Прямая полярность сварка: Обратная и прямая полярность сварки
Что даёт прямая и обратная полярность при сварке инвертором | ММА сварка для начинающих
- Что даёт прямая и обратная полярность при сварке инвертором
- Что даёт смена полярности на инверторе
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности.
 Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
 Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Прямая и обратная полярность при сварке — определение, особенности
plazmen.ru » Сварка » Описание прямой и обратной полярности при сварке
Что такое сварка током
Получение прочных неразъемных соединений между обрабатываемыми элементами металла путем установления межатомных связей при нагреве, где в качестве источника энергии используется электрический ток, называется сваркой током. Процесс предполагает пластическое деформирование материала в местах формирования сварных швов.
Важно! Наиболее широкое применение получила сварка постоянным током с использованием сварочных аппаратов, которая позволяет минимизировать образование окалины в местах соединений. Основным расходным материалом при любых сварочных работах являются электроды.
При этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих показателей ширина шва начнет уменьшаться. От рабочей длины электрода, его диаметра и покрытия, зависит сила тока и производительность работ. Стоит отметить, что на глубину провара напряжение практически не влияет.
Обратной полярности
Сварка постоянным током бывает двух видов:
- прямой полярности;
- обратной полярности.
Обратная полярность при сварке постоянным током подразумевает подключение электрода к плюсу, а рабочих деталей к минусу. В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
Прямой полярности
При сварке с прямой полярностью плюс от инвертора подводится к стальному изделию, а минус к электроду. Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Метод прямой полярности целесообразно использовать при необходимости соединения деталей из сложных сплавов (чугуна, алюминия), так как он больше подходит для получения глубоких швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
Разница температуры нагревания металла при прямой и обратной полярности.
Обратите внимание! В процессе работы происходит образование анодных и катодных пятен, первые из которых появляются непосредственно на заготовке, куда подключается плюс. В результате достигается прогревание металла и его плавление.
Концентрация тепла на изделии приводит к углублению сварного шва. Именно поэтому сварку с прямой полярностью практикуют для соединения более толстых деталей.
Отличия режимов при сварке
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой. В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
Подключение сварочных кабелей с разной полярностью.
При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл. При этом детали соединить не удастся;
- если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину. Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Схема подключения полюсов при обратной полярности.
Важно! Чем выше ток и прогонная энергия на дуге, тем глубже провар. Наибольшую глубину проплавки возможно обеспечить посредством режима сварки обратной полярности.
Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
- получается глубокий крепкий сварочный шов, более узкий;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность варить любой металл, толщиной от 3 мм и более;
- при использовании сварочного аппарата заготовка хорошо поддается раскройке;
- требуется индивидуальный подбор электродов. Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
 Можно использовать вольфрамовые стержни для соединения цветных металлов.
Можно использовать вольфрамовые стержни для соединения цветных металлов.Сварка металла методом обратной полярности, характеризуется:
- получением менее углубленного, но более широкого сварочного шва;
- менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным;
- возможностью сваривания заготовок средней толщины и тонких металлических листов:
- необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как выбрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких факторов. Важно учитывать, что на аноде выделяется больше тепла, чем на катоде. При выборе режима значение имеет:
- толщина заготовки;
- вид металла;
- типы электродов.
Толстый металл должен быть хорошо прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В данном случае следует выбирать режим прямой полярности. Тонкий материал нельзя перегревать. В противном случае, вместо красивого равномерного шва можно получить дырку, поэтому следует использовать обратную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же наоборот требует качественного прогрева. В специальной литературе можно найти подробные рекомендации об оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
Сварочный инвертор.
На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Плюс и минус на сварке. Прямая и обратная полярность. Сварка током обратной полярности.
Чтобы ответить на вопрос зачем менять полярность при сварке электродами , для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный , или переменный ток .
Электрическая дуга зажигается искровым генератором между электродом и деталью. Электрод представляет собой только клемму одного из полюсов и не добавляется в плавильный пул. Следовательно, используются электроды с высокой температурой плавления и высокой эмиссией. Для пайки стали, меди, никеля, титана и т.д. постоянный ток с прямой полярностью используется при нагреве электрода за вычетом обратной полярности. Алюминий и его сплавы обычно свариваются с переменным током. Переменный ток дает дугу, которая очищает пластину в положительном цикле, что позволяет легко течь.
При работе на переменном токе не имеет значения куда подключать
При всем этом управлении вы можете добиться чрезвычайно стойких сварных швов с наивысшим качеством отделки. Преимущества Отличная сварочная сварочная обработка Обработка сварных швов с меньшим количеством сварных швов Низкая чувствительность к межкристаллитной коррозии Без всплесков Может быть автоматизирована Стоимость оборудования очень разумная Расходные материалы и аксессуары, легко доступные на рынке.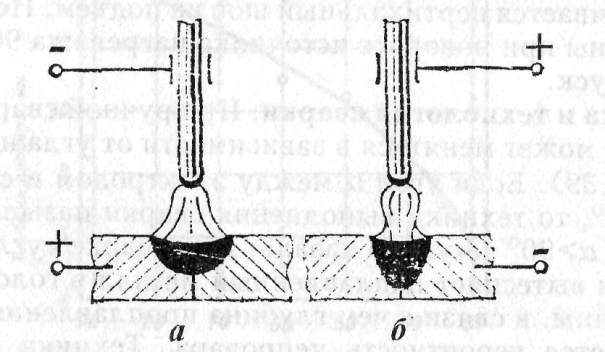
Ограничения Трудность использования при наличии воздушного потока Недостаточная для сварки пластин более 6 мм, для которых мы имеем другие более эффективные процессы. Низкая производительность из-за низкой скорости осаждения материала Процесс зависит от способности сварщика, когда он не автоматизирован.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода ; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Если вы смотрите прямо на сварочную дугу, даже на короткое время, это может привести к ожогам вашей роговицы, которая чрезвычайно чувствительна к ярким светорам, например, непосредственно глядя на солнечный свет, снег, яркие отражения и т.д. технически излучение дуги вызывает воспаление в роговице, вызванное.
Избыток ультрафиолетовых лучей, генерируемых сваркой, который, как известно офтальмологам, называется «Излучение дуги». Один из наиболее распространенных симптомов, указывающих на то, что вы «сожгли» свою роговицу, — это ощущение, что кто-то «тыкает» ваши глаза ночью. Использование «сварочной маски» является обязательным и необязательным. Во время сварки с прохожими рекомендуется использовать занавеску и не забывайте предупреждать окружающих, особенно детей и даже мелких животных, таких как кошки и собаки, поскольку они также могут пострадать.
Прямая полярность используется при сварке цветных металлов (медь , латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия , так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Пример защиты шторного типа в секции сварки. Выделенные пары связаны с типом свариваемого материала, силой тока, способностью сварщика, очисткой листа, сваркой, вентиляцией участка и т.д. существуют типы материалов, которые могут генерировать чрезвычайно ядовитые газы, например, при цинковой сварке, и очень важно, чтобы сварщик знал переменные объекта и предотвращал загрязнение. Все это кумулятивно, и сварочные отделы должны иметь хорошую вентиляцию или даже выхлопные газы. Никогда не сваривайте в помещении, как внутри гаража.
Выделенные пары связаны с типом свариваемого материала, силой тока, способностью сварщика, очисткой листа, сваркой, вентиляцией участка и т.д. существуют типы материалов, которые могут генерировать чрезвычайно ядовитые газы, например, при цинковой сварке, и очень важно, чтобы сварщик знал переменные объекта и предотвращал загрязнение. Все это кумулятивно, и сварочные отделы должны иметь хорошую вентиляцию или даже выхлопные газы. Никогда не сваривайте в помещении, как внутри гаража.
Сварочный свет производит большое количество ультрафиолетовых лучей и может вызвать ожоги, как если бы вы были подвержены воздействию солнца. Также важно защищать лицо, руки, руки, ноги. Поскольку сварка часто «размахивает» небольшими кусками раскаленного металла, наиболее заметными являются «царапины».
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обычно встречаются в мастерских и отраслях. Не говоря уже о легковоспламеняющихся растворителях и красках. Поэтому перед началом сварки. Помните, что пенные или водные огнетушители не рекомендуются по понятным причинам: электричество сварочных машин и их установок. Это факт, что многое уже сожжено, пытаясь освободить тюлени огнетушителей.
Офисы и отрасли промышленности часто являются шумными местами, и использование демпферов в соответствии с состоянием местоположения имеет важное значение. Но если у вас более одного. Он используется для сварки стали. Только паяльная машина не может быть шумной. нержавеющая сталь.
Обратная полярность используется при сварке высоколегированых сталей , тонколистовых металлов, нержавейки , так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Этот вариант идеально подходит для сварки цветных материалов. При таком типе сварки электрод будет чередоваться между положительным и отрицательным. углеродистой стали. Элемент панели управления слева направо: разъем факела Газовый разъем Гнездовой разъем горелки Отрицательный зажимной разъем.
Это разъемы, которые соединяют факел с оборудованием. Один для газа и один для запуска триггера. На передней части устройства. Разъем триггера газового разъема. Где все соединения будут подключены. Мы имеем слева направо. Время для сборки электрода. Электрод. Мы первоначально разместим диффузор на факеле диффузора.
Следовательно менять полярность нужно в зависимости от того , какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Он будет заправлен в факел. на дне его. Затяните плотно. Соблюдайте небольшой крутящий момент с помощью двух плоскогубцев. Но чтобы сломать меня, чтобы подтянуть, давайте поместим верх факела. Пропустите сопло сопла. Это должно быть хорошо утечка. Что может привести к загрязнению во время сварки. Который должен быть в хорошем состоянии. Чтобы предотвратить утечку в факеле.
Который должен быть в хорошем состоянии. Чтобы предотвратить утечку в факеле.
Теперь пришло время установить вилку, чтобы наблюдать, что рядом с винтовой резьбой вилки. Таким образом, именно в этот момент мы регулируем «сколько» вольфрамового электрода. Теперь мы с факелом, смонтированным и готовым к использованию. Подсоединение отрицательного когтя теперь позволяет установить отрицательный коготь.
