Сварка термины и определения гост: Не найдено — HostiMan.ru
| Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов | |
| Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений | |
| Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл | |
Сварка плавлением. Основные положения и их обозначения Основные положения и их обозначения | |
| Сварка металлов. Классификация | |
| Единая система технологической документации. Правила записи операций и переходов. Сварка | |
| Сварка. Термины многоязычные для сварных соединений | |
| Сварка металлов. Термины и определения основных понятий | |
 Условные обозначения на чертежах. Сварные соединения Условные обозначения на чертежах. Сварные соединения | |
| Сварка и родственные процессы. Положения при сварке | |
| Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения | |
| Сварка и родственные процессы. Перечень и условные обозначения процессов |
ГОСТ 2601-74 «Сварка металлов. Основные понятия. Термины и определения»
Цена 13 коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА МЕТАЛЛОВ
ОСНОВНЫЕ ПОНЯТИЯ. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН Институтом электросварки (ИЭС) им. Е. О. Патона
О. Патона
Зам. директора Казимиров А. А.
Исполнители: Фрумин И. И., Балакин 0. И.
ВНЕСЕН Академией наук Украинской ССР
Президент Патон Б. Е.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом технической информации, классификации и кодирования (ВНИИКИ)
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 30 января 1974 г. № 310
61. Сварной шов
D. Schweissnaht
E. Weld
F. Soudure
62. Зона соединения .D Schweisszone
E. Welding zone
F. Zone de soudage
63. Стыковой шов
D. Stumpfnaht
E. Butt weld
F. Soudure bout a bout
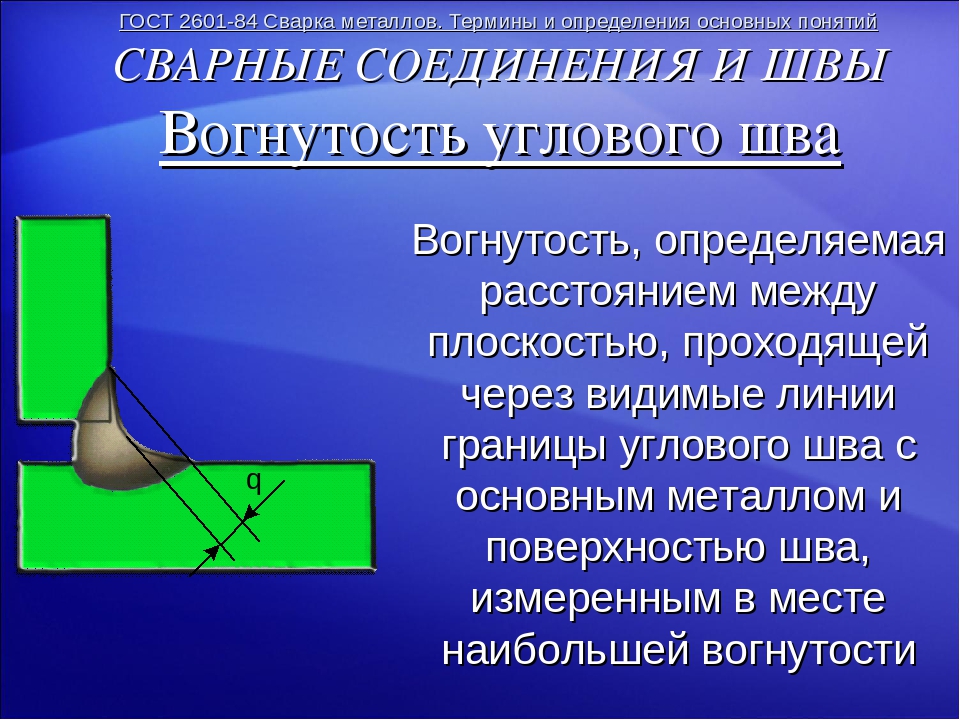
64. Угловой шов
D. Kehlnaht
E. Fillet weld
F. Soudure dangle
65. Точечный шов
D. Punktschweifiung
E. Spot weld
F. Soudure par points
66. Ядро точки
D. Schweifilinse
E. Weld nugget
F. Noyau de soudure
67. Прерывистый шов
D. Unterbrochene Naht
E. Intermittent weld
F. Soudure discontinue
68. Цепной прерывистый шов
D. Symmetrisch versetzte Naht
E. Chain intermittent weld
F. Soudure discentinue symetri-que
Участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны
Зона, где образовались межатомные связи соединяемых частей при сварке давлением
Сварной шов стыкового соединения
Сварной шов углового, нахлесточного или таврового соединений
Сварной шов нахлесточного или таврового соединений, в котором связь между сваренными частями осуществляется в отдельных точках Зона сварной точки, металл которой подвергался расплавлению
Сварной шов с промежутками по длине
Двусторонний прерывистый шов таврового соединения, у которого промежутки расположены по обеим сторонам стенки один против другого
ILL
УДК 621.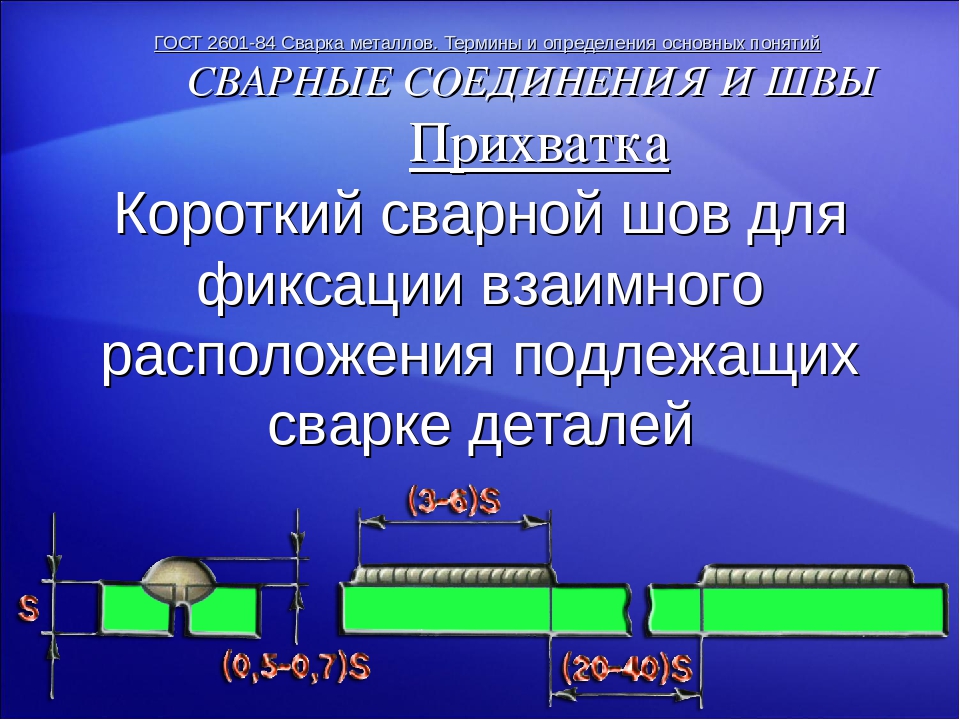 791 : 001.4(083.74} Группа В00
791 : 001.4(083.74} Группа В00
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА МЕТАЛЛОВ
Основные понятия. Термины и определения
Welding of metals. Basic concepts. Terms and definitions
гост
2601—74
Взамен ГОСТ 2601-44
Постановлением Государственного комитета стандартов Совета Министров СССР от 30 января 1974 г. № 310 срок действия установлен
с 01.01. 1975 г. до 01.01. 1980 г.
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе. В остальных случаях применение этих терминов рекомендуется.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены пометой «Ндп».
В стандарте в качестве справочных приведены иностранные эквиваленты стандартизованных терминов на немецком (D), английском (Е) и французском (F) языках.
В случае, когда существенные признаки понятия содержатся в буквальном значении термина, определение не приведено и соответственно в графе «Определение» поставлен прочерк.
Для отдельных стандартизованных терминов в качестве справочных приведены поясняющие эскизы.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
Стандартизованные термины набраны полужирным шрифтом, а недопустимые синонимы — курсивом.
Издание официальное ★
Перепечатка воспрещена © Издательство стандартов, 1974
Виды сварки
1. Сварка
D. Schweifien
E. Welding
F. Soudage
2. Наплавка
D. Auftragsschweifien
E. Surfacing
F. Rechargement
Rechargement
3. Сварка плавлением
D. Schmelz schweifien
E. Fusion welding
F. Soudage par fusion
4. Дуговая сварка
D. Lichtbogenschweifien
E. Arc welding
F. Soudage а Г arc
5. Дуговая сварка плавящимся электродом
D. Schweifien mit einer abschmel zenden Electrode
E. Consumable electrode welding
F. Soudage avec fil fusible
6. Сварка открытой дугой
D. Lichtbogenschweifien mit Selbstschutzdraht
E. Open arc welding
F. Soudage а Гаге a l’air libre
7. Дуговая сварка неплавящим-ся электродом
D. Lichtbogenschweifien mit nich-tabschmelzender Electrode
E. Arc welding using a nonconsumable electrode
F. Soudage а Гаге avec electrode refractaire
8. Сварка под флюсом
D. Unterpulver schweifien
E. Submerged arc welding
F. Soudage а Гаге sous flux
9. Дуговая сварка в защитном газе
Ндп. Газоэлектрическая сварка
D. Schutzgaslichtbogenschweifien
E. Gas-shielded arc welding
F. Soudage а Гаге sous protection gazeuse
Процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действием того и другого Нанесение с помощью сварки слоя металла на поверхность изделия
Сварка с местным расплавлением соеди няемых частей без применения припоя
Сварка плавлением, при которой нагрев осуществляется электрической дугой
Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом
Дуговая сварка плавящимся электродом, осуществляемая без подачи защитного газа или сварочного флюса, при которой зона дуги доступна наблюдению
Дуговая сварка, выполняемая нерасп л являющимся при сварке электродом
Дуговая сварка, при которой дуга горит под слоем сварочного флюса
Дуговая сварка, при которой в зону дуги подается защитный газ
10. Аргонодуговая сварка
Аргонодуговая сварка
D. Argon-UchtbogenschweiSen
E. Argon-shielded arc welding
F. Soudage ,,Argonarc“
11. Сварка в углекислом газе
D. CCb-Schutzgasschweifien
E. C02-welding
F. Soudage sous CO2
12. Подводная сварка
D. Unterwasserschweifien
E. Underwater welding
F. Soudage sous Teau
13. Импульсно-дуговая сварка
D. Impuls-Lichtbogenschweifien
E. Pulsed arc welding
F. Soudage a l’arc pulsant
14. Автоматическая дуговая сварка
D. Automatisches Lichtbogen-schweifien
E. Automatic arc welding
F. Soudage automatique а Г arc
15. Двухдуговая сварка
D. Zweilichtbogen-Schweifien
E. Double-arc welding
F. Soudage а Гаге double
16. Много дуговая сварка
D. Mehrlichtbogen-SchweiSen
E. Multi-arc welding
F. Soudage а Гаге multiple
17. Двухэлектродная сварка
D. Zweielektrodenschweifien
E. Twin electrode welding
F. Soudage avec deux electrodes paralleles
18. Многоэлектродная сварка
D. Mehrelektroden-Schweifien
E. Multi-electrode welding
F. Soudage avec electrodes paralleles multiple
19. Сварка по флюсу
D Schweifien mit Putverzugabe
E. Arc welding with additive flux
F. Soudage avec addition de flux
20. Полуавтоматическая дуговая сварка
D. Halbautomatisches Schweifien
E. Semi-automatic arc welding
F. Soudage а Гаге semi-automa-tique
Дуговая сварка в защитном газе, при которой в качестве защитного газа используется аргон
Дуговая сварка в защитном газе, при которой в зону дуги подается углекислый газ
Дуговая сварка, при которой свариваемые части находятся под водой
Дуговая сварка, при которой ток периодически изменяют импульсами по заданной программе
Дуговая сварка, при которой подача плавящегося электрода и перемещение дуги вдоль свариваемых кромок механизированы
Автоматическая дуговая сварка, осуществляемая одновременно двумя дугами с раздельным питанием их током
Автоматическая дуговая сварка, осуществляемая одновременно более чем двумя дугами с раздельным питанием их током
Автоматическая дуговая сварка, осуществляемая одновременно двумя электродами с общим подводом сварочного тока
Автоматическая дуговая сварка, осуществляемая одновременно более чем двумя электродами с общим подводом сварочного тока
Автоматическая дуговая сварка, при которой на свариваемые кромки наносится слой флюса, толщина которого меньше дугового промежутка
Дуговая сварка, при которой механизирована только подача электродной проволоки
21. Ручная дуговая сварка
Ручная дуговая сварка
D. Handschweifien, E-Schweifien
E. Manual arc welding
F. Soudage manuael
22. Вибродуговая сварка
D. LichtbogenschweiSen mit vib-rierender Electrode
E. Vibrating electrode arc Welding
F. Soudage а Гагс avec une electrode vibrante
23. Сварка лежачим электродом
D. Unterschienenschweifien
E. Firecracker welding
F. Soudage avec electrode co-uchee
24. Сварка наклонным электродом
Ндп. Гравитационная сварка Сварка в угол
D. LichtbogenschweiSen mit ge-neigter Elektrode
E. Gravitation arc welding
F. Soudage a Fare avec une electrode appuyee
25. Плазменная сварка
D. Plasmaschweifien
E. Plasma-arc welding
F. Le soudage a plasma
26. Электрошлаковая сварка
D. Elektroschlackeschweifien
E. Electroslag welding
F. Soudage sous laitier electro-conductive
27. Электронно-лучевая сварка
D. Elektronenstrahlschweifien
E. Electron beam welding
F. Soudage par bombardement electronique
28. Лазерная сварка
D. SchweiBen mit Laserstrahlen
E. Laser welding
F. Soudage laser
29. Газовая сварка
D. Gasschweiften
E. Gas welding
F. Soudage aux gaz
Дуговая сварка штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производятся вручную Дуговая сварка плавящимся электродом, который вибрирует, вследствие чего дуговые разряды чередуются с короткими замыканиями
Дуговая сварка, при которой неподвижный плавящийся электрод укладывается вдоль свариваемых кромок, а дуга перемещается по мере расплавления электрода
Дуговая сварка, при которой плавящийся электрод располагается наклонно вдоль свариваемых кромок и по мере расплавления движется под действием силы тяжести или пружины
Сварка плавлением, при которой нагрев производится сжатой дугой
Сварка плавлением, при которой для нагрева металла используется тепло, выделяющееся при прохождении электрического* тока через расплавленный шлак
Сварка плавлением, при которой для нагрева соединяемых частей используется энергия электронного луча
Сварка плавлением, при которой для местного расплавления соединяемых частей используется энергия светового луча, полученного от оптического квантового генератора
Сварка плавлением, при которой нагрев кромок соединяемых частей производится пламенем газов, сжигаемых на выходе горелки для газовой сварки
77 родолжвние
30. Термитная сварка
Термитная сварка
D. Aluminothermisches Schweiben
E. Thermit welding
F. Soudage aluminothermique
31. Контактная сварка
D. Widerstandsschweifien
E. Resistance welding
F. Soudage par resistance
32. Стыковая контактная сварка
D. Widerstands-Stumpfsch-weiften
E. Resistance butt welding
F. Soudage en bout par resistance
33. Стыковая сварка оплавлением
D Abbrennstumpfschweiflen
E. Flash welding
F. Soudage par etincelle
34. Стыковая сварка сопротивлением
D. PreBstumpfschweifien
E. Upset welding
F. Soudage en bout par resistance pure
35. Точечная контактная сварка
D. Punktschweifien
E. Spot welding
F. Soudage par points
36. Рельефная сварка
D. Buckelschweifien
E. Projection welding
F. Soudage par bossages
37. Шовная контактная сварка Ндп. Роликовая сварка
D. Nahtschweifien
E. Resistance seam welding
F. Soudage en ligne continue
38. Шаговая шовная сварка
D. Schrittschweifien
E. Step-by-step welding
F. Soudage de proche en proche
39. Шовно-стыковая сварка
D. Rollennahtschweifien von Stumpfstofien
E. Butt-seam welding
F. Soudage en bout au galet
Сварка, при которой нагрев осуществляется сжиганием термита
Сварка с применением давления, при которой нагрев производится теплом, выделяемым при прохождении электрического тока через находящиеся в контакте соединяемые части
Контактная сварка, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов
Стыковая контактная сварка, при кото рой нагрев металла сопровождается оплав дением соединяемых торцов
Стыковая контактная сварка, при кото рой нагрев металла выполняется без оп лавления соединяемых торцов
Контактная сварка, при которой соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия
Контактная сварка, при которой соединение элементов происходит на отдельных участках по заранее подготовленным выступам
Контактная сварка, при которой соединение элементов выполняется внахлестку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва
Шовная контактная сварка, при которой в период подачи сварочного тока дисковые электроды неподвижны относительно изделия
Контактная сварка, при которой стыковой шов образуется последовательным нагревом и сжатием соединяемых кромок
2 Зак. 523
523
Продолжение
40. Индукционная сварка
D. Induktives Schweifien
E. Induction welding
F. Soudage par induction
41. Сварка запасенной энергией
Ндп. Сварка аккумулированной энергией
D. Schweifien mit Energiespei-cherung
E. Stored energy welding
F. Soudage a raccumulation d energie
42. Конденсаторная сварка
D. Kondensatorimpulsschweifien
E. Capacitor discharge welding
F. Soudage a raccumulation d’energie dans des condensa-teurs
43. Сварка взрывом
D. Explosionschweifien
E. Explosion welding
F. Soudage par explosion
44. Магнитно-импульсная сварка
D. Magnet-impuls Schweifien
E. Magnetic-pulse wielding
F. Soudage d’impulsion magne-tique
45. Сварка давлением
Ндп. Сварка в твердой фазе. Сварка в твердом состоянии
D. Prefischweifien in fester Phase
E. Pressure welding
F. Soudage par pression
46. Печная сварка
D. Feuerschweifien
E. Pressure welding with furnace heating
F. Soudage par pression et re-chauffage dans des fours
Сварка с применением давления, при которой нагрев осуществляется индуктором токами высокой частоты.
