Токосъемники со сквозным отверстием на вал: Токосъемники со сквозным отверстием | Производителя
Токосъемники со сквозным отверстием | Производителя
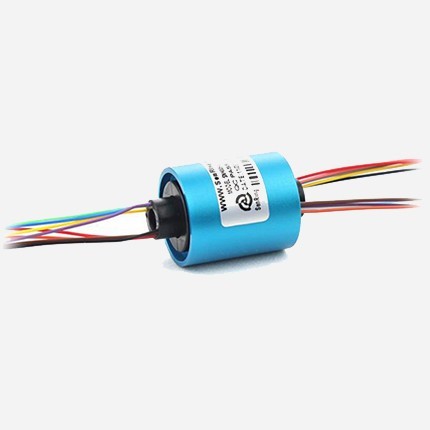
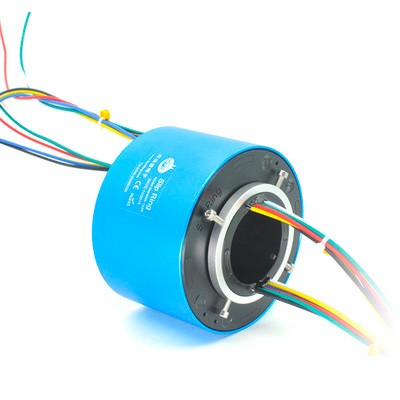
Данная серия была специально спроектирована со сквозным отверстием для установки гидравлического или пневматического торсионного вала. Сквозные отверстия на выбор от 12.7мм, 25.4 мм, 38.1мм, 50мм, 96 мм до 500мм.
Сила тока на выбор от 2А до 2000А
Продвинутая многоконтактная система обеспечивает надежную работу с низким коэффициентом трения
Корпус из алюминиевого сплава
Рабочая скорость может быть увеличена до 10000 об/мин
Класс защиты может быть увеличен до IP68
Мы также производим крупноразмерные токосъёмники со сквозным отверстием, размер которых составляет 1.5 см, что делает их подходящими для установки вращающегося вала. Данное изделие применяется в сферах, где задействованы подача жидкости и взаимодействие с контактами щёток на основе фибры.
Обращаем Ваше внимание на то, что токосъёмники от компании JINPAT не требуют специальных методов смазки и не производят побочных продуктов износа.
Токосъёмник со сквозным отверстием обеспечивает не требующий усилий проход пневматических, гидравлических и соосных валов. Данное изделие было спроектировано с применением новейшей технологии щёток на основе фибры, которые значительно превосходят обычные щетки, применяемые в токосъёмниках. Существует несколько точек воздействия контактной силы на поверхности фибры и обеспечены минимальные показатели малого контактного сопротивления. Простота в эксплуатации и обслуживании, благодаря отсутствию специальных требований и рекомендаций по смазке.
Для получения точных характеристик изделия и профессиональных рекомендаций от специалистов, пожалуйста, свяжитесь с нами.
| Модель | Контактные группы | Внутренний диаметр (мм) | Наружный диаметр (мм) | Сила тока (А) | Подробные сведения |
| LPT012A | 1~12 | ø12.7 | ø35. 0 0 | 2A | |
| LPT012 | 1~24 | ø12.7 | ø56.00 | 2-30A | |
| LPT025 | 1~24 | ø25.4 | ø86.0 | 2A/5A/10A | |
| LPT038 | 1~24 | ø38.1 | ø99.0 | 2A/5A/10A | |
| LPT050 | 1~24 | ø50 | ø119.0 | 5A/10A/15A | |
| LPT060 | 1~24 | ø60 | ø135 | 5A/10A/15A | |
| LPT070 | 1~24 | ø70 | ø135 | 5A/10A/15A | |
| LPT080 | 1~24 | ø80.0 | ø160 | 5A/10A/15A | |
| LPT096 | 1~24 | ø96.0 | ø185 | 5A/10A/15A | |
| LPT190 | 1~24 | ø190 | ø320 | 5A/10A/15A |
1.
 Переходник 2. Вал несущего винта 3. Винт несущего винта 4. Жгут ппс несущего винта 5. Болт крепления токосъемника Токосъемник несущего винта
Переходник 2. Вал несущего винта 3. Винт несущего винта 4. Жгут ппс несущего винта 5. Болт крепления токосъемника Токосъемник несущего винтаРис.1
1. Корпус токосъемника
2. Болт токосъемника
3. Корпус редуктора
Токосъемник рулевого винта
Рис.2
ПРОТИВООБЛЕДЕНИТЕЛЬНАЯ СИСТЕМА ВИНТОВ — ТЕХНОЛОГИЯ ОБСЛУЖИВАНИЯ
Технология обслуживания противообледенительной системы включает следующие технологические карты:
ТК № 201.Осмотр агрегатов и жгутов противообледенительной системы винтов……………. 203
ТК № 202.Проверка работоспособности противообледенительной системы винтов………… 205
ТК № 203.Проверка состояния
монтажа токосъемников несущего и
рулевого винтов. ……… .207
……… .207
ТК № 204.Проверка сопротивления изоляции нагревательных элементов лопастей…………. 211
ТК № 205.Проверка сопротивления нагревательных элементов лопастей…………………… 213
ТК № 206.Проверка состояния контактных колец и щеток токосъемников несущего и рулевого винтов………………..……………………………………………………. 217
ТК № 207.Осмотр дренажных отверстий в токосъемнике и в розетках штепсельных разъемов на лопастях несущего винта………………………………………………… 219
К РО № | ТЕХНОЛОГИЧЕСКАЯ КАРТА № 201 | На страницах 203, 204 | |
Пункт РО 030.60.00а | Наименование работы: Осмотр агрегатов и жгутов противообледенительной системы винтов | Трудоемкость
чел. | |
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | |
1.Осмотрите состояние и проверьте надежность крепления программного механизма ПМК-21ТВ, установленного на правой стороне потолка грузовой кабины между шпангоутами № 2и 3. На агрегатах не должно быть трещин, вмятин и других механических повреждений, а также ослабления затяжки крепежных деталей 2.Проверьте надежность затяжки и контровки штепсельных разъемов 3.Осмотрите обтекатель токосъемника несущего винта. Трещины на обтекателе не допускаются 4.Осмотрите электрожгуты,
идущие к нагревательным элементам
лопастей. Электрожгуты должны быть надежно отбортованы и не иметь потертостей и механических повреждений. Проверьте чистоту дренажных отверстий в штепсельных разъемах и резиновых чехлах (осматривать снизу) в местах подсоединения жгутов к лопастям несущего винта | Подтяните крепежные детали, поврежденные агрегаты замените Восстановите ослабленную затяжку и контровку разъемов Отремонтируйте или замените поврежденный обтекатель | ||
 -ч
-ч
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | ||
5. Ослабление затяжки накидных гаек штепсельных разъемов и нарушение контровки не допускаются 6.Проверьте исправность резиновых защитных чехлов на штепсельных разъемах. Резиновые защитные чехлы не должны иметь механических повреждений 7.Проверьте внешнее состояние и надежность крепления переходных колодок рулевого винта и подходящих к ним электропроводов. Переходные колодки не должны иметь механических повреждений, трещин, сколов и должны быть надежно закреплены Перемещение наконечников проводов недопустимо 8.Осмотрите внешнее состояние и проверьте надежность крепления панели защиты, установленной на потолке в грузовой кабине между шпангоутами № 7и 8,и подходящих к ней проводов Панель защиты не должна иметь
механических повреждений, трещин и
должна быть надежно закреплена. Перемещение наконечников проводов не допускается | Восстановите ослабленную затяжку и контровку разъемов Отремонтируйте или замените поврежденные чехлы Подтяните ослабленное крепление, поврежденные колодки замените Восстановите крепление | |||
Контрольно-проверочная аппаратура (КПА) | Инструмент и приспособления | Расходуемые материалы | ||
Отвертка L = 190мм, В = 6,5мм Плоскогубцы комбинированные Ключи гаечные S = 5×7, S =9×11 Ключ для штепсельных разъемов | Салфетка хлопчатобумажная Проволока контровочная КС 0,5, КС 0,8,КС 1,0ГОСТ 792-67 Нефрас-С 50/170ГОСТ 8505-80 | |||
 Убедитесь в надежности
подсоединения штепсельных разъемов
и в исправности их контровки.
Убедитесь в надежности
подсоединения штепсельных разъемов
и в исправности их контровки.