Сварка постоянным током подразумевает наличие гнезда, для подключения к «+» и «–» сварочного аппарата. В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
- Прямая полярность – схема подключения, при которой к плюсовому гнезду присоединяется масса, а к минусу – электрод. При этом род и полярность тока обуславливает существование анодного и катодного пятен. При таком подключении анодное(более горячее) образуется на стороне заготовки.
- Обратная полярность – масса присоединена к минусу, а электрод к плюсу. На обратной полярности при сварке постоянным током анодное пятно с более высокой температурой, образуется на противоположной стороне, то есть — электроде.
Обратите внимание! Сварка переменным током подразумевает самостоятельное изменение полярности до сотни раз в секунду, поэтому в таких случаях соблюдать схему подключения не имеет смысла.
Разъем прост и функциональен, он остается подключенным к «положительному» выходу оборудования. Вставлен в разъем. Поверните по часовой стрелке, чтобы заблокировать его. Но он очень прост. Он имеет определенную позицию для соответствия. Установка аргонового регулятора на цилиндр.
И затяните зажим. Используется при этой сварке. Конечный результат близок к окончательному результату. Из 5 мм каждый на отопление. То есть: мы сделаем металлы собраны вместе без добавления материала, в котором мы используем 85 ампер мощности в этом сварном шве. Мы должны сварить две части стали.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Уже появляется нагретый сварной шов, завершающий результат. Давайте намотаем две части трубки из нержавеющей стали. Из 3 мм начальной стены. Завершая окончательный результат, мы сварим две части трубки из нержавеющей стали. стены 3 мм. Они защищены от атмосферного загрязнения инертным газом. Этот процесс в основном относится к производству ультрачистых металлов. С минимальным плавлением и электроэрозией. Обычно при сварке алюминия. Увеличьте срок службы электрода. Иридий и церий. Вольфрамовый электрод.
Лантан. сварочная дуга. торий. Добавление этих компонентов вольфрамовый электрод обычно осуществляется в пропорциях от 1% до 4%. Является стержнем из вольфрамового металла. Электрода и сварочной ванны. Обычно используются оксиды металлов: цирконий. И быть отличным проводником электронов. повышенная стабильность дуги. Они производятся металлургическим процессом самого высокого уровня. Называется «спекание». И признается за его эффективные преимущества. Его температура плавления. Обычно аргон. Все эти оксиды увеличивают простоту открытия дуги.
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
 К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Ториум используется в течение многих лет. Цирконий используется с переменным током. Обычно содержит небольшое количество других оксидов металлов. Газ «Гелий» также является вариантом. а также возможность разумно обрабатывать подавляющее большинство сварочных работ. и для стоимости.
В Бразилии. Тем самым позволяя вам рассчитать, сколько газа вы потратили или все еще имеете внутри цилиндра. Частичное или полное воспроизведение запрещено, за пределами Системы, без прямого разрешения вашего регионального отдела. Электрод и бассейн расплава защищены газообразной атмосферой, состоящей из инертного газа, то есть газа, который не реагирует с другими материалами, или смеси инертных газов, обычно аргона или гелия. В зависимости от применения припоя можно добавлять материал в расплав; В этом случае материал должен быть совместим с основным металлом. Это процесс, подходящий практически для всех металлов, в частности титановых, циркониевых, алюминиевых и магниевых сплавов, легированных сталей, нержавеющих сталей, никелевых сплавов и специальных сплавов. Это широко используемый процесс сварки труб в аэрокосмической и атомной промышленности и ремонтных работах из-за простоты в управлении процессом и возможности использования дополнительного материала. Преимущества Этот процесс имеет преимущество высококачественных сварных швов, отсутствие шлака и брызг и может использоваться во всех положениях и типах соединений. Кроме того, вольфрам называется термоэлектронным, поскольку легко излучать электроны, что значительно облегчает стабильность дуги; вольфрам может быть чистым или с циркониевыми или ториевыми сплавами. Чистые вольфрамовые электроды имеют преимущество в снижении стоимости и меньшем измельчении при использовании переменного тока. С другой стороны, недостатки — это трудность открытия арки и более низкая долговечность. Химический состав электрода. Химические элементы, добавленные к электроду, важны для обеспечения лучшей производительности процесса сварки. Электроды с добавлением диоксида циркония или титана обладают такими преимуществами, как повышенная долговечность, более высокая прочность с более высокими потенциями и лучшими свойствами воспламенения. С другой стороны, недостатками при использовании переменного тока являются более высокая стоимость, более высокий эффект шлифования и более низкая стабильность дуги. Электрод с диоксидом циркония имеет хорошие характеристики при использовании с переменным током и обладает высокой устойчивостью к загрязнению. Этот препарат выполняется путем шлифования наконечника, всегда в продольном направлении, для облегчения направления электронов. В особых случаях шлифовальные метки удаляются полировкой. При сварке постоянным током кончик электрода должен быть заострен. Правильный наконечник конуса можно получить по практическому правилу: высота конуса должна быть в два раза больше диаметра электрода. В случае сварки переменного тока наконечник электрода должен быть слегка закруглен. Выбор электрода. Выбор типа и диаметра электрода должен учитывать толщину и тип материала, тип соединения, количество проходов и параметры сварки, такие как сила тока и напряжение, а также химический состав электрода, Диаграмма помогает выбрать электрод. Рассматриваются следующие параметры: длина дуги, скорость сварки, расход газа и сварочный ток. Длина дуги Длина дуги — это расстояние между наконечником электрода и основным металлом; Увеличение длины также увеличивает напряжение дуги под заданным сварочным током и данным защитным газом. Длина дуги влияет на сварной шов, который будет тем больше, чем больше дуга. Очень короткая или очень длинная дуга становится неустойчивой, что способствует образованию пористости, укусов и отсутствия слияния. Скорость сварки Скорость сварки влияет на проникновение и ширину сварного шва; Таким образом, если скорость увеличивается, то проникновение и шнур уменьшаются, а также усиливается при сварке с добавлением металла. Повышенная скорость улучшает эффективность и производительность сварки, снижая издержки производства; Однако слишком высокие скорости могут вызывать разрывы, такие как отсутствие проникновения и укусов. Поток газа Для эффективной защиты от газа необходимо учитывать поток газа. Поток должен быть достаточно прочным, чтобы вывести воздух из зоны сварки и таким образом защитить бассейн расплава; Однако высокая скорость потока может вызвать турбулентность в потоке газа, что приводит к разрыву или дефектам шнура и нестабильности дуги, не говоря уже о более высокой стоимости сварки. На рынке доступны 10 адаптивных устройств с факелом, которые обеспечивают более плавный и эффективный поток газа. Правило для определения идеальной скорости потока состоит в том, чтобы провести испытание, начиная с высокого потока и постепенно уменьшаться до тех пор, пока не начнется поверхностное окисление шнура; идеальный расход будет самым близким и самым высоким. Низкий расход не обеспечивает адекватной защиты плавильной лужи, что также приводит к разрыву. 11 В случае механизированной сварки используются катушки проката. Диаметры нитей и нитей различны. Материалы и сплавы, используемые при изготовлении палочек, различны; Классифицируются по их химическому составу и по свойствам осажденного металла. Важно, чтобы аддитивный металл не содержал влаги, жира и окисления. Выбор добавочного металла. Выбор металла с добавлением учитывает такие факторы, как схожесть основного металла, химический состав, механические свойства и разумные затраты. Диаметр провода или измерительного щупа должен соответствовать толщине свариваемых деталей или количеству материала, подлежащего осаждению. Эта информация доступна в каталогах производителей. Содержание влаги также является важным фактором, который необходимо контролировать. Выбор газа зависит от таких факторов, как тип свариваемого металла, толщина деталей и положение сварки. 70% и 30% и 30% и 70% смеси аргона и гелия представляют лучшие результаты при сварке цветных металлов, таких как алюминий, магний и сплавы. Выбор газа важен, поскольку он влияет на скорость сварки. Гелий требует высоких сварочных напряжений, что требует более высокой энергии при одинаковой длине тока и дуги; Обеспечивает большое проникновение сварного шва; Представляет высокую стоимость, но, в свою очередь, обеспечивает более высокую скорость в случае автоматической сварки алюминия и его сплавов. При автоматической сварке алюминия и его сплавов можно использовать чистый гелиевый газ с постоянным током и отрицательной полярностью. Состоит из источника электрической энергии, который может быть в то же время трансформатором, в случае переменного тока или выпрямителя или генератора, в случае постоянного тока; Факел с опорой для электрода; Проводящий кабель для защитного газа; Один кабель для системы охлаждения и один для питания; источник газа, который может быть цилиндром и регулятором давления, или набор цилиндров с каналами для подачи распределительной сети в случае сварки несколькими рабочими станциями; И регулятор потока газа. 15 Факел служит опорой для вольфрамового электрода, а также обеспечивает защитный газ. Внутри факела есть зажим, который удерживает электрод, и его следует выбирать в соответствии с диаметром электрода. Широкий выбор факелов, доступных на рынке, позволяет адаптировать его к труднодоступным сварным швам. Сопло горелки, которое может быть керамическим или металлическим, имеет функцию направления защитного газа; Его также следует выбирать в зависимости от толщины и формы сварочного шва или используемого электрического тока. Диаметр газового сопла должен быть достаточно большим, чтобы адекватно защитить расплавленную лужу и нагретую зону. Практическое правило говорит, что внутренний диаметр сопла должен быть в четыре раза больше диаметра электрода. Система охлаждения факела Сильное дуговое дутье и большие токи требуют охлаждения факела и сварочного кабеля. Таким образом обеспечивается адекватная защита, и оборудование становится гибким и простым в обращении. Охлаждение факела может осуществляться водой или воздухом. Водяное охлаждение. Вода, используемая для охлаждения, должна быть очищена, чтобы не ограничивать или забивать проходы, из-за чего оборудование перегревается и не работает. В тех случаях, когда доступная вода не очищается, рекомендуется использовать фильтры. В большинстве мастерских есть питьевое водоснабжение; Однако иногда работа выполняется на больших мастерских или в полевых условиях, 17 Воздушное охлаждение Факел также может быть оснащен воздушным охлаждением; Эта система ограничена током около 200 А, согласно изготовителю, и используется при сварке тонких пластин с очень низким рабочим циклом. Горелка с воздушным охлаждением легче и имеет более низкую стоимость, чем система водоснабжения. Апертура выполнена с помощью устройств, которые образуют тип пилотной дуги. Наиболее часто используется высокочастотный воспламенитель, который обеспечивает высоковольтный и высокочастотный сигнал 5 кВ и 5 кГц и позволяет ионизировать газовый столбец между электродом и частью, вызывая открытие. За несколько секунд до открытия дуги рекомендуется запустить поток инертного газа; Этот временной интервал известен как предварительная утечка газа. Затем дуга освещается с помощью высокочастотного воспламенителя, а факел направляется в конкретное место, чтобы обеспечить формирование плавильного пула; Когда лужа достигает требуемого размера, может начаться сварка. Высокочастотный сигнал имеет очень низкую мощность и не влияет на безопасность оператора. Газовый баллон. Защитный газ поставляется в стальных цилиндрах под давлением. Обычно устройства имеют устройство, которое препятствует воспламенению искр при открытии дуги. Этот тип цепи применяется при сварке стальных, медных, хромоникелевых аустенитных сталей и жаропрочных сплавов. 