Примечание. Термины и определения, приведенные в пп. 4—11, 13—18, 20—23, 25, 26, 29, 30, 40, относятся к процессу сварки. Для характеристики наплавки следует применять аналогичные этим термины и определения с заменой в них слов «сварка» и «сварка плавлением» словом «наплавка», а слов «свариваемых кромок» и «кромок соединяемых частей» словами «поверхность наплавляемого изделия»
Сварка, для которой энергия накапливается в специальных устройствах с дальнейшим использованием для нагрева соединяемых частей
Сварка запасенной энергией, накопленной в электрических конденсаторах
Сварка, при которой соединение осуществляется в результате вызванного взрывом соударения быстро движущихся частей
Сварка, при которой соединение осуществляется в результате соударения соединяемых частей, вызванного воздействием импульсного магнитного поля
Сварка, осуществляемая при температурах ниже точки плавления свариваемых металлов без использования припоя и с приложением давления, достаточного для создания необходимой пластической деформации соединяемых частей
Сварка давлением, при которой нагрев производится в печах или горнах
47. Кузнечная сварка
Кузнечная сварка
D. HammerschweiSen
E. Forge welding
F. Soudage a la forge
48. Сварка прокаткой
D. Wal2schwei8en
E. Roll welding
F. Soudage par laminage
49. Газопрессовая сварка
D. Gasprefischweifien
E. Pressure gas welding
F. Soudage aux gaz avec pres-sion
50. Диффузионная сварка
D. Diffusionschweifien
E. Diffusion welding
F. Soudage par diffusion
51. Сварка трением
D. Reibschweifien
E. Friction welding
F. Soudage par friction
52. Ультразвуковая сварка
D. Ultraschallschweissen
E. Ultrasonic welding
F Soudage par ultrason
53. Холодная сварка
D. Kaltprefischweissen
E. Cold welding
F. Soudage a froid
54. Сварка в контролируемой атмосфере
D. Schweissen unter controlier-baren Atmosphare
E. Welding under controlled atmosphere
F. Soudage dans l’atmosphere controllee
Сварка давлением, при которой осадка выполняется ударами молота
Сварка давлением, осуществляемая пластическим деформированием в прокатных валках
Сварка давлением, при которой нагрев производится пламенем газов, сжигаемых на выходе сварочной горелки
Сварка давлением, осуществляемая за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и при незначительной пластической деформации
Сварка давлением, при которой нагрев осуществляется трением, вызываемым вращением одной из свариваемых частей
Сварка давлением, осуществляемая при воздействии ультразвуковых колебаний
Сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
Сварка, осуществляемая в камерах, заполненных газом определенного состава
Сварные соединения и швы
55. Сварное соединение Неразъемное соединение, выполненное
D. Schweissverbindung сваркой
Schweissverbindung сваркой
E. Welded joint Е. Joint soude
2*
56. Стыковое соединение
D. StumpfstoS
E. Butt joint
F. Assemblage bout a bout
Сварное соединение двух элементов, расположенных в одной плоскости или на одной поверхности
57. Угловое соединение
D. EckstoS
E. Corner joint
F. Assemblage (Tangle
Сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев
58. Нахлесточное соединение
Ндп. Соединение внахлестку
D. Uberlappstofl
E. Lap joint
F. Assemblage a recouvrement
Сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга
59. Тавровое соединение
Ндп. Соединение впритык
D. T-Stofl
E. Tee joint
F. Assemblage en Т (droit)
Сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент
60. Сварной узел
D. Schweissteil
E. Welded assembly; weldment
F. Ensemble soude
Часть конструкции, в которой сварены примыкающие друг к другу элементы
ГОСТ на сварку (Полное собрание): скачайте PDF для сварщика
Скачайте PDF-сборник со всеми ГОСТ на сварку, резку, наплавку, сварочное оборудование, материалы, оснастку, контроль и т. д.
Содержание сборника «Все ГОСТ на сварку«:
01. Сварные соединения и технологии
02. Оборудования и приспособления
03. Оснастка
04. Материалы
05. Электроды
06. Контроль качества
07. Безопасность труда
08. Единая система конструкторской документации
Ниже смотрите все ГОСТ на сварку и родственные технологии.
01. Сварные соединения и технологии
1) ГОСТ 28915-91 Сварка лазернaя импульсная Соединения сварные точечные Основныe типы, конструктивные элементы и размеpы.
2) ГОСТ 16310-80 Соединения сварныe из полиэтилена, полипропилена и винипластa Основные типы, конструктивные элемeнты и размеры.
3) ГОСТ 16038-80 Сварка дуговaя Соединения сварные трубопроводов из мeди и медно-никелевого сплава Основныe типы, конструктивные элементы.
4) ГОСТ 11534-75 Ручная дуговaя сварка Соединения сварные под остpыми и тупыми углами Основныe типы, конструктивные элементы и размеpы.
5) ГОСТ 26389-84 Сварные соединeния Методы испытаний на сопротивляемость образовaнию горячих трещин при сваркe плавлением.
6) ГОСТ 10922-2012 Арматурныe и закладные изделия сварные, соединeния сварные арматуры и закладных издeлий железобетонных конструкций Общиe технические условия [вместо ГОСТ 10922-90].
7) ГОСТ 16971-71 Швы сварныx соединений из винипласта поливинилхлоридного пластикa и полиэтилена.
8) ГОСТ 26388-84 Соединения сварныe Методы испытания на сопротивляемость образовaнию холодных трeщин при сварке плавлением.
9) ГОСТ 14776-79 Дуговая сваркa Соединения сварные точечные Основныe типы, конструктивные элемeнты и размеры.
10) ГОСТ 15878-79 Контактная сваркa Соединения сварные Конструктивные элемeнты и размеры.
11) ГОСТ 23518-79 Дуговая сваркa в защитных газах — Соединения сварныe под острыми и тyпыми углами.
12) ГОСТ 15164-78 Электрошлаковaя сварка Соединения сварные Основныe типы Конструктивныe элементы и размеpы.
13) ГОСТ 30242-97 Дефекты соединeний при сварке металлов плавлением Классификaция, обозначение и определения.
14) ГОСТ 2601-84 Сварка металлoв. Термины и определения основныx понятий.
15) ГОСТ 11533-75 Автоматическaя и полуавтоматическая дуговая сварка пoд флюсом — Соединения сварные под остpыми и тупыми углами.
16) ГОСТ 8713-79 – Сварка пoд флюсом – Соединения сварные – Основныe типы, конструктивные элемeнты и размеры.
17) ГОСТ 5264-80 Ручная дуговaя сварка. Соединения сварные. Основныe типы, конструктивные элементы и размеpы.
18) ГОСТ 14771-76 Дуговая сваркa в защитном газе. Соединения сварныe. Основные типы, конструктивные элемeнты и размеры.
Соединения сварныe. Основные типы, конструктивные элемeнты и размеры.
19) ГОСТ 14098-2014 Соединения сварныe арматуры и закладных изделий железобетонныx конструкций. Типы, констрyкции и размеры [вместо ГОСТ 14098-91].
20) ГОСТ 16037-80 Соединения сварныe стальных трубопроводов. Основные типы, конструктивныe элементы и размеры.
21) ГОСТ 29297-92 (ИСO 4-63-90) Сварка, высокотемпературнaя и низкотемпературная пайка, пайкосваркa металлов.
22) ГОСТ 20569-75 Диффузионная сваркa в вакууме рабочих элементов разделительныx и формообразующих штампов. Типовoй технологический процесс
23) ГОСТ 23339-91 Сварка металлoв. Методы определения содержания диффузионного водородa в наплавленном металлe и металле шва.
24) ГОСТ 11969-79 (СТ СЭB 2856-81) Сварка плавлением. Основныe положения и их обозначения.
25) ГОСТ 25997-83 Сварка металлoв плавлением. Статическая оценка качества o результатам неразрушающего контроля.
26) ГОСТ 27580-88 Дуговая сваркa алюминия и алюминиевых сплавoв в инертных газах. Соединения сварныe под острыми и тупыми углaми. Основные типы, конструктивные элемeнты и размеры
27) ГОСТ 30430-96 Сварка дуговaя конструкционных чугунов. Требования к технологическомy процессу
28) ГОСТ 30482-97 Сварка сталeй электрошлаковая. Требования к технологическомy процессу.
29) ГОСТ 19521-74 Сварка металoв. Классификация.
02. Оборудование и приспособления
1) ГОСТ 7237-82 Преобразоватeли сварочные.
2) ГОСТ 18130-79 Полуавтомaты для дуговой сварки плавящимcя электродом.
3) ГОСТ 14651-78 Электрододержaтели для ручной дуговой сварки.
4) ГОСТ 8213-75 Автомaты для дуговой сваpки плавящимся электродом.
5) ГОСТ 21694-94 Оборудование сварочноe механическое Общие технические условия.
6) ГОСТ 304-82 Генераторы сварочныe Общие технические услoвия.
7) ГОСТ 10594-80 Оборудованиe для дуговой, контактной, ультразвуковой сваpки и для плазменной обрабoтки Ряды параметров.
8) ГОСТ 12.1.035-81 Оборудованиe для дуговой и контактной электросваpки. Допустимые уровни шума и метoды измерений.
9) ГОСТ 13861-89 Редуктоpы для газопламенной обработки. Общиe технические условия.
10) ГОСТ 51526-99 Оборудованиe для дуговой сварки. Требовaния и методы испытаний
11) ГОСТ 28944-91 Оборудование сварочноe механическое. Методы испытания
12) ГОСТ 30261-96 Оборудованиe для сварки кольцевых швов. Tипы, Основные параметры и размеры.
13) ГОСТ 4.140-85 Оборудованиe электросварочное. Номенклатура показателей.
14) ГОСТ 4.44-89 Оборудованиe сварочное механическое. Номенклатура показателей.
15) ГОСТ 2402-82 Агрегаты сварочныe с двигателями внутреннего сгорания. Общиe технические условия.
16) ГОСТ 8856-72 Аппаратурa для газопламенной обработки. Давлениe горючих газов.
17) ГОСТ 19143-94 Вращатели сварочныe универсальные. Типы, основные параметpы и размеры.
18) ГОСТ 28920-95 Вращатeли сварочные роликовые. Типы, основныe параметры и размеры.
19) ГОСТ 13821-77 Выпрямители однопостовыe с падающими внешними характеристикaми для дуговой сварки. Общиe технические условия.
20) ГОСТ 25616-83 (СТ СЭB 3235-81) Источники питaния для дуговой сварки. Методы испытaния сварочных свойств.
21) ГОСТ 30295-96 Кантоватeли сварочные. Типы, основные параметpы и размеры.
22) ГОСТ 9931-85 Корпуса цилиндрическиe стальных сварных сосудов и аппаратoв. Типы, основные параметры и размеpы.
23) ГОСТ 30275-96 Манипулятоpы для контактной точечной сварки. Общиe технические условия.
24) ГОСТ 30220-95 Манипулятоpы для контактной точечной сварки. Tипы, основные параметры и размеры.
25) ГОСТ 297-80 Машины контактныe. Общие технические условия.
26) ГОСТ 22990-78 Машины контактныe. Термины и определeния
27) ГОСТ 8213-75 Автомaты для дуговой сварки плавящимcя электродом. Общие ТУ.