К РО № | ТЕХНОЛОГИЧЕСКАЯ КАРТА № 202 | На страницах 205, 206 | |
Пункт РО
030. | Наименование работы: Проверка работоспособности противообледенитель- ной системы винтов | Трудоемкость чел.-ч | |
Содержание операции и технические требования (1Т) | Работы, выполняемые при отклонениях от ТГ | Контроль | |
ВНИМАНИЕ. ПРОТИВООБЛЕДЕНИТЕЛЬНУЮ СИСТЕМУ ЛОПАСТЕЙ НЕСУЩЕГО И РУЛЕВОГО ВИНТОВ РАЗРЕШАЕТСЯ ВКЛЮЧАТЬ ДЛЯ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ НА ВРЕМЯ НЕ БОЛЕЕ ОДНОГО ЦИКЛА, ЕСЛИ В ТЕЧЕНИЕ ЦИКЛА [(154±8) С] ПРОВЕРКА ОКАЗАЛАСЬ НЕЗАКОНЧЕННОЙ, СЛЕДУЮЩЕЕ ВКЛЮЧЕНИЕ ПРОИЗВОДИТЕ НЕ РАНЕЕ ЧЕМ ЧЕРЕЗ 5МИН 1.Проверьте работоспособность противообледенительной системы лопастей несущего и рулевого винтов при оборотах несущего винта (95±2) %,для чего: включите автоматы защиты сети противообледенительной системы УПРАВЛЕНИЕ и «СО-121″на правой панели АЗС электропульта: установите выключатель ОБЩЕЕ на левой
панели АЗС электропульта в положение
РУЧН. Должно произойти включение противообледенительной системы винтов, о чем будет свидетельствовать загорание табло ПОС. ВКЛЮЧЕНА на левой панели АЗС электропульта; установите поочередно галетный переключатель ТОК ПОТРЕБИТЕЛЕЙ на левой панели АЗС электропульта в положение ЛОПАСТИ НЕСУЩ. ВИНТА 1-2-3-4-5и ХВОСТ. ВИНТ и проверьте по бортовому амперметру ток, потребляемый каждой секцией нагревательных элементов лопастей несущего винта, и ток, потребляемый элементами рулевого винта. ПРИМЕЧАНИЕ. Номер проверяемой секции несущего винта определяйте по горению одного из табло 1СЕКЦИЯ, 2СЕКЦИЯ, 3СЕКЦИЯ или 4СЕКЦИЯ на левой панели электропульта. | |||
 60.00б
60.00б
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | ||
Показания бортового амперметра должны
быть в пределах 60. Истинное значение тока получается при делении показаний амперметра на 3для лопасти несущего винта, и на 6для лопастей рулевого винта; установите галетный переключатель ТОКИ ПОТРЕБИТЕЛЕЙ в положение ВЫКЛ. Должно погаснуть табло, сигнализирующее о включении секции: установите выключатель ОБЩЕЕ в положение АВТОМ.: нажмите кнопку ОТКЛ. Должно погаснуть табло ПОС. ВКЛЮЧЕНА и выключиться обогрев лопастей несущего и рулевого винтов 2.Выключите автоматы защиты сети противообледенительной системы и на правой панели АЗС | ||||
Контрольно-проверочная аппаратура (КПА) | Инструмент и приспособления | Расходуемые материалы | ||
 ..80А
для каждой секции лопасти несущего
винта; 110…150А для группы
одноименных секций нагревательных
элементов рулевого винта.
..80А
для каждой секции лопасти несущего
винта; 110…150А для группы
одноименных секций нагревательных
элементов рулевого винта.К РО № | ТЕХНОЛОГИЧЕСКАЯ КАРТА № 203 | На страницах 207…209/210 | |
Пункт РО
030. | Наименование работы: Проверка состояния монтажа токосъемников несущего и рулевого винтов | Трудоемкость чел.-ч | |
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | |
1.Снимите колпак с токосъемника несущего винта. Расконтрите болты крепления жгутов на кронштейнах, снимите хомуты крепления жгутов и резиновые чехлы с контактных болтов токосъемника рулевого винта 2.Осмотрите и проверьте от руки надежность подсоединения проводов к контактным болтам колодок токосъемников. Провода должны быть надежно закреплены
в наконечниках. 3.Проверьте состояние изоляции проводов, чистоту клеммных соединений и наружных поверхностей токосъемников. Прочистите влагосточные отверстия под колодками штепсельных разъемов токосъемника несущего винта. Изоляция проводов не должна иметь потертостей, следов перегрева и обгорания в местах заделки их в наконечники. Клеммные соединения и наружные поверхности токосъемников должны быть чистыми, не иметь пыли и следов влаги. При наличии влаги и загрязнения удалите их хлопчатобумажной салфеткой, смоченной бензином. | |||
 60.00в
60.00в Наконечники не должны
перемещаться относительно контактных
болтов. Гайки на контактных болтах
должны быть плотно затянуты
Наконечники не должны
перемещаться относительно контактных
болтов. Гайки на контактных болтах
должны быть плотно затянутыСодержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль |
4. 5.Установите колпак токосъемника несущего винта, закрепите и законтрите болты крепления. На контактные болты токосъемника рулевого винта наденьте резиновые колпачки и закрепите жгуты на кронштейнах хомутами. Законтрите болты крепления хомутов 6.Расконтрите болты крепления и откройте крышки переходных колодок электрожгутов рулевого винта. Осмотрите контактные болты и наконечники проводов. Наконечники проводов и контактные болты колодок должны быть чистыми и надежно соединены между собой. Провода не должны иметь следов подгара и механических повреждений. При наличии на контактных болтах и наконечниках следов грязи и масла протрите их салфеткой, смоченной бензином 7. 8.Осмотрите кронштейны крепления проводов токосъемника рулевого винта и измерьте зазор между винтами крепления хомута 8АТ-7421-101к кронштейну и торцом корпуса токосъемника и зазор между винтами крепления хомута 8АТ-7421-433 к кронштейну и кожухом щеточного узла. Изгиб кронштейна токосъемника не допускается. | ||
Снимите токосъемник и направьте в ремонт |
 Продуйте монтаж
токосъемников сжатым воздухом
давлением 0,15…0.2 МПа
(1,5…2 кгс/см2)
Продуйте монтаж
токосъемников сжатым воздухом
давлением 0,15…0.2 МПа
(1,5…2 кгс/см2) Закрепите винтами
крышки переходных колодок электрожгутов
рулевого винта, законтрите проволокой
Закрепите винтами
крышки переходных колодок электрожгутов
рулевого винта, законтрите проволокойСодержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | ||
Зазор между винтами и торцом корпуса токосъемника должен быть не менее 1,2мм, а зазор между винтами и кожухом щеточного узла не менее 10мм | ||||
Контрольно-проверочная аппаратура (КПА) | Инструмент и приспособления | Расходуемые материалы | ||
— | Отвертка L=190мм, В = 6,5мм
Плоскогубцы
комбинированные
Ключи гаечные
S = 5×7, S = 10×12
Баллон со сжатым
воздухом и редуктором на 0,15. | Салфетка хлопчатобумажная Проволока контровочная КС 0,3Кд, КС 1,0Кд ГОСТ 792-67 Нефрас-С 50/170ГОСТ 8505-80 | ||
 ..0.2 МПа
(1,5…2 кгс/см2)
Щуп №
3
Линейка металлическая L
= 300мм
ГОСТ 427-75
..0.2 МПа
(1,5…2 кгс/см2)
Щуп №
3
Линейка металлическая L
= 300мм
ГОСТ 427-75К РО № | ТЕХНОЛОГИЧЕСКАЯ КАРТА № 204 | На страницах 211, 212 | |
Пункт РО 030.60.00г | Наименование работы: Проверка сопротивления изоляции нагревательных элементов лопастей | Трудоемкость чел.-ч | |
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | |
1. 2.Измерьте сопротивление изоляции между клеммами 5и 7штепсельного разъема каждой лопасти, Сопротивление изоляции нагревательного элемента лопасти должно быть не менее0,01МОм. Если сопротивление изоляции меньше 0,01МОм, включите противообледенительнук) систему допастей на 10…15мин согласно Руководству по технической эксплуатации, после чего снова измерьте сопротивление изоляции. Если его значение снова не соответствует нормам, вызовите представителя поставщика. ПРИМЕЧАНИЕ. Перед включением противообледенительной системы убедитесь, что техническое состояние лопастей, кроме указанного параметра, соответствует требованиям Руководства по технической эксплуатации 3. ПРИМЕЧАНИЕ. Произведите герметизацию резиновых чехлов согласно ТК 030.60.00д 4.Расконтрите болты крепления хомутов жгутов рулевого винта на кронштейнах у токосъемников и снимите хомуты. Снимите резиновые колпачки с контактных болтов токосъемника рулевого винта и отсоедините провода лопастей от токосъемника | |||
 Отсоедините штепсельные
разъемы жгутов от лопастей несущего
винта, протрите контакты разъемов
салфеткой, смоченное бензином, и
просушите
Отсоедините штепсельные
разъемы жгутов от лопастей несущего
винта, протрите контакты разъемов
салфеткой, смоченное бензином, и
просушите Подсоедините штепсельные
разъемы жгутов к лопастям несущего
винта, законтрите их и наденьте чехлы.
