. Доступное электрическое подключение может быть 120, 240 или 480 вольт, поэтому обязательно выберите машину, которая соответствует доступной мощности, будь то однофазное или трехфазное питание.
Рассмотрите возможность выбора многопроцессорного аппарата, способного выполнять дуговую сварку металлическим электродом в газовой среде (GMAW) и дуговую сварку вольфрамовым электродом в среде газа (GTAW) в дополнение к приклеиванию.В будущих приложениях могут потребоваться различные сварочные процессы, что сделает многопроцессорный аппарат более экономичным и компактным вариантом по сравнению с приобретением нескольких однопроцессных машин.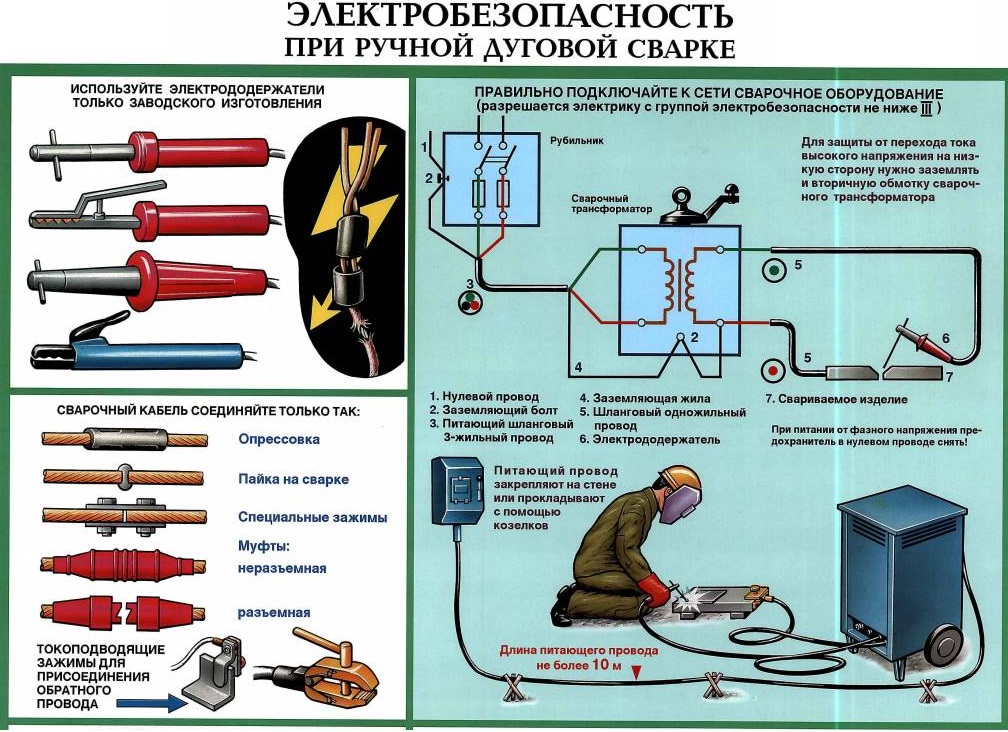 Эти машины — отличный способ дать новичкам возможность получить опыт работы с более чем одним процессом.
Эти машины — отличный способ дать новичкам возможность получить опыт работы с более чем одним процессом.
№ 2: Выбор электрода
Тип материала, который вы свариваете, а также потребности или требования приложения помогут вам определить, какой электрод выбрать.Использование машины переменного тока (AC) также ограничивает тип электродов, которые можно использовать наиболее эффективно.
При выборе электрода сначала проверьте, есть ли на свариваемом материале ржавчина, масло или другие поверхностные загрязнения, поскольку одни электроды справляются с этим лучше, чем другие. Также учитывайте положение сварного шва. Например, для сварки вертикально вверх, вероятно, потребуется другой электрод, чем для сварки в плоском положении. Если приложение имеет требования к коду, спецификации могут включать тип электрода.
Наиболее распространенные стержневые электроды:
После того, как вы выбрали электрод, обязательно выберите правильную полярность. Выбор неправильной полярности — распространенная ошибка при настройке машины. Правильная полярность обычно указана на упаковке электрода или в спецификации материала
Выбор неправильной полярности — распространенная ошибка при настройке машины. Правильная полярность обычно указана на упаковке электрода или в спецификации материала
- 6010 . Этот глубоко проникающий электрод способен справляться с поверхностными загрязнениями, такими как ржавчина или масло, хотя он потенциально требует тяжелого послеварочного шлифования.
- 7014 . Этот электрод для легкой сварки обеспечивает гладкую, стабильную дугу и лучше всего работает на чистой поверхности.
- 7 018 . Этот электрод с низким содержанием водорода популярен для кодовых работ в промышленных приложениях. Он требует осторожного обращения и хранения во избежание поглощения влаги.
Проконсультируйтесь с производителем присадочного металла или сварочного оборудования, если у вас есть вопросы по выбору электрода для конкретного применения.
№ 3: Настройка машины
После выбора электрода обязательно выберите правильную полярность. Выбор неправильной полярности — распространенная ошибка при настройке машины.
Выбор неправильной полярности — распространенная ошибка при настройке машины.
Правильная полярность обычно указывается на упаковке электрода или в спецификации материала. Большинство электродов поставляются с техническими данными на материалы, в которых указывается правильная полярность, углы и диапазоны тока.
Установка слишком высокого диапазона тока приведет к сильному разбрызгиванию и непостоянной дуге. Установка слишком низкого тока означает, что вам будет сложно зажигать и поддерживать дугу.
№4: Зажигание дуги
Для правильного зажигания дуги при сварке штангой почистите или соскоблите конец электрода по основному материалу.
Электроды некоторых типов, например 7018, после сварки образуют твердую шлаковую оболочку на конце электрода. Вы должны сломать эту оболочку, чтобы открыть неизолированный электрод для электрического контакта, прежде чем вы сможете возобновить дугу. Для этого извлеките электрод из держателя и постучите покрытым шлаком концом о материал основания или бетонный пол. Будьте осторожны, чтобы не отломать слишком много материала, что может привести к передержке электрода и его склонности к прилипанию к основному материалу.
Будьте осторожны, чтобы не отломать слишком много материала, что может привести к передержке электрода и его склонности к прилипанию к основному материалу.
После появления дуги длина дуги обычно составляет от 1⁄8 дюйма до 1⁄4 дюйма между концом электрода и заготовкой. Правильная длина дуги зависит от типа электрода и обычно указывается в технических характеристиках электродов. Положение сварки также может повлиять на правильную длину дуги. Например, сварной шов, направленный вверх, обычно требует более плотной дуги, чтобы контролировать сварочную ванну.
Электрод, расположенный слишком близко к заготовке, может погасить дугу, зарывшись в расплавленную сварочную ванну. Электрод, расположенный слишком далеко от заготовки, вызовет широкую дугу, а это означает, что в стык будет нанесено недостаточно металла, что приведет к отсутствию проплавления.