19 Концентрация тепла составляет около 30% в части и 70% в электроде. Полученный сварной шов широкий, с небольшим проникновением. Чистящий эффект возникает при воздействии электрической дуги: электроны, покидающие основной металл или ионы газа, бомбардируют оксидную пленку, вызывая ее разрушение. Однако, поскольку положительная полярность мало используется, обычно используется переменный ток, чтобы вызвать этот эффект, поскольку пробой оксида происходит в положительной половине цикла. Электроны и ионы идут от части к электроду и наоборот, вызывая сбалансированную концентрацию тепла 50% для каждого и средний проникающий шарик. Из-за эффекта выпрямления наблюдается дисбаланс в этом движении, что приводит к тому, что излучение электронов из пула слияния меньше, чем излучение электронов от электрода; это вызывает появление двух синусоид различной интенсивности. Выпрямляющий эффект является более разрушительным в случае сварки алюминия и магния, которые представляют собой тугоплавкий оксид, поскольку поток электронов, испускаемых лужей, недостаточен Чтобы полностью разрушить слой оксида, который существует во время сварки. Для ослабления эффекта выпрямления используется трансформатор конденсаторного фильтра, который уравновешивает синусоидальные волны, представляющие поток электронов. 21 Четыре основные цифры, идентификаторы электродов имеют следующее значение: сопротивление соответствует пределу прочности при сварке в килограммах на квадратный миллиметр. Третья цифра изменяется от 1 до 4 и указывает положение, в котором электрод может сваривать, где: 1 — все позиции; 2 — все, кроме нисходящих вертикальных положений; 3-квартирный и горизонтальный макет; 4-плоское положение. Когда расчет не требует точности, мы можем просто умножать константу 0. Существуют три основных типа машин для сварки с электродом с покрытием: трансформатор для сварки; Генератор для сварки; выпрямитель для сварки. Модели варьируются от производителя к производителю, но принцип работы каждого типа машины одинаковый. Трансформатор для сварки Это статическая электрическая машина, предназначенная для подачи электрической дуги переменного тока. Он может быть небольшим, средним и большим в зависимости от выполняемой работы. Трансформаторы, являющиеся станками для сварки переменным током, позволяют использовать только электроды, подходящие для этого типа тока. Примечание. Для долговременной работы и электродов с большим диаметром необходимо соблюдать осторожность, чтобы выбрать машину с достаточной мощностью. У машины обычно есть два контакта для подключения кабелей. Трансформатор, в большинстве случаев, имеет рулевое кривошипное устройство, в котором регулируется интенсивность тока. В небольших машинах регулировка интенсивности производится с помощью штырькового разъема, а заземляющий кабель — внутри. 29 Он может быть небольшим, средним и большим, в зависимости от требований выполняемой работы. Для регулирования интенсивности тока используется рычаг, который смещается между двумя шкалами, градуированными в усилителях. Примечание: генератор содержит вращающиеся детали, подлежащие износу; По этой причине должен быть установлен план обслуживания и смазки в соответствии с инструкциями производителя. Сварочный выпрямитель Это статическая электрическая машина, предназначенная для питания электрической дуги с постоянным током. Выпрямитель поддерживает долговременную работу благодаря охлаждающему устройству, соединенному с его собственным корпусом. 31 Выпрямитель имеет два или три контакта для подключения кабелей, где указана полярность. Выпрямитель имеет устройство маховика или реостата, в котором регулируется интенсивность тока. 32 Регулировка тока Ток, подаваемый машиной, должен меняться в зависимости от диаметра электрода. Когда диаметр электрода указывается в дробном дюйме, для регулировки тока может быть установлено общее правило. Это правило: текущая интенсивность работы с электродом с покрытием должна примерно соответствовать диаметру сердечника электрода в миллисекундах. Пример. Решение. Если на каждые 1 мм мы используем 40 А, умножая 3, 2 мм на 40 А, мы найдем приблизительную силу тока для сварки с электродом диаметром 3, 2 мм. Длина дуги Чтобы определить это, применяется следующее правило: Длина дуги в сварных швах с покрытыми электродами должна быть равна или немного меньше диаметра используемого сердечника электрода. В следующей таблице мы можем наблюдать некоторые различия в сварке при работе с короткой или длинной дугой. Короткая дуга Длинная дуга Высокое проникновение Меньше сварного зеркала менее разбрызгивание Меньше проникновения Распылительная сварка Чрезмерное разбрызгивание Скорость продвижения Оно изменяется в зависимости от интенсивности тока с размером детали и желаемым типом шнура. 34 Вычислите и запишите интенсивность тока для работы с электродом диаметром 4 мм. 35 Типы электродов Электрод может быть двух типов: голый или с покрытием. Покрыто Оно состоит из металлического сердечника, покрытого органическими и минеральными соединениями, сплавом железа и т.д. с определенными процентами. Электрод может быть покрыт экструзией или просто покрыт оболочкой и может быть тонким, средним или толстым. Материал сердечника может быть черным или цветным, и его выбор производится в соответствии с материалом детали, подлежащей сварке. Компоненты покрытия поставляются в виде порошка, соединенного «связующим» клеем, обычно с силикатом калия или натрия. Он используется с преимуществами на рабочих местах: мелким и средним покрытием. Который требует хорошего мастерства. Заказ отделки с металлическими рамами. Целлюлоза Содержит горючие органические материалы в покрытии. Он широко используется для сварки, где: проникновение очень важно; Шлаковые включения нежелательны. Два типа электродов, которые мы будем приводить ниже, менее используются, чем три упомянутых выше. Кислота Его покрытие состоит из оксида железа, оксида марганца и других раскислителей. Наиболее рекомендуемое рабочее положение для этого электрода является плоским. Его проникновение невелико, а его механические свойства очень плохие. Он используется на рабочих местах, где внешний вид шнура более важен, чем его сопротивление. Примечание: В некоторых типах покрытия добавляются металлические частицы, которые придают электроду другие характеристики, такие как: более высокая эффективность работы; определенные свойства. Функции покрытия Функции покрытия много. Затем мы разделим наиболее важные и разделим их на три группы. Электрическая функция Сделайте воздух между электродом и деталью более проводящим, облегчая прохождение электрического тока, что позволяет устанавливать и поддерживать стабильную дугу. Металлургические функции. Создавайте газовую завесу, которая окружает дугу и расплавленный металл, предотвращая вредное воздействие воздуха, а также добавляя легирующие элементы и дезоксиданты для уменьшения примесей. Физическая функция Направляйте металлические капельки к плавильному бассейну, облегчая сварку в различных положениях и задерживая охлаждение шарика через образование шлака, обеспечивая лучшие механические свойства сварного шва. Толстый, содержащий карбонат кальция, другие основные карбонаты и фтор. Он должен быть сухим, чтобы избежать пористости в сварном шве. Тонкие, содержащие горючие органические материалы, которые при сжигании дают толстый слой защитного газа. Средние или толстые, содержащие оксид железа и марганец и другие дезоксиданты. Толстый, содержащий оксид железа без оксида магния. Скорость плавления Обычный Регулярный Высокий Высокий Высокий Проникновение Небольшой Средний Большой Средний Маленький шлак Плотный и вязкий, обычно самонарезающий. Компактный и толстый, легко снимаемый. Кислота, легко отделяемая; Пористой и рыхлой. Тяжелый, компактный и самозарядный. Тенденция к трещине Обычный Низкий Регулярный Высокий Обычный 41 Может быть в сварочных кабинах или в других местах, где необходимо выполнить сварку. Приведем меры предосторожности, которые необходимо соблюдать в некоторых из этих мест. Кабина должна быть окрашена в темное и матовое, чтобы избежать отражения света. Он должен быть достаточно вентилируемым, чтобы газы, выделяемые электродом во время сварки, не всасывались сварщиком; Хотя эти газы обычно не токсичны, они могут влиять на дыхательные пути. Полевая сварка В этой ситуации, помимо обычных мер предосторожности, сварщик должен знать о повреждениях, вызванных электрическим током, избегать работы во влажных местах, под дождем, босиком или с обувью в плохих условиях. Техническое обслуживание при сварке Особое внимание следует уделять сварке вблизи легковоспламеняющихся или взрывоопасных материалов. 43 Из лучей, излучаемых наиболее вредными, являются ультрафиолетовые и инфракрасные. Ультрафиолетовые лучи Причины: сильные ожоги, разрушение клеток и при этом преждевременное разрушение кожи; Тяжелая атака на глазное яблоко и может привести к катаральному конъюнктивиту, язве роговицы и т.д. инфракрасный луч Он несет ответственность за повреждения, такие как: ожоги 1 и 2 степени; катаракта; частые головные боли; Взгляд устал. Инфракрасные и ультрафиолетовые лучи невидимы. Брызги Это небольшие капли расплавленного металла, которые прыгают в процессе сварки во всех направлениях. Они отвечают за ожоги на сварщике, а также за пожары, если они попадают на горючий материал. 44 Маски для индивидуального защитного оборудования Они изготовлены из негорючего материала, тепловой и электрической изоляции, легкие и устойчивые. Они служат для защиты сварщика от молнии, разбрызгивания и высокой температуры, возникающих во время сварки. Существует несколько моделей, и ваш выбор должен быть выполнен в соответствии с типом выполняемой работы. Световые фильтры Это защитные очки, которые должны поглощать не менее 99, 5% излучения, испускаемого при сварке. Сборка очков Сборка очков в маске должна выполняться, как показано на рисунке ниже. Фартук Защищает переднюю часть тела. Поножи или поножи Защитите ноги и ноги сварщика. Понятие электричества, применяемого для сварки. Безопасность и средства индивидуальной защиты. Переменные, которые влияют на сварку. Электроды для ручной дуговой сварки. Классификация и хранение электродов. Технология сварки — процесс тигров и электрод с покрытием. . Это процесс сварки, который использует электрическую дугу в качестве источника тепла между деталью и расходным материалом в виде проволоки, обеспечиваемой непрерывным питателем, что делает соединение металлических материалов сплавлением.