Подсоедините штепсельные
разъемы жгутов к лопастям несущего
винта, законтрите их и наденьте чехлы.Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | ||
5.Протрите контактные болты и наконечники проводов салфеткой, смоченной бензином, просушите 6. Сопротивление изоляции должно быть не менее 0,5МОм. Если сопротивление изоляции меньше 0,5МОм, включите противообледенительную систему лопастей на 10…15 мин согласно Руководству по технической эксплуатации, после чего снова измерьте сопротивление изоляции. Если оно снова не соответствует нормам, вызовите представителя поставщика. ПРИМЕЧАНИЕ. Перед включением противообледенительной системы убедитесь, что техническое состояние лопастей, кроме указанного параметра, соответствует требованиям Руководства по технической эксплуатации 7 Подсоедините электропровода лопастей к контактным болтам токосъемника, закройте болты резиновыми колпачками и закрепите жгуты на кронштейне хомутами. Законтрите болты крепления хомутов | ||||
Контрольно-проверочная аппаратура (КПА) | Инструмент и приспособления | Расходуемые материалы | ||
Мегаомметр М-1101М | Отвертка L=190мм, В = 6,5мм Плоскогубцы комбинированные Ключ гаечный S = 7×5 Ключ для штепсельных разъемов | Салфетка хлопчатобумажлая Проволока контровочная КС 0,5,КС 0,8Кд ГОСТ 792-67 Нефрас-С 50/170ГОСТ 8505-80 Герметик ВИТЭФ-1 Фторопластовая лента | ||
 Измерьте сопротивление
изоляции между проводами лопасти и
ее массой.
Измерьте сопротивление
изоляции между проводами лопасти и
ее массой.К РО № | ТЕХНОЛОГИЧЕСКАЯ КАРТА № 205 | На страницах
213. | |
Пункт РО 030.60.00д | Наименование работы: Проверка сопротивления нагревательных элементов лопастей | Трудоемкость чел.-ч | |
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | |
1.Измерьте омическое сопротивление секций нагревательных элементов лопастей несущего винта, для чего: отстыкуйте штепсельные разъемы на лопастях несущего винта; протрите обе части разъема салфеткой, смоченной бензином, и просушите; измерьте сопротивления секций
нагревательных элементов между
клеммами 1и
5, 5и 2, 5 и
3, 5и 4штепсельного
разъема на каждой лопасти. Сопротивление секции должно быть (8)Ом. Если сопротивление секции не соответ- ствует техническому требованию, замените лопасть: состыкуйте штепсельные разъемы жгутов с лопастями, законтрите и наденьте чехлы. ПРИМЕЧАНИЕ. После каждой отстыковки штепсельных разъемов на токосъемнике и лопастях винта произведите герметизацию штепсельных разъемов герметиком ВИТЭФ-1.Указания по герметизации приведены ниже 2.Измерьте омическое сопротивление секций нагревательных элементов лопастей рулевого винта, для чего: расконтрите болты крепления и снимите крышки переходных колодок электрожгутов рулевого винта; | |||
 ..216
..216
Содержание операции и технические требования (ТГ) | Работы, выполняемые при отклонениях от ТГ | Контроль |
отсоедеите провода от контакктных болтов колодок; протрите контактные болты и наконечники проводов салфеткой, смоченной бензином, и просушите: измерьте сопротивление секций
нагревательных элементов лопастей
рулевого винта между проводами с
бирками 1и
3, 2и 3 на каждой лопасти. Сопротивление секций должно быть (26)Ом. Если сопротивление секций не соответствует техническому требованию, замените рулевой винт: подсоедините провода к контактным болтам колодок, закройте крышки переходных колодок и законтрите болты крепления. ПРИМЕЧАНИЕ. Проверку сопротивления секций нагревательных элементов лопастей производите только после проверки сопротивления. 3.При демонтаже жгутов снимите стяжные хомуты, проволочные бандажи и фторопластовые ленты на резиновых чехлах, надетых на штепсельные разъемы жгутов (см. рис. 201). Во избежание разрывов чехлов при снятии бандажей не допускайте резких отрывающих усилий для отделения поверхностного слоя герметика осторожно приподнимите торцовую кромку чехла отверткой и отделите чехол по всему периметру Сдвиньте резиновые чехлы у лопастей
и у токосъемника со штепсельных
разъемов. Расконтрите и отверните штепсельные разъемы от лопастей и токосъемника несущего винта, предварительно сняв механическим путем слой герметика по торцу разъема у токосъемника. |


Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль |
При монтаже жгута удалите с элементов жгута остатки слоя герметика механическим путем, протрите бензином места покрытия, просушите. Осмотрите состояние контактов и резьбовых частей всех штепсельных разъемов и при необходимости протрите их салфеткой, смоченной спиртом. Наверните накидные гайки штепсельных
разъемов жгутов на ответные части
разъемов токосъемника и лопасти. ПРИМЕЧАНИЕ. При монтаже жгутов обратите внимание на расположение направляющих в штепсельных разъемах, установленных на лопастях и токосъемнике, во избежание прокручивания жгутов. Нанесите герметик ВИТЭФ-1(кистевой) на торцы накидных гаек штепсельных разъемов токосъемника и на места охвата жгута резиновыми чехлами. Места промазки указаны на рис. 201. Надвиньте резиновые чехлы на штепсельные разъемы, установите стяжные хомуты, наложите фторопластовые ленты и сверху наложите бандаж из проволоки КС 0,8Кд (см. рис. 201). Нанесите герметик ВИТЭФ-1(кистевой) на торцы чехлов у накидных гаек штепсельных разъемов. Проверьте чистоту дренажных отверстий. Закрепите жгуты ранее снятыми хомутами и крепежными деталями, винты законтрите проволокой КС 0,8Кд. ПРИМЕЧАНИЯ: 1.Дренажные
отверстия в резиновых чехлах у лопастей
расположите снизу. 2.Чехлы штепсельных разъемов на заглушках лопастей герметизируйте только со стороны хвостовика чехла. Кромку этих чехлов со стороны накидных гаек не герметизируйте. |

Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | ||
1. Проволочный бандаж 2. Слой герметика 3. Фторопластовая лента 4. Резиновые чехлы 5. Дренажные отверстия 6. Стяжной хомут Герметизация штепсельных разъемов у токосъемника и на лопастях Рис. | ||||
Контрольно-проверочная аппаратура (КПА) | Инструмент и приспособления | Расходуемые материалы | ||
Мост постоянного тока Р333 | Отвертка L = 190мм, В = 6,5мм Плоскогубцы комбинированные Ключ гаечный S = 7×5 Ключ для штепсельных разъемов | Салфетка хлопчатобумажная Проволока контровочная КС 0,5Кд, КС 0,8Кд ГОСТ 792-67 Нефрас-С 50/170ГОСТ 8505-80 Герметик ВИТЭФ-1 (ВИТЭФ-1НТ) Фторопластовая лента Смазка ЦИАТИМ-201 ГОСТ 6267-74 | ||
 201
201К РО № | ТЕХНОЛОГИЧЕСКАЯ КАРТА № 206 | На страницах 217,218 | |
Пункт РО
030. | Наименование работы: Проверка состояния контактных колец и щеток токосъемников несущего и рулевого винтов | Трудоемкость чел.-ч | |
Содерткание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | |
1.Снимите крышку у щеточного узла токосъемника несущего винта 2.Осмотрите состояние контактных колец, щеток, щеточных канатиков и пружин токосъемников несущего и рулевого винтов, убедитесь в легкости перемещения щеток в гнездах щеткодержателей. Поверхность колец должна быть чистой,
без загрязнения и следов подгара.