При сварке вставкой всегда следует тянуть дугу к себе, обычно с углом сопротивления от 10 до 30 градусов. Толкающее движение приведет к сильному покрытию шлака и неравномерному сварному шву.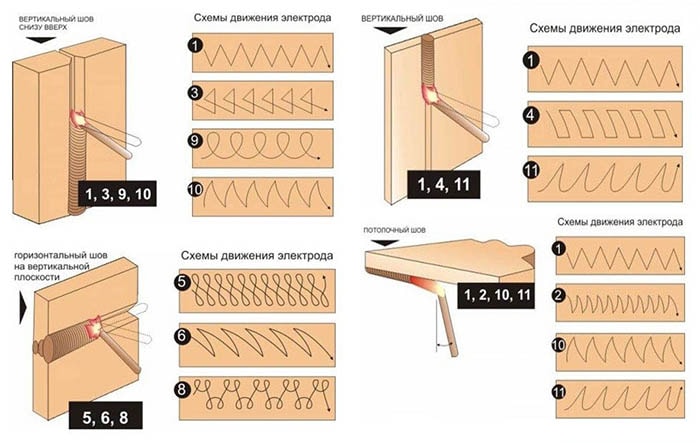
Ошибки, которых следует избегать
Избегание некоторых типичных ошибок может помочь улучшить качество и производительность, а также поможет сэкономить время и расходы на расходные материалы при сварке стержнем.Рассмотрим эти распространенные ошибки:
Выбор электрода влияет на то, сколько требуется очистки и подготовки поверхности, поскольку одни электроды лучше справляются с загрязнением поверхности, чем другие.
- Слишком большая длина дуги вызывает широкую, неустойчивую дугу, что приводит к увеличению уровня разбрызгивания, что требует больше времени для очистки и шлифовки после сварки. Это также препятствует правильному проплавлению и сварке швов.
- Слишком быстрое перемещение во время сварки может означать, что вы не смотрите на концы сварного шва, чтобы увидеть готовые стороны.Помните, что правильная скорость движения для вашего приложения зависит от размера сварного шва.
- Изменение угла хода во время сварки может вызвать недостаточную сварку или проплавление сварного шва. Следите за тем, чтобы угол хода и рабочий угол оставались одинаковыми на протяжении всего сварочного прохода.
 Следите за тем, чтобы угол хода и рабочий угол оставались одинаковыми на протяжении всего сварочного прохода.
Следите за тем, чтобы угол хода и рабочий угол оставались одинаковыми на протяжении всего сварочного прохода.Потеря шлейфа и утилизация
Поскольку часть электрода всегда должна находиться в держателе электрода, потеря шлейфа — это факт жизни при сварке штангой. Существует тонкая грань между желанием использовать как можно больше электрода с точки зрения затрат (поскольку электроды покупаются фунтами) и заботой о том, чтобы утилизировать электрод после того, как покрытие защитным газом окажется под угрозой.
Некоторые коды, например, для электродов 7018, требуют, чтобы каждый электрод имел только один запуск дуги. В выбранных операциях любая часть электрода, которая не используется при первом зажигании дуги, не может быть перезапущена и использована снова.
Когда спецификация кода не является проблемой, большинство электродов обычно можно ударить несколько раз. После первоначального запуска каждый запуск дуги может привести к уменьшению покрытия защитным газом, поскольку поток не может равномерно покрыть конец открытого электрода. Защитный газ для процесса сварки штангой создается за счет потребления флюса, покрывающего электрод, и очень важно иметь соответствующее покрытие из флюса при повторном зажигании электродов.
Защитный газ для процесса сварки штангой создается за счет потребления флюса, покрывающего электрод, и очень важно иметь соответствующее покрытие из флюса при повторном зажигании электродов.
Некоторые стержневые электроды также имеют срок годности после вскрытия упаковки и могут использоваться только в течение определенного периода времени. Этот срок хранения предназначен для предотвращения поглощения влаги, которое может вызвать водородное растрескивание или разрушение сварных швов. Это, опять же, продиктовано требованиями кодов для определенных приложений и электродов.
Изменение угла хода во время сварки может привести к недостаточной сварке или проплавлению сварного шва. Следите за тем, чтобы угол хода и рабочий угол оставались одинаковыми на протяжении всего сварочного прохода.
Что делать с заедающим электродом — Baker’s Gas & Welding Supplies, Inc.
Если вы когда-нибудь пробовали сварку штучной сваркой, вы можете задаться вопросом, называется ли она так
, потому что вы все время застреваете. Одной из наиболее частых жалоб сварщиков стержневой сваркой
Одной из наиболее частых жалоб сварщиков стержневой сваркой
является заедание стержня.Если стержень застрянет слишком долго, он может перегреться,
больше не будет использоваться для ваших сварочных работ. Застрявший сварочный стержень
мешает вам работать и может привести к потере большого количества материалов. Вот
несколько советов по работе с застрявшим стержнем:
Поддерживайте высокую силу тока
Один из самых распространенных советов инструкторов по сварке, которые вы найдете как в магазинах сварочных аппаратов
, так и в Интернете, — поддерживать силу тока на верхнем пределе рекомендованного значения
.Это означает, что у вас не будет большого права на ошибку. Вам нужно поднять
и начать движение, прежде чем вы прожигете, создадите слишком много брызг или
потеряет контроль над лужей.
Однако, как только ваша машина будет хорошо работать и нагрета, чтобы вы могли сваривать
эффективно, вы обнаружите, что ваш стержень будет прилипать гораздо меньше. Слишком низкий уровень
силы тока обычно является одной из наиболее частых причин заедания электрода
во время сварки штангой.
Еще одна причина заедания электрода — сварка слишком короткой дугой.
Обратите внимание на брызги, если вы отойдете слишком далеко от заготовки.
Рекомендации различаются в зависимости от толщины электрода и могут быть
от четверти до полутора дюймов. Если вы продолжаете застревать, попробуйте отвести
немного назад с помощью дуги.
Мы скоро перейдем к части о том, как удалить застрявший электрод, но
вот еще один совет, который может избавить вас от множества неприятностей. Если вы застряли во время сварки
и ваш стержень нагрелся, настоящий хотрод будет застревать все время
— вам нужен сухой стержень, но не хотрод.Так что дайте удилище остыть, если вы все еще можете его использовать. Естественно, если вы новичок, держите под рукой кучу сухих стержней
, чтобы вы могли учиться на своих ошибках, изменяя настройки и технику сварки
.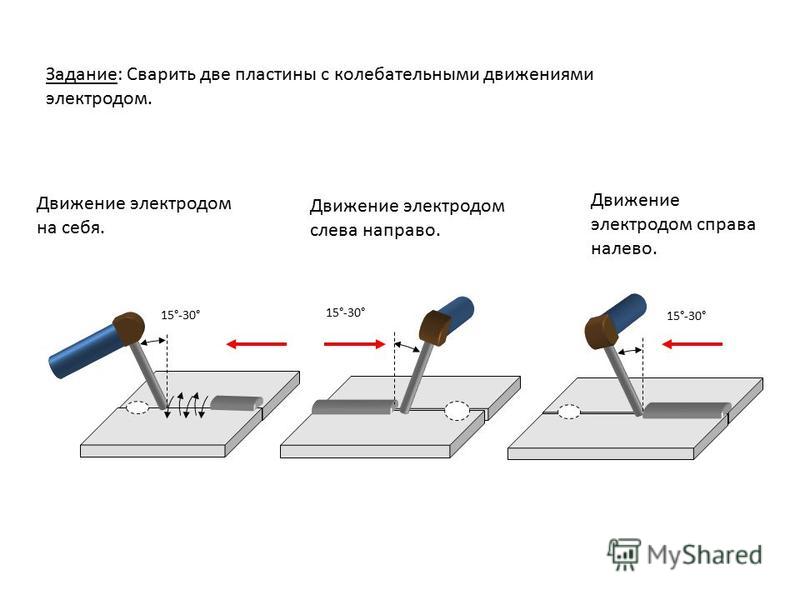 Иногда стержень будет поврежден, если он станет слишком горячим, так что будьте готовы бросить стержень, если он перегреется.