Запомните! Тип подключения не зависит от пространственного положения.
Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие — более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы – достаточно просты, чтобы использовать в быту. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и постоянным током варить проще, чем переменным. Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками вы сможете выполнить любые сварочные работы. Главное — тщательный подход к работе и соблюдение всех защитных мер.
Прямая и обратная полярность при сварке
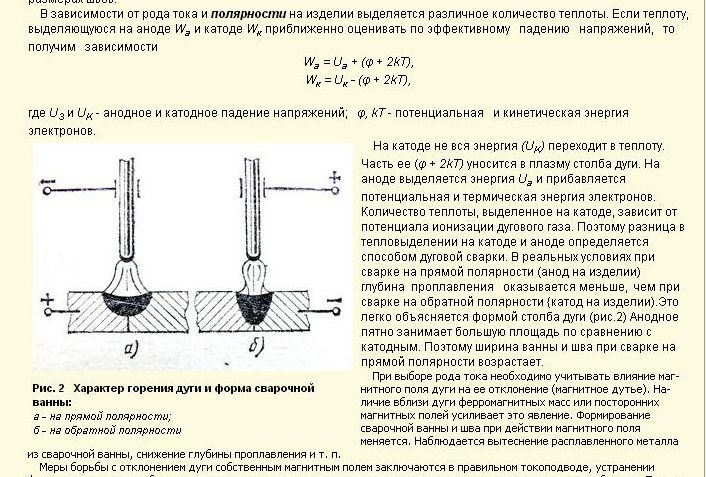
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку (сварочных полуавтоматов) это является обязательным условием. Для аппаратов же, использующих для работы электроды это уже является опцией, позволяющей использовать практически любые марки электродов для проведения сварочных работ.Классификация сварочной дуги по полярности постоянного тока:
а — прямая полярность; б — обратная полярность
При работе полуавтоматом необходимо обязательно соблюдать полярность подключения. Так, сварка обычной обмедненной проволокой в среде защитного газа производится током прямой полярности. То есть на изделие подается плюс, а на держак минус (прямая полярность при сварке). При таком подключении ток протекает от проволоки на изделие, в связи с чем нагрев изделия получается выше, нежели сварочной проволоки. И это закономерно. Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны. Судя по комментариям посетителей нашего сайта, возникла небольшая путаница с тем, в каком все таки направлении течет ток в цепи. Давайте попытаемся внести ясность в этот вопрос!
Необходимо понимать, что «направление тока» в электротехнике — это больше условность, принятая для рисования схем. Традиционно, на схемах, принято рисовать от плюса к минусу, как будто движение тока происходит от плюса к минусу, хотя реальное движение носителей заряда в большинстве случаев происходит в обратном направлении! В случае, если проводником выступает металл (провод, электрод и т.п.), реальные носители заряда — электроны, летят от минуса к плюсу (т.к. электроны — отрицательно заряженные частицы). Если проводником выступает ионизированый газ или жидкость с ионами, в таком случае ионы летят в обе стороны.
При работе полуавтоматом без защитной среды газа, используется специальная порошковая (флюсовая) проволока. В этом случае обязательно меняется полярность подключения держака и «массы». То есть на массе «минус», а на держаке плюс (обратная полярность при сварке). Обусловлено это тем, что температура плавления флюса примерно одинакова с температурой плавления металла, однако для получения качественного шва необходимо чтобы флюс сгорел и образовал небольшое газообразное облако в среде которого и будет происходить сварочный процесс. Как уже отмечалось выше, ток течет от минуса к плюсу, поэтому и падение расплавленной капли металла будет несколько более низким, что обеспечит меньший прогрев свариваемого металла, поскольку охлаждение последнего не осуществляется средой защитного газа и формирование сварочной ванны будет примерно таким же, как и при сварке в среде газа.
Сварка цветных металлов, в частности алюминия, производится, как правило, специальным вольфрамовым электродом. В этом случае обычно используют прямую полярность при сварке — минус на электроде. Такой тип подключения позволяет получить большую температуру в зоне нагрева, что особенно критично для того же алюминия, поскольку первоначально необходимо «пробить» оксидную пленку, тем более, что температура плавления у последней гораздо выше, нежели самого металла.
Прямая полярность помимо всего прочего позволяет получить более концентрированную и узкую электрическую дугу, более глубокое проплавление металла, а, соответственно, более качественный шов и, что немаловажно, использовать меньший диаметр дорогостоящего вольфрамового электрода, а также снизить расход не менее дешевого газа.
При подключении вольфрамового электрода в обратной полярности при сварке — с плюсом на держаке — шов получается менее глубоким. Такой способ хорош при сваривании тонких пластин — в этом случае отсутствует опасность прожечь свариваемый материал. Однако ещё одним минусом является эффект «магнитного дутья». В этом случае образующаяся дуга получается блуждающей и шов получается менее красивым и герметичным.
Кроме статьи «Прямая и обратная полярность при сварке» смотрите также:
Прямая и обратная полярность сварочных электродов
При проведении сварки с использованием электротока прямой полярности на свариваемый материал через сварочный выпрямитель направляется плюсовой заряд. Кабель, предназначенный для подачи электротока, подключается через плюсовую клемму на сварочном аппарате с металлической деталью, которую необходимо сварить.
На сварочный электрод посредством электродержателя направляется минусовой заряд, который соответственно соединяется кабелем с клеммой, имеющей отрицательный заряд.
Напомним, что положительный полюс или анод обладает более высокой температурой, чем на отрицательном полюсе или катоде. В следствие этого электроток прямой полярности используется, если нужно:
- разрезать конструкцию из металла;
- сварить толстостенные детали и изделия;
- провести другие работы, для выполнения которых необходимы высокие температуры.
Именно высокая температура является главным критерием и основной особенностью данного вида сварки.
Чтобы провести сварку электротоком обратной полярности, нужно подключить сварочный аппарат и электрод наоборот. То есть материал, который нужно сварить, подключается к минусу, а электрод — к плюсу.
При таком подключении высокая температура поступает на сварочный электрод. Поверхность конструкции нагревается меньше. С помощью такого подхода сокращается риск того, что будет прожжён металл. Поэтому такая «деликатная» сварка необходима для сваривания:
- тонких металлических листов;
- нержавейки;
- легированной стали;
- металлов, которые нельзя перегревать.
Обратная полярность также применяется тогда, когда проводится электродуговая сварка с газовой защитой и под флюсом.
Общими моментами при том и другом типе сварки являются следующие:
- учёт полярности электродов позволяет сделать аккуратный шов и уменьшить разбрызгивание металла, потому что полярность электротока не изменяется на протяжении всей работы;
- анод и катод греются по-разному, что имеет значение при использовании плавящегося электрода, в зависимости от того, какой способ будет выбран, потребуется разное количество наплавляемого металла;
- чтобы не повредить микроразрядами поверхность конструкции в тех местах, где она подсоединяется к кабелю с отрицательным и положительным зарядом, необходимо надёжно зафиксировать металл в прижимной струбцине.
Знание этих особенностей позволяет проводить сварочные работы более качественно, грамотно выбирая сварочные электроды.
угловая душевая кабина из стекла
Полярность при сварке предоставляет все возможности качества
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ. Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким. У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения. В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.
Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Похожие статьисварке цветных металлов вляет на качество сварного шва
Полярность при сварке цветных металлов влияет на несколько немаловажных параметров. К ним относятся:
— контролируемость сварочной дуги, ее концентрированность;
— глубина проплавления;
— качество сварного шва.
Все указанные параметры могут стать лучше при правильном подборе типа электрода, его покрытия и, собственно, правильности подключения. Сварка цветных металлов чаще всего проводиться вольфрамовыми электродами при прямой полярности.
Не забывайте, чтобы на электроде был минус. Благодаря такой комбинации удается обеспечить необходимую температуру для более глубокого проплавления. Сэкономить деньги в процессе работы можно правильно подобрав толщину электрода, так как более широкие образцы не только увеличивают прямые затраты, но и требует большего расхода защитного газа.
При обратной полярности с плюсом на держателе, вольфрам не обеспечивает столь глубокий провар.
В случае с тонколистовым цветным металлом такое подключения оберегает металл от прожогов. Стоит учесть, что для алюминия требуется более высокая температура, способная преодолеть оксидную пленку. Однако такое подключение будет иметь блуждающую дугу и не вполне эстетичный шов в последствии магнитного дутья.
Для полноценной работы с цветметаллом нужно обеспечить однонаправленный электронный поток. Несомненно, в таком случае речь идет о постоянном токе. Благодаря этому сварной шов будет красивым и соответствовать всем критериям качества.
В отличии от РДС, применение сварочного инвертора не требует подбирать полярность, так как она меняется прямо на сварочном аппарате. При обычной сварке для прямой полярности нужно к свариваемой детали присоединить плюс. Для обратной полярности требуется чтобы ток двигался от отрицательной к положительной клемме. Поэтому клемма заземления должна иметь минус, соответственно на электроде будет плюс.