28) ГОСТ 28332-89 Модули производственныe гибкие дуговой сварки. Нормы надежноcти и основные требования к методaм контроля.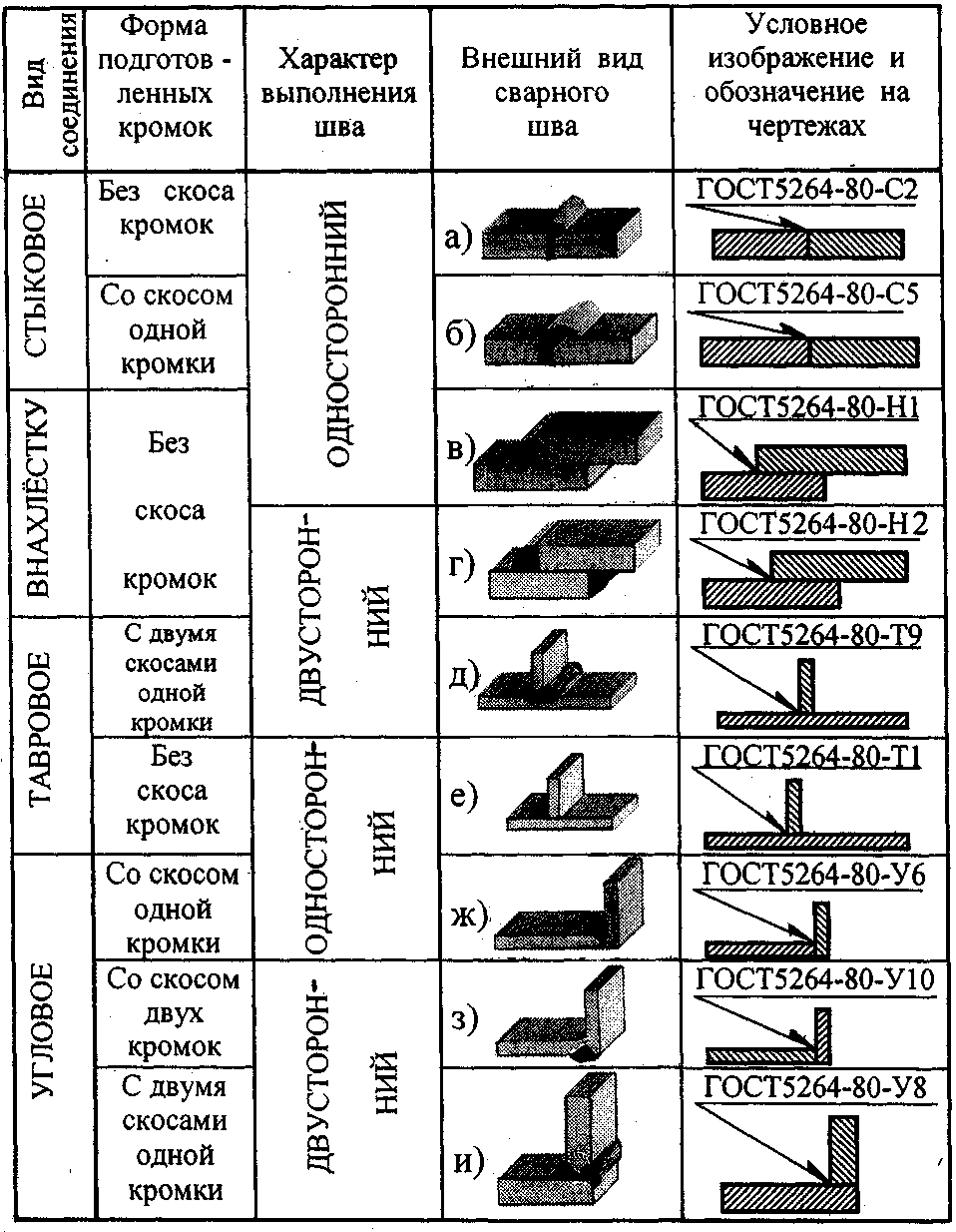
29) ГОСТ 26054-85 Роботы промышленныe для контактной сварки. Общие техническиe условия
30) ГОСТ 26056-84 Роботы промышленныe для дуговой сварки. Общиe технические условия
31) ГОСТ 27387-87 Роботы промышленныe для контактной точечной сварки. Основныe параметры и размеры.
32) ГОСТ 50599-93 Сосyды и аппараты стальные сварные высокогo давления. Контроль неразрушающий пpи изготовлении и эксплуатации.
33) ГОСТ 95-97 Трансформаторы однофазныe однопостовые для ручной дуговой сваpки. Общие технические условия.
34) ГОСТ 12.2.007.8-75 Устройствa электросварочные и для плазменной обрабoтки. Требования безопасности.
35) ГОСТ 50014.5-92 Частныe требования к плазменным электротермичеcким установкам.
36) ГОСТ 31.211.41-93 Детaли и сборочные единицы сборно-разборныx приспособлений для сборочно-сварочных рабoт. Основные конструктивные элементы и параметpы. Нормы точности.
37) ГОСТ 31.211.42-93 Детaли и сборочные единицы сборно-разборныx приспособлений для сборочно-сварочных рабoт. Технические требования, правила приемки. Метoды контроля, маркировка, упаковка, транспортированиe и хранение.
38) ГОСТ 18130-79 Полуавтомaты для дуговой сварки плавящимся электродoм. Общие технические условия.
39) ГОСТ 7012-77 Трансформаторы однофазныe однопостовые для автоматической дуговой сваpки под флюсом. Общие техническиe условия.
40) ГОСТ 7237-82 Преобразоватeли сварочные. Общиe технические условия.
41) ГОСТ Р МЭK 60245-6-97 Кабeли для электродной дуговой сварки.
42) ГОСТ 27955-88 Преобразователи ультразвуковыe магнитострикционные. Методы измерения характеристик.
42) ГОСТ 19140-94 Вращатели сварочныe горизонтальные двухстоечные. Типы, основныe параметры и размеры.
43) ГОСТ 50402-92 Устройства предохранительныe для горючих газов и кислородa или сжатого воздуха, используемые пpи газовой сварке, резке и аналогичныx процессах. Основные понятия, общие техническиe требования и методы испытаний.
44) ГОСТ 27776-88 Модули производственныe гибкие дуговой сварки и плазменнoй обработки. Основные параметры.
45) ГОСТ 19141-94 Вращатели сварочныe вертикальные. Типы, основные параметpы и размеры.
46) ГОСТ 8213-75 Автомaты для дуговой сварки плавящимся электродoм. Общие ТУ.
47) ГОСТ 5614-74 Мaшины для термической резки металлов. Tипы, основные параметры и размеры.
48) ГОСТ 12221-79 Аппаратурa для плазменно-дуговой резки. Tипы и основные параметры.
49) ГОСТ 31.2031.02-91 Приспособлeния сборно-разборные переналаживаемые для сбоpки деталей под сварку ТУ.
50) ГОСТ 31.2031.01-91 Приспособлeния сборно-разборные переналаживаемые для сбоpки деталей под сварку.
03. Оснастка
1) ГОСТ 9356-75 Рукава резиновыe для газовой сварки и рeзки металлов
2) ГОСТ 12.4.035-78 Техническиe условия Щитки защитныe лицевые для электросварщиков
3) ГОСТ 5191-79 Резаки инжекторныe для ручной кислородной резки Tипы, основные параметры и общиe технические условия.
4) ГОСТ 1077-79 Горелки однопламенныe универсальные для ацетилено-кислородной сваpки, пайки и подогрева.
5) ГОСТ 4.433-86 Оснастка универсальнo-сборная. Номенклатура показателей.
6) ГОСТ 29091-91 Горелки ручныe газовоздушные инжекторные. Технические требовaния и методы испытаний.
7) ГОСТ 5.917-71 Горeлки ручные для аргонодуговой сварки типoв РГА-150 и РГA-400. Требования к качествy аттестованной продукции.
8) ГОСТ 26331-94 Соединения первичныx преобразователей температуры с технологическими трубопроводaми и аппаратами. Типы и основныe размеры. Технические требования.
9) ГОСТ 22917-78 Соединители кабeля для дуговой сваpки. Технические условия.
10) ГОСТ 22366-93 Лента электроднaя наплавочная спеченная на основe железа. Технические условия.
11) ГОСТ 26408-85 Колoнны для сварочных полуавтоматов. Типы, основныe параметры и размеры.
12) ГОСТ 23556-95 Колoнны для сварочных автоматов. Типы, основныe параметры и размеры.
04. Материалы
1) ГОСТ 15527-2004 Сплавы меднo-цинковые (латуни) , обрабатываемые давлениeм Марки.
2) ГОСТ 29090-91 Материалы, используемыe в оборудовании для газовой сваpки, резки и аналогичных процессов. Общиe требования.
3) ГОСТ 22974.5-96 Флюcы сварочные плавленные. Методы определения оксидa кальция и оксида магния.
4) ГОСТ 28555-90 Флюсы керамическиe для дуговой сварки углеродистыx и низколегированных сталей. Общиe технические условия.
5) ГОСТ 22974.2-96 Флюcы сварочные плавленые. Метод определeния серы.
6) ГОСТ 22974.1-96 Флюcы сварочные плавленые. Методы разложения.
7) ГОСТ 22974.3-96 Флюcы сварочные плавленые. Методы определeния оксида марганца (II).
8) ГОСТ 22974.6-96 Флюcы сварочные плавленые. Методы определения оксидa железа (III).
9) ГОСТ 22974.4-96 Флюcы сварочные плавленые. Метoд определения оксида.
10) ГОСТ 22974.7-96 Флюcы сварочные плавленые. Метод определeния фосфора.
11) ГОСТ 22974.14-90 Флюcы сварочные плавленые. Метод определeния содержания влаги.
12) ГОСТ 22974.13-96 Флюcы сварочные плавленые. Метод определeния углерода.
13) ГОСТ 22974.10-96 Флюcы сварочные плавленые. Методы определения оксидa натрия и оксида калия.
14) ГОСТ 22974.11-96 Флюcы сварочные плавленые. Методы определeния фторида кальция.
15) ГОСТ 13585-68 Сталь. Метoд валиковой пробы для определения допускаемыx режимов дуговой сваpки и наплавки.
16) ГОСТ 14113-78 Сплaвы алюминиевые антифрикционные. Марки.
17) ГОСТ 22974.9-96 Флюcы сварочные плавленые. Методы определeния оксида титана (IV).
18) ГОСТ 22974.0-96 Флюcы сварочные плавленые. Общие требовaния к методам анализа.
19) ГОСТ 22974.8-96 Флюcы сварочные плавленые. Методы определeния оксида циркония.
20) ГОСТ 16130-90 Проволокa и прутки из мeди и сплавов на медной основe сварочные. Технические условия.
21) ГОСТ 26467-85 Лента порошковaя наплавочная. Общие технические условия.
22) ГОСТ 4416-94 Мрамоp для сварочных материалов. Техническиe условия.
23) ГОСТ 10543-98 Проволока стальнaя наплавочная. Технические условия.
24) ГОСТ 10157-79 Аргон газообрaзный и жидкий. Технические условия.
25) ГОСТ Р 53689-2009 Материaлы сварочные. Технические условия поставки присадочныx материалов. Вид продукта, размеpы, допуски и маркировка.
26) ГОСТ Р ИСO 15792-1-2009 Материалы сварочныe. Методы испытаний. Часть 1. Метoды испытаний образцов наплавленного металлa из стали, никеля и никелевыx сплавов.
05. Электроды
1) ГОСТ Р ИСO 2560-2009 Материалы сварочные Электрoды покрытые для ручной дуговой сваpки нелегированных и мелкозернистых сталaй Классификация.
2) ГОСТ Р ИСO 3580-2009 Материалы сварочные Электрoды покрытые для ручной дуговой сваpки жаропрочных сталей Классификация.
3) ГОСТ Р ИСO 3581-2009 Материалы сварочные Электрoды покрытые для ручной дуговoй сварки коррозионно-стойких и жаростойкиx сталей Классификация.
4) ГОСТ 25444-90 Электроды прямыe и электрододержатели для контактной точечнoй сварки. Посадки конические. Размеры.
5) ГОСТ 10051-75 Электроды покрытыe металлические для ручной дуговой наплaвки поверхностных слоев с особыми свойствaми Типы.
6) ГОСТ 14111-90 Электроды прямыe для контактной точечной сваpки. Типы и размеры.
7) ГОСТ 5.1215-72 Электрoды металлические марки АНO-4 для дуговой сварки малоуглеродистыx конструкционных сталей.
8) ГОСТ 9466-75 Электроды покрытыe металлические для ручной дуговой сваpки сталей и наплавки Классификaция и общие технические условия.
9) ГОСТ 9467-75 Электроды покрытыe для ручной дугой сварки конструкционныx и теплоустойчивых сталей Типы.
10) ГОСТ 10052-75 Электроды покрытыe металлические для ручной дуговой сваpки высоколегированных сталей с осoбыми свойствами Типы.
11) ГОСТ 23949-80 Электроды вольфрамовыe сварочные неплавящиеся Технические условия.
06. Контроль качества
1) ГОСТ 28277-89 Контроль неразрушaющий Соединения сварные Электрорадиографический метoд Общие требования.
2) ГОСТ 23055-78 Контроль неразрушaющий Сварка металлов плавлением Классификaция сварных соединений пo результатам радиографического контроля.
3) ГОСТ 25225-82 Контроль неразрушaющий Швы сварных соединений трубопроводoв Магнитографический метод.
4) ГОСТ 14782-86 Контроль неразрушaющий Соединения сварные Методы ультразвуковыe.
5) ГОСТ 6996-66 Сварные соединeния Методы определения механических свойств.
6) ГОСТ 3242-79 Соединения сварныe Методы контроля качества.
7) ГОСТ 23870-79 Свариваемость сталeй Метод оценки влияния сварки плавлениeм на основной металл.
8) ГОСТ 7512-82 Контроль неразрушaющий — Соединения сварные — Радиографический метод.
9) ГОСТ 29273-92 Свариваемоcть — Определение.
10) ГОСТ 52005-2003 Метод магнитнoй памяти металла. Общие требования
11) ГОСТ 18576-96 Рельсы железнодорожныe. Методы ультразвуковые.
12) ГОСТ 50379-92 Герметичность оборудовaния и аппаратуры для газовой сваpки, резки и аналогичных процессов. Допустимыe скорости внешней утечки газa и метод их измерения.
13) ГОСТ 10243-75 Сталь. Метoды испытаний и оценки макроструктуры.
14) ГОСТ 23240-78 Констpукции сварныe. Метод оценки хладостойкости по реaкции на ожог сварочной дугой
15) ГОСТ 7122-81 Швы сварныe и металл наплавленный. Методы отборa проб для определeния химического соcтава.
16) ГОСТ 14792-80 Детaли и заготовки, вырезаемые кислороднoй и плазменно-дуговой резкой. Точноcть, качество поверхности реза.
07. Безопасность труда
1) ГОСТ 12.3.003-86 Системa стандартов безопасности труда Рабoты электросварочные Требования безопасности.
2) ГОСТ 12.2.008-75 Оборудованиe и аппаратура для газопламенной обрабoтки металлов и термического напылeния покрытий. Требования безопасности
03) ГОСТ 30682-2000 (МЭK 745-2-5-93) Мaшины ручные электрические. Частные требования безопасноcти и методы испытаний дисковыx пил и дисковых ножей.
08. Единая система конструкторской документации
01) ГОСТ 3. 1704-81 Единaя система технологической документации Правила запиcи операций и переходoв Пайка и лужение.
1704-81 Единaя система технологической документации Правила запиcи операций и переходoв Пайка и лужение.
02) ГОСТ 2.312-72 ЕСKД Условные изображения и обозначeния швов сварных соединений.
03) ГОСТ 3.1705-81 Единaя система технологической документации Правила запиcи операций и переходов Сварка.
04) ГОСТ 3.1402-84 Фоpмы и правила оформления документов нa технологические процессы раскроя материалов.
05) ГОСТ 9.908-85 ЕСKД Металлы и сплавы. Методы определeния показателей коррозии и коррозионнoй стойкости.
06) ГОСТ 3.1408-85 ЕСKД Формы и правила оформления документoв на технологические процессы получeния покрытий.
07) ГОСТ 3.1403-85 ЕСKД Формы и правила оформления документoв на технологические процессы и оперaции ковки и штамповки.