Щетки не должны иметь сколов, трещин,
а щеточные канатики и пружины щеток
—повреждений. При наличии загрязнения (жирный матовый черный налет) контактные кольца следует протереть салфеткой, слегка смоченной бензином. Если загрязнение не удаляется, то контактные кольца следует зачистить стеклянной шлифовальной шкуркой № 6.По окончании зачистки необходимо протереть контактные кольца салфеткой, слегка смоченной бензином. Щетки с поврежденными канатиками замените новыми. Очистите щеточные гнезда щеткодержателей от угольной пыли, протерев их салфеткой, слегка смоченной бензином 3.Проверьте износ щеток. Износ не должен превышать допустимого значения, обозначенного сквозным отверстием в щетке 4.Продуйте узлы контактных колец токосъемников несущего и рулевого винтов сжатым воздухом давлением 150…200 кПа (1.5…2 кгс/см2) | Замените щетки | ||
 60.00е
60.00е
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | ||
5. Перемещение щеток должно быть свободным, без какого-либо заедания, но и без чрезмерного люфта 6.Установите крышку на токосъемник несущего винта и кожухи на колодки токосъемника рулевого винта. Винты затяните и законтрите | Притрите щетки в гнездах щеткодержателей | |||
Контрольно-проверочная аппаратура (КПА) | Инструмент и приспособления | Расходуемые материалы | ||
Отвертка L =150 мм, В = 4мм Плоскогубцы комбинированные Ключи гаечные S = 5×7, S = 10×12 Баллон со сжатым воздухом и редуктором на 0,15…0.2 МПа (1,5…2 кгс/см2) | Салфетка хлопчатобумажная Проволока контровочная КС 0,5 ГОСТ 792-67 Нефрас-С 50/170ГОСТ 8505-80 Шлифовальная шкурка № 6 ГОСТ 10054-62 | |||
 Вставьте щетки в гнезда
щеткодержателей.
Вставьте щетки в гнезда
щеткодержателей.К РО № | ТЕХНОЛОГИЧЕСКАЯ КАРТА № 207 | На страницах 219, 220 | |||
Пункт РО
030. | Наименование работы: Осмотр дренажных отверстий в токосъемнике и в розетках штепсельных разъемов на лопастях несущего винта | Трудоемкость чел.-ч | |||
Содержание операции и технические требования (ТТ) | Работы, выполняемые при отклонениях от ТТ | Контроль | |||
1.Расконтрите и отверните винты крепления зонта к виброгасителю (если гаситель вибрации установлен) и снимите зонт 2.Расконтрите и отверните гайки крепления колпака токосъемника несущего винта и снимите колпак 3.Проверьте чистоту
дренажных отверстий в нижней части
приливов на основании токосъемника
согласно рис. 4.Проверьте чистоту дренажных отверстий в розетках штепсельных разъемов на лопастях несущего винта согласно рис. 203 5,Проверьте чистоту дренажных отверстий в защитных чехлах штепсельных разъемов токосъемника и лопастей несущего винта 6.Установите колпак на токосъемник, заверните и законтрите гайки его крепления 7.Установите зонт, заверните и законтрите винты его крепления | |||||
Контрольно-проверочная аппаратура (КПА) | Инструмент и приспособления | Расходуемые материалы | |||
Отвертка L = 190мм, В = 6,5мм Плоскогубцы комбинированные Ключ S = 8 | Проволока контровочная КС 0,8 ГОСТ 792-67 | ||||
 60.00ж
60.00ж 202
202СИГНАЛИЗАТОР ОБЛЕДЕНЕНИЯ СО-121ВМ –
ОПИСАНИЕ И РАБОТА
Общая часть
1. 1.Назначение
1.Назначение
Сигнализатор СО-121ВМпредназначен для выдачи команд «Обледенение», «ПОС», «БАР», «РИ» об обледенении объекта по цепям:
Сигнал «Обледенение» —на устройство сигнализации экипажу;
Сигнал «ПОС» —на включение и выключение ПОС;
Сигнал «БАР» —в бортовую аппаратуру регистрации параметров;
Сигнал «РИ» —в речевой информатор.
2.Основные технические данные.
Питание от источника постоянного тока напряжением .……………………………..(27±3 В)
Ток, потребляемый электронной схемой ……………………….…………………………не более 1А
Ток, потребляемый цепями обогрева ……..………………………………………….. не более 14А
Чувствительность (толщина льда) ..………………………………………………………не более 0,3 мм
Напряжение выходной команды «ПОС» ………………………………………………. (27±3)В
Коммутируемый ток
. ……………………………………..……………………………………не более 1,5А
……………………………………..……………………………………не более 1,5А
Напряжение выходных команд «Обледенение», «БАР», «РИ» ………..…………….. (27±3)В
Суммарный коммутационный ток …………………………….……………………………не более 1,5А
Время удаления льда с датчика ДСЛ-40Т: в полете ……………………………………………….………………………………………….. не более 10с
на земле ……………………………………………….…………………………………………..не более 30с
Время задержки выключения команд «Обледенение», «ПОС», «БАР», «РИ»…….. (140±40) с
Время непрерывной работы …………………………………………………………………..20ч
Масса ……………………………………………………………………………………………….не более 3,4кг
3.Описание и работа
Сигнализатор СО-121ВМ комплектации «а»
представляет собой одноканальную
систему, состоящую из датчика сигнализации
льда ДСЛ-40Т (см. рис. 1),расположенного в канале воздухозаборника,
вентилятора, преобразователя ПЭ-11М (см,
рис. 2),установленного,
на монтажной раме РМ-5, которые размещены
на правой этажерке в кабине пилотов.
рис. 1),расположенного в канале воздухозаборника,
вентилятора, преобразователя ПЭ-11М (см,
рис. 2),установленного,
на монтажной раме РМ-5, которые размещены
на правой этажерке в кабине пилотов.
Принцип действия сигнализатора основан на зависимости частоты выходного сигнала датчика от толщины пленки льда на его чувствительном элементе —мембране.
При включении питания сигнализатора мембрана датчика начинает совершать колебания, частота которых определяется ее жесткостью. Возбуждение колебаний мембраны производится с помощью усилителя переменного тока, который находится в преобразователе и электромагнитной системе возбуждения, расположенной в корпусе датчика.
При оседании льда на мембране ее жесткость
повышается, что приводит к увеличению
частоты колебаний. При толщине льда,
определяемой чувствительностью
сигнализатора, частота колебаний
достигает такой величины, при которой
срабатывает частотный дискриминатор
преобразователя.
В результате выдается команда в виде напряжения 27 В на включение обогрева головки вибратора датчика (для сброса льда), на светосигнализатор ВКЛЮЧИ ПОС, расположенный на левой панели электропульта, на речевой информатор «Алмаз-УП», регистрирующую аппаратуру БУР-1-2, а также на индикаторные светосигнализаторы на передней панели преобразователя ПЭ-11М.После сброса льда с мембраны частота колебаний восстанавливается, сигнал на выходе частотного дискриминатора исчезает, обогрев вибратора отключается, индикаторные светосигнализаторы и табло гаснут, В случае повторного нарастания льда на мембране (полет продолжается в зоне обледенения) процесс повторяется.
При выходе из зоны обледенения отключение обогрева головок вибратора датчика происходит через (8±2) с, отключение обогрева кронштейна, снятие сигнала с исполнительного реле и сигнального табло происходит через (140± 40)с с момента исчезновения сигнала датчика.
На передней панели преобразователя
ПЭ-11М расположена кнопка
ИМИТАЦИЯ, светосигнализаторы ОБОГРЕВ
и ОБЛЕД.
При наземной проверке кратковременным (не более 2с) нажатием кнопки ИМИТАЦИЯ по длительности горения светосигнализаторов ОБОГРЕВ и ОБЛЕД, проверяется работоспособность сигнализатора обледенения, а также включение светосигнализатора СО-121ИСПРАВЕН, расположенного на левой панели электропульта.
Сигнализатор СО-121ИСПРАВЕН загорается через (41±11)с после отпускания кнопки ПРОВЕРКАламп, ИМИТАЦИЯ и гаснет через (77±22) с после отпускания кнопки.
Питание сигнализатора СО-121ВМосуществляется через АЗСГК-15, расположенный на панели АЗС, от шины «ВУ и ВСУ» напряжением 27В постоянного тока.
ПРИМЕЧАНИЕ. При наземной проверке также необходимо проверить прохождение сигнала обледенения на регистрирующую аппаратуру БУР-1-2 и речевой информатор «Алмаз-УП».
Проверка исправности лампы СО-121 ИСПРАВЕН
осуществляется переключателем с
информацией распложенным на правой
боковой панели электропульта.
1. Вибратор
2. Корпус
3. Кронштейн
4. Нагреватель кронштейна
Контактные кольца генератора (токосъемные кольца генератора).
Как известно каждому автолюбителю, электрооборудование какого-либо автомобильного транспорта имеет в своем составе такую важную деталь как генератор. Данное устройство служит для преобразования механической энергии, которая поступает от двигателя, в электрическую. Генератор работает в паре с регулятором напряжения, и вместе они составляют генераторную установку.
Как правило, современные автомобили комплектуются генераторами переменного тока. Исходя из предъявленных требований к какому-либо генератору, наиболее соответствующими генераторами являются устройства переменного тока.
В данной статье мы не собираемся говорить о генераторе в целом, а затронем лишь его маленькую часть – контактные кольца, без которых работа всего генератора невозможна. Мы постараемся рассказать вам, что же собой представляют контактные кольца, а также как их можно легко и быстро заменить в случае износа или же какой-то неисправности.