Иногда стержень будет поврежден, если он станет слишком горячим, так что будьте готовы бросить стержень, если он перегреется.
Наиболее распространенный способ удаления застрявшего электрода — это резкий рывок держателя электрода
(часто называемого жалом).Не позволяйте ему оставаться на месте слишком долго. Как
, как только вы застряли, снимите электрод, потому что он будет потреблять большой ток
и нагреваться. Если ваш первый толчок не сработал, крутите его взад и вперед до
, чтобы ослабить удочку. Иногда первый поворот может ослабить
настолько, что еще несколько поворотов могут иметь значение.
Если вы не можете его ослабить, попробуйте нажать на рычаг освобождения штока одновременно с
, когда вы достаточно сильно потянули за держатель. Это более драматичный способ ослабить стержень
, но вы не должны касаться стержня или заготовки.
Помните, что через вашу металлическую заготовку проходит электрический ток
от сварочного аппарата. Таким образом, вы не хотите прикасаться к металлу, если у вас нет твердого заземления
Таким образом, вы не хотите прикасаться к металлу, если у вас нет твердого заземления
и сварочный аппарат выключен. Множество сварщиков дожили до
, рассказывая о том, как вытаскивать электрод руками в перчатках во время работы машины
, но обычно рекомендуется избегать любого вида электрического шока,
особенно если вы могли пропустить немного воды поблизости .
— это простой и удобный сварочный процесс, с помощью которого можно выполнить
бит работы.Вам не придется тратить слишком много времени на свою работу
деталь во время сварки штангой. Регулируя настройки, обращая внимание на вашу технику
и научившись эффективно крутить и дергать застрявший электрод
, вы убедитесь, что выполняете сварку прилипанием, а не сварку заеданием.
Узнайте,
больше о том, как выбрать сварщика штучной сварки в Baker’s Gas and Welding.
Сопутствующие товары
Miller Dynasty 280 DX с Insight, TIGRunner
Артикул: MIL
4004Узнать больше
Miller Multimatic 200 с автоматической настройкой Elite
Артикул: MIL
8Узнать больше
Miller Maxstar 280 Сварочный аппарат TIG / Stick (Auto-Line 208-575) с CPS
Артикул: MIL8
Узнать больше
Miller Dynasty 280 DX с CPS / беспроводной педалью AUTO-LINE
Артикул: MIL951469
Узнать больше
Совет по сварке палкой: что делать с застрявшим электродом впервые появился на сайте Weld My World.
Как предотвратить прилипание сварочного стержня к металлу
Это просто неизбежно! В какой-то момент вашей карьеры сварщика эта ошибка новичка может случиться с кем угодно. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вкратце, почему…
Пруток для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки.Точно так же важно использовать электрод подходящего размера для различных сварочных задач. Практика — это «ключ» к тому, чтобы этого больше не происходило.
Многие люди думают, что дуговая сварка экранированного металла (SMAW) или сварка «палкой» получила свое название из-за того, что электрод по форме напоминает палку. Но это называется «сварка стержнем », потому что многие новички приклеивают сварочный стержень к основному металлу, как и ученики. Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильных методах сварки, чтобы электрод не прилипал к металлу.
Итак, перейдем к делу.
Как зажигать дугу: простой способ
Сварка палкой считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытки оторвать стержень от металла после того, как прикрепили к нему. Поэтому научиться правильно зажигать дугу крайне важно, чтобы сэкономить время и избежать потерь материала.
Теперь есть два метода зажигания дуги.
- Метод старта с нуля (самый простой способ для новичков)
- Метод нарезания резьбы (высокая вероятность прилипания к металлу).

Для быстрого начала я рекомендую потренироваться в технике старта с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы поразить дугу в первый раз,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Удерживайте стержень (около 1 см) выше на расстоянии дюйма от начальной точки, наклонив в направлении, в котором будет происходить сварка.
- Осторожно потрите конец стержня по основному металлу. Не тыкай!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока лужа не начнет сварку вдоль стыка.
Освоение этого требует времени. Главное, что нужно помнить — это попытаться сбалансировать скорость движения, угол и длину дуги после зажигания дуги.Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Разумно просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев его кончиком о шероховатую поверхность после охлаждения.
Разумно просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев его кончиком о шероховатую поверхность после охлаждения.
Почему сварочный стержень прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь сделать идеальный сварной шов, но он просто испортился из-за того, что стержень приставал к металлу.Итак, вот 6 причин, почему именно это происходит.
1. Настройки низкого тока
Как я упоминал ранее, сварочный стержень прилипает к металлу в основном из-за низкого значения приложенного тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги.
2. Низкое напряжение холостого хода
Зажигать дугу становится довольно сложно, если OCV (напряжение холостого хода) вашей машины слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу.Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Низкое качество флюса
Плохое покрытие флюсом также может привести к проблемам прилипания. Помните, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если у вас плохое флюсовое покрытие, оно может упасть со стержня и образовать комок расплава, который приведет к прилипанию сварочного стержня к основному металлу.
4. Более короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
5. Загрязненная металлическая поверхность
Если поверхность основного металла слишком ржавая, зажигание дуги затрудняется. Даже если вам удастся поддерживать дугу, сварочный электрод будет периодически прилипать к основному металлу. Мы можем объяснить это законом Ома, согласно которому
Даже если вам удастся поддерживать дугу, сварочный электрод будет периодически прилипать к основному металлу. Мы можем объяснить это законом Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления приведет к пропорциональному уменьшению Текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает протекающий ток. И, как я уже говорил вам ранее, более низкая сила тока — основная причина проблем с прилипанием электродов.
6. Неправильный выбор электрода
Сварочные прутки бывают разных типов, каждый со своими приложениями и преимуществами. Некоторые стержни работают только с постоянным током, а другие могут работать как с переменным, так и с постоянным током.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. Допустим, вы используете стержень E6013 5/64 дюйма при правильном значении силы тока, но при этом присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий стержень E6013 1/16 дюйма.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного стержня, и это должно вас сильно расстраивать.
Что делать, если сварочный стержень прилипает к металлу?
Не нужно паниковать, если сварочный стержень прилипает к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод плотно приклеен к металлу. В этом случае необходимо немедленно выключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете за стержень, поток на кончике стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, обрежьте стержень до точки, где отпадет флюс, с помощью пары плоскогубцев, и вы можете снова идти.