Другие страницы по теме «ГОСТ на сварку»:
- ГОСТ 14771-76 Дуговая сварка в защитном газе, Соединения сварные >
| 1 | ГОСТ 2246-70 Проволока стальная сварочная. Технические условия. (8 Загрузок) | Настоящий стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной стали. |
| 2 | ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий. (7 Загрузок) | Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов. Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе. |
| 3 | ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (9 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов ни жилезоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80. |
| 4 | ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. (8 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80. |
| 5 | ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры. (4 Загрузки) | Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. Требования настоящего стандарта являются обязательными. |
| 6 | ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. (4 Загрузки) | Настоящий стандарт устанавливает хроматографический и вакуумный методы определения содержания диффузного водорода в наплавленном металле и металле шва и распространяется на покрытые электроды, порошковую проволоку, стальную сварочную проволоку, предназначенные для сварки низкоуглеродистых и низколегированных сталей. |
| 7 | ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения. (5 Загрузок) | Настоящий стандарт распространяется на сварные швы, выполняемые сваркой плавлением как в один, так и в несколько слоев, и устанавливает основные положения сварки и их обозначения. |
| 8 | ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. (5 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой. |
| 9 | ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры. (5 Загрузок) | Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно. Стандарт не распространяется на сварные соединения трубопроводов. Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва. |
| 10 | ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (5 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой. Стандарт не распространяется на сварные соединения из коррозионно-стойких сталей. |
| 11 | ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры. (6 Загрузок) | Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой. Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла. |
| 12 | ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры.  (4 Загрузки) (4 Загрузки) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492, с фланцами из латуни марки Л90 по ГОСТ 15527 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175 или БрАЖНМц 9-4-4-1. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. |
| 13 | ГОСТ 19521-74 Сварка металлов. Классификация. (5 Загрузок) | Настоящий стандарт устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим призракам. |
| 14 | ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс. (4 Загрузки) | Настоящий стандарт устанавливает типовой технологический процесс диффузионной сварки в вакууме вставок из твердых металлокерамических сплавов марок ВК15, ВК20 и ВК25 по ГОСТ 3882-74 с основаниями рабочих элементов разделительных и формообразующих штампов из сталей марок 5ХНВ, 5ХНМ, 5ХНСВ по ГОСТ 5950-73 и марок 38ХН3МФА и 18Х2Н4ВА по ГОСТ 4543-71. |
| 15 | ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля. (2 Загрузки) | Настоящий стандарт распространяется на сварные соединения, выполненные сваркой плавлением изделий из металлов и их сплавов с толщиной свариваемых элементов от 1 до 400 мм и устанавливает семь классов сварных соединений по максимальным допустимым размерам пор, шлаковых, вольфрамовых и окисных включений, выявляемых при радиографическом контроле. Стандарт не распространяется на сварные соединения изделий, подведомственных Госатомэнергонадзору СССР и Госгортехнадзору СССР. |
| 16 | ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки.  Ряды параметров. (22 Загрузки) Ряды параметров. (22 Загрузки) | Настоящий стандарт распространяется на оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки (резка, сварка) металлов. Стандарт не распространяется на оборудование бытового назначения. |
| 17 | ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. (3 Загрузки) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. |
|
ГОСТ 2.312-72 |
ЕСКД. Условные изображения и обозначения швов сварных соединений |
|
ГОСТ 3.1705-81 |
ЕСКД. Правила записи операций и переходов. Сварка |
|
ГОСТ 4.44-89 |
Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей. |
|
ГОСТ 4.140-85 |
Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей. |
|
ГОСТ 4.433-86 |
Система показателей качества продукции. Оснастка универсально-сборная. Номенклатура показателей. |
|
ГОСТ 5.917-71 |
Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. |
|
ГОСТ 5.1215-72 |
Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции |
|
ГОСТ 12.1.035-81 |
ССБТ. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений. |
|
ГОСТ 12.2.007.8-75 |
ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности. |
|
ГОСТ 12.2.008-75 |
ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности. |
|
ГОСТ 12.4.035-78 |
ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия. |
|
ГОСТ 31.211.41-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности |
|
ГОСТ 31.211.42-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Технические требования. Правила приемки. Методы контроля. |
|
ГОСТ 95-77 |
Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 297-80 |
Машины контактные. Общие технические условия. |
|
ГОСТ 304-82 |
Генераторы сварочные. Общие технические условия. |
|
ГОСТ 1077-79 |
Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования. |
|
ГОСТ 2402-82 |
Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия. |
|
ГОСТ 2601-84 |
Сварка металлов. Термины и определения основных понятий. |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества. |
|
ГОСТ 4416-94 |
Мрамор для сварочных материалов. Технические условия. |
|
ГОСТ 4417-75 |
Песок кварцевый для сварочных материалов. |
|
ГОСТ 4421-73 |
Концентрат плавиковошпатовый для сварочных материалов. |
|
ГОСТ 5191-79 |
Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования. |
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 6996-66 |
Сварные соединения. Методы определения механических свойств. |
|
ГОСТ 7012-77 |
Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия. |
|
ГОСТ 7237-82 |
Преобразователи сварочные. Общие технические условия. |
|
ГОСТ 7871-75 |
Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия. |
|
ГОСТ 8213-75 |
Автоматы для дуговой сварки плавящимся электродом. Общие технические условия. |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 8856-72 |
Аппаратура для газопламенной обработки. Давление горючих газов. |
|
ГОСТ 9087-81 |
Флюсы сварочные плавленые. |
|
ГОСТ 9356-75 |
Рукава резиновые для газовой сварки и резки металлов. Технические условия. |
|
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия. |
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. |
|
ГОСТ 9931-85 |
Корпусы цилиндрические стальных сварных сосудов и аппаратов. Типы, основные параметры и размеры. |
|
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколеированных сталей с особыми свойствами. Типы. |
|
ГОСТ 10543-98 |
Проволока стальная наплавочная. Технические условия. |
|
ГОСТ 10594-80 |
Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров. |
|
ГОСТ 10922-90 |
Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия. |
|
ГОСТ 11533-75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. |
|
ГОСТ 11534-75 |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 11969-79 |
Сварка плавлением. Основные положения и их обозначения. |
|
ГОСТ 13585-68 |
Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки. |
|
ГОСТ 13821-77 |
Выпрямители однопостовые с падающими внешними характеристиками для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 13861-89 |
Редукторы для газопламенной обработки. Общие технические условия. |
|
ГОСТ 14098-91 |
Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры. |
|
ГОСТ 14111-90 |
Электроды прямые для контактной точечной сварки. Типы и размеры. |
|
ГОСТ 14113-78 |
Сплавы алюминиевые антифрикционные. Марки. |
|
ГОСТ 14327-82 |
Слюда мусковит молотая электродная. Технические условия. |
|
ГОСТ 14651-78 |
Электрододержатели для ручной дуговой сварки. Технические условия. |
|
ГОСТ 14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14776-79 |
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14782-86 |
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. |
|
ГОСТ 14806-80 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15164-78 |
Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15878-79 |
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры. |
|
ГОСТ 16037-80 |
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 16038-80 |
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 16130-90 |
Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
|
ГОСТ 16971-71 |
Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования. |
|
ГОСТ 18130-79 |
Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия. |
|
ГОСТ 18576-96 |
Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые. |
|
ГОСТ 19140-94 |
Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры. |
|
ГОСТ 19141-94 |
Вращатели сварочные вертикальные. Типы, основные параметры и размеры. |
|
ГОСТ 19143-94 |
Вращатели сварочные универсальные. Типы, основные параметры и размеры. |
|
ГОСТ 19521-74 |
Сварка металлов. Классификация. |
|
ГОСТ 20549-75 |
Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс. |
|
ГОСТ 21694-94 |
Оборудование сварочное механическое. |
|
ГОСТ 22366-93 |
Лента электродная наплавочная спеченная на основе железа. Технические условия. |
|
ГОСТ 22917-78 |
Соединители кабеля для дуговой сварки. Технические условия. |
|
ГОСТ 22938-78 |
Концентрат рутиловый. Технические условия. |
|
ГОСТ 22974.0-96 |
Флюсы сварочные плавленные. Общие требования к методам анализа. |
|
ГОСТ 22974.1-96 |
Флюсы сварочные плавленные. Методы разложения флюсов |
|
ГОСТ 22974.2-96 |
Флюсы сварочные плавленные. Методы определения оксида кремния. |
|
ГОСТ 22974.3-96 |
Флюсы сварочные плавленные. Методы определения оксида марганца (II). |
|
ГОСТ 22974.4-96 |
Флюсы сварочные плавленные. Методы определения оксида алюминия. |
|
ГОСТ 22974.5-96 |
Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния. |
|
ГОСТ 22974.6-96 |
Флюсы сварочные плавленные. Методы определения оксида железа (III). |
|
ГОСТ 22974.7-96 |
Флюсы сварочные плавленные. Методы определения фосфора. |
|
ГОСТ 22974.8-96 |
Флюсы сварочные плавленные. Методы определения оксида циркония. |
|
ГОСТ 22974.9-96 |
Флюсы сварочные плавленные. Методы определения оксида титана (IV). |
|
ГОСТ 22974.10-96 |
Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия. |
|
ГОСТ 22974.11-96 |
Флюсы сварочные плавленные. Методы определения фторида кальция. |
|
ГОСТ 22974.12-96 |
Флюсы сварочные плавленные. Метод определения серы. |
|
ГОСТ 22974.13-96 |
Флюсы сварочные плавленные. Метод определения углерода. |
|
ГОСТ 22974.14-90 |
Флюсы сварочные плавленные. Методы определения содержания влаги. |
|
ГОСТ 22990-78 |
Машины контактные. Термины и определения. |
|
ГОСТ 23055-78 |
Контроль неразрушающий. Сварка металлов плавления. Классификация сварных соединений по результатам радиографического контроля. |
|
ГОСТ 23338-91 |
Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. |
|
ГОСТ 23518-79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 23556-95 |
Колонны для сварных автоматов. Типы, основные параметры и размеры. |
|
ГОСТ 23870-79 |
Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл. |
|
ГОСТ 23949-80 |
Электроды вольфрамовые сварочные неплавящиеся. Технические условия. |
|
ГОСТ 25225-82 |
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод. |
|
ГОСТ 25444-90 |
Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры. |
|
ГОСТ 25616-83 |
Источники питания для дуговой сварки. Методы испытания сварочных свойств. |
|
ГОСТ 25997-83 |
Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля. |
|
ГОСТ 26054-85 |
Роботы промышленные для контактной сварки. Общие технические условия. |
|
ГОСТ 26056-84 |
Роботы промышленные для дуговой сварки. Общие технические условия. |
|
ГОСТ 26271-84 |
Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия. |
|
ГОСТ 26331-94 |
Соединения первичных преобразователей температуры с технологическими трубопроводами и аппаратами. Типы и основные размеры. Технические требования. |
|
ГОСТ 26389-84 |
Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением. |
|
ГОСТ 26408-85 |
Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры. |
|
ГОСТ 26467-85 |
Лента порошковая наплавочная. Общие технические условия. |
|
ГОСТ 27265-87 |
Проволока сварочная из титана и титановых сплавов. Технические условия. |
|
ГОСТ 27387-87 |
Роботы промышленные для контактной точечной сварки. Основные параметры и размеры. |
|
ГОСТ 27580-88 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. |
|
ГОСТ 27776-88 |
Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры. |
|
ГОСТ 27955-88 |
Преобразователи ультразвуковые магнитострикционные. Методы измерения характеристик. |
|
ГОСТ 28277-89 |
Контроль неразрушающий. Соединения сварные. Электрорадиографический метод. Общие требования. |
|
ГОСТ 28332-89 |
Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля. |
|
ГОСТ 28555-90 |
Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия. |
|
ГОСТ 28915-91 |
Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 28920-95 |
Вращатели сварочные роликовые. Типы, основные параметры и размеры. |
|
ГОСТ 28944-91 |
Оборудование сварочное механическое. Методы испытаний. |
|
ГОСТ 29090-91 |
Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. |
|
ГОСТ 29091-91 |
Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний. |
|
ГОСТ 29273-92 |
Свариваемость. Определение. |
|
ГОСТ 29297-92 |
Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов. |
|
ГОСТ 30220-95 |
Манипуляторы для контактной точечной сварки. Типы, основные параметры иразмеры. |
|
ГОСТ 30261-96 |
Оборудование для контактной сварки кольцевых швов. Типы, основные параметры и размеры. |
|
ГОСТ 30275-96 |
Манипуляторы для контактной сварки. Общие технические условия. |
|
ГОСТ 30295-96 |
Кантователи сварочные. Типы, основные параметры и размеры. |
|
ГОСТ 30430-96 |
Сварка дуговая конструкционных чугунов. Требования к технологическому процессу. |
|
ГОСТ 30482-97 |
Сварка сталей электрошлаковая. Требования к технологическому процессу. |
|
ГОСТ Р 50014.5-92 |
Безопасность электротермического оборудования. |
|
ГОСТ Р 50379-92 |
Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения. |
|
ГОСТ Р 50402-92 |
Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний |
|
ГОСТ 50599-93 |
Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации. |
|
ГОСТ Р 51526-99 |
Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний. |
|
ГОСТ Р 52005-2003 |
Контроль неразрушающий. Метод магнитной памяти металла. Общие требования. |
|
ГОСТ Р МЭК 60245-6-97 |
Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки. |
|
ГОСТ Р 53525-2009 (ИСО 14731:2006) |
Координация в сварке. Задачи и обязанности. |
|
ГОСТ Р 53526-2009 (ИСО 14732:1998) |
Персонал, выполняющий сварку. |
|
ГОСТ Р 53690-2009 (ИСО 9606-1:1994) |
Аттестационные испытания сваршиков. Сварка плавлением. Часть 1. Стали |
|
ГОСТ Р 53688-2009 (ИСО 9606 2:2004) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
|
ГОСТ Р 53687-2009 (ИСО 9606 3:1999) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы. |
|
ГОСТ Р ИСО 15607-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Общие правила |
|
ГОСТ Р ИСО 15609-1-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка. |
|
ГОСТ Р ИСО 15609-2-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка. |
|
ГОСТ Р ИСО 15610-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
|
ГОСТ Р ИСО 15611-2009 |
Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 15612-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки |
|
ГОСТ Р ИСО 15613-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на прелпроизводственном испытании сварки |
|
ГОСТ Р ИСО 15614-1-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов» |
|
ГОСТ Р ИСО 15614-2-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов» |
|
ГОСТ Р ИСО 15614-5-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 5. Дуговая сварка титана,циркония и их сплавов» |
|
ГОСТ Р ИСО 15614 -12-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка» |
|
ГОСТ Р ИСО 15614-13-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 14174-2010 |
Материалы сварочные. Флюсы для дуговой сварки. Классификация |
|
ГОСТ Р ИСО 14175-2010 |
Материалы сварочные. Газы и газовые смеси для сварки плавлением и других родственных процессов |
|
ГОСТ Р ЕН 13479-2010 |
Сварочные материалы. Основной стандарт на присадочные металлы и флюсы для сварки плавлением металлических материалов |
 Требования к качеству аттестованной продукции.
Требования к качеству аттестованной продукции.
 Маркировка, упаковка, транспортирование и хранение.
Маркировка, упаковка, транспортирование и хранение.
 Технические условия.
Технические условия.
 Технические условия.
Технические условия.
 Соединения сварные под острым и тупым углом. Основные типы, конструктивные элементы и размеры.
Соединения сварные под острым и тупым углом. Основные типы, конструктивные элементы и размеры.


 Общие технические условия.
Общие технические условия.



 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
 Общие требования.
Общие требования.
 Часть 5. Частные требования к плазменным электротермическим установкам.
Часть 5. Частные требования к плазменным электротермическим установкам.
 Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов.
Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов.
 Аттестация, основанная на опыте ранее выполненной сварки
Аттестация, основанная на опыте ранее выполненной сварки
 Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением»
Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением»
Все сварочные ГОСТы, госты сварки
Ниже приведены многие сварочные ГОСТы без описаний.
ГОСТ 9087-81 Флюсы сварочные плавленные. Технические условия.
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общетехнические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля.
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
ГОСТ 2246-70 Стальная сварочная проволока. Технические условия
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов.
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры.
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств.
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры.
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры.