Мы постараемся рассказать вам, что же собой представляют контактные кольца, а также как их можно легко и быстро заменить в случае износа или же какой-то неисправности.
1. Что собой представляют контактные кольца генератора
Контактные кольца характеризируются как своеобразный вид электрических контактов, которые представляют собой токопроводящее кольцо со щётками, которые плотно прилегают к нему. Благодаря данным щеткам обеспечивается подача электричества, которое образуется во вращающейся электрической машине, из одной части цепи в другую часть при помощи скользящего контакта.
Как правило, контактные кольца находят свое применение в том случае, когда электрическую энергию невозможно передать напрямую с помощью специальных проводов, к примеру, в момент подачи на вращающийся вал.
На сегодняшний день контактные кольца широко используют в машиностроении, в электродвигателях, и даже в робототехнике, для того чтобы передавать информационный и управляющий сигналы. По сравнению с коллекторным узлом, контактные кольца, которые находят свое применение в электродвигателях, имеют намного большую популярность среди пользователей, так как в период эксплуатации изнашиваются намного меньше.
По сравнению с коллекторным узлом, контактные кольца, которые находят свое применение в электродвигателях, имеют намного большую популярность среди пользователей, так как в период эксплуатации изнашиваются намного меньше.
Как и все другие инструменты в автомобиле, в зависимости от выбранного технологического решения, контактные кольца можно условно разделить на два вида: концентрические и продольные кольца. Как правило, материалом, из которого изготавливаются контактные кольца, служит твердый металл. В отдельных случаях, контактные кольца также могут быть покрыты устойчивым к износу и воздействию внешней среды покрытием, которое бывает позолоченным или же серебряным. На сегодня также известны случаи, когда в эксплуатацию вводились жидкометаллические контактные кольца, которые представляют собой ртутные токосъёмники, обеспечивающие передачу больших токов и обладающие низким сопротивлением.
2. Замена контактных колец генератора
Каким бы качественным и долговечным ни был генератор, рано или поздно, по истечению времени некоторые его элементы все же приходят в негодность. Конечно, можно приобрести и новый генератор, но на практике починить генератор самому довольно несложно и не требует каких-то особых умений или же специализированных инструментов, к тому же это позволит сэкономить вам немалую сумму денег.
Конечно, можно приобрести и новый генератор, но на практике починить генератор самому довольно несложно и не требует каких-то особых умений или же специализированных инструментов, к тому же это позволит сэкономить вам немалую сумму денег.
Выход из строя контактных колец может стать причиной больших неисправностей непосредственно ротора, а потом уже и всего генератора, поэтому стоит очень тщательно следить за тем, чтобы контактные кольца находились в нормальном рабочем состоянии. Как показывает практика, наиболее частой неисправностью ротора генератора является именно износ контактных колец. Исходя из того, что найти новые кольца на все роторы удается не всегда, или же попросту невозможно, почти всегда приходится менять даже вполне работающий ротор на новый.
Что может привести к износу колец ротора? Существует огромное количество различных факторов. Наиболее распространенным является внедрение частичек меди в материал щеток и дальнейшая работа «меди по меди».![]() Также довольно часто можно наблюдать за такой ситуацией: в момент замены щеток и нового ротора, при первом же обороте ротора вы слышите резкий скрип. Далее, если проделать несколько оборотов и после этого снять щетки, на них вы увидите одно или же несколько мест вкрапления меди, а на кольце будет явно заметна продранная полоска. В таком случае, если вы оставите все как есть, то это грозит вам быстрым износом ротора.
Также довольно часто можно наблюдать за такой ситуацией: в момент замены щеток и нового ротора, при первом же обороте ротора вы слышите резкий скрип. Далее, если проделать несколько оборотов и после этого снять щетки, на них вы увидите одно или же несколько мест вкрапления меди, а на кольце будет явно заметна продранная полоска. В таком случае, если вы оставите все как есть, то это грозит вам быстрым износом ротора.
Первыми помощниками в данном случае для вас станут притирка и пропитка щеток маслом. Как показывает практика, пропитанная в масле щетка прослужит вам намного дольше, к тому же, в такой ситуации меньшему износу поддается и контактное кольцо. Существует множество инструкций, в которых по непонятных причинах вовсю рекомендуют протирать все замасленные контактные кольца и щетки бензином, обосновывая все это тем, что из-за масла на щетке ухудшается контакт. На практике, как мы уже говорили, все с точностью до наоборот: ни ток, ни напряжение на сухих и промасленных щетках не изменяются.
По этому поводу проводился специальный опыт, который и доказал правильность вышеуказанного утверждения. Он проходил по данной системе: в момент работы непосредственно на нагрузку с сухими щетками и замером всех возможных параметров на кольца наносили несколько капель масла и следили за приборами. От данного эксперимента можно было ожидать чего угодно, в том числе и гидропланирования щетки, но ничего такого не произошло, поэтому пришли к выводу, что промасленная щетка не приносит абсолютно никакого вреда.
При какой-либо неисправности или же износе контактных колец, нужно провести своевременную замену их на новые, работоспособные. Но прежде чем проводить замену, нужно определиться с выбором кольца. Как показывает практика, не все кольца могут похвастаться должным качеством и надежностью. Как правило, специалисты не рекомендуют использовать медные кольца, так как они являются довольно ненадежными. По своему существу они могут работать до последнего, а могут и истереться за очень короткий период эксплуатации.
По своему существу они могут работать до последнего, а могут и истереться за очень короткий период эксплуатации.
Лучше выбирать стальные кольца, ведь, как известно, коэффициент трения графита по стали намного меньше, чем по меди, и исходя из этого, стальные кольца практически не изнашиваются; то же можно сказать и о щетках, которые в таком случае поддаются износу намного меньше, чем на медных кольцах.
Если брать во внимание электрические показатели, можно сказать, что здесь особой разницы между стальными и медными контактными кольцами нет, сопротивление графитовой щетки несоизмеримо больше сопротивления стали.
В том случае, если вы попросту не нашли подходящих колец, не спешите огорчаться и покупать новый ротор, который будет стоить вам немалую сумму денег. Попробуйте сделать «ход конем» и заменить регулятор напряжения. Под него нужно всего-то подложить несколько шайб по такому принципу, чтобы щетки осуществили смещение с истонченной части колец на целую. Конечно, это не является наилучшим выходом из положения, но все же генератор еще может поработать в таком состоянии.
Конечно, это не является наилучшим выходом из положения, но все же генератор еще может поработать в таком состоянии.
Если же вы являетесь тем автомобилистом, который не ищет в жизни легких путей, наиболее подходящим выходом для вас буде покупка новых контактных колец, которые не затребуют у вас очень много денег. Как ни крути, но если вы уже сняли старые кольца, причем при снятии их повредили, выбора-то другого нет. Как известно каждому знающему автомобильному мастеру, перед тем как браться за замену контактных колец, вам необходимо будет снять задний подшипник генератора.
В том случае, когда диаметр вала довольно незначителен, во время снятия заднего подшипника специалисты ни в коем случае не рекомендуют использовать для этого съёмник, который, как правило, может повредить вал. Поэтому не стоит рисковать, а лучше воспользоваться таким, уже испробованным на практике, способом, с которым вам и съёмник приобретать не придется, и вал уцелеет. Итак, смотрим инструкцию, данную нами ниже, и параллельно приступаем к работе.
Итак, смотрим инструкцию, данную нами ниже, и параллельно приступаем к работе.
Для начала, воспользовавшись большим рожковым ключом, снимаем подшипник генератора. Далее проделываем зажим ротора в вертикальном положении и подцепляем внешнее кольцо подшипника непосредственно нижним рогом ключа. Также вы, конечно, можете подцепить крышку подшипника по кругу отверткой, но при проделывании данной операции нужно следить, чтобы в момент снятия сам подшипник не перекашивался. После того как вам удалось снять подшипник, принимайтесь за снятие пластиковой крестообразной заглушки, воспользовавшись прямой отверткой.
Далее, необходимо разогнуть два контакта, которые вы увидите под кожухом, и освободить выводы обмотки ротора. Инструментами для проделывания данных операций вам послужат отвертка и пассатижи. Наконец, беремся за отламывание контактов и после этого проделываем снятие старого хвостовика. После того как подшипник будет снят, можете приниматься за замену контактных колец.
Для начала вам необходимо аккуратно освободить выводы обмотки ротора из зажимов колец и не менее аккуратно снять кольца. После этого проводим аккуратное удаление остатков клея. Как правило, на этом этапе все понимают, почему не стоит использовать съемник при снятии подшипника. Итак, после проделанной операции проводим запрессовку новых контактных колец на вал.