А теперь пора изучить несколько полезных советов по сварке штангой, которые помогут предотвратить прилипание сварочного стержня.
Просто оставайся на борту.
Советы по предотвращению прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это происходит постоянно.Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Электродные стержни разных типов предназначены для работы при разных значениях силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов разных типов и толщин.
Электродная сварка на постоянном токе Диаграмма силы тока для различных электродных стержней Как вы можете видеть, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его плавления требуется более высокий ток.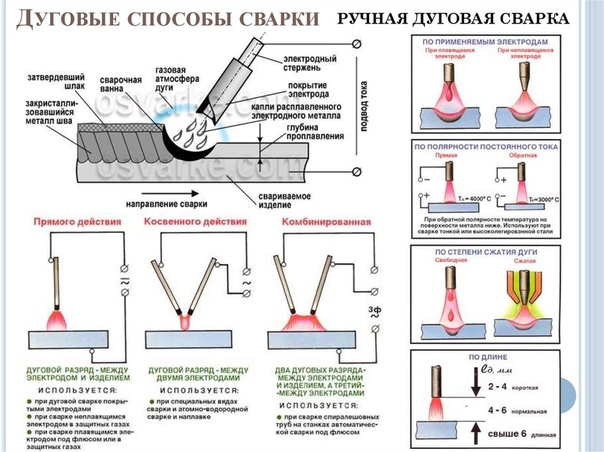 Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного велико, вы можете увеличить ток немного выше указанного диапазона, чтобы убедиться, что стержень не прилипает к металлу. Также помните, что когда кончик электрода светится, это означает, что приложенный ток слишком велик.Поэтому постарайтесь обратиться к производителю в диапазоне ампер для стержня, который вы используете.
Я хотел бы поделиться отличным инструментом, который я недавно видел на сайте millers. Он называется Калькулятор для ручной сварки . Когда вы предоставите материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Держите электрод и поверхность в чистоте, используя стержень правильного размера.
Перед началом работы убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть флюс со стержня пальцами.Если флюс легко падает на стержень, качество плохое и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Избегайте использования этих стержней низкого качества.
Поскольку стержни большего диаметра дают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержни большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать, исходя из характера сварного шва.
Также не забудьте удалить с поверхности металла ржавчину, влагу, масло или любые загрязнения перед сваркой. Хотя сварка палкой в таких ситуациях более щадящая, она избавит вас от неожиданных неприятностей.
3. Старайтесь поддерживать хорошее заземление.
Если основной металл плохо соединен с землей, это может вызвать увеличение общего сопротивления вашей цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе. Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для сварки штангой подключены правильно, в зависимости от области применения, для которой вы их используете.Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги.
Проблемы с заеданием электрода возникают чаще при зажигании дуги. Чтобы научиться правильно зажигать дугу, требуются недели или месяцы практики. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте соответствующую длину дуги.
После того, как вам удастся поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом.Старайтесь держаться на небольшом расстоянии, но не касайтесь металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла повсюду.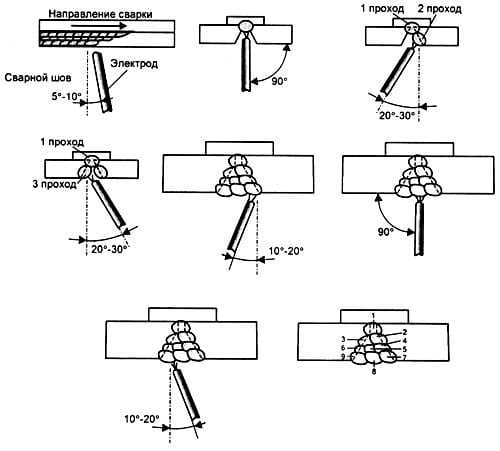
Общее практическое правило — никогда не превышать длину дуги, превышающую диаметр металлического сердечника электрода.
6. Сохраняйте угол и скорость перемещения на соответствующем уровне.
Я уверен, что вы уже знаете основные положения сварки. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить стабильность сварного шва до последнего момента.
Например: Если вы держите жало (держатель сварочного стержня) в правой руке, опустите левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость движения, это уменьшит проникновение, а если вы уменьшите скорость, это обеспечит неглубокие глубокие проникновения. Поэтому старайтесь соблюдать баланс между ними для получения качественной отделки шва.
7.Выберите подходящий электрод
Толстые электроды трудно удержать, и они с большей вероятностью прилипнут. Если вы новичок, я бы посоветовал начать с тонкого сварочного стержня 6013, поскольку с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
Если вы новичок, я бы посоветовал начать с тонкого сварочного стержня 6013, поскольку с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные стержни в сухом месте
Если вы используете только E6013 или E6011, вам не нужно сильно беспокоиться об их хранении. Любой электрод с названием, состоящим из двух последних цифр 10,11,12 или 13 (например, E6013, E6012 и т. Д.) можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих духовках, где можно поддерживать температуру 200-400 градусов по Фаренгейту.
Подводя итоги
Как я уже упоминал выше, наиболее частой причиной проблем с заеданием сварочного стержня является низкое значение силы тока. Следование вышеупомянутым простым методам очень поможет вам в сварке.
Но помните, что практика — это то, что делает сварной шов идеальным. Итак, ребята ПРАКТИКА! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
5 шагов, которые помогут улучшить вашу сварку стержнем
Сваркапалкой, или, как ее чаще называют, дуговая сварка защищенного металла (SMAW), является одним из старейших видов сварки, которые все еще используются сегодня. Часто говорят, что сварка палкой — самый сложный процесс сварки для начинающих. Должен сказать, что полностью согласен.
Для овладения ею требуется максимум навыков, терпения, сосредоточенности и техники.Я всегда говорил своим студентам-сварщикам, что сначала я учу клюшку, и если вы освоите сварку палкой, у вас не будет проблем с изучением других процессов.
Разбив SMAW на 5 основных этапов, мы можем лучше понять процесс. Понимая процесс и параметры того, какие эффекты дают хороший сварной шов, мы можем улучшить сварные швы.
Запомните аббревиатуру CLAMS , которая означает Current, Length of the Arc, Angle, Manipulation и Speed . Это движущие факторы успешной сварки с использованием процесса SMAW. Эти переменные также переносятся на другие сварочные процессы. Понимая CLAMS и применяя их к сварке, вы сможете надежно выполнять качественные сварные швы во многих процессах.
ТОК
Выбор подходящего тока, вероятно, является самым важным параметром для получения качественной сварки. Самая распространенная проблема, с которой сталкиваются начинающие сварщики при старте, — это прилипание стержня к пластине.Мы все были там. Выбрав правильную силу тока, мы можем помочь предотвратить прилипание электрода. Кроме того, если наша сила тока установлена слишком низкой, мы рискуем не получить достаточное проникновение в основной металл и сварной шов не смачиваться на носках основного металла.
С другой стороны, если мы установим слишком высокую силу тока, мы можем увидеть сварочную лужу, которая будет слишком широкой и слишком жидкой. Слишком жидкую лужу очень сложно контролировать. Мы также рискуем получить подрезы вдоль кромок сварного шва и чрезмерное разбрызгивание.Избыточная сила тока может также повредить различные элементы из флюсового покрытия электрода и в конечном итоге полностью изменить характеристики электрода.