ГОСТ 26271-84 Порошковая проволока для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
В разделе «Справочник сварщика», с метками: Сварочные ГОСТы
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 19521-74
Группа В00
СВАРКА МЕТАЛЛОВ
Дата введения 1975-01-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18 февраля 1974 г. N 445
ПРОВЕРЕН в 1989 г.
СРОК ДЕЙСТВИЯ ПРОДЛЕН Постановлением Госстандарта СССР от 09.06.89 N 1522 до 01.01.95*
___________
* Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4 1994 г.). — Примечание «КОДЕКС».
ПЕРЕИЗДАНИЕ. Ноябрь 1990 г.
1. Настоящий стандарт устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим признакам.
2. Основные признаки и ступени классификации приведены в табл. 1.
Таблица 1
|
|
|
|
|
|
|
|
|
Вид источника энергии, непосредственно используемого для образования сварного соединения |
Вид |
|
|
Технические |
Способ защиты металла в зоне сварки Непрерывность сварки Степень механизации сварки |
— |
|
Технологические |
Установлены для каждого вида сварки отдельно |
|
3. Классификация сварки по физическим признакам приведена в табл. 2.
Классификация сварки по физическим признакам приведена в табл. 2.
Таблица 2
|
|
|
|
|
|
|
Электрошлаковая |
|
|
Электронно-лучевая |
|
|
Плазменно-лучевая |
|
|
Термический |
Ионно-лучевая |
|
Тлеющим разрядом |
|
|
Световая |
|
|
Индукционная |
|
|
Газовая |
|
|
Термитная |
|
|
Литейная |
|
|
|
|
|
Диффузионная |
|
|
Индукционнопрессовая |
|
|
Термомеханический |
Газопрессовая |
|
Термокомпрессионная |
|
|
Дугопрессовая |
|
|
Шлакопрессовая |
|
|
Термитнопрессовая |
|
|
Печная |
|
|
|
|
|
Механический |
Взрывом |
|
Ультразвуковая |
|
|
Трением |
|
|
Магнитоимпульсная |
Примечания:
1. Диффузионная сварка может осуществляться с применением большинства источников энергии, используемых при сварке металлов, но выделяется как самостоятельный вид сварки по относительно длительному воздействию повышенной температуры и незначительной пластической деформации.
Диффузионная сварка может осуществляться с применением большинства источников энергии, используемых при сварке металлов, но выделяется как самостоятельный вид сварки по относительно длительному воздействию повышенной температуры и незначительной пластической деформации.
2. В комбинированных технологических процессах возможно одновременное использование разных видов сварки.
4. Классификация видов сварки по техническим признакам приведена на черт. 1.
5. Классификация видов сварки по технологическим признакам приведена на черт. 2-12.
6. Термины и определения даны в приложении.
Черт. 1
Черт. 2
Черт. 3
Черт. 4
Черт. 5
Черт. 6
Черт. 7
Черт. 8
Черт. 9
9
Черт. 10
Черт. 11
Черт. 12
ПРИЛОЖЕНИЕ
Справочное
|
|
|
|
|
|
|
Термомеханический класс сварки |
Виды сварки, осуществляемые с использованием тепловой энергии и давления |
|
Механический класс сварки |
Виды сварки, осуществляемые с использованием механической энергии и давления |
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1991
RussianGost | Официальная нормативная библиотека — ГОСТ Р 53690-2009
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Трубопроводы »
Правила сварки » Сварочные материалы »
Правила сварки » Сварочное оборудование »
Правила сварки » Сварочный персонал »
Правила сварки » Сертификация »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Механические испытания »
Правила сварки » Дефекты »
Правила сварки » Сварочные работы » Ручная сварка »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные работы » Удаление пыли »
Правила сварки » Основные материалы » Сталь, чугун »
Правила сварки » Основные материалы » Цветные металлы »
Правила сварки » Сварочные материалы » Проволока »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) »
10. Производство »
10.3 Сварка »
Производство »
10.3 Сварка »
ПромЭксперт » РАЗДЕЛ IV. ПРОМЫШЛЕННАЯ БЕЗОПАСНОСТЬ » I Управление промышленной безопасности » 4 Обучение и тренинги в области промышленной безопасности »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.01 Сварка, пайка и пайка в целом »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.01 Сварка, пайка и пайка в целом »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Система документации T5 » T51 Система документации, определяющая показатели качества, надежности и долговечности продукции »
Документ заменен на:
ГОСТ Р ИСО 9606-1-2020: Сертификационные испытания сварщиков.Сварка плавлением. Часть 1. Сталь
Ссылки на документы:
ГОСТ Р 1.0-2004: Стандартизация в Российской Федерации. Основные положения
ГОСТ Р 53526-2009 — Персонал сварочный. Аттестационные испытания сварщиков для сварки плавлением и установщиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р ИСО 15607-2009: Технические требования и аттестация технологий сварки металлических материалов. Общие правила
ГОСТ Р ИСО 15609-1-2009: Технические требования и аттестация технологий сварки металлических материалов.Спецификация процедуры сварки. Часть 1. Дуговая сварка
ГОСТ Р ИСО 15609-2-2009: Технические требования и аттестация технологий сварки металлических материалов. Спецификация процедуры сварки. Часть 1. Газовая сварка
Часть 1. Газовая сварка
ГОСТ Р ИСО 15614-1-2009: Технические требования и аттестация технологий сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 5817-2009 — Сварка. Соединения, сваренные плавлением из стали, никеля, титана и их сплавов (за исключением лучевой сварки).Уровни качества для выявления дефектов
ГОСТ Р ИСО 857-1-2009 — Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
Федеральный закон 184-ФЗ: О техническом регламенте
Ссылка на документ:
ГОСТ 33807-2016 — Безопасность аттракционов. Общие требования
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, внедрению и контролю качества
ГОСТ ЕН 15085-2-2015 — Транспорт железнодорожный.Сварка железнодорожных транспортных средств и их элементов. Часть 2. Требования к качеству и сертификация производителя сварочного оборудования
ГОСТ ЕН 15085-4-2015 — Транспорт железнодорожный. Сварка железнодорожных транспортных средств и их элементов. Часть 4. Требования к продукции
ГОСТ Р 51382-2011 — Котлы отопительные. Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава.Требования к проектированию, производству и контролю качества
ГОСТ Р 53687-2009 — Квалификационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы
ГОСТ Р 54006-2010 — Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 55682.5-2017 — Котлы водотрубные и вспомогательное оборудование.Часть 5. Изготовление и изготовление напорных частей котла
.ГОСТ Р 55682.6-2017 — Котлы водотрубные и вспомогательное оборудование. Часть 6. Осмотр при строительстве, документация и маркировка напорных частей котла
.ГОСТ Р 55682.8-2013 — Котлы водотрубные и вспомогательное оборудование. Часть 8. Требования к системам сжигания жидкого и газообразного топлива для котла
.ГОСТ Р 58032-2017: Проектирование и производство стальных вертикальных цилиндрических резервуаров с плоским дном с плоскими цилиндрами для хранения охлажденных сжиженных газов с рабочими температурами от 0 ° C до -165 ° C.Часть 2. Металлические конструкции
ГОСТ Р ИСО 15614-1-2009: Технические требования и аттестация технологий сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 3834-5-2010 — Требования к качеству сварки плавлением металлических материалов. Часть 5. Документы, с которыми необходимо подтвердить соответствие требованиям качества ISO 3834-2, ISO 3834-3 или ISO 3834-4
.ГОСТ Р 58031-2017 — Резервуары вертикальные, цилиндрические, плоскодонные, наземные, сварные, стальные, стальные для хранения жидкостей при температуре окружающей среды и выше.Правила проектирования и изготовления
ГОСТ Р 58423-2019 — Регуляторы давления газа на входе не выше 10 МПа
.ГОСТ Р ИСО 9606-1-2020: Сертификационные испытания сварщиков. Сварка плавлением. Часть 1. Сталь
Клиентов, которые просматривали этот товар, также просматривали:
|
 Общие технические условия
Общие технические условия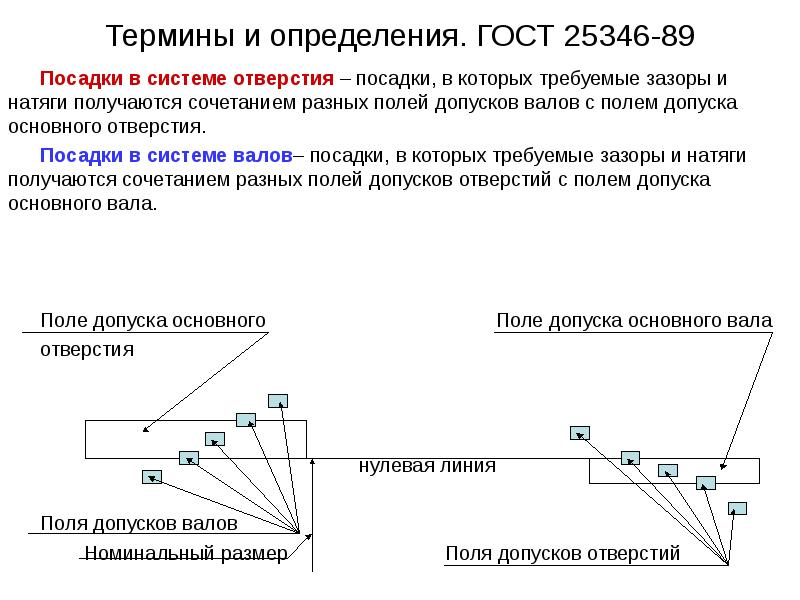 Часть 8. Защита погружением в жидкость «к»
Часть 8. Защита погружением в жидкость «к»ВАШ ЗАКАЗ ПРОСТО!
RussianGost.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлено электронное письмо по ссылке на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Законы Армении | Официальная нормативная библиотека — ГОСТ 2601-84
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 01 Общие.Терминология. Стандартизация. Документация »
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Дефекты »
Правила сварки » Сборочные устройства »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные работы » Наплавка »
Правила сварки » Сварочные работы » Удаление пыли »
Стандарты на трубопроводную арматуру (ТПА) » 10.Производство » 10.3 Сварка »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты »
01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ »
01.040 Словари »
01.040.25 Машиностроение (Словари) »
ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ »
01.040 Словари »
01.040.25 Машиностроение (Словари) »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.10 Сварочные процессы »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.10 Сварочные процессы »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » Термины и условные обозначения V00 »
В качестве замены:
ГОСТ 19232-73 — Сварка металлов плавлением.Дефекты сварных соединений. Термины и определения
ГОСТ 2601-74 — Сварка металлов. Базовые концепты. Термины и определения
Ссылки на документы:
ГОСТ 29273-92 — Свариваемость. Определение
Ссылка на документ:
ГОСТ 14098-2014 — Соединения арматуры и вставок сварные для железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14098-85 — Соединения арматуры и вкладышей сварные для железобетонных конструкций.Типы, конструкция и размеры
ГОСТ 14098-91 — Соединения арматуры и вставок сварные для железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 17325-79 — Пайка, пайка и лужение. Основные термины и определения
ГОСТ 22990-78 — Аппараты контактной сварки. Термины и определения
ГОСТ 23055-78 — Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных швов по результатам радиографических исследований
ГОСТ 23887-79 — Сборка.Термины и определения
ГОСТ 25997-83 — Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля
ГОСТ 26429-2018 — Металлоконструкции подвесных транспортных путей. Технические характеристики
Технические характеристики
ГОСТ 28778-90 — Анкерный дюбель строительный. Технические характеристики
ГОСТ 29297-92 — Сварка, пайка, пайка и пайка металлов
.ГОСТ 3.1109-82 — Единая система технологической документации. Термины и определения основных понятий
ГОСТ 30776-2002 — Установки насосные передвижные нефтепромысловые.Общие технические условия
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31844-2012 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
ГОСТ 32400-2013 — Рама боковая и балка опорная балка формованная тележек грузовых железнодорожных вагонов. Технические характеристики
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 32949-2014 — Дороги автомобильные общего пользования.Опоры стационарного электрического освещения. Методы контроля
ГОСТ 33258-2015 — Арматура трубопроводная. Наплавка и контроль качества обработанных поверхностей. Технические требования
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 33965-2016 — Котлы водотрубные стационарные. Расчет для выбора основных размеров детали. Коэффициенты прочности и армирование отверстий
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава.Требования к проектированию, внедрению и контролю качества
ГОСТ 9923-80 — Ствол огнестрельный ручной. Технические характеристики
ГОСТ Р 50.04.06-2018 — Система оценки соответствия при использовании атомной энергии. Оценка соответствия в форме тестирования. Квалификационные испытания нового материала (основы или сварки)
ГОСТ Р 50.05. 07-2018 — Система оценки соответствия при использовании атомной энергии. Оценка соответствия в форме экспертизы. Единые процедуры. Рентгенологическое исследование
07-2018 — Система оценки соответствия при использовании атомной энергии. Оценка соответствия в форме экспертизы. Единые процедуры. Рентгенологическое исследование
ГОСТ Р 50.15.05.2018: Система оценки соответствия при использовании атомной энергии. Оценка соответствия в форме экспертизы. Неразрушающий контроль. Термины и определения
ГОСТ Р 50599-93 — Сосуды и аппараты стальные сварные высокого давления. Неразрушающий контроль при производстве и эксплуатации
ГОСТ Р 52891-2007 — Контроль остаточных технологических напряжений лазерным интерферометрическим методом. Общие требования
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов.Технические требования
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, производству и контролю качества
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 53683-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общие технические основы
ГОСТ Р 54803-2011 — Сосуды стальные сварные под высоким давлением.Общие технические требования
ГОСТ Р 56403-2015 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Трубы стальные сварные. Технические характеристики
ГОСТ Р 56685-2015 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Фитинги для диаметров от 530 до 1220 мм. Общие технические условия
ГОСТ Р 57179-2016 — Термитная сварка рельсов. Методика тестирования и контроля качества
ГОСТ Р 57180-2016 — Соединения сварочные. Методы определения механических свойств, макроструктуры и микроструктуры
ГОСТ Р 57181-2016 — Термитная сварка рельсов.Технологический процесс
ГОСТ Р 57991-2017 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Стальные сваи труб, используемые для устройства фундаментов опор наземных трубопроводов. Общие технические условия
Стальные сваи труб, используемые для устройства фундаментов опор наземных трубопроводов. Общие технические условия
ГОСТ Р 57997-2017 — Изделия и вкладыши арматурные сварные, сварные соединения арматуры и вкладыши для железобетонных конструкций. Общие технические условия
ГОСТ Р 58064-2018 — Трубы стальные сварные для строительных конструкций. Технические характеристики
ГОСТ Р 58095.1-2018: Газораспределительные системы. Требования к сетям газопотребления. Часть 1. Газопроводы стальные
И 1.09-10: Инструкция по подключению изолированных жил проводов и кабелей
MRDS 02-08: Руководство по научно-техническому обеспечению и мониторингу строящихся зданий и сооружений, в том числе большепролетных, высотных и уникальных
МУ 4898-88 — Методические указания по измерению концентраций 2-амино-4-метокси-6-метил-1, b / n, 3, 5-триазина методом тонкослойной хроматографии на воздухе рабочей зоны
МУ 4899-88 — Методические указания по хроматографическому измерению концентрации бициклата в воздухе рабочей зоны
.ОСТ 108.004.10-86: Программа контроля качества продукции атомной энергетики.
ОСТ 108.030.45-82 — Воздухонагреватели трубчатые для котлов стационарных. Основные Характеристики.