Как правило, большинство специалистов надевают новые контактные кольца на ротор, воспользовавшись молоточком (существуют и случаи, когда нужно прибегнуть к помощи напильника). В том случае, если кольца вдруг оказались немного короче, чем родные заводские, вы можете использовать пластиковую втулку, которую нужно будет насадить на вал. Здесь очень важно не допустить какого-либо перекоса, так как в противном случае щетки могут очень быстро испортиться.
Далее вам нужно припаять выводы обмотки к дорожкам колец. После этого, необходимо аккуратно и внимательно наложить герметик для того, чтобы защитить пайку от окисления. Затем на место надеваем защитную крышку и, воспользовавшись старым подшипником как оправкой, аккуратно запрессовываем новый подшипник.
После этого, необходимо аккуратно и внимательно наложить герметик для того, чтобы защитить пайку от окисления. Затем на место надеваем защитную крышку и, воспользовавшись старым подшипником как оправкой, аккуратно запрессовываем новый подшипник.
Таким же образом и проделываем запрессовку вала уже в новый подшипник. Далее – дело за малым. Необходимо провести зачистку клемм выводов обмотки статора. После этого остается только прикрутить к диодному мосту клеммы и смазать литолом для защиты от окисления.
В обиходе существует и вариант с напайкой новых контактных колец на старые. Если вы выбрали такую технологию, вам в первую очередь нужно помнить, что перед тем как напаивать кольца, вам необходимо их облудить, воспользовавшись активным флюсом, к примеру, с «паяльной кислотой» (хлористый цинк) и хорошенько промыть с содой. Как правило, остатки медных колец лудятся с канифолью.
После этого необходимо подогреть новые контактные кольца паяльником до плавления припоя, и в результате вы увидите, как они плавно и свободно наденутся на остатки старых колец и после остывания достаточно прочно припаяются. После этого вам стоит лишь взяться за их проточку и затем прошлифовать кольца. Проводить базировку в станке лучше по заднему подшипнику, закрепленному в люнете – так вы получите максимальную гарантию наименьшего смещения колец относительно оси ротора, что исключит возможность отрыва щетки от кольца и разрыва цепи во время больших оборотов.
После этого вам стоит лишь взяться за их проточку и затем прошлифовать кольца. Проводить базировку в станке лучше по заднему подшипнику, закрепленному в люнете – так вы получите максимальную гарантию наименьшего смещения колец относительно оси ротора, что исключит возможность отрыва щетки от кольца и разрыва цепи во время больших оборотов.
После того как вы все же установили контактные кольца, можете приниматься на сбор генератора. При этом необходимо очень тщательно следить за тем, чтобы ротор мог свободно и легко вращаться, а также проконтролировать, чтобы он не задевал корпус или статор. Проводим закручивание шкива и… вуаля! Можете потешиться, что ваш генератор уже в сборе. Но на этом все ваши старания не заканчиваются. После того как вы установили генератор обратно на автомобиль, вам необходимо замерить уровень напряжения в генераторе при включении двигателя автомобиля. Если он достиг нормы, тогда поздравляем! Вы сделали все правильно, и кольца лежат на своем месте. Как правило, после замены контактных колец в генераторе, жизнеспособности последнего хватит как минимум на несколько лет. В идеале, вы можете сразу доработать генератор с целью повышения напряжения в сети автомобиля.
Как правило, после замены контактных колец в генераторе, жизнеспособности последнего хватит как минимум на несколько лет. В идеале, вы можете сразу доработать генератор с целью повышения напряжения в сети автомобиля.
ФОТО (примеры) контактных (токосъемных) колец на ротора генератора:
Заказать можете у нашего партнера для иномарок
Для отечественных — для ВАЗ на сайте Автомагнита
Коллектора для генераторов BOSCH
Таблица маркировки контактных (токосъемных) колец на ротора генератора:
| № CARGO | На генератор | ø внутр. отверст., | ø наружн. (медн.колец), мм | Ширина (высота), мм | Применение |
| мм | |||||
| 237323 | Ford | 5 | 14 | 10 | Ford Connekt |
| 239930 | BO | 5 | 14 | 43 | |
| 239718 | ND | 6 | 15 | 46 | |
| 233937 | Ford | 6 | 16 | 38 | |
| 235160 | ВАЗ | 6,5 | 13,9 | 48 | ВАЗ-2110 |
| 138441 | HI | 7 | 17 | 45 | |
| 232295 | VALEO | 7 | 15 | 43 | |
| 135172 | BO | 7 | 16 | 52 | |
| 232854 | Iskra | 7 | 16 | 52 | SKODA FABIA |
| 135298 | VALEO | 8 | 24 | 18 | |
| 232401 | Delko | 8 | 15 | 20 | CHEVROLET96540542 |
| 136682 | Delko | 9 | 16 | 21 | |
| 135179 | VALEO | 9 | 15 | 28 | |
| 138421 | VALEO | 9 | 15 | 28 | |
| 135173 | ND | 9 | 15 | 23 | |
| 131819 | ND | 9 | 15 | 24 | |
| 131817 | LU | 9 | 25 | 11 | |
| 230090 | VALEO | 9 | 15 | 48 | |
| 130843 | Delko | 12 | 23 | 25 | |
| 135140 | MI | 12 | 23 | 30 | |
| 133409 | MI | 13 | 23 | 28 | |
| 133924 | Delko | 13 | 26 | 23 | внутри шестигранник |
| 231400 | Motorola | 13 | 27 | 32 | |
| 233938 | Ford | 13 | 27 | 37 | |
| 131219 | Motorola | 14 | 26 | 14 | |
| 136305 | Ford | 14 | 27 | 37 | |
| 135536 | NIKKO | 14 | 23 | 30 | |
| 135054 | HI | 14 | 28 | 29 | |
| 138439 | HI | 14 | 23 | 30 | стальной |
| 233235 | HI | 14 | 27 | 29 | |
| 137571 | HI | 14 | 28 | 33 | |
| 131054 | CAV | 15 | 31 | 24 | |
| 138413 | MI | 15 | 33 | 31 | стальной |
| 130842 | VALEO | 15 | 30 | 21 | |
| 131815 | VALEO | 15 | 30 | 28 | |
| 133055 | VALEO | 15 | 27 | 32 | |
| 133349 | ВАЗ | 16 | 33 | 22 | |
| 133401 | BO | 17 | 33 | 22 | ВАЗ |
| 132642 | LU | 17 | 27 | 24 | Nissan |
| 133402 | BO | 17 | 28 | 23 | |
| 235764 | BO | 17 | 28 | 22 | |
| 138440 | HI | 17 | 32 | 28 | |
| 137313 | MI | 17 | 33 | 29 | |
| 137315 | HI | 17 | 33 | 29 | |
| 133410 | HI | 17 | 35 | 28 | |
| 130841 | Ducellier | 17 | 36 | 23 | сквозное отверстие |
| 131814 | VALEO | 17 | 31 | 28 | |
| 131818 | VALEO | 17 | 32 | 23 | 2кольца |
| 233498 | VALEO | 17 | 30 | 31 | |
| 134492 | VALEO | 17 | 30 | 28 | |
| 137574 | VALEO | 17 | 30 | 38 | |
| 233936 | Delko | 17 | 30 | 33 | внутри шестигранник |
| 131816 | DCL | 17 | 30 | 28 | |
| 138438 | ND | 17 | 32 | 25 | стальной |
| 135315 | ND | 17 | 33 | 31 | стальной |
| 233118 | Delko | 17 | 27 | 32 | |
| 132295 | Delko | 17 | 30 | 28 | |
| 133351 | Valeo | 17 | 34 | 23 | |
| 233281 | Delko | 18 | 30 | 33 | |
| 233191 | Ford | 18 | 32 | 33 | |
| 231368 | Mando | 18 | 34 | 31 | |
| 230490 | MI | 18 | 34 | 28 | |
| 231567 | MI | 18 | 34 | 31 | стальной |
| 130561 | Delko | 18 | 30 | 28 | |
| 233220 | Motorola | 19 | 40 | 22 | 2кольца |
| 133925 | Motorola | 19 | 40 | 22 | 2кольца |
| 136000 | BO | 20 | 33 | 22 | |
| 233787 | MI | 26 | 42 | 29 | стальной |
| 133408 | ND | 33 | 25 | 18 | стальной |
Электродный блок, слоевой аккумулятор и способ изготовления такого аккумулятора
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Изобретение относится к электродному блоку, который может улучшить качество охлаждения, предотвратить короткое замыкание и нарушение контакта, к слоевому аккумулятору, а также к способу изготовления такого аккумулятора.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Структуру электродов во вторичных источниках тока разделяют в основном на два типа: со спиральной навивкой и со слоевым расположением. В корпусе аккумулятора со спирально навитыми электродами (например, см. патентный документ 1) содержатся положительный электрод и отрицательный электрод, навитые по спирали с расположенным между ними разделителем. В корпусе слоевого аккумулятора (например, см. патентный документ 2) содержится группа, состоящая из сложенных друг с другом положительного электрода и отрицательного электрода с находящимся между ними разделителем.