Мы также рискуем получить подрезы вдоль кромок сварного шва и чрезмерное разбрызгивание.Избыточная сила тока может также повредить различные элементы из флюсового покрытия электрода и в конечном итоге полностью изменить характеристики электрода.
Когда мы используем соответствующую силу тока, мы обнаруживаем, что сварной шов течет плавно, и мы не получаем разрывов, связанных с неправильной силой тока.
Многие производители электродов обычно предоставляют широкий диапазон допустимой силы тока для каждого из своих электродов.Например, один производитель электродов рекомендует использовать электрод E7018 1/8 ”для работы в диапазоне 90–160 ампер. Это разница в 70 ампер. Конечно, электрод будет неплохо работать при любой из этих ампер, но мы ищем оптимальные результаты.
Хорошее практическое правило, чтобы найти хорошую пусковую силу тока для электродов с низким содержанием водорода, — использовать десятичный эквивалент диаметра электрода. Например, если мы используем 1/8 E7018, мы можем взять 1 и разделить его на 8, что даст нам.125, поэтому мы будем использовать 125 ампер как хорошее место для начала.
Например, если мы используем 1/8 E7018, мы можем взять 1 и разделить его на 8, что даст нам.125, поэтому мы будем использовать 125 ампер как хорошее место для начала.
Точно так же E7018 3/32 ”будет иметь десятичный эквивалент 0,093, поэтому мы будем использовать 93 ампер в качестве хорошего места для начала.
Длина дуги
Когда мы ударяем электродом о материал, мы должны убедиться, что у нас есть соответствующая длина дуги. Отличный метод для этого — поддерживать длину дуги не больше диаметра электрода.Если вы используете электрод 1/8 дюйма, держите длину дуги не более 1/8 дюйма, то же правило применяется для любого другого диаметра электрода, который вы можете использовать.
Если длина дуги слишком мала, вы рискуете застрять в электроде, а это совсем не весело. Если длина дуги слишком велика, существует риск ее погашения, чрезмерного разбрызгивания сварочного шва и даже подреза. По мере увеличения длины дуги увеличивается и напряжение. Когда это происходит, лужа становится шире, чем необходимо, и края расширенной дуги врезаются в основной металл и размывают стороны лужи, создавая поднутрение.Когда электрод находится так далеко, внутреннее ядро не может заполнить основным металлом, чтобы заполнить эродированные края. Мне нравится держать дугу как можно ближе, особенно когда выходишь из позиции.
Уголок
Когда дело доходит до сварки, углы оказывают огромное влияние на результат сварки. Два основных угла, на которые вам действительно нужно обратить внимание, — это угол поворота и рабочий угол. Сначала давайте обсудим угол поворота. С помощью стержневых электродов мы хотим протащить стержень в направлении сварки.Когда кончик электрода касается основного металла, нам нужно повернуть противоположный конец электрода под углом 20-30 ° по направлению движения. Это обеспечит образование лужи жидкости и хорошее проникновение в основной металл. Если угол перемещения составляет менее 20 °, существует риск образования брызг при сварке (картечь) из-за энергии на кончике электрода, вызывающей разрушение лужи. Как только мы начинаем проходить угол 30 °, мы начинаем рисковать уменьшить проникновение сварного шва в основной металл.
Если угол перемещения составляет менее 20 °, существует риск образования брызг при сварке (картечь) из-за энергии на кончике электрода, вызывающей разрушение лужи. Как только мы начинаем проходить угол 30 °, мы начинаем рисковать уменьшить проникновение сварного шва в основной металл.
Второй угол, на котором нам нужно сосредоточиться, — это рабочий угол. Рабочий угол будет определять размещение сварного шва. Мы хотим убедиться, что сварной шов будет именно там, где мы ожидаем. Для валика на пластину или стыкового шва мы хотим обеспечить рабочий угол 90 ° перпендикулярно пластине. Для любых угловых сварных швов вам нужно использовать рабочий угол 45 °, это обеспечит равномерное размещение валика между двумя кусками материала.Для многопроходных сварных швов вы захотите разделить основание предыдущего сварного шва пополам с электродом, чтобы обеспечить 50% покрытия предыдущего сварного шва и 50% стыковки с основным металлом.
Манипуляции
При сварке в горизонтальном положении обычно не требуется особых манипуляций. Вы действительно хотите, чтобы манипуляции были в пределах от 1-1 / 2 до 2 диаметров электрода. В большинстве случаев вы можете просто медленно продвигать основной металл, и электрод сделает всю работу за вас, пока сохраняется правильный ход и рабочий угол.Если вы выполняете сварку в вертикальном положении, обычно используется небольшое колебание, у каждого сварщика свои предпочтения, некоторые перемещаются из стороны в сторону, некоторые создают Z-образный узор, перекрывая сварочную ванну каждый раз, когда они встречаются. Я предпочитаю U-образный механизм и держу бассейн размером ¼ дюйма. Какую бы технику вы ни выбрали, сосредоточьтесь на сторонах сварного шва. Я обычно задерживаюсь на доли секунды с каждой стороны и быстро прохожу через середину сустава. Поскольку вы работаете против силы тяжести, центр сварного шва позаботится о себе сам.Слишком медленное перемещение через середину приведет к чрезмерному скоплению в центре сустава.
Вы действительно хотите, чтобы манипуляции были в пределах от 1-1 / 2 до 2 диаметров электрода. В большинстве случаев вы можете просто медленно продвигать основной металл, и электрод сделает всю работу за вас, пока сохраняется правильный ход и рабочий угол.Если вы выполняете сварку в вертикальном положении, обычно используется небольшое колебание, у каждого сварщика свои предпочтения, некоторые перемещаются из стороны в сторону, некоторые создают Z-образный узор, перекрывая сварочную ванну каждый раз, когда они встречаются. Я предпочитаю U-образный механизм и держу бассейн размером ¼ дюйма. Какую бы технику вы ни выбрали, сосредоточьтесь на сторонах сварного шва. Я обычно задерживаюсь на доли секунды с каждой стороны и быстро прохожу через середину сустава. Поскольку вы работаете против силы тяжести, центр сварного шва позаботится о себе сам.Слишком медленное перемещение через середину приведет к чрезмерному скоплению в центре сустава.
СКОРОСТЬ
Последнее, что мы обсудим, это скорость. Чтобы развить хорошую скорость, ударьте по электроду и установите дугу, сделайте небольшую паузу, чтобы дать луже время для развития. Как только лужа достигнет желаемого размера, продолжайте медленно тянуть через стык, поддерживая одинаковый диаметр лужи на всем протяжении. Вы будете знать, если будете двигаться слишком медленно, потому что сварной шов станет шире и начнет нарастать выше, чем необходимо.Слишком медленное движение приведет к увеличению сварного шва с меньшим проваром. Лучше использовать несколько сварных швов для областей, требующих большего заполнения, чем двигаться медленно и делать более широкий проход.