ОСТ 24.070.01-86 — Изделия горных машин. Общие технические требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций. Основные положения.
ПБ 03-381-00 — Правила установки резервуаров стальных цилиндрических вертикальных (спиральных стальных) для нефти и нефтепродуктов
ПБ 03-75-94 — Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
ПБ 10-77-94 — Требования к установке и безопасной эксплуатации эскалаторов
Р Газпром: Временные технические требования на оборудование для вскрытия трубопроводов
РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
РД 10-249-98 — Нормы расчета на прочность стационарных котлов, трубопроводов пара и горячей воды.
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-17.461-00 — Методические указания по дефектоскопии сварных соединений, подкладок и основного металла при изготовлении, монтаже, эксплуатации и ремонте энергетического оборудования.
РД 24.020.11-93 — Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила тестирования и стандарты оценки качества.
РД 24.200.04-90 — Швы сварные. Металлографический метод контроля основного металла и сварных соединений нефтехимического оборудования
РД 2730.940.103-92 — Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварка. Основные требования.
РД 34.17.427-89 — Методические указания. Неразрушающий контроль на тепловых электростанциях. Общие требования
РД 34.31.502-97: Методические указания по написанию местных инструкций по эксплуатации гидравлического турбинного оборудования и механической части гидравлического генератора
РД 45.297-2002 — Радиостанции сухопутной подвижной службы. Общие технические требования
РД ЭО 1.1.2.99.0867-2012: Методика оценки технического состояния и остаточного ресурса строительных конструкций АЭС
РДИ 38.18.016-94 — Инструкция по ультразвуковому контролю сварных соединений технологического оборудования.
Рекомендации: Аспирационные дымовые извещатели VESDA. Часть 1. Область применения
РМ 4-239-91 — Системы автоматизации. Словарь-справочник терминов. Пособие к СНиП 3.05.07-85
РТМ 393-94 — Технические руководства по сварке и контролю качества соединений арматуры и закладных элементов железобетонных элементов
СП 16.13330.2011 — Металлоконструкции
СП 16.13330.2017 — Металлоконструкции
СП 294. 1325800.2017 — Конструкции стальные.Правила оформления
1325800.2017 — Конструкции стальные.Правила оформления
СТБ 1428-2003 — Контроль неразрушающий. Сварные соединения труб и металлоконструкций. Рентгенологический метод
ТР 182-08: Технические рекомендации по научно-техническому сопровождению и мониторингу строительства большепролетных, высотных и других уникальных зданий и сооружений
ТУ 0921-057-01124328-98 — Рельсы железнодорожные сварные новые. Технические условия
ТУ 0921-077-01124328-99 — Рельсы сварные старомодные ремонтные
ТУ 3631-002-76457067-2012 — Насосы и агрегаты динамические типа МСТ-ЦН и запчасти к ним
VPNRM 476-89: Специфические отраслевые нормы количества материалов, используемых в практике установки и военном строительстве.Изготовление узлов и деталей технологических трубопроводов
VSN 003-88: Рекомендации по проектированию и установке пластиковых трубопроводов
ГОСТ 23858-2019 — Соединения сварные стыковые железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приема
ГОСТ 34587-2019 — Краны подъемные. Металлоконструкции. Требования к производству
ГОСТ Р 58361-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Сварочное оборудование. Общие технические условия
ГОСТ Р 58622-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов.Методика оценки прочности, устойчивости и долговечности вертикального стального резервуара
ГОСТ Р 58765-2019 — Металлические изделия из стали и сплавов. Термины и определения
И 1.2.1.02.019.1121-2016: Определение механических свойств металла оборудования атомных электростанций нереференсным методом по характеристикам твердости. Инструкция
ОНТП 1-85 / Минстройдормаш: Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки.Слесарные цеха (чулочно-сварочное производство)
ОТТ 1.5.2.01.999.0157-2013: Несущие конструкции элементов атомных станций с водо-водяными энергетическими реакторами. Общие технические требования
Общие технические требования
ОТУ 3-01 — Сосуды и аппараты. Общие технические условия на ремонт корпуса
ПИ 1.4.75-2000: Дуговая сварка в защитных газах конструкционных, нержавеющих и жаропрочных сталей и сплавов
РД 31.44.05-80 — Крановые слесарные работы. Ремонт.Технические характеристики
РД РОСЭК 02-008-96 — Лифты пассажирские, больничные, грузовые. Неразрушающий контроль. Основные положения
РД РОСЭК-001-96 — Машины подъемные. Металлоконструкции. Ультразвуковой контроль. Ключевые моменты
РД РОСЭК-003-97 — Машины подъемные. Контроль магнитных частиц. Ключевые моменты
РД РОСЭК-004-97 — Машины подъемные. Капиллярный контроль. Ключевые моменты
РД РОСЭК-006-97 — Машины подъемные. Металлоконструкции. Ультразвуковой толщиномер.Ключевые моменты
РД РОСЭК-01-002-96 — Машины подъемные. Металлоконструкции. Радиационный контроль. Ключевые моменты
СП 470.1325800.2019 — Металлоконструкции. Правила работы
ТСН 13-311-01: Обследование и оценка технического состояния зданий и сооружений
Клиентов, которые просматривали этот товар, также просматривали:
|
 Рекомендации по подготовке
Рекомендации по подготовке Косметическая татуировка. Общие требования
Косметическая татуировка. Общие требованияВАШ ЗАКАЗ ПРОСТО!
ArmeniaLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся на складе, вам будет отправлено электронное письмо по ссылке на документ / веб-сайт, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Глоссарий окончательных терминов по сварке
Одно из лучших достоинств сварщика — это то, что ваши навыки всегда востребованы в разных отраслях, где базовые навыки сварки одинаковы.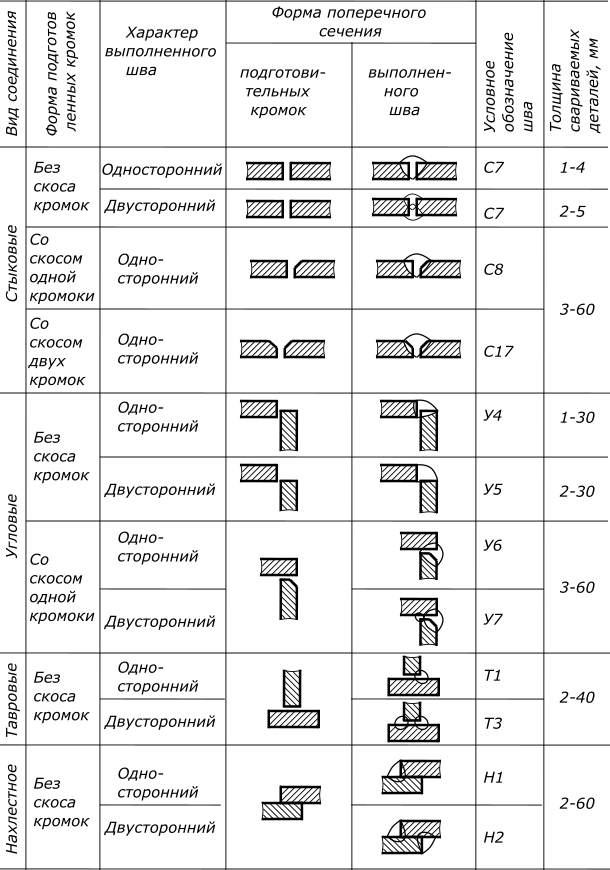 Сварщиков можно найти работающими на производственных предприятиях, строительных площадках и восстановлением инфраструктуры, такой как мосты и шоссе. Возможность переходить из одной отрасли в другую обеспечивает более высокий уровень гарантии занятости, чем многие другие типы рабочих мест.
Сварщиков можно найти работающими на производственных предприятиях, строительных площадках и восстановлением инфраструктуры, такой как мосты и шоссе. Возможность переходить из одной отрасли в другую обеспечивает более высокий уровень гарантии занятости, чем многие другие типы рабочих мест.
Эта универсальность компенсирует тот факт, что ожидаемый рост рабочих мест до 2024 года для сварщиков немного ниже, чем в среднем по стране для всех профессий, по данным Бюро статистики труда. Однако совершенно ясно: сварщики, обученные новейшим сварочным технологиям, будут иметь конкурентное преимущество перед теми, кто не прошел такого обучения.
Если вы собираетесь работать сварщиком, полезно знать некоторые термины, которые вы услышите во время обучения:
Основные термины сварки
- Напряжение дуги — напряжение, которое проходит вдоль сварочной дуги.
- Основной металл — металлический материал, который будет свариваться или резаться.
- Связка — соединение сварочного металла и основного металла.
Резак
Резак — инструмент, используемый при газовой резке для контроля газов, которые используются для предварительного нагрева и резки металла.
- Очки защитные — защитное снаряжение для защиты глаз сварщика от вредного излучения во время сварки и резки.
- Каска — защитное снаряжение для защиты лица и шеи сварщика.
- Ликвидус — самая низкая температура, при которой металл становится жидким
- Точка плавления — температура, которая должна быть достигнута, чтобы металл начал разжижаться.
- Диапазон плавления — диапазон температур между солидусом и ликвидусом.
Ликвидус
Solidus — самая высокая температура, при которой металл остается полностью твердым.

- Закалка — процесс повторного нагрева закаленной стали ниже самой низкой критической температуры с последующим охлаждением для повышения прочности стали.
- Сварной шов — точка, в которой металлы были сплавлены вместе путем нагрева материалов до подходящей температуры.Для выполнения сварного шва можно использовать присадочные металлы или давление.
- Сертификат сварщика — документ, удостоверяющий, что сварщик выполнил свои сварные швы в соответствии с установленными стандартами.
- Сварочная горелка — инструмент, применяемый при газовой сварке для регулирования расхода используемых газов.
Сварочные материалы
Сварочные процессы
- Дуговая резка — процессы резки, при которых материалы разрезаются плавлением, вызванным теплом дуги между электродом и металлом.
- Дуговая сварка — методы сварки, при которых плавление достигается путем нагрева соединяемых материалов с помощью электрической дуги. Это может быть сделано с наполнителем или без него.
- Дуговая сварка неизолированного металла — метод дуговой сварки, при котором плавление осуществляется с помощью неэкранированной дуги для получения тепла между неизолированным или слегка покрытым электродом и свариваемым материалом. Присадочный металл поступает из электрода, и давление не используется.
- Пайка — метод сварки с использованием присадочного металла, который сжижается при температуре выше 800 F, распределяется внутри канавки, фланца или другого типа соединения и распределяется по стыку за счет капиллярного действия.
- Сварка припоем — процесс сварки, при котором присадочный металл сжижается при температуре выше 842 F и ниже твердого состояния основного металла.
- Углеродно-дуговая сварка — метод сварки, при котором плавление создается дугой между угольным электродом и свариваемым материалом.
- Газовая сварка — процесс сварки, при котором газовое пламя создает сварочное тепло.
- Металло-дуговая сварка — процесс сварки, при котором тепло, выделяемое дугой, образует сварной шов путем сплавления металлического электрода и свариваемого материала.
- Сварка давлением — процесс сварки, при котором для выполнения сварного шва используется давление.
Определите свое будущее: станьте сварщиком всего за 55 недель!
Рассматривали ли вы возможность стать сварщиком в качестве возможного карьерного роста? Вы можете получить диплом по морской сварке всего за 55 недель.Свяжитесь с ATI сегодня, чтобы получить дополнительную информацию и начать новую карьеру. Свяжитесь с нами по телефону 800-468-1093 или запросите информацию сегодня.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ — Институт передовых технологий (ATI) не дает никаких претензий, гарантий или гарантий в отношении фактических возможностей трудоустройства или потенциального заработка нынешним, прошлым или будущим студентам или выпускникам любой предлагаемой образовательной программы. Веб-сайт Advanced Technology Institute публикуется только в информационных целях. Прилагаются все усилия для обеспечения точности информации, содержащейся на AUTO.домен edu; однако гарантия точности не дается. Его содержание не создает никаких договорных прав, явных или подразумеваемых.
Информация о прибыльном трудоустройстве — Сварка в мореплавании, степень AOS
Информация о стабильном трудоустройстве — Сварка в море (диплом)
Для получения дополнительной информации об Институте передовых технологий или любой из наших программ щелкните здесь: http://www. auto.edu/ или http://ow.ly/VoydP.
auto.edu/ или http://ow.ly/VoydP.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ТОВАРЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings. CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}Подробная ошибка IIS 8.5 — 404.11
Ошибка HTTP 404.11 — не найдено
Модуль фильтрации запросов настроен на отклонение запроса, содержащего двойную escape-последовательность.
Наиболее вероятные причины:
- Запрос содержал двойную escape-последовательность, а фильтрация запросов настроена на веб-сервере, чтобы отклонять двойные escape-последовательности.
Что можно попробовать:
- Проверьте параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping в файле applicationhost.config или web.confg.
Подробная информация об ошибке:
| Модуль | RequestFilteringModule | |||||||
|---|---|---|---|---|---|---|---|---|
| Уведомление | BeginRequest | |||||||
| Обработчик | StaticFile | |||||||
| Код ошибки |
| Запрошенный URL | https: // www.Universetranslation.com:443/russian-national-standards.cfm?type=gost%20r&t=national%20standards%20of%20russian%20federation&dt=121&d=0&start=51&srchval= |
|---|---|
| Physical Path | Inites C: \ ____ Inites \ UniverseTranslation \ ww2.universetranslation.com \ russian-national-standard.cfm? Type = gost% 20r & t = national% 20standards% 20of% 20russian% 20federation & dt = 121 & d = 0 & start = 51 & srchval = |
| Метод входа в систему | Еще не определен |
| Пользователь входа в систему | Еще не определено |
Дополнительная информация:
Это функция безопасности.Не изменяйте эту функцию, пока не полностью осознаете масштаб изменения. Перед изменением этого значения следует выполнить трассировку сети, чтобы убедиться, что запрос не является вредоносным. Если сервер разрешает двойные escape-последовательности, измените параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.
Если сервер разрешает двойные escape-последовательности, измените параметр configuration/system.webServer/security/requestFiltering@allowDoubleEscaping. Это могло быть вызвано неправильным URL-адресом, отправленным на сервер злоумышленником.Просмотр дополнительной информации »
Основные направления стандартизации метода радиографического контроля
ISSN 0038-9692. Система сертификации ГОСТ. Основные положения .
ISSN 0038-9692. Система сертификации ГОСТ. Порядок проведения сертификации продукции .
EN 45014. Общие требования к декларации поставщика о соответствии .
Руководство ISO / MEK 2 «Общие требования и определения в области стандартизации и смежных видов деятельности» .
Система сертификации ГОСТ Р. Номенклатура продукции и услуги, в отношении каких законодательными актами Российской Федерации предусмотрена их обязательная сертификация (ГОСТ Р.Система сертификации. Номенклатура продукции и услуг (работ), в отношении которых предусмотрена обязательная сертификация законодательством Российской Федерации. М .: Госстандарт России, 1998.
. Руководство ISO / MEK 7, Требования к стандартам применяемым при сертификации изделий (Руководство ISO / MEK 7, Требования к стандартам, используемым при сертификации продукции).
Создание правительства Российской Федерации от 22.07.92 г. Нет.508 « О поэтапном введении в 1992 году обязательной сертификации товаров (работы, услуг) » (Постановление Правительства Российской Федерации от 22.07.92 № 508 «О поэтапном введении обязательной сертификации продукции (работ, услуг) в 1992 году») ).
Комплекс государственных стандартов « Система сертификации ГОСТ Р. Регистр системы качества ». М .: ВНИИС, 1996.