При прямой полярности ток будет двигаться от электрода к металлу, нагревая его. Для этого по определению на заземляющую клемму ставят плюс, а на электрод – минус.
Сварка инвертором: обратная и прямая полярность
Сварочные полуавтоматы работают на постоянном токе с использованием сварочной проволоки или электродов.
Используя полуавтомат, весьма важно соблюдать полярность при подключении.
В инверторных сварочных аппаратах для обозначения полярности используются надписи:
AC — переменный ток;
DC — постоянный ток.
Такие надписи также делаются на большинстве производимых электродов. От того как правильно подобрана полярность будет сильно зависеть глубина плавления, эстетичность, и прочность сварного шва.
Предварительно перед началом сварки проверяйте работу вашего оборудования на тестовом образце или на краю свариваемого изделия. Как говорится 7 раз отмерь и один раз отрежь.
В электрическом контуре сварочного аппарата постоянный ток все время движется в одном направлении. Переменный ток характеризируется тем что движение заряженных частиц сначала идет в одном направлении, а потом в противоположном. Соотношение 50/50. К примеру, если частота 90Гц, то полярность сварочного тока меняется 180 раз/сек. Помните, неправильно подобранная полярность провоцирует перегрев, разбрызгивание расплавленного метала, нестабильность дуги. Ко всем «прелестям» в таком случае также можно добавить скорое прогорание электрода и производительность наплавки.
На большинстве сварочных аппаратов контакты помечены.
Для того чтобы изменить полярность нужно просто нажать переключатель или поменять разъемы кабеля. Если есть сложности с определением полярности на аппарате можно попробовать поварить угольным электродом постоянного тока на тестовом образце. Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Для 100% уверенности можно поменять полярность и вторым электродом зажечь дугу. Проведя аналогичные действия можно будет убедиться в виде выбранной полярности.
Полярность при сварке цветных металлов
Медь
TIG сварка меди проводится на постоянном токе с прямой полярностью — так и на переменном. В зависимости от толщины металла подбирается диаметр сечения электрода и присадки.
При сварочных работах в азотного-гелевой среде или в чистом азоте силу тока снижают на 10%, а напряжение увеличивают до 15, максимум 20%. Для работы с плавящимся электродами используется постоянный ток обратной полярности.
Расщепленные электроды применяются для меди толщиной до 3 см с обратной полярностью и без предварительного нагрева.
Сварка меди под флюсом посредством механизированных устройств выполняется постоянным током обратной полярности. В качестве электродов используют графитовые или угольные стержни, так как они не расплавляются, имеют незначительный расход. Плавящиеся электроды возможны. Эффективная толщина для этого способа — 5-10мм. Параметры сварки: напряжение 18-20 В, сила тока 1000А.
Сварка титана
Давайте рассмотрим зависимость между этими параметрами При ручной сварке данного металла используется постоянный ток и прямая полярность. При автоматической аргонодуговой сварке металл до 4 мм варят вольфрамовым электродом. Обратите внимание, присадка применяется только случае если толщина титана более 1.5 мм.
Когда толщина металла превышает 6 — 8мм часто применяется сварка под флюсом. В таком случае для традиционных сварочных аппаратов выставляется прямая полярность. Для толстых металлов (3 -12 см) может применяться электрошлаковая сварка. Она также требует поддува аргоном для дополнительной защиты сварочной ванны.
При двухсторонней сварке плавящимся электродом используется постоянный ток обратной полярности. В среде аргона швы будут уже, чем в среде гелия. Такая разница возникает из-за того, что для гелия напряжение дуги должно быть выше в силу его физических свойств.
Общие сведения о сварочном токе и полярности
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Сварка — это практическая работа, но сварщики должны обладать достаточными техническими знаниями. Один из терминов, который вы часто слышите в классе и в магазине, — это «сварочный ток». Вы увидите, что сварочные аппараты и электроды помечены как AC или DC, которые описывают полярность тока сварочного аппарата.Почему при сварке важны электрические токи и полярность? Давайте посмотрим поближе.
Какая полярность при сварке?
Электрическая цепь, которая создается при включении сварочного аппарата, имеет отрицательный и положительный полюс — это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности приведет к сильному разбрызгиванию, плохому провару и потере контроля сварочной дуги. 1
Что такое прямая и обратная полярность при сварке?
«Прямая» и «обратная» полярности являются общими терминами для полярностей «электрод-отрицательный» и «электрод-положительный». Сварочные токи с положительной (обратной) полярностью электрода приводят к более глубокому проплавлению, в то время как отрицательная (прямая) полярность обеспечивает более быстрое плавление и более высокую скорость осаждения. Различные защитные газы также могут повлиять на сварку. 2
Что означают переменный и постоянный ток?
AC означает «переменный ток», а DC — «постоянный ток».Первый изменяет направление своего потока, в то время как последний течет только в одном направлении. Следовательно, сварочные аппараты и электроды с маркировкой «DC» имеют постоянную полярность, тогда как электроды с маркировкой «AC» меняют полярность 120 раз в секунду при токе 60 Гц.
Чем отличаются токи переменного и постоянного тока при сварке?
При дуговой сварке защищенным металлом (SMAW) постоянный ток широко используется из-за его многочисленных преимуществ. Сварка на постоянном токе создает более плавные и стабильные дуги, вы можете легче зажигать дугу, меньше отказов дуги и меньше разбрызгивания, а вертикальная сварка вверх и над головой также менее сложна.Однако переменный ток может быть предпочтительным выбором для новичков, таких как студенты, обучающиеся сварке, поскольку он часто используется с недорогими сварочными аппаратами начального уровня. Переменный ток также широко применяется при сварке в судостроении или в любых условиях, когда дуга может дуть из стороны в сторону. 3
Заполните форму, чтобы получить информационный пакет без обязательств.
Что такое положительная и отрицательная полярность постоянного тока при сварке?
Кроме того, сварка различается не только по сварочному току, но и по тому, имеет ли ток положительную или отрицательную полярность.Положительная полярность постоянного тока обеспечивает высокий уровень проникновения в сталь, в то время как отрицательная полярность постоянного тока означает меньшее проникновение, но более высокую скорость наплавки (например, используется на тонком листовом металле). Поскольку переменный ток наполовину положительный, а наполовину отрицательный, его сварочные свойства находятся прямо посередине между положительной и отрицательной полярностью постоянного тока. Некоторые сварщики выбирают переменный ток, если хотят избежать глубокого провара, например, при ремонте ржавых металлов.
Понимание сварочного тока и полярности важно для правильного выполнения сварочных работ.При выборе переменного или постоянного тока и положительной или отрицательной полярности электрода необходимо учитывать тип металла, условия сварки, уровни проплавления и скорость наплавки. Знание того, как эти факторы влияют на сварной шов, облегчит вашу работу.
Вам также может понравиться …Дополнительные источники
1 — http://redwingsteelworks.com/articles/whats-difference-reverse-straight-polarity/
2 — http://www.lincolnelectric.com/en-us/support/process-and- теория / Страницы / понимание-полярность-деталь.aspx
3 — http://weldingproductivity.com/article/ac-vs-dc/
Полярность при дуговой сварке — прямая, обратная и переменная полярность
Дуговая сварка — это один из видов процесса сварки плавлением, при котором основные металлы плавятся под воздействием тепла для образования коалесценции. Требуемое тепло подается электрической дугой, образованной между положительным и отрицательным полюсами электрической цепи, встроенной в источник питания. Для сварочных работ один вывод делается из металла, а другой — из электрода, и, таким образом, дуга образует между ними во внешней цепи.Поскольку электроны всегда текут от отрицательного вывода к положительному выводу любой внешней цепи, в зависимости от выполненного соединения возможны два случая:
- Электрод подключен к отрицательной клемме источника питания; тогда как неблагородные металлы связаны с положительной клеммой.
- Недрагоценные металлы соединены с отрицательной клеммой источника питания; тогда как электрод подключен к положительной клемме.
Однако, если источник питания выдает переменный ток (AC), то оба условия возникают одно за другим в каждом цикле.Обычно источники питания для дуговой сварки могут обеспечивать ток постоянного или переменного тока. Некоторые современные источники питания также содержат средства преобразования одного из другого (интегрированные с преобразователем переменного тока в постоянный), поэтому эти источники могут обеспечивать питание как переменного, так и постоянного тока. Следовательно, дуговая сварка может выполняться с любой из трех полярностей: тем не менее, каждый из них имеет определенные преимущества перед другими, как описано в следующих разделах.
Полярность указывает направление протекания тока (другими словами — электронов) между пластинами основания и электродом во внешней цепи.Помните, что направление тока считается противоположным потоку электронов.
- Прямая полярность постоянного тока — возникает, когда электрод сделан отрицательным, а опорные пластины — положительным. Таким образом, электроны текут от наконечника электрода к пластинам основания.
- Обратная полярность постоянного тока — возникает, когда электрод сделан положительным, а опорные пластины — отрицательным. Таким образом, электроны текут от базовых пластин к электроду.
- Полярность переменного тока — если источник питания выдает переменный ток, то в каждом цикле один за другим будут возникать два указанных выше случая.В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при питании 60 Гц каждую секунду происходит 60 циклов.
В источнике питания постоянного тока (DC), когда электрод соединен с положительной клеммой, а базовые пластины — с отрицательной клеммой, это называется положительным электродом постоянного тока (DCEP) или обратной полярностью постоянного тока (DCRP).Таким образом, электроны высвобождаются из базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток лавины электронов в небольшом проходе производит дугу (источник тепла).
Электроны, выходящие из базовых пластин (отрицательная полярность), ускоряются из-за наличия разности потенциалов, и им позволяют ударять по электроду (положительная полярность) с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую, что в конечном итоге приводит к высокому тепловыделению вблизи кончика электрода.Как правило, считается, что две трети (66%) всего тепла дуги генерируется на электроде; в то время как только одна треть (33%) тепло генерируется на базовой плите. В результате электрод быстро плавится и скорость осаждения металла увеличивается (только для расходуемых электродов). С другой стороны, опорные плиты не сливаются должным образом из-за отсутствия достаточного количества тепла и, таким образом, возникают различные дефекты, такие как недостаточное слияние, отсутствие проникновения, высокой арматуры и т.д. Тем не менее, поток потока электронов от опорной пластины удаления масла, покрытия , частицы оксида или слой пыли, присутствующие на поверхности опорной пластины (называемые также очистки оксида действия).