Чтобы развить хорошую скорость, ударьте по электроду и установите дугу, сделайте небольшую паузу, чтобы дать луже время для развития. Как только лужа достигнет желаемого размера, продолжайте медленно тянуть через стык, поддерживая одинаковый диаметр лужи на всем протяжении. Вы будете знать, если будете двигаться слишком медленно, потому что сварной шов станет шире и начнет нарастать выше, чем необходимо.Слишком медленное движение приведет к увеличению сварного шва с меньшим проваром. Лучше использовать несколько сварных швов для областей, требующих большего заполнения, чем двигаться медленно и делать более широкий проход.
Если вы едете слишком быстро, сварочная ванна станет уже, чем предполагалось. Сварной шов также будет иметь более высокий венец, поскольку у электрода не будет достаточно времени, чтобы расплавиться с основным металлом. Слишком быстрое перемещение приведет к высокому профилю кромки валика, отсутствию проплавления вдоль пальцев сварного шва, небольшому провару или его отсутствию и перекрытию. Всего этого следует избегать для получения прочного шва.
Всего этого следует избегать для получения прочного шва.
Если вы только учитесь, отмерьте свою тарелку на сегменты в 1 дюйм и проведите линии мыльным камнем. Переход от одной линии к другой займет около 5-6 секунд, пока вы путешествуете по стыку. Считайте это в своей голове, пока идете. Со временем вы сможете уйти от места, звуковой и мышечной памяти.
Заключение
Используя методы, перечисленные выше, вы продвинетесь на пути к овладению процессом SMAW.Ключ к развитию необходимых навыков — практика, практика и практика. Сварка — нелегкий навык, и для его освоения потребуется много терпения. Идите с ясной головой и расслабьтесь, не напрягайтесь при сварке. Вы хотите сохранять спокойствие, хладнокровие и коллективность при каждой сварке. Если вы ошиблись (а вы это сделаете), просто расслабьтесь. Проанализируйте, что вызвало ошибку, и используйте эту информацию, чтобы предотвратить ее повторение. Вы хотите оценить каждый сварной шов и спросить себя, что пошло правильно, а что пошло не так. Затем используйте эту информацию и примените то, что вы узнали, к следующему проходу. Спасибо, что прочитали, и до следующего раза сделайте каждый шов лучше, чем последний.
Затем используйте эту информацию и примените то, что вы узнали, к следующему проходу. Спасибо, что прочитали, и до следующего раза сделайте каждый шов лучше, чем последний.
Как правильно выполнять сварку основы для начинающих [ПОДРОБНО]
Сварка палкой по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности. Многие люди думают, что оно устарело, но это далеко от истины. Он до сих пор используется для многих целей, так как обеспечивает качественные сварные швы и отличные результаты.
Сварка палкойбыла впервые представлена еще в 1920-х годах с первым электродом, покрытым флюсом. Сегодня он используется для сварки мостов, в строительстве, на трубопроводах, для ремонта и т. Д.
Но давайте разберемся более подробно и определим, как правильно выполнять сварку.
Что такое ручная сварка?
Сварка палкой — это жаргонный термин, принятый в отрасли для обозначения процесса, технически называемого дуговой сваркой защищенного металла. Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
Сварка палкой использует электричество для плавления стержня присадочного металла или электрода, как это правильно называется. Металлическое соединение и электрод одновременно расплавляются и сплавляются. Шов одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса. (1) Флюс плавится под действием тепла и служит защитой сварочной ванны, предотвращая ее загрязнение атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака на поверхности сварного шва. Эту пробку необходимо удалить, и сварщики обычно счищают ее щеткой или скалывают после завершения сварки.
Как работает сварка электродом?
Принцип работы электродной сварки заключается в том, что ток проходит от источника питания через электрододержатель и зажим заземления и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали вместе.
(2) Это приводит к расплавлению электрода и металлической детали вместе.
Как сваривать ручным сварочным аппаратом?
Первое, что необходимо сделать сварочному аппарату, — это подключить электрододержатель и зажим заземления к источнику питания, соблюдая необходимую полярность.Полярность будет зависеть от используемого электрода. Следующим шагом будет прикрепление зажима заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель стержня и зажигание сварочной дуги.
На самом деле запустить штангу для дуговой сварки очень просто. Нужно ударить по нему так же, как по спичке, и слегка приподнять, и стержень загорится сам по себе.
Электроэнергия сварщика проходит через стержень и дугу и создает температуру до 7000 ° F в точке контакта.Покрытие начнет плавиться, и будет создан экран, защищающий рабочую зону от кислородного загрязнения.
Отсюда и произошел технический термин дуговой сваркой защитным металлом (SMAW). Когда вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Когда вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Сварка палкой на переменном или постоянном токе?
Электропитание для сварочного аппарата Stick может быть переменным, постоянным или и тем, и другим. , это фактически зависит от типа используемого вами аппарата.Сварочные аппараты постоянного тока — предпочтительный выбор среди современных сварщиков, поскольку они обеспечивают более плавную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN). Выбор между ними поможет вам работать с разными типами металла.
При сварке электродом на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду. Каждый раз, когда он переключается, дуга гаснет и снова запускается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги.
С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги.
Однако переменный ток — лучший выбор, если расстояние между источником питания и рабочей зоной больше. Это потому, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока. Сопротивление кабеля тем выше, чем длиннее он, даже если они обычно сделаны из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях увеличивает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для ручной сварки DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один отмечен знаком «+», а другой — «-». Вы подключите к нему держатель ручки и зажим заземления. От того, как вы подключаете свое оборудование, также будет зависеть выбор между положительным и отрицательным электродом.
Таким образом, подключение держателя стержня к положительному разъему, а зажим к отрицательному, будет означать, что вы выполняете сварку положительным электродом (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Глубина проникновения
DCEP
Настройка DCEP означает, что ваш электрод будет заряжаться положительно, а сварочная деталь — отрицательно. Поскольку электричество всегда перемещается от отрицательного к положительному положению, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проплавлению сварной детали.
Глубина проникновения
DCEN
Настройка DCEN означает, что ваш электрод будет заряжен отрицательно, а сварочная деталь будет заряжена положительно. В этом случае ток течет от электрода к сварочной детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. Таким образом, получается меньшее проникновение и меньшее нагревание металла, с которым вы работаете.
Материалы и применение
Экранированная дуговая сварка металлическим электродом широко используется в сфере ремонта и технического обслуживания благодаря своей универсальности и простоте использования. Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, выполняющим свою работу в гараже.
Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, выполняющим свою работу в гараже.
Дуговая сварка в среде защитного металла для обработки низко- и высококачественной стали, углеродистой стали, нержавеющей стали, высокопрочного чугуна и чугуна. Но это не совсем применимо для цветных металлов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки штангой
Согласно основам сварки штучной сваркой, метод имеет множество преимуществ.
Сюда входят:
Преимущества
- Наружные работы : Сварка палкой идеально подходит для любых работ на открытом воздухе, так как работать с газом в ветреную погоду нецелесообразно.
- Легко освоить : Сварка палкой для новичков легко освоить, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Простая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : Вы можете сваривать различные материалы с помощью Stick, а оборудование простое в использовании.
- Portable : Хороший сварочный аппарат легко переносить и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки стержневой сварки
Однако, когда вы научитесь пользоваться аппаратом для ручной сварки, вы заметите, что у него есть определенные недостатки.