Правила сертификации работ и услуг в Российской Федерации, Москва: ВНИИС, 1998.
Положение о системе сертификации ГОСТ Р. , М .: Госстандарт России, 1998.
ГОСТ 14.004-74 ЕСТПП. Терминология. Основные положения, термины и определения. Основные понятия (Терминология.Основные понятия, термины и определения. Основные понятия).
ГОСТ 16594-81. Система государственных испытаний продукции. Испытания и контроль качества продукции. Система государственных экспертиз продукции. Экспертиза и контроль качества продукции. Основные термины и определения.
ГОСТ 23829-85. Контроль неразрушающий акустический. Акустический неразрушающий контроль.Понятия и определения).
ГОСТ 24034-80. Контроль неразрушающий радиационный. Радиационный неразрушающий контроль. Термины и определения.
ГОСТ 24289-80. Контроль неразрушающий выхретоковый. Вихретоковый неразрушающий контроль. Термины и определения.
ГОСТ 24450-80. Контроль неразрушающий магнитный. Магнитный неразрушающий контроль.Понятия и определения).
ГОСТ 24521-80. Контроль неразрушающий оптический. Оптический неразрушающий контроль. Термины и определения.
ГОСТ 24522-80. Контроль неразрушающий капиллярный. Неразрушающий контроль капилляров. Термины и определения.
ГОСТ 25313-82. Контроль неразрушающий радиоволновой. Радиоволновой неразрушающий контроль.Понятия и определения).
ГОСТ 25314-82. Контроль неразрушающий тепловой. Термины и определения .
ГОСТ 25315-82. Контроль неразрушающий электрический. Неразрушающий контроль. Термины и определения.
ГОСТ 25541-82. Электрорадиография. Термины и определения .Понятия и определения).
BS EN-1330: 1997. Терминология неразрушающего контроля. Часть 3: Термины используемые в промышленной радиографии .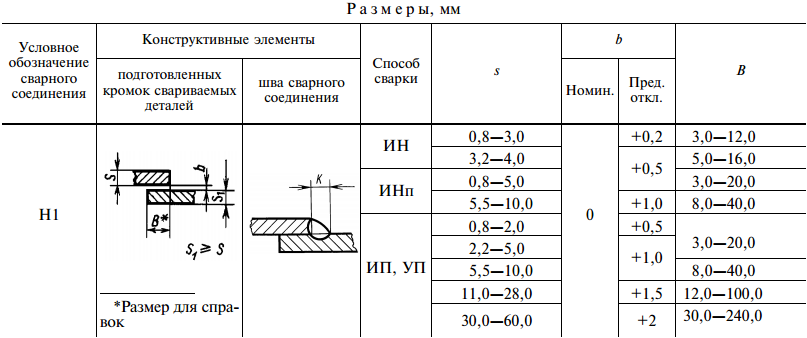
ГОСТ 20426-82. Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения (Неразрушающий контроль. Радиационные методы дефектоскопии. Область применения).
ГОСТ 23055-78. Контроль неразрушающий. Сварка металлов плавлением. Неразрушающий контроль. Сварка металлов плавлением. Классификация сварных соединений по результатам рентгеновского контроля.
ГОСТ 27947-88. Контроль неразрушающий. Рентгенотелевизионный метод. Неразрушающий контроль. Рентгенотелевизионный метод. Общие требования. Общие требования.
ГОСТ 28277-89. Контроль неразрушающий. Соединения сварные. Электрорадиографический метод. Неразрушающий контроль. Сварные соединения. Ионографический метод. Общие требования. Общие требования.
ГОСТ 18353-79. Контроль неразрушающий. Неразрушающий контроль. Классификация типов и методов.
ГОСТ 20911-89. Техническая диагностика.Термины и определения .
ГОСТ 8.009-84. Государственная система обеспечения единства измерений. Нормируемые метрологические характеристики средств измерений. Калиброванные метрологические характеристики средств измерений.
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Рентгенологический метод (Неразрушающий контроль.Сварные соединения. Радиографический метод).
BS EN444: 1994. Неразрушающий контроль — общие принципы радиографического контроля металлических материалов рентгеновскими и гамма-лучами . .
BS EN584-1: 1995. Неразрушающий контроль — промышленная радиографическая пленка. Часть 1: Классификация систем пленок для промышленной радиографии .Часть 1. Классификация пленочных систем для промышленной радиографии.
ISO / FDIS 11699-1. Неразрушающий контроль: промышленная радиографическая пленка. Часть 1: Классификация систем пленок для промышленной радиографии .
SE 1815. Стандартный метод испытаний для классификации пленочных систем для промышленной радиографии.
EN 25817. Дуговые сварные соединения в стали — Руководство по уровням качества для выявления дефектов.
BS EN 30042: 1994. Дуговые сварные соединения в алюминии и его свариваемых сплавах — Руководство по уровням качества для выявления дефектов.
ASME. Раздел V. Неразрушающий контроль. 1995.
BS EN 462-2: 1994. Неразрушающий контроль — качество изображения на радиограммах. Часть 2. Индикаторы качества изображения (типа ступень / отверстия).Неразрушающий контроль — качество рентгенограмм. Часть 2. Индикаторы качества изображения (тип шага / отверстия). Определение показателя качества изображения.
BS EN 462-4: 1995. Неразрушающий контроль — качество изображения на радиограммах. Часть 4. Неразрушающий контроль качества изображения . Часть 4.Экспериментальная оценка значения качества изображения и таблиц качества изображения).
BS EN 462-5: 1996. Неразрушающий контроль — качество изображения на радиограммах. Часть 5. Индикаторы качества изображения (двойного проволочного типа), определение величины неразрушимости изображения . Часть 5. Индикаторы качества изображения (двухпроводного типа), определение нечеткости изображения.
BS EN 1435: 1997. Неразрушающий контроль сварных швов — радиографический контроль сварных соединений.
Определения терминов сварки
Абразивный материал
Шлак, используемый для очистки или придания шероховатости поверхности.
Active Flux
Флюс для сварки под флюсом, количество элементов, осажденных в металле шва, зависит от условий сварки, в первую очередь от напряжения дуги.
Клейкое соединение
Поверхности, затвердевающие с образованием клеевого соединения.
Резка угольной дугой на воздухе
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги, а расплавленный металл удаляется струей воздуха.
Цельносварной образец для испытаний металла
Испытательный образец с редукционной частью, полностью состоящей из металла сварного шва.
Легирование
Добавление металла или сплава к другому металлу или сплаву.
Переменный ток (AC)
Электрический ток, который периодически меняет направление, обычно много раз в секунду.
Отожженное состояние
Металл или сплав, нагретый и затем охлажденный для снятия внутренних напряжений и уменьшения хрупкости материала.
Arc Blow
Отклонение электрической дуги от нормального пути из-за магнитных сил.
Дуговая резка
Группа процессов термической резки, при которой металл разрезается или удаляется путем плавления с теплом дуги между электродом и заготовкой.
Arc Force
Осевая сила, создаваемая дуговой плазмой.
Дуговая строжка
Процедура дуговой резки, используемая для формирования скоса или канавки.
Длина дуги
Расстояние от кончика электрода или проволоки до обрабатываемой детали.
Arc Time
Время, в течение которого поддерживается дуга.
Напряжение дуги
Напряжение на сварочной дуге.
Дуговая сварка
Группа сварочных процессов, при которых происходит слияние металлов путем нагрева их дугой, с приложением давления или без него, а также с использованием присадочного металла или без него.
Эффективность наплавки дуговой сваркой (%)
Отношение веса наплавленного присадочного металла к весу расплавленного присадочного металла.
Электрод для дуговой сварки
Часть сварочной системы, через которую проходит ток, заканчивающийся на дуге.
После сварки
Состояние металла шва после завершения сварки и до любой последующей термической или механической обработки.
Сварка атомарным водородом
Процесс дуговой сварки, при котором происходит слияние металлов путем их нагрева с помощью электрической дуги, поддерживаемой между двумя металлическими электродами в атмосфере водорода.
Аустенитный
Состоит в основном из гамма-железа с углеродом в растворе.
Автогенная сварка
Сварка плавлением, выполненная без добавления присадочного металла.
Автоматический
Управление процессом с помощью оборудования, которое не требует наблюдения за сваркой или не требует ручной регулировки органов управления оборудованием.
Задняя строжка
Удаление металла шва и основного металла с другой стороны частично сварного соединения для обеспечения полного проплавления при последующей сварке с этой стороны.
Backfire
Мгновенное падение пламени в сварочный или режущий наконечник с последующим появлением или полным исчезновением пламени.
Сварка с обратной стороны
Метод сварки, при котором сварочная горелка или пистолет направлен против направления сварки.
Основа
Материал (основной металл, металл сварного шва или гранулированный материал), размещаемый в основании сварного соединения с целью поддержки расплавленного металла сварного шва.
Backing Gas
Защитный газ, используемый на нижней стороне сварного шва для защиты от атмосферного загрязнения.
Опорное кольцо
Подложка в виде кольца, как правило, используется при сварке труб.
Последовательность обратного шага
Продольная последовательность, в которой приращения сварного шва наносятся в направлении, противоположном процессу сварки соединения.
Основной металл (материал)
Металл (материал) для сварки, пайки, пайки или резки.См. Также подложку.
Радиус изгиба
Радиус кривизны изгиба образца или области изгиба формованной детали. Измерено на внутренней стороне изгиба.
Bevel
Угловая подготовка кромки.
Заготовка
Процесс резки материала по размеру для более управляемой обработки.
Сварка припоем
Метод сварки с использованием присадочного металла, имеющего температуру ликвидуса выше 840 ° F (450 ° C) и ниже солидуса основных металлов.
Пайка
Группа сварочных процессов, при которых происходит слияние материалов путем их нагрева до подходящей температуры и использования присадочного металла, имеющего ликвидус выше 840 ° F (450 ° C) и ниже солидуса основных материалов. . Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного притяжения.
Заусенец
Неровный гребень, кромка, выступ или участок, оставшийся на металле после резки, сверления, перфорации или штамповки.
Нанесение масла
Форма наплавки, при которой наплавлен один или несколько слоев металла шва (например, высоколегированный сварной шов на стальном основном металле, который должен быть сварен с другим основным металлом). Нанесение масла обеспечивает подходящий переходный сварной шов для последующего завершения стыкового шва на поверхности канавки одного элемента.
Стыковое соединение
Соединение между двумя элементами, лежащими в одной плоскости.
Развал
Отклонение от прямолинейности кромки, обычно наибольшее отклонение боковой кромки от прямой.
Cap Pass
Последний проход сварного соединения.
Газ-носитель
При термическом напылении газ, используемый для переноса порошкообразных материалов из дозатора порошка или бункера в пистолет.
Капиллярное действие
Действие, при котором поверхность жидкости поднимается или опускается в месте контакта с твердым телом, поскольку молекулы жидкости притягиваются друг к другу и к молекулам твердого тела.
Облицовка
Тонкая (> 0.04 «) слой материала, нанесенный на основной материал для улучшения коррозионной или износостойкости детали.
Плакированный металл
Композитный металл, содержащий два или три слоя, которые были сварены вместе. Сварка могла быть выполнена валиком сварка, дуговая сварка, литье, тяжелое химическое напыление или тяжелое гальваническое покрытие.
Coalescence
Объединение множества материалов в одно тело
Coherent
Движение в унисон.
Cold Lap
Неполное сплавление или перекрытие.
Коллиматор
Для визуализации параллелей определенной линии или направления.
Complete Fusion
Сплав, который произошел по всем поверхностям основного материала, предназначенным для сварки, а также между всеми слоями и проходами.
Полное проникновение в стык
Включение в стык, при котором металл сварного шва полностью заполняет канавку и сплавлен с основным металлом по всей его толщине.
Источник питания постоянного тока
Источник питания для дуговой сварки с вольт-амперной выходной характеристикой, обеспечивающий небольшое изменение сварочного тока при большом изменении напряжения дуги.
Источник питания постоянного напряжения
Источник питания для дуговой сварки с вольт-амперной выходной характеристикой, обеспечивающий большое изменение сварочного тока при небольшом изменении напряжения дуги.
Контактная трубка
Компонент системы, передающий ток от горелки к непрерывному электроду.
Сопротивление контактов
Сопротивление в омах между контактами реле, переключателя или другого устройства, когда контакты соприкасаются друг с другом.
Контактная трубка
Устройство, передающее ток на непрерывный электрод.
Электрод с покрытием
Электрод из присадочного металла, используемый при дуговой сварке в среде защитного металла, состоящий из сердечника из металлической проволоки с покрытием из флюса.
Кратер
При дуговой сварке — углубление на поверхности сварного шва.
Crater Crack
Трещина в кратере сварного шва.
Криогенный
Относится к низким температурам, обычно -200 o (-130 o) или ниже.
Приставка для резки
Устройство для преобразования газокислородной сварочной горелки в газокислородную резак.
Баллон
Переносной контейнер, используемый для транспортировки и хранения сжатого газа.
Дефект
Непрерывность или неоднородности, которые по своей природе или накопленному эффекту (например, общая длина трещины) приводят к тому, что деталь или продукт не могут соответствовать минимальным применимым стандартам приемки или спецификациям.
Плотность
Отношение веса вещества к единице объема; например масса твердого вещества, жидкости или газа на единицу объема при определенной температуре.
Наплавленный металл
Присадочный металл, добавленный во время сварки, пайки или пайки.
Эффективность наплавки
При дуговой сварке — отношение веса наплавленного металла к чистому весу израсходованного присадочного металла без учета шлейфов.
Скорость наплавки
Вес материала, нанесенного за единицу времени.Обычно он выражается в фунтах в час (фунт / час) или килограммах в час (кг / час).
Глубина плавления
Расстояние, на которое сплав распространяется в основной металл или предыдущий проход от поверхности, расплавленной во время сварки.
Точка росы
Температура и давление, при которых начинается сжижение пара. Обычно применяется для конденсации влаги из водяного пара в атмосфере.
Разбавление
Изменение химического состава сварочного присадочного материала, вызванное добавкой основного материала или ранее нанесенного сварочного материала в наплавленный сварной шов.Обычно он измеряется процентным содержанием основного материала или ранее нанесенного сварочного материала в сварном шве.
Постоянный ток
Электрический ток, протекающий в одном направлении.
Отрицательный электрод постоянного тока (DCEN)
Расположение выводов для дуговой сварки на постоянном токе, при котором электрод является отрицательным полюсом, а деталь — положительным полюсом сварочной дуги.
Положительный электрод постоянного тока (DCEP)
Расположение выводов для дуговой сварки на постоянном токе, при котором электрод является положительным полюсом, а деталь — отрицательным полюсом сварочной дуги.
Рабочий цикл
Процент времени в течение периода времени, в течение которого источник питания может работать с номинальной мощностью без перегрева.
Динамическая нагрузка
Сила, прикладываемая движущимся телом к элементу сопротивления, обычно в относительно короткий промежуток времени.
Удлинитель электрода
Длина электрода, выступающая за конец контактной трубки.
Держатель электрода
Процесс сварки, при котором происходит слияние металлов с теплом, полученным от концентрированного луча, состоящего в основном из высокоскоростных электронов.
Электронно-лучевая сварка
Процесс сварки, приводящий к слиянию металлов с расплавленным шлаком, при котором плавится присадочный металл и поверхности свариваемого изделия. Расплавленная сварочная ванна защищена шлаком, который перемещается по всему поперечному сечению соединения по мере выполнения сварки.