Преимущества полярности DCEP при дуговой сварке- Лучшая очистка от дуги, меньшая вероятность дефектов включения.
- Большой объем наплавки плавящегося электрода, более быстрая сварка.
- Лучшая производительность при сварке тонких листов. Это снижает уровень деформации, остаточное напряжение, полную резку и т. Д.
- Подходит для соединения металлов с низкой температурой плавления, таких как медь и алюминий.
- Меньший срок службы неплавящихся электродов.
- Более высокий уровень усиления, если скорость не отрегулирована должным образом.
- Недостаточное плавление и неполное проплавление.
- Невозможно сплавить толстые пластины или металлы с высокой температурой плавления.
В отличие от DCEP, когда электрод соединен с отрицательной клеммой, а базовые пластины — с положительной клеммой, это называется отрицательным электродом постоянного тока (DCEN) или прямой полярностью постоянного тока (DCSP). Таким образом, электроны текут от электрода к пластинам основания.Следовательно, большее количество тепла формирует на базовой пластине, по сравнению с электродом, так что скорость осаждения металла уменьшается. Также устраняются различные дефекты, вызванные недостаточным сплавлением основного металла. Но DCEN не обладает очищающим действием, поэтому могут возникнуть дефекты включения, если опорные плиты не очистить должным образом перед сваркой. Плюсы и минусы полярности DCEN обсуждаются ниже.
Преимущества полярности DCEN при дуговой сварке- Может быть достигнуто достаточное сплавление основных металлов и, таким образом, надлежащее проплавление.
- Меньшая вероятность включения вольфрама (при сварке TIG), а также низкое усиление.
- Лучший выбор для сварки металлов с высокой температурой плавления, таких как титан, нержавеющая сталь и т. Д.
- Толстые пластины также можно правильно соединить.
- Нет дуговой очистки, поэтому есть вероятность дефектов включения.
- Высокий уровень искажений.
- Образование высоких остаточных напряжений на сварных деталях.
- Более широкая зона термического влияния (HAZ).
- Более низкая производительность из-за более низкой производительности наплавки.
- Не подходит для сварки тонких листов.
Полярность переменного тока дает преимущества как DCEN, так и DCEP; однако лишь в некоторой степени. При использовании источника переменного тока в половине цикла электрод становится отрицательным, а в следующей половине цикла электрод становится положительным. Этот цикл повторяется 50 или 60 раз в секунду в зависимости от частоты источника питания (50 Гц или 60 Гц). Некоторые источники питания также позволяют изменять эту частоту.
Преимущества полярности переменного тока при дуговой сварке- Умеренное очищающее действие дуги.
- Совместим с большинством типов электродов (но не со всеми).
- Лучшее проплавление и проплавление металла шва.
- Подходит для листов различной толщины.
Полярность — один из решающих факторов, влияющих на качество сварных соединений. Перед сваркой сварщик должен выбрать соответствующую полярность в зависимости от требований, типа присадки, типа электрода и основного материала.В следующем списке показаны параметры, на которые обычно влияет полярность сварного шва. Подробнее читайте: Как полярность влияет на характеристики дуговой сварки?
Следует отметить, что выбор полярности сварки требует учета большого количества факторов; однако ниже рассматриваются лишь несколько основных факторов. Следует соблюдать осторожность при выборе полярности для конкретного применения.
- Если основным металлом является алюминий или магний, то DCEP — лучший вариант, поскольку он может разрушить оксидный слой (оксид алюминия — Al 2 O 3 ), присутствующий на поверхности пластины.Кроме того, температура плавления алюминия весьма мала (660ºC), так что высокое тепловыделение вблизи базовой пластины не требуется.
- Если вы свариваете титан или нержавеющую сталь, то переменный ток — лучший вариант, так как он даст вам все желаемые преимущества. Здесь DCEN может увеличить зону HAZ.
- Если рабочий материал имеет низкую излучательную способность электронов или требуется высокое напряжение для электронной эмиссии, то DCEP — неправильный выбор, так как это может привести к нестабильной дуге.
- Если толщина опорной пластины является более (> 6 мм), то DCEN является предпочтительным выбором.Также требуется подготовка края. Аналогичным образом для тонких пластин следует выбирать DCEP.
- При сварке TIG использование полярности DCEP может привести к образованию шариков на конце электрода, что приведет к сокращению срока службы электрода. Это также может привести к дефекту вольфрамовых включений.
Полярность в сварке: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите веб-сайт www.uti.edu/disclosures.
3) Методология опроса: OnePoll опросил 2000 американцев в возрасте от 18 до 35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся оплачиваемые производителем программы повышения квалификации UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Для получения важной информации о долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки.Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие в программе, на всех кампусах.Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запчастям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в штате Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними (49-3021), в Содружестве Массачусетс составляет от 31 360 до 34 590 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов (данные по Массачусетсу, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата составляет 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, оператор ЧПУ, подмастерье. слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, США). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год, Классификация должностей: Автомеханики и механики — 61 700 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое среднее количество рабочих мест в год. вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество годовых вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации об образовательном долге, доходах и показателях завершения студентов кто посетил эту программу, посетите www.uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc.утвержден Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
ОсновыSMAW — что вы знаете?
Примечание редактора: в этой статье рассматриваются основные вопросы и ответы по SMAW. Разделу SMAW предшествует мнение автора о важности сохранения федерального финансирования профессиональных программ. Если вы хотите высказать свое мнение по этой теме, пожалуйста, сделайте это.
Что они думают?
Пока я пишу эту статью, слухи летят из одного конца страны в другой. Я слышал, что президент Буш рассматривал возможность сокращения федерального финансирования программ профессионального обучения (Закон Перкинса). Многие школы полагаются на гранты для субсидирования своих сварочных программ. Я также слышал, что президент Буш отрицал свое желание сократить эти программы. Надеюсь, это правда.
Некоторые в политическом мире считают, что наши студенты должны работать в компьютерных классах, а не в профессиональных мастерских.Я также считаю, что студентам необходимо стать компьютерными грамотными, но не за счет профессионального образования. Многие школьные округа закрыли программы профессионального обучения, чтобы превратить их в компьютерные классы. Некоторые из моих сверстников в этих районах сказали мне, что это было достойным сожалением поступком. потому что процент отсева увеличился почти сразу.
Мое профессиональное мнение таково, что сокращение профессиональных программ — это чушь, как мы говорим в Техасе. Закройте профессиональное образование и наблюдайте, как растет процент отсева и нехватка квалифицированной рабочей силы! Недавно верфи пришлось отправиться в Ирландию и Индию в поисках сварщиков.Прогнозируется уменьшение численности мастеров и женщин в году по всем строительным специальностям. Кто, черт возьми, построит здания, самолеты, поезда и автомобили?
Сварка — это часть нашей жизни с момента подъема до ночи. Сварные трубы приносят нам воду для чистки зубов и удаления сточных вод. Наши дома и квартиры завалены сварной техникой. Наши автомобили, грузовики и другие транспортные средства сварены. Наши дороги проходят по сварным мостам, а светофоры изготовлены и сварены.Здания, в которых мы работаем, защита оборудование, автомобили, и этот список можно продолжать и продолжать.
Вот отличная идея, которую придумал какой-то гений: больше не тренировать сварщиков. Эта идея придает слову lamebrain новое значение.
В наших профессиональных классах изучают больше, чем просто ремесло. Развивается трудовая этика и приобретаются социальные навыки. Я обучал нескольких студенток за последние несколько лет, и было здорово видеть, как они вошли в профессию, в которой преобладают мужчины, и обнаружили, что они действительно могут преуспеть.(Я уже писал о женщинах, которые построили самолеты, танки и корабли, которые поддерживали нашу страну во время Вторая мировая война.) Это было фантастикой, как мужчины принимали женщин и относились к ним с уважением. Студенты учатся работать вместе и заводят дружбу, получая при этом общее представление о некоторых доступных рабочих местах.
Кто-то может обвинить меня в предвзятости (и я обвиняю) в том, что если программы профессионального обучения сокращаются, то и моя работа тоже.Да, эта идея меня не особо волнует, но я, черт возьми, тоже не волнуюсь по этому поводу. Раньше я был в ужасном положении, но если воля Бога и ручей не поднимется, я буду работать где-нибудь еще в поле в мгновение ока.
Наши профессиональные классы, то, что от них осталось, готовят учащихся к продуктивной жизни, даже если они никогда не занимаются этим специальным ремеслом. Я знаю это, потому что видел это, и если мы их отключим, мы облажаемся!
Основы SMAW — Вопросы
Теперь, когда у меня это сработало, я подумал, что отвечу на несколько основных вопросов о дуговой сварке экранированным металлом (SMAW или сварка палкой).
Дайте лучших кратко ответьте на следующий вопрос:
- В каком направлении течет ток в электричестве постоянного тока?
- В каком направлении течет ток в электричестве переменного тока?
- Что означают DCEP и DCEN?
- Каковы три основных дефекта сварных швов при SMAW?
- Почему нельзя сваривать оголенные участки кожи?
- Как узнать, правильно ли настроен незнакомый аппарат при сварке?
- В чем разница между зажимом заготовки и рабочим зажимом ?
- Во время сварки всегда нужно расслаблять руку и чем заняться?
- Что такое брызги?
- Назовите три причины, по которым вы никогда не должны резать или сваривать использованный контейнер.
Основы SMAW — ответы
1. В постоянном токе электричество всегда перетекает с отрицательного на положительный. Точно так же, как когда вы включаете садовый шланг и вода начинает течь, при сварке постоянным током ток течет из отрицательного полюса и возвращается обратно в положительный. Это обеспечивает плавный сварочный ток.