Это:
Недостатки
- Образуется намного больше брызг и шлака.
- Не очень просто использовать для обработки некоторых тонких металлов.
- Для этого вам потребуется больше навыков, чем для MIG, поскольку вам нужно держать электрод для сварки штангой на определенном расстоянии от металла, чтобы предотвратить его выгорание.
- Ручная сварка не обеспечивает такое же качество, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как это позволяет использовать только короткую длину.
- Ручная сварка занимает больше времени и является гораздо более медленным процессом, чем, например, сварка MIG.

Сварочный аппарат и оборудование для стержневой сварки
Сварка палкой считается самым простым и легким способом сварки. Оборудование, которое он использует, и его настройку можно выполнить довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), зажима заземления и электродов для стержневой сварки, которые используются для сварки.
Сколько стоит оборудование для сварки стержнем?
Цена на сварочное оборудование, как и на любой другой аппарат, может быть разным.Все зависит от того, для чего вы планируете его использовать, и от вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Круговые диаграммы представляют собой общее практическое правило, и более дешевые сварочные аппараты часто могут оказаться лучше, чем более дорогие сварочные аппараты, если вы проведете свое исследование.
Если вы планируете больше сварочных работ, вам следует ориентироваться на хорошо известный бренд.Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, для некоторых случайных работ подойдет более дешевый вариант.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Вообще говоря, при достаточном мастерстве человек сможет сварить с помощью Stick на 150 ампер практически все. Кроме того, вы также можете сделать несколько проходов, чтобы сварной шов получился таким, каким вы хотите. Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Нет ничего плохого в использовании нескольких проходов, но для этого требуется определенное умение. Лучшим советом будет изучить таблицу сварки штангой и максимальную толщину материала, для которой она предназначена. Но учтите, что указанное число не окончательное, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов.
Размер сварочного стержня(диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какие усилители указал производитель для использования.
Защитное оборудование
Некоторые очень серьезные насадки для сварки штангой поставляются с необходимыми средствами защиты. Защита — один из важнейших аспектов этого вида работ. При несерьезном применении это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающих и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с короткими рукавами предназначена для защиты от УФ-излучения, искр, осколков шлака и металлических брызг повсюду.Сварочный шлем с защитными очками — для вашей головы и глаз. Слепота сварщика — одна из самых серьезных травм при выполнении этого вида работ. Вы также должны заботиться о своем окружении и работать в хорошо вентилируемом помещении.
Правила техники безопасности при сварке требуют, чтобы при работе в помещении необходимо было обеспечить его вентиляцию из-за образующихся опасных паров. Но сварка на улице требует только наблюдения за своим окружением.
Инструменты для удаления шлака
При сварке штучной сваркой образуется много шлаков.Важно понимать, что очистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, удалив сварное соединение основного металла металлической щеткой. Последние штрихи, выполненные металлической щеткой, обеспечат эстетичный вид сварного шва.
Выбор электрода
Выбор сварочного стержня — важная часть сварки штангой. Существуют тысячи электродов для сварки штангой, которые можно выбрать, но самыми популярными по-прежнему являются сварочные стержни из низкоуглеродистой стали.Они подпадают под классификацию A5.1 Американского общества сварки (AWS). (3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно разбираться в маркировке и ее значении. Объяснение сварочных стержней говорит вам, что раньше для обозначения электродов использовались буквы. Буква «E» просто обозначала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые два числа отражают прочность сварочного присадочного металла.Таким образом, сварка штучной сваркой 7018 означает, что ее предел прочности на разрыв составляет 70 000 фунтов на квадратный дюйм.
- Третий номер последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
- Четвертая цифра отражает покрытие флюса на электроде и ток, при котором стержень может использоваться. Покрытия на самом деле могут состоять из ряда различных соединений.Основные из них — рутил, фторид кальция, целлюлоза и порошок железа.
 Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении. Рутиловые электроды просты в использовании и обеспечивают хороший внешний вид сварных швов. Однако создаваемые сварные швы содержат большое количество водорода и подвержены растрескиванию. Электроды из фтористого кальция, также известные как электроды с основным или низким содержанием водорода, могут создавать прочные сварные швы, но могут иметь выпуклые или грубые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварных швов, но требуют специальной обработки из-за высокого содержания влаги во избежание растрескивания. Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол перемещения и время остановки. Однако сварщикам, которые умеют сваривать основным электродом, сложно сваривать целлюлозным электродом.
Для получения дополнительной информации о последней цифре вы можете увидеть таблицу электродов ниже.
| Номер | Тип покрытия | Текущий вид |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока — |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Большинство людей будет использовать один из трех стандартных электродов. E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все настроить правильно, пора наложить первый сварной шов. Самое важное, что нужно проверить перед зажиганием дуги, — это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Так как сварка штучной сваркой требует большого количества навыков, а кривая обучения другая, вам также следует выполнить практический прогон перед тем, как начать. Сделайте сварной шов на куске металлического лома, прежде чем делать настоящий.
Сделайте сварной шов на куске металлического лома, прежде чем делать настоящий.
Существует пять элементов, на которые следует обращать внимание при сварке штучной сваркой, поэтому обязательно следите за длиной дуги, настройками тока, манипуляциями с электродом, углом наклона электрода и скоростью перемещения.
Подготовьте деталь для сварки
Чтобы обеспечить качественный сварной шов при сварке нержавеющей штангой или для любого другого металла, вам необходимо иметь чистую деталь.При работе с ржавым или грязным металлом лучше всего простить сварку палкой. Даже в этом случае качество будет зависеть от чистоты сварной детали.
Чтобы убедиться в чистоте места сварки, используйте проволочную щетку и сначала удалите всю грязь и сажу. Невыполнение этого требования существенно повлияет на получение хорошего первого сварного шва. Это может вызвать пористость, растрескивание сварного шва, отсутствие плавления или даже включения.
Также необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, а также для типа стержня и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — положительный постоянный ток, отрицательный постоянный ток или переменный ток. Вы установите его в зависимости от того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод добавляет на 10% больше проникающей способности при заданной силе тока переменного тока.Но если вы работаете с более тонкими металлами, такими как алюминий, полученный сваркой методом стыковой сварки, вам следует использовать постоянный ток прямой полярности и отрицательный электрод.
Если вы не уверены, какой сварочный стержень использовать, вам следует посмотреть на рабочий диапазон, указанный производителем для каждого стержня. Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход — 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, так как для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход — 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, так как для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Чтобы получить правильную настройку, регулируйте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеперечисленные настройки и также приняли во внимание безопасность сварки, пора запустить аппарат для дуговой сварки.
Убедитесь, что держите держатель клюшки обеими руками, чтобы сварочные детали были перед вами. Вы также должны четко видеть область, в которой собираетесь поразить дугу.Приложите кончик электрода к металлу и проведите им поперек, как если бы вы зажигали спичку. Если вы видите, что образовалась дуга, приподнимите ее и слегка потяните.
Если дуга гаснет, это означает, что вы подняли стержневой электрод слишком высоко от поверхности, а это значит, что вам следовало опустить его.