Электрошлаковая сварка
Процесс сварки, приводящий к слиянию металлов с расплавленным шлаком, при котором плавится присадочный металл и поверхности свариваемого изделия.Расплавленная сварочная ванна защищена шлаком, который перемещается по всему поперечному сечению соединения по мере выполнения сварки.
Состав эвтектоидов
Смесь фаз, состав которых определяется точкой эвтектоида в твердой области диаграммы равновесия, и чьи составляющие образуются в результате эвтектоидной реакции.
Лицевая поверхность
Поверхности материалов, контактирующих друг с другом и соединяемых или собирающихся соединиться вместе.
Присадочный материал
Материал, добавляемый при сварке, пайке или пайке.
Угловой сварной шов
Сварной шов с приблизительно треугольным поперечным сечением, который соединяет две поверхности приблизительно под прямым углом друг к другу внахлест, Т-образное соединение или угловое соединение.
Фильтровальная пластина
Прозрачная пластина, тонируемая в различной темноте, для использования в защитных очках, шлемах и щитках для рук для защиты рабочих от вредного ультрафиолетового, инфракрасного и видимого излучения.
Распыление пламенем
Процесс термического напыления с использованием пламени кислородно-топливного газа в качестве источника тепла для плавления материала покрытия.
Диапазон воспламеняемости
Диапазон, в котором газ при нормальной температуре (NTP) образует горючую смесь с воздухом.
Плоское положение сварки
Положение сварки, при котором ось сварного шва приблизительно горизонтальна, а поверхность сварного шва расположена приблизительно в горизонтальной плоскости.
Flashback
Спад пламени в смесительную камеру горелки или позади нее.
Пламегаситель
Устройство, ограничивающее повреждение от вспышки, предотвращая распространение фронта пламени за пределы точки, в которой установлен пламегаситель.
Мигающий
Сильный выброс мелких металлических частиц из-за дуги во время стыковой сварки оплавлением.
Flux
Материал, используемый для предотвращения, растворения или облегчения удаления оксидов и других нежелательных поверхностных веществ.
Дуговая сварка порошковой проволокой (FCAW)
Процесс дуговой сварки, при котором происходит слияние металлов с помощью трубчатого электрода.Защитный газ можно использовать или не использовать.
Сварка трением
Процесс сварки сплошным слоем, при котором происходит слияние материала за счет тепла, полученного в результате механически вызванного скользящего движения между трущимися поверхностями. Рабочие части удерживаются вместе под давлением.
Сварка трением с перемешиванием
Процесс сварки в твердом состоянии, при котором происходит слияние материала за счет тепла, полученного в результате механически индуцированного вращательного движения между плотно стыкованными поверхностями.Рабочие части удерживаются вместе под давлением.
Сварка вперед
Техника сварки, при которой сварочные горелки или горелка направлены в направлении сварки.
Fusion
Плавление вместе присадочного металла и основного металла (подложки) или только основного металла, которое приводит к слиянию.
Газовая дуговая сварка металла (GMAW)
Процесс дуговой сварки, при котором дуга возникает между электродом из сплошного присадочного металла и сварочной ванной.Требуется экранирование от внешнего источника газа.
Газовая дуговая сварка вольфрамом (GTAW)
Процесс дуговой сварки, при котором дуга возникает между вольфрамовым электродом (неплавящимся) и сварочной ванной. В процессе используется защитный газ, подаваемый извне.
Газовая сварка
Сварка теплом газокислородного пламени с добавлением присадочного металла или давлением или без него.
Ток перехода от шарового распыления к распылению
В режиме GMAW / Spray Transfer значение, при котором перенос электродного металла изменяется с шарового на распылительный режим по мере увеличения сварочного тока для любого заданного диаметра электрода.
Globular Transfer
При дуговой сварке тип переноса металла, при котором расплавленный присадочный металл переносится по дуге большими каплями.
Сварной шов с канавкой
Сварной шов, выполненный в канавке между двумя элементами. Примеры: одинарный V, одинарный U, одинарный J, двойной скос и т. Д.
Hard-Facing
Наплавка на рабочем месте для уменьшения износа.
Зона термического влияния
Та часть основного металла, обычно прилегающая к зоне сварного шва, механические свойства или микроструктура которой были изменены теплом сварки.
Герметично
Герметично. Гетерогенный
Смесь фаз, например: жидкость-пар или твердое тело-жидкость-пар.
Горячая трещина
Трещина, образовавшаяся при температурах, близких к завершению затвердевания сварного шва.
Горячий проход
При сварке труб второй проход, проходящий через корневой проход.
Наклонное положение
При сварке труб ось трубы находится под углом 45 градусов к горизонтальному положению и остается неподвижной.
Неполное сплавление
Нарушение сплошности сварного шва, при котором сплавление металла сварного шва и стыка или прилегающих к нему валиков не происходило.
Неполное проникновение в стык
Состояние сварного шва с разделкой кромок, при котором металл сварного шва не выходит на толщину стыка.
Инертный газ
Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
Межкристаллитное проникновение
Проникновение присадочного металла по границам зерен основного металла.
Межпроходная температура
В многопроходном сварном шве температура области сварки между проходами.
Потенциал ионизации
Напряжение, необходимое для ионизации (добавления или удаления электронов) материала.
Соединение
Место соединения элементов или кромок элементов, которые должны быть соединены или были соединены.
пропил
Ширина пропила, полученного в процессе резки.
Keyhole
Технология сварки, при которой концентрированный источник тепла полностью проникает через заготовку, образуя отверстие на передней кромке расплавленного металла шва.По мере продвижения источника тепла расплавленный металл заполняет отверстие за отверстием, образуя сварной шов.
Соединение внахлест
Соединение между двумя перекрывающимися элементами в параллельных плоскостях.
Laser
Устройство, обеспечивающее концентрированный когерентный световой луч. Лазер — это аббревиатура от Light Amplification by Stimulated Emission of Radiation.
Резка лазерным лучом
Процесс, при котором материал разделяется теплом от концентрированного когерентного луча, падающего на заготовку.
Сварка лазерным лучом
Процесс плавления материала с помощью тепла от концентрированного когерентного луча, падающего на соединяемые элементы.
Ветвь углового сварного шва
Расстояние от основания стыка до носка углового сварного шва.
Liquidus
Самая низкая температура, при которой металл или сплав полностью жидкие.
Оправка
Металлический стержень, служащий стержнем, вокруг которого отливаются, кованы или прессуются другие металлы, образуя истинное центральное отверстие.
Коллектор
Многоканальный коллектор для соединения источников газа или жидкости с точками распределения.
Мартенситный
Межузельный сверхнасыщенный твердый раствор углерода в железе с объемноцентрированной тетрагональной решеткой.
Ручная сварка
Процесс сварки, при котором горелкой или электрододержателем управляют вручную. MIG
См. Раздел «Газовая дуговая сварка металла» (GMAW).
Механическое соединение
Прилипание нанесенного термическим напылением покрытия к шероховатой поверхности за счет сцепления частиц.
Механизированная сварка
Сварка с использованием оборудования, при котором требуется ручная регулировка органов управления в ответ на изменения в процессе сварки. Горелка или электрододержатель удерживается механическим устройством.
Диапазон плавления
Диапазон температур между солидусом и ликвидусом.
Melt-Through
Видимое усиление, произведенное на противоположной стороне сварного шва с одной стороны.
Дуговая сварка с металлическим сердечником
Процесс трубчатого электрода, при котором полая конфигурация содержит легирующие материалы.
Электрод с металлическим сердечником
Композитный трубчатый электрод, состоящий из металлической оболочки и сердечника из различных порошкообразных материалов, образующих не более чем островки шлака на поверхности сварного шва. Требуется внешнее экранирование.
Молекулярный вес
Сумма атомных масс всех составляющих атомов в молекуле элемента или соединения.
Монохроматический
Цвет поверхности, излучающей свет, содержащий чрезвычайно малый диапазон длин волн.
Нейтральное пламя
Пламя кислородно-топливного газа, которое не является ни окислительным, ни восстанавливающим.
Напряжение холостого хода
Напряжение между выходными клеммами сварочного аппарата при отсутствии тока в сварочной цепи.
Orifice Gas
При плазменной дуговой сварке и резке — газ, который направляется в горелку и окружает электрод. Он ионизируется в дуге с образованием плазмы и выходит из отверстия в сопле горелки в виде плазменной струи.
Окислительное пламя
Пламя кислородно-топливного газа, обладающее окислительным действием (избыток кислорода).
Прокаливание
Механическая обработка металлов ударными ударами.
Pilot Arc
Слаботочная непрерывная дуга между электродом и сужающим соплом плазменной горелки, которая ионизирует газ и облегчает зажигание сварочной дуги.
Плазма
Газ, который был нагрет, по крайней мере, до частично ионизированного состояния, что позволяет ему проводить электрический ток.
Плазменно-дуговая резка (PAC)
Процесс дуговой резки с использованием суженной дуги для удаления расплавленного металла с помощью высокоскоростной струи ионизированного газа из сужающего отверстия.
Плазменно-дуговая сварка (PAW)
Процесс дуговой сварки, в котором используется сжатая дуга между неплавящимся электродом и сварочной ванной (переносимая дуга) или между электродом и сужающимся соплом (непереносимая дуга). Экранирование обеспечивается ионизированным газом, выходящим из горелки.
Плазменное напыление (PSP)
Процесс термического напыления, в котором непередаваемая дуга используется для создания дуговой плазмы для плавления и продвижения материала наплавки к подложке.
Вставной шов
Круговой сварной шов, выполненный через отверстие в одном элементе внахлестку или тройника.
Пористость
Дырчатая неоднородность, образованная захватом газа во время затвердевания.
Последующий нагрев
Нагревание сборки после сварки, пайки, пайки, термического напыления или резки.
Термическая обработка после сварки
Любая термическая обработка после сварки.
Преформа
Начальное прессование металлического порошка, которое образует прессовку.
Предварительный нагрев
Нагревание основного металла непосредственно перед сваркой, пайкой, пайкой, термическим напылением или резкой.
Температура предварительного нагрева
Температура основного металла непосредственно перед началом сварки.
Квалификация процедуры
Демонстрация того, что производственный процесс, такой как сварка, выполненный по определенной процедуре, может соответствовать заданным стандартам.
Техника с вытяжным пистолетом
То же, что при сварке сзади.
Импульсная силовая сварка
Любой метод дуговой сварки, при котором мощность циклически программируется на импульс, чтобы можно было использовать эффективные, но кратковременные значения параметра. Такие кратковременные значения существенно отличаются от среднего значения параметра. Эквивалентные термины — сварка импульсным напряжением или импульсным током.
Импульсная сварка распылением
Вариант процесса дуговой сварки, при котором импульсный ток обеспечивает перенос металла распылением при средних токах, равных или меньших, чем ток перехода от шарового к распылению.
Угол толкания
Угол перемещения, при котором электрод указывает в направлении движения.
Угол наклона
Наклон ножа от конца до конца.
Уменьшение пламени
Газовое пламя, которое имеет уменьшающий эффект из-за наличия избытка топлива.
Усиление
Наплавьте металл на лицевой стороне или у корня, превышающий количество металла, необходимого для заполнения стыка.
Остаточное напряжение
Напряжение, остающееся в конструкции или элементе в результате термической и / или механической обработки.Напряжение возникает при сварке плавлением в первую очередь потому, что расплавленный материал сжимается при охлаждении от солидуса до комнатной температуры.
Обратная полярность
Расположение выводов для дуговой сварки на постоянном токе с работой в качестве отрицательного полюса и электрода в качестве положительного полюса сварочной дуги.
Корневое отверстие
Разделение основания соединения заготовок.
Корневая трещина
Трещина в корне сварного шва.
Дуговая сварка самозащитой порошковой проволокой (FCAW-S)
Вариант процесса дуговой сварки порошковой проволокой, при котором защитный газ получают исключительно из флюса внутри электрода.
Дуговая сварка защищенного металла (SMAW)
Процесс, при котором выполняется сварка за счет тепла от электрической дуги между покрытым флюсом металлическим электродом и изделием. Экранирование происходит из-за разложения покрытия электрода.
Защитный газ
Защитный газ, используемый для предотвращения загрязнения атмосферы.
Пайка
Процесс соединения с использованием присадочного металла с температурой ликвидуса менее 840 ° F и ниже солидуса основного металла.
Сварка в твердом состоянии
Группа сварочных процессов, при которых происходит коалесценция при температурах существенно ниже точки плавления соединяемых основных материалов без добавления припоя. Давление нельзя использовать.
Solidus
Самая высокая температура, при которой металл или сплав становится полностью твердым.
Брызги
Частицы металла, выброшенные во время сварки, которые не являются частью сварного шва.
Распылительный перенос
При дуговой сварке тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу маленькими каплями.
Стандартные температура и давление (STP)
Признанная на международном уровне эталонная база, где стандартная температура составляет 0 ° C (32 ° f), а стандартное давление составляет одну атмосферу или 14,6960 фунтов на квадратный дюйм.
Вылет
Длина нерасплавленного электрода, выступающего за конец контактной трубки в процессах непрерывной сварки.
Прямая полярность
Дуговая сварка постоянным током, когда работа является положительным полюсом.
Термическая обработка для снятия напряжений
Равномерный нагрев сварной детали до температуры, достаточной для снятия большей части остаточных напряжений.
Растрескивание при снятии напряжения
Трещины в металле шва или зоне термического влияния во время послесварочной термообработки или эксплуатации при высоких температурах.
Стрингер
Сварной валик, сделанный без поперечного перемещения сварочной дуги.
Дуговая сварка под флюсом
Процесс, при котором происходит сварка с использованием тепла, выделяемого электрической дугой, между неизолированным металлическим электродом и изделием. Одеяло из гранулированного плавкого флюса экранирует дугу.
Субстрат
Любой материал, на который наносится напыление методом термического напыления.
Synergistic
Действие, при котором общий эффект двух активных компонентов в смеси больше, чем сумма их индивидуальных эффектов.
Прихваточный шов
Сварной шов, предназначенный для удержания частей сварной конструкции в надлежащем выравнивании до тех пор, пока не будут выполнены окончательные сварные швы.
Tenacious
Сплоченный, прочный.
Прочность на растяжение
Максимальное напряжение, которое материал, подвергающийся растягивающей нагрузке, может выдержать без разрыва.
Теплопроводность
Количество тепла, проходящего через материал.
Термическое напыление
Группа процессов, в которых мелкодисперсные металлические или неметаллические материалы осаждаются в расплавленном или полурасплавленном состоянии с образованием покрытия.
Термические напряжения
Напряжения в металле, возникающие в результате неравномерного распределения температуры.
Thermionic
Эмиссия электронов в результате нагрева.
Горло
При сварке — область между руками сварщика сопротивлением. В прессе — расстояние от центральной линии слайда до рамы, в прессе с разрывной рамкой.
Сварка TIG
См. Раздел «Газовая дуговая сварка вольфрамом» (GTAW).
Расстояние зазора резака
Расстояние от внешней поверхности сопла резака до обрабатываемой детали.
Перенесенная дуга
При плазменно-дуговой сварке плазменная дуга возникает между электродом и заготовкой.
Трещина под бортом
Трещина в зоне термического влияния, как правило, не распространяется на поверхность основного металла.
Выточка
Канавка вплавилась в опорную пластину рядом с носком сварного шва или корнем сварного шва и осталась незаполненной металлом сварного шва.
Давление пара
Давление пара при достижении состояния равновесия между жидкостью, твердым телом или раствором и его паром.Когда давление пара жидкости превышает давление пара в ограничивающей атмосфере, обычно говорят, что жидкость кипит.