ПЕРЕЧЕНЬ ССЫЛОК
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0003] Патентный документ 1: JP 2002-198044 А.
Патентный документ 2: JP 2000-048854 А.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0004] В аккумуляторе со спиральной навивкой электродов, раскрытом в патентном документе 1, предусмотрен разделитель с низкой теплопроводностью, расположенный в несколько слоев между поверхностью и центральной частью аккумулятора. В результате, даже когда температура поверхности аккумулятора близка к температуре окружающей среды, температура участка, расположенного вокруг центральной части аккумулятора со спиральной навивкой электродов, становится весьма высокой. Высокая температура внутри аккумулятора может ухудшить его рабочие характеристики.
В результате, даже когда температура поверхности аккумулятора близка к температуре окружающей среды, температура участка, расположенного вокруг центральной части аккумулятора со спиральной навивкой электродов, становится весьма высокой. Высокая температура внутри аккумулятора может ухудшить его рабочие характеристики.
[0005] В цилиндрическом слоевом аккумуляторе, раскрытом в патентном документе 2, при накоплении электричества сложенные друг с другом электроды контактируют с выводами по отдельности. Таким образом, первоначальный отказ такого аккумулятора может произойти вследствие короткого замыкания между положительным электродом и отрицательным электродом в процессе сборки аккумулятора. Кроме того, из-за попадания разделителя в область между электродом и выводом может произойти нарушение контакта. Вдобавок, электрод постоянно сжимается и расширяется при повторяющихся циклах заряда и разряда, в результате чего нарушение контакта между электродом и выводом может произойти вследствие деформации и смещения электрода, что может привести к окончательному выходу из строя.
[0006] Задача увеличения емкости аккумулятора путем объединения небольших аккумуляторов в аккумуляторную батарею требует много времени и усилий. Кроме того, при отказе одного аккумулятора в батарее потребуется много времени и усилий на его замену исправным аккумулятором.
[0007] Изобретение направлено на решение вышеупомянутых проблем. Целями изобретения являются сдерживание подъема температуры внутри аккумулятора для предотвращения нарушения контакта и короткого замыкания между электродами и создание легко изготавливаемого аккумулятора.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
[0008] В соответствии с настоящим изобретением электродный блок содержит: электродную группу, имеющую многослойную конструкцию с положительным электродом, отрицательным электродом и разделителем, расположенным между положительным электродом и отрицательным электродом; крышки, расположенные на двух концах электродной группы в направлении набора слоев; и первый держатель, прикрепленный к наружным поверхностям электродной группы и крышек. В соответствии с изобретением первый держатель электрически соединен с первым электродом, который представляет собой один электрод из положительного электрода и отрицательного электродов, и электрически не соединен со вторым электродом, который представляет собой другой электрод из электродов этой группы.
В соответствии с изобретением первый держатель электрически соединен с первым электродом, который представляет собой один электрод из положительного электрода и отрицательного электродов, и электрически не соединен со вторым электродом, который представляет собой другой электрод из электродов этой группы.
[0009] В данном документе словосочетание «наружные поверхности» относится к поверхностям электродной группы и крышек, обращенным наружу. В соответствии с этой конфигурацией для удержания электродной группы и крышек первый держатель прикреплен к наружным поверхностям этой электродной группы и этих крышек. Таким образом, первый держатель предназначен для создания из электродной группы и крышек единого блока. Такая блочная структура облегчает манипуляции с электродной группой. Первый держатель в силу своей конструкции может накрывать электродную группу и крышки, кроме окружных кромок отверстий в крышках. В ином случае первый держатель может быть прикреплен, по меньшей мере, к боковым поверхностям электродной группы и крышек, чтобы удерживать электродную группу и крышки в целом, даже не будучи прикрепленным к поверхностям крышек.
[0010] Первый держатель может быть выполнен из одной металлической пластины или из множества коротких металлических полосок. В ином случае первый держатель может быть выполнен из металлической фольги.
Первый держатель соединен с первым электродом и предназначен для функционирования в качестве токосъемного вывода первого электрода. Соединение первого электрода с первым держателем характеризуется низким термическим и электрическим сопротивлением. Предпочтительно, что первый держатель обеспечивает охлаждение первого электрода и выполняет функции его токосъемника.
[0011] Тепло, выделяемое первым электродом, передается первому держателю. Тепло, выделяемое вторым электродом, передается первому электроду через один разделитель. Тепло, выделяемое электродом, передается первому держателю с низким термическим сопротивлением.
[0012] Электродный блок в силу своей конструкции охлаждает поверхность первого держателя, тем самым просто сдерживая подъем температуры внутри.
[0013] Электродный блок не имеет наружной оболочки, которая выполняла бы функции его корпуса, и токосъемника второго электрода. Как подробнее описано ниже, фактически аккумулятор содержит наружную оболочку и токосъемник второго электрода в дополнение к электродному блоку. Электродный блок является одним из компонентов аккумулятора.
Модульная компоновка электродного блока улучшает производительность аккумулятора. По сравнению с независимым размещением электродов в корпусе аккумулятора электродный блок может предотвращать повреждение или смещение положительного электрода и отрицательного электрода и тем самым может предотвращать нарушение контакта и короткое замыкание. Кроме того, изменение количества электродных блоков, размещаемых в корпусе аккумулятора, позволяет просто увеличивать или уменьшать емкость аккумулятора. Другими словами, емкость аккумулятора может быть просто увеличена с увеличением количества электродных блоков, соединяемых в параллель.
[0014] Предпочтительно, что в электродном блоке и первый электрод, и второй электрод, и разделитель в их центре имеют отверстие, наружная кромка второго электрода накрыта разделителем, окружная кромка отверстия в первом электроде накрыта разделителем, наружная кромка разделителя накрыта первым электродом, и окружная кромка отверстия в разделителе накрыта вторым электродом. Таким образом, разделитель надежно отделяет первый электрод от второго электрода по наружной кромке второго электрода и окружной кромке отверстия в первом электроде. Соответственно, даже в случае деформации электродов они не будут контактировать друг с другом по указанной наружной кромке и окружной кромке отверстия. Кроме того, разделитель не расположен в области между электродом и выводом и, следовательно, не может стать причиной нарушения контакта. Наружный диаметр разделителя больше наружного диаметра второго электрода, а диаметр отверстия в разделителе меньше диаметра отверстия в первом электроде. Наружный диаметр первого электрода больше наружного диаметра разделителя, а диаметр отверстия в разделителе больше диаметра отверстия во втором электроде.
Таким образом, разделитель надежно отделяет первый электрод от второго электрода по наружной кромке второго электрода и окружной кромке отверстия в первом электроде. Соответственно, даже в случае деформации электродов они не будут контактировать друг с другом по указанной наружной кромке и окружной кромке отверстия. Кроме того, разделитель не расположен в области между электродом и выводом и, следовательно, не может стать причиной нарушения контакта. Наружный диаметр разделителя больше наружного диаметра второго электрода, а диаметр отверстия в разделителе меньше диаметра отверстия в первом электроде. Наружный диаметр первого электрода больше наружного диаметра разделителя, а диаметр отверстия в разделителе больше диаметра отверстия во втором электроде.
[0015] Предпочтительно, что в электродном блоке на по меньшей мере одной из сторон первого держателя выполнено множество выступов. В соответствии с этой конфигурацией множество выступов выполнено по меньшей мере на одной из поверхностей первого держателя — поверхности, контактирующей с первым электродом, и/или поверхности, противоположной этой поверхности. Множество выступов втыкается в первый электрод и служит для прочного удержания первого электрода, сохранения формы первого электрода и обеспечения контакта первого электрода с первым держателем. Предпочтительно, что множество выступов выполнено, по меньшей мере, на поверхности, контактирующей, по меньшей мере, с первым электродом. Таким образом, множество выступов предотвращает нарушение контакта между первым электродом и первым держателем даже при изменении объема первого электрода. Кроме того, электродный блок дополнительно может содержать металлическую пластину, расположенную между первым держателем и первым электродом и имеющую множество выступов по меньшей мере на одной из своих сторон.
Множество выступов втыкается в первый электрод и служит для прочного удержания первого электрода, сохранения формы первого электрода и обеспечения контакта первого электрода с первым держателем. Предпочтительно, что множество выступов выполнено, по меньшей мере, на поверхности, контактирующей, по меньшей мере, с первым электродом. Таким образом, множество выступов предотвращает нарушение контакта между первым электродом и первым держателем даже при изменении объема первого электрода. Кроме того, электродный блок дополнительно может содержать металлическую пластину, расположенную между первым держателем и первым электродом и имеющую множество выступов по меньшей мере на одной из своих сторон.