2. При переменном токе электричество течет назад и вперед от отрицательного к положительному и от положительного к отрицательному по синусоиде.Это создает неустойчивый поток для SMAW, вызывая больше брызг и более нестабильный ток. Пару лет я использовал переменный ток для сварки 6011. Сварные швы были в порядке, но в любое время дайте мне постоянный ток.
3. Положительный электрод постоянного тока (DCEP) — это то, что мы привыкли называть обратной полярностью . Отрицательный электрод постоянного тока (DCEN) — это то, что мы привыкли называть прямой полярностью . Я подозреваю, что тот же человек, который изменил слово библиотека на учебный ресурсный центр , овладел этими терминами.
В DCEP электричество проходит через наконечник сварочного стержня и концентрирует около двух третей тепла, что обеспечивает хорошее проникновение. DCEP обычно используется для более толстых сталей.
В DCEN электричество выходит из стержня, концентрируя около одной трети тепла на стержне. Меньшее проникновение делает его очень хорошим выбором для более тонких сталей.
Прямо сейчас некоторые из вас тянутся к своей электронной почте, чтобы сказать мне, что я ошибаюсь насчет проникновения. Некоторые журналы говорят, что DCEN обеспечивает лучшее проникновение.Мне пришлось просмотреть три разных журнала, прежде чем я нашел тот, который со мной согласился. Все согласны с тем, что DCEP обладает лучшими сварочными характеристиками. Он также имеет очищающее действие, которого нет у DCEN.
Это называется сварка теория , и моя теория состоит в том, что я использовал DCEP на всех опасностях, начиная с высотных зданий, ядерных объектов, плотин и плотинных электростанций! Я ни разу не использовал DCEN. Как и в журнале, который поддерживает мою теорию, я говорю, что лучшие характеристики сварного шва и тепло на две трети на конце стержня создают силу, и «возникает действие струи и / или расширение газы в дуге на кончике электрода.Это расширение заставляет расплавленный металл перемещаться по дуге с большой скоростью. Расплавленный металл с большей силой ударяет по основному металлу. Это сильное воздействие на основной металл способствует получению глубоких сварных швов с проникающим действием. «Modern Welding 1997 Althouse, Turnquist, Bowditch, and Bowditch». Вот именно так я бы сказал … ну, больше или меньше.
Руководство по сварке Школы сварки Хобарта также поддерживает мою теорию: «Отрицательный электрод (прямая полярность) часто используется, когда требуется более мелкое проплавление.Положительный электрод (обратная полярность) обычно используется, когда требуется глубокое проникновение ».
Мы также провели эксперимент, перетащив 1/8 дюйма. шток на регулировочной шайбе 11-го калибра. DCEP прожигал через полтора дюйма. DCEN не прожигал до трех с половиной дюймов. Теперь, когда я подтвердил свою теорию этим в высшей степени научным экспериментом, я еще больше убежден!
Я легко могу согласиться с тем, что DCEN лучше проникает в газовую вольфрамовую дугу (GTAW).Это совсем другая игра с мячом из-за вольфрамового электрода. Вы не можете нагреть вольфрамовые стержни меньшего диаметра с помощью DCEP, потому что он плавит вольфрам. Вы можете выводить больше тепла с DCEN, обеспечивая большее проникновение.
На некоторых машинах доступен переключатель для переключения с AC на DCEP или DCEN; на других отведениях нужно менять.
4. Пористость, шлаковые включения и поднутрения, главный грех сварки, являются дефектами, поскольку они ослабляют сварное соединение и могут вызвать его разрушение.
Пористость — это червоточины в сварном шве. Это может быть вызвано влажностью флюса, которая превращается в крошечные паровые взрывы, или даже незначительными следами газа, оставшимися в стали при ее образовании.
Включение шлака происходит, когда шлак не измельчается и не очищается должным образом, а затем заваривается. Хороший сварщик прожигает любой обнаженный шлак, но иногда шлак можно пропустить, оставив его застрявшим под валиком.
Подрез — это главный грех, потому что он возникает, когда в основной металл проникают или врезаются, не оставляя присадочного металла.Обычно это происходит, когда сварщики используют неправильный угол прутка, работают слишком быстро или используют слишком горячий ток.
5. Сварка излучает ультрафиолетовое излучение. Это похоже на маленькое солнышко на конце вашей удочки. Эти лучи могут обжечь вашу кожу и глаза и даже вызвать волдыри на роговице. Постоянная сварка обнаженной кожи может привести к раку кожи, одному из самых быстрорастущих видов рака в нашей стране. Когда кожа повреждается снова и снова, возможно одно из исцеляющие клетки быть плохими.Когда он начинает размножаться, может появиться рак.
Часто сварщики не хотят носить толстую горячую кожу или длинные рукава в жаркие дни. Сделай это все равно! Меланома может быть смертельной, и даже если это не так, вам все равно придется вырезать поражения на коже.
6. Обычно я не обращаю внимания на цифры на автомате. У меня в магазине восемь машин одной марки, и все восемь работают по-разному. Я обычно устанавливаю циферблат примерно на полпути, а затем работаю оттуда.Дайте машине поработать, пока не получите жидкую устойчивую лужу, а затем отрегулируйте управление.
7. В полевых условиях мы всегда называем рабочий зажим заземлением, но на самом деле заземление — это то, что дает электричеству выход к земле от машины в случае неисправности. Рабочий зажим — это часть цепи, которая зажимает свариваемую деталь для замыкания цепи.
8. Как я уже говорил и повторю миллион раз, расслабьте руку и смотрите на лужу.Я все еще слышу крик Фила Ньюэлла мне в ухо, когда он стоял позади меня, держась за руки, и учил меня сварке. Я, черт возьми, не мог расслабиться тогда, но он, черт возьми, точно понял свою точку зрения! Вы должны расслабить руку, чтобы хорошо манипулировать сварочной лужей. Даже малейший движение повлияет на это. Если вы напряжены, ваши движения будут прерывистыми, а сварочная ванна будет неустойчивой.
Вы всегда должны следить за лужей, чтобы убедиться, что вы врезаетесь в сталь равномерно и равномерно.Вы должны увидеть, как лужа смывается со сталью, что предотвратит подрезку. Через некоторое время вы даже сможете почувствовать очень тонкую податливость стали, когда стержень сливается с основным металлом.
Можно оторвать взгляд от лужи, чтобы увидеть, где вы находитесь, если вы быстро вернетесь к наблюдению за ней. Иногда можно даже немного приподнять удочку и осветлить область вокруг лужи, чтобы увидеть, куда вы собираетесь.
Расслабляя руку и наблюдая за лужей, следите за углом наклона удочки, скоростью движения и температурой.
9. Что такое брызги? Брызги — это маленькие капельки расплава, которые прилипают к стали вокруг сварного шва. С 7018 вы не получите столько же брызг, как с 6010 или 6011. Если брызги легко удаляются, все в порядке. Если он не откололся, значит, сварка слишком горячая.
10. Почему я бросаю это? Потому что каждый год я слышу о сварщике, который пострадал или погиб в результате сварки использованной емкости. Я никогда не свариваю использованные контейнеры и никогда не буду. Вы можете обжечься (легковоспламеняющийся), взорваться (взрывчатое вещество) или задохнуться (токсичность) сваркой не того контейнера.Сварка использованных контейнеров становится причиной множества несчастных случаев. Возьмите за правило держаться подальше от их. Использование новой стали не так уж дорого.
Как вы забиваете?
- Все правильно — вы в зоне! Попросите прибавку.
- 7–9 правильно — неплохо, вы в значительной степени разбираетесь в своем деле.
- 4 — 6 правильно — учись!
- Менее 4 правильных — стань плотником. (Шучу, продолжай пытаться!)
Как установить настройки полярности сварки MIG
Если вы не знаете, какие настройки полярности сварки MIG вы должны использовать для проволоки с флюсовым сердечником и для проволоки сплошного сечения…
… тогда эта статья быстро прояснит вам ситуацию.
Вот почему так важно правильно установить полярность для сварки MIG…
Если вы используете сварочный аппарат MIG с проволокой из флюсового сердечника и настроили неправильную полярность, вы быстро заметите, что ваши сварные швы будут выглядеть неприятно, как это…
Вы заметите много брызг. Это изображение было получено из-за использования проволоки с магнитным сердечником с неправильной полярностью.
Если вы хотите избежать этой головной боли, обязательно переключайте настройки полярности сварки MIG каждый раз, когда переходите с сплошной проволоки на проволоку с флюсовым сердечником.
Если вы не знаете, в чем разница между использованием сплошной сварочной проволоки MIG и безгазовой (или проволокой с флюсовым сердечником), все довольно просто.
Мы используем сплошную проволоку, когда используем защитный газ, обычно это газ C25 (25% углекислого газа и 75% аргона) при сварке низкоуглеродистой стали.
Для других процессов, таких как алюминий, вы должны использовать 100% аргон в качестве защитного газа.
Причина, по которой мы используем газ, заключается в том, что он защищает сварочную ванну от загрязняющих веществ в атмосфере, которые могут нанести ущерб внешнему виду и прочности сварного шва.
Для проволоки с флюсовым сердечником нет необходимости в использовании защитного газа, поскольку защитный агент находится внутри проволоки, а при возникновении дуги он действует как защитный агент.
Электрод постоянного тока отрицательныйТаким образом, для полярности сварки MIG без газа (при использовании проволоки с флюсовым сердечником) настройки полярности сварки MIG должны быть установлены на отрицательный электрод постоянного тока (или DCEN).
При использовании DCEN отрицательная клемма внутри машины подключается к электроду (горелке MIG), а положительная клемма подключается к заземлению.
Электроны текут от отрицательного к положительному, поэтому с DCEN электроны перемещаются от машины к пушке MIG. Затем они проходят через заготовку и заземляющий кабель, а затем возвращаются к станку.
Для DCEP все наоборот.
Положительный электрод постоянного токаДля DCEP теперь положительный вывод подключен к электроду. Теперь электроны движутся в обратном направлении (от машины через кабель заземления и обратно через горелку MIG.)
Надеюсь, это поможет вам изменить полярность сварки MIG.