Когда зажигается дуга, она начинает издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким.Дуга начнет гаснуть, сохраняя правильную длину дуги, и гаснет.
Если сила тока установлена слишком высокой, вы заметите обугливание электрода, а сварочная лужа будет слишком жидкой, и ее будет трудно контролировать. Слишком большое количество тепла отрицательно скажется на свойствах флюса электрода.
Вам также необходимо научиться устранять сколы флюса из-за неудачных зажиганий дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не пригорит до неповрежденной части стержня.Затем вы должны очистить стержень и удалить флюс. Это помогает в дальнейшем перезапускать дугу.
Длина дуги
Длина дуги
При дуговой сварке длина дуги будет варьироваться в зависимости от области применения и электрода. Длина дуги не должна превышать диаметр сердечника электрода. Слишком длинные дуги приводят к разбрызгиванию, поднутрениям, низкой производительности наплавки и пористости.
При первой сварке штучной сваркой большинство людей считает логичным использовать длинную дугу, как правило, для лучшего обзора сварочной ванны.Но избегайте этого, занимая более удобное положение и поворачивая голову в правильное положение. Положение важно при обучении работе с дуговой сваркой, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и минимизирует разбрызгивание.
Угол поворота
Сварщикам также необходимо учитывать угол перемещения при этом типе сварки. Можно использовать два основных положения сварки.
Техника сварки штангой, используемая для плоского, горизонтального или верхнего положения, называется техникой перетаскивания или обратной стороны.Это включает в себя удерживание электрода перпендикулярно стыку от начальной точки, а затем наклон верхней части примерно на 5-15 градусов в направлении движения.
Сварка вертикально вверх. Используется метод сварки штангой, называемый толкающим или передним. Здесь угол наклона стержня от 0 до 15 градусов относительно направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте изменить положение тела.
Установка правильного угла гарантирует отличные результаты и хорошую сварку.
Скорость передвижения
Если вы спрашиваете себя, как выполнять дуговой сварочный шов и поддерживать скорость движения, вам просто нужно поддерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к получению широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодную притирку.
Слишком быстрое перемещение уменьшает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему.Новичкам стоит посмотреть на опытных сварщиков и попытаться скопировать их движения.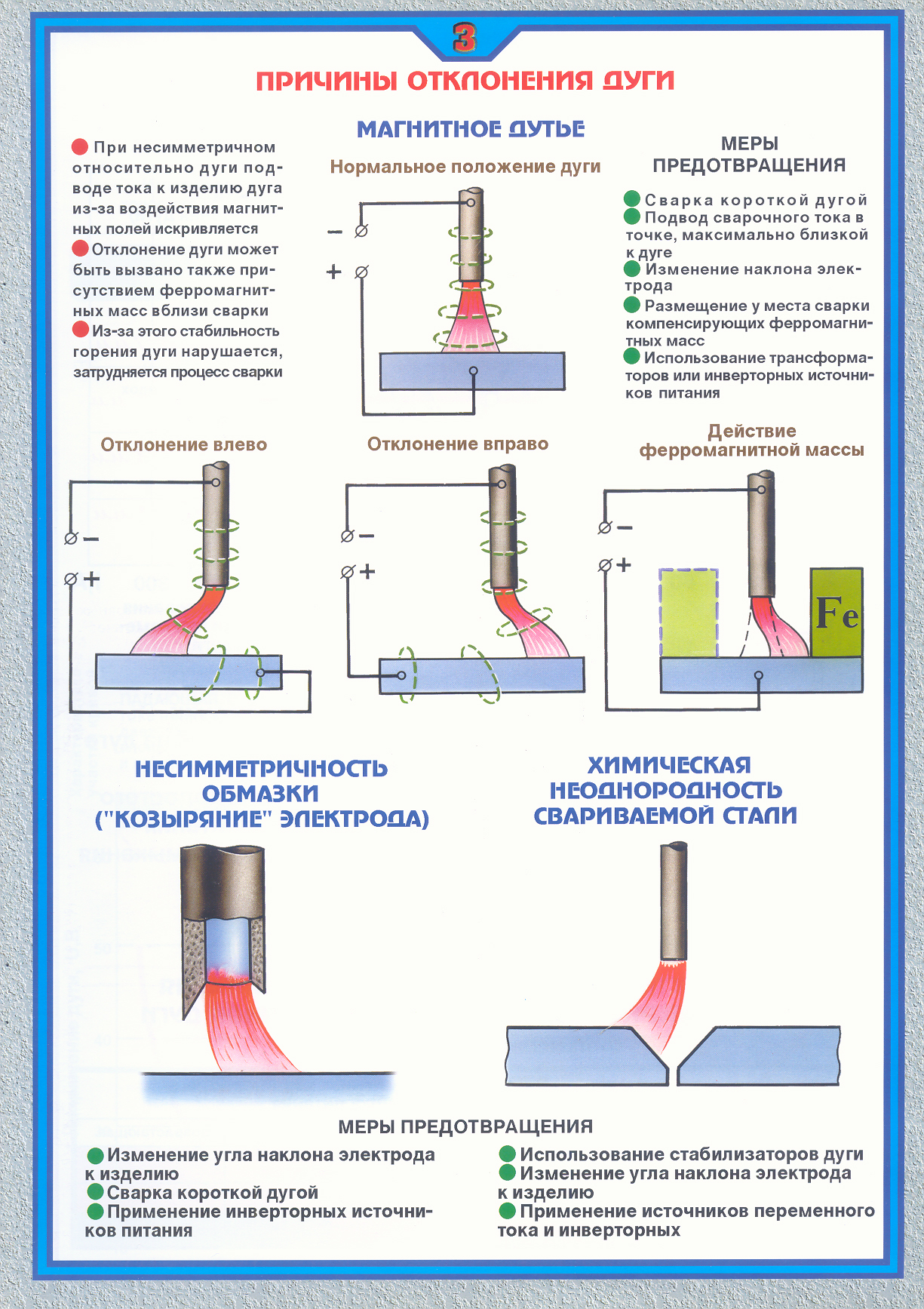 Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Наиболее используемые методы
Три наиболее часто используемых метода сварки или рисунка включают в себя взбивание стержня (перемещение его вперед и назад), круговое движение и переплетение из стороны в сторону (создание более широких сварных швов).
Однако сварщики чаще всего используют прямой шов, им этого вполне достаточно. Плетение не следует использовать для материала толщиной более 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приваривать?
Сварка палкой — довольно сложный процесс сварки для начинающих. Хотя он существует уже много лет, может потребоваться время, чтобы по-настоящему освоить этот метод. Но это все еще то, что сегодня используется для самых разных целей.Можно ли держать стержень при сварке стержнем?
Да, конечно, вы можете держать стержень во время сварки. Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься.Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься.Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный пруток общего назначения?
Пруток для сварки общего назначения — 6011. Он подходит для новичков и любителей, так как он может справиться с любой работой по дому. Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Вы толкаете или тянете с помощью сварочного аппарата?
В случае сварочной штанги, как правило, тянуть или тянуть.Опытные сварщики обычно говорят, что если образуется шлак, то его надо тянуть. Толкание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основная причина прилипания сварочной палочки к основному металлу — низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или плохая техника сварки.