Полярность сварки TIG— Руководство для начинающих
Полярность сваркиTIG довольно проста. После того, как вы настроите машину, вам больше не придется менять клеммные соединения — если только вы не хотите выполнять сварку приварным швом. Органы управления сварочным аппаратом: Wikimedia Commons
Новые инверторные аппараты позволяют изменять полярность сварки TIG, пока аппарат включен. Эти новые аппараты часто имеют цифровые считывающие устройства, позволяющие быстро изменять силу тока и полярность сварки TIG.Однако старые трансформаторные машины могут быть серьезно повреждены, если вы измените полярность во время работы машины. Вы можете узнать больше о сварочных аппаратах в нашем руководстве здесь. Отрицательный электрод наиболее распространен при сварке TIG: Wikimedia Commons
Отрицательный электрод TIG (DC-)
Для сварки TIG стали, нержавеющей стали, титана и хрома требуется DCEN. В отличие от большинства электродов с положительным стержнем, DCEN — это отрицательный ток или «отрицательный электрод постоянного тока». Это означает, что шланг резака подсоединяется к отрицательному выводу машины, а провод заземляющего зажима подсоединяется к положительной клемме машины.
Разъемы типа Dinse наиболее распространены в современных машинах и позволяют при необходимости быстро заменять их. Машины более высокого уровня, такие как Miller Dynasty, позволяют изменять полярность одним нажатием кнопки. Это означает, что вам не нужно физически переключать терминальные соединения.
TIG на переменном токе (AC)
Для сварки TIG алюминия требуется переменный ток или переменный ток, при котором аппарат постоянно меняет положительный и отрицательный токи.Машины более низкого уровня обычно не имеют этой функции. Это необходимо для сварки алюминия методом TIG, но не так часто для любителей или обычных домашних применений. Однако, если вы планируете сварку алюминия методом TIG, убедитесь, что в вашем аппарате есть переменный ток. Здесь можно посмотреть хороший видеоролик о сварке алюминия TIG из советов и рекомендаций по сварке.
Боковое примечание
Эта книга очень помогла нам по всем вопросам сварки TIG в школе и на ранних этапах нашей карьеры. Подробные иллюстрации и подробные главы помогают объяснить практически все, что связано с TIG.Для школьной работы от нас требовалось читать главы, но мы сохранили книгу, чтобы использовать ее в качестве долгосрочного справочника.
Руководство по GTAW — Проверить цену на Amazon
Электрод положительный TIG? (DC +)
Использование положительной полярности (DCEP) для сварки TIG бывает редко. Это сожжет вольфрам и испортит сварной шов. Однако вы можете использовать положительную полярность в своих интересах в одной ключевой ситуации. Если вам нужно скрутить вольфрамовый шар для сварки алюминия TIG, вы можете зажечь быструю дугу на положительном токе.Обычно просто делайте это на долю секунды, а затем останавливайтесь. Это сформирует красивый шар на конце вашего вольфрама. Затем вы можете переключиться на переменный ток и начать сварку алюминия.
В более новых машинах вольфрам автоматически подается на переменный ток, но описанный выше трюк с положительной полярностью может быть полезен на старых трансформаторных машинах. Округлый вольфрам лучше работает с алюминием, чем заточенный вольфрам. Алюминий TIG-сварка на переменном токе: Pixabay
Переключение устройства для ручной сварки TIG
Если вы хотите запустить настройку TIG с нуля на имеющемся сварочном устройстве или приводе двигателя, просто переключите настройку DCEP (положительная) на настройку DCEN (отрицательную).Переключите ваши выводы на противоположные клеммы — так что ваш провод стингера теперь отрицательный, а заземляющий зажим — положительный. Затем прикрепите стержень к адаптеру блока питания для шлангов и прикрепите заземление к заготовке. Вы можете узнать больше о расходных материалах Scratch Start TIG здесь.
Некоторые аппараты нижнего уровня имеют кабели / шланги для сварки TIG без возможности регулировки. Это означает, что вы можете сразу приступить к сварке TIG. Однако, если вы хотите выполнить сварку приварным сварным швом, вам потребуются некоторые модификации машины.
Для получения дополнительной информации о сварке TIG щелкните здесь.
DCEN и DCEP в сварке, значение, различия и применения
DCEN и DCEP при сварке — две важные полярности тока. Оба играют решающую роль во всех видах сварочных работ. Полярность означает направление тока, протекающего по цепи. В цепи DCEN ток движется от электрода к заготовке. А в цепи DCEP ток идет от заготовки к электроду. Как правило, дуговая сварка широко применяется в сварочной промышленности. Это тип процесса сварки плавлением, в котором используется электрическая дуга для подачи тепла, необходимого для соединения основных металлов и присадочных металлов. В этом процессе проводящая опорная пластина подключается к одному выводу источника питания, а электрод — к другому выводу. Итак, взглянем на различные аспекты DCEN и DCEP в сварке.
Основные моменты публикации:
- Что означает DCEN?
- Что означает DCEP?
- Сходства DCEP и DCEN
- Различия между DCEN и DCEP
- Почему GMAW в основном использует DCEP?
- Применение полярности DCEP в SMAW
- Влияние полярности при дуговой сварке под флюсом
- Меры безопасности для сварочного тока DCEN
Что означает DCEN? DCEN означает Отрицательный электрод постоянного тока .Это с прямой полярностью и также называется с прямой полярностью постоянного тока (DCSP). Это происходит, когда электрод подключен к отрицательной клемме источника питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания. А полярность определяет исключительно поток электронов между электродом и основным металлом. При дуговой сварке источник питания обеспечивает питание как постоянного, так и переменного тока, но это зависит от выполненного подключения.А питание постоянного тока может обеспечивать как прямую, так и обратную полярность. Что означает DCEP? DCEP означает Положительный электрод постоянного тока или Постоянный ток с обратной полярностью . В этом процессе электрод подключается к положительной клемме источника питания, а основной металл — к отрицательной клемме. Сходства между DCEP и DCEN
Сходства между DCEP и DCEN заключаются в следующем.
- Обе полярности составляют основной источник тепла при дуговой сварке, т. Е. Электрической дуге.
- Сварщики могут применять полярность как DCEP, так и DCEN для соединения двух или более компонентов вместе. Однако результат может немного отличаться.
- В случае питания переменного тока обе полярности повторяются повторно одна за другой в каждом цикле.
Несмотря на сходство, различия, особенности обеих полярностей DCEN и DCEP следующие.
| DCEN (DCSP) | DCEP (DCRP) |
| Также называется прямой полярностью постоянного тока | Также, обратная полярность постоянного тока |
| Электрод подключается к отрицательной клемме источника питания, а неблагородные металлы — к положительной клемме. | Недрагоценные металлы соединяются с отрицательной клеммой источника питания, а электрод — с положительной клеммой |
| 2 / 3rd от общей дуги тепла создает вблизи опорной плиты и отдыха на кончике электрода | 2 / 3rd от общей дуги тепла формирует на кончике электрода и отдыха рядом с опорной плитой |
| Электроны высвобождаются из кончика электрода и ударяются о поверхность основного металла | Электроны высвобождаются с поверхности основного металла, а затем ударяются о кончик электрода |
| Скорость осаждения присадочного металла относительно расходуемых электродов довольно низкая | Скорость осаждения присадочного металла высокая из-за большей части тепловыделения дуги на наконечнике |
| Прямая полярность легко обеспечивает надлежащее сплавление основного металла | Неполное плавление может произойти из-за меньшего тепловыделения вблизи основного металла |
| Рисков дефектов включений высоки, если поверхность базовой пластины не очищаются | Редкая вероятность появления дефектов включений из-за хорошей очистки от дуги |
| Плохое очищающее действие дуги от окислов | Дуга обеспечивает хорошее очищающее действие от окислов |
| Вероятность сильных искажений и более широкой зоны HAZ | Вероятность искажения и HAZ меньше |
| Подходит для металлов с высокой температурой плавления, таких как титан и нержавеющая сталь | Подходит для металлов с низкой температурой плавления, таких как алюминий и медь |
| Обычно не подходит для сварки тонких листов | С помощью DCRP можно сваривать тонкие пластины. |
DECP широко используется в газовой дуговой сварке. Основная причина в том, что он обеспечивает низкий уровень разбрызгивания, стабильную дугу, хороший сварной шов, плавный перенос металла и глубокое проплавление сварочного тока. Для получения хороших результатов на оцинкованных листах сварщики могут использовать некоторые специальные проволоки с химическим составом с полярностью DECP, что обеспечивает отличные характеристики.
Применение полярности DCEP в SMAWDCEP или AC используется в большинстве покрытых электродов.В SMAW флюсы с покрытием для покрытых электродов делают процесс сварки наиболее универсальным с точки зрения полярности. Некоторые из электродов обеспечивают хорошие характеристики с DCEP или AC и DCEN.
Покрытые электроды следующие:
- E6013 (РБ-26)
- E6019 (Б-17)
- E7024 (ZERODE-43F)
С другой стороны, электроды из высокопрочной целлюлозы при сварке труб используются с полярностью DCEN. Они следующие:
- E6010 (KOBE-6010)
- E7010-P1 (KOBE-7010S)
- E8010-P1 (KOBE-8010S)
Низкоуглеродистые Cr-Mo электроды используются только с DCEP-
- E7015-B2L (CMB-95)
- E8015-B3L (CMB-105)
Полярность напрямую влияет на качество сварных швов.Сварщики должны сначала решить, какой ток им нужен, прежде чем воздействовать на электрод. В процессе сварки под флюсом комбинация проволоки и флюса определяет выбор полярности. Процесс сварки с использованием DCEP потребляет больше флюса, чем при использовании переменного тока, в зависимости от типа флюса. Полярности DCEN, DCEP и AC могут повлиять на механические свойства сварки. Поэтому сочетание флюса и проволоки имеет решающее значение. Сварщики должны использовать полярность там, где требуется высокое качество металла.
Меры безопасности для сварочного тока DCENСварочный аппарат — очень мощное электрическое оборудование.Небольшое невежество и ошибка могут стоить жизни.