[0016] Предпочтительно, что в электродном блоке первый электрод накрыт первым разделителем, имеющим форму чехла, при этом наружная кромка первого электрода выступает из первого разделителя. Кроме того, в электродном блоке второй электрод может быть накрыт вторым разделителем, имеющим форму чехла, при этом внутренняя кромка отверстия во втором электроде будет выступать из второго разделителя.
[0017] Первый разделитель имеет форму чехла, при которой, например его внутренняя кромка прикреплена сваркой. Первый электрод накрыт разделителем, имеющим форму чехла, при этом наружная кромка из этого разделителя выступает. Первый разделитель может быть выполнен таким образом, чтобы первый электрод, например, был зажат между листовыми разделителями, а внутренние кромки разделителей были прикреплены сваркой. Второй разделитель также имеет форму чехла, при которой, например, его наружная кромка прикреплена сваркой. Второй электрод накрыт разделителем, имеющим форму чехла, при которой внутренняя кромка, т.е. окружная кромка отверстия, из этого разделителя выступает. Второй разделитель может быть выполнен таким образом, чтобы второй электрод, например, был зажат между листовыми разделителями, а наружные кромки разделителей были приварены.
[0018] В соответствии с этой конфигурацией разделители, имеющие форму чехла, улавливают пыль и посторонние частицы, поступающие из первого и второго электродов в процессе сборки электродного блока и в процессе транспортировки электродного блока, тем самым предотвращая внутреннее короткое замыкание.
[0019] Предпочтительно, что в электродном блоке первый держатель своей боковой частью поверхности контактирует с боковой поверхностью электродного блока и имеет загнутые части, загибающиеся от боковой части поверхности первого держателя к центрам крышек. В соответствии с данной конфигурацией первый держатель имеет загнутые части, выполненные на двух его концах в направлении набора слоев, и боковую часть поверхности, расположенную между этими загнутыми частями.
[0020] В электродном блоке первый держатель прикреплен к наружным боковым поверхностям крышек. В соответствии с этой конфигурацией конец первого держателя в направлении чередования электродов зафиксирован вместе с наружной боковой поверхностью крышки, при этом электродный блок имеет монолитную структуру. Отсутствие у первого держателя загнутой части допускает уменьшение осевого размера электродного блока.
[0021] Предпочтительно, что в электродном блоке в центре каждой крышки выполнено отверстие, и когда электродная группа и крышки сложены друг с другом, отверстия в положительном электроде, отрицательном электроде, разделителе и крышках образуют сквозное отверстие. Электродный блок дополнительно может содержать второй держатель, прикрепленный к внутренней поверхности сквозного отверстия. Предпочтительно, что второй держатель электрически соединен со вторым электродом и электрически не соединен с первым электродом. В соответствии с этой конфигурацией и второй держатель, и первый держатель фиксируют электродную группу.
Электродный блок дополнительно может содержать второй держатель, прикрепленный к внутренней поверхности сквозного отверстия. Предпочтительно, что второй держатель электрически соединен со вторым электродом и электрически не соединен с первым электродом. В соответствии с этой конфигурацией и второй держатель, и первый держатель фиксируют электродную группу.
[0022] Предпочтительно, что в электродном блоке по меньшей мере на одной из сторон второго держателя выполнено множество выступов. В соответствии с этой конфигурацией множество выступов может быть выполнено по меньшей мере на одной из поверхностей второго держателя — поверхности, контактирующей со вторым электродом, и/или поверхности, противоположной этой поверхности. Множество выступов втыкается во второй электрод и служит для прочного удержания первого электрода и обеспечения контакта. Предпочтительно, что множество выступов выполнено, по меньшей мере, на поверхности, контактирующей со вторым электродом. Таким образом, множество выступов предотвращает нарушение контакта между вторым электродом и вторым держателем даже при изменении объема второго электрода. Электродный блок дополнительно может содержать металлическую пластину, которая расположена между вторым держателем и вторым электродом и по меньшей мере на одной из сторон которой выполнено множество выступов.
Электродный блок дополнительно может содержать металлическую пластину, которая расположена между вторым держателем и вторым электродом и по меньшей мере на одной из сторон которой выполнено множество выступов.
[0023] Слоевой аккумулятор в соответствии с настоящим изобретением содержит: электродный блок, трубчатую наружную оболочку для электродного блока; и токосъемник, проходящий через сквозное отверстие в электродном блоке. Предпочтительно, что первый электрод электрически соединен с наружной оболочкой, а второй электрод электрически соединен с токосъемником.
[0024] В соответствии с этой конфигурацией наружная оболочка выполняет функции токосъемного вывода первого электрода. Первый держатель электродного блока контактирует с внутренней поверхностью наружной оболочки напрямую или через проводник электрического тока. Таким образом, соединение первого электрода с наружной оболочкой через первый держатель характеризуется низким термическим и электрическим сопротивлением, при этом наружная оболочка обеспечивает эффективное охлаждение первого электрода и выполняет функции его токосъемника.
[0025] Кроме того, внутренняя кромка отверстия во втором электроде, через которое проходит токосъемник, полностью или частично контактирует с токосъемником напрямую или полностью или частично соединяется с токосъемником через проводник электрического тока, такой как металлическая пластина. Тепло, выделяемое вторым электродом, сначала передается первому держателю через разделитель, а затем наружной оболочке, имеющей низкое термическое сопротивление.
[0026] Как описано выше, слоевой аккумулятор в соответствии с настоящим изобретением не требует радиатора или трубки для подвода к нему охлаждающей среды с целью сдерживания подъема температуры внутри аккумулятора. Таким образом, слоевой аккумулятор в соответствии с настоящим изобретением может быть выполнен с компактной конструкцией. Кроме того, слоевой аккумулятор в соответствии с настоящим изобретением просто сдерживает подъем температуры внутри аккумулятора путем охлаждения поверхности наружной оболочки.
[0027] Количество электродных блоков, размещаемых в наружной оболочке, не ограничено. Изменение количества электродных блоков позволяет просто изменять емкость аккумулятора. Электродные блоки конструктивно последовательно соединены таким образом, чтобы наружная оболочка вмещала в себя эти электронные блоки. В соседних электродных блоках первые электроды электрически соединены друг с другом через наружную оболочку, а вторые электроды электрически соединены друг с другом через токосъемник. Таким образом, электрически электродные блоки соединены параллельно.
Изменение количества электродных блоков позволяет просто изменять емкость аккумулятора. Электродные блоки конструктивно последовательно соединены таким образом, чтобы наружная оболочка вмещала в себя эти электронные блоки. В соседних электродных блоках первые электроды электрически соединены друг с другом через наружную оболочку, а вторые электроды электрически соединены друг с другом через токосъемник. Таким образом, электрически электродные блоки соединены параллельно.
[0028] Известные аккумуляторы электрически соединяют параллельно нижеследующим образом. В соседних аккумуляторах положительные выводы соединяют друг с другом проводами, и отрицательные выводы соединяют друг с другом проводами. Другими словами, при параллельном соединении аккумуляторов обязательно используют провода, что требует сложного монтажа проводов и сопровождается ограничениями монтажного пространства.
[0029] Необходимо отметить, что в слоевом аккумуляторе в соответствии с настоящим изобретением электродные блоки уложены в наружной оболочке так, что в соседних электродных блоках положительные выводы могут быть электрически соединены друг с другом, и отрицательные выводы могут быть электрически соединены друг с другом. Другими словами, слоевой аккумулятор характеризуется простым с точки зрения конструкции последовательным соединением и простым с точки зрения электрического соединения параллельным соединением. Эта конфигурация позволяет просто увеличить емкость слоевого аккумулятора.
Другими словами, слоевой аккумулятор характеризуется простым с точки зрения конструкции последовательным соединением и простым с точки зрения электрического соединения параллельным соединением. Эта конфигурация позволяет просто увеличить емкость слоевого аккумулятора.
[0030] Предпочтительно, что в слоевом аккумуляторе токосъемник содержит токопроводящий центральный стержень и конструктивный элемент для покрытия центрального стержня по наружному периметру. Центральный стержень выполнен из материала с высокой электрической проводимостью, а конструктивный элемент выполнено из щелочестойкого материала. Таким образом, токосъемник может иметь высокую электрическую проводимость и являться щелочестойким.
[0031] Предпочтительно, что слоевой аккумулятор дополнительно содержит уплотнительный колпачок, закрывающий открытый конец наружной оболочки. В соответствии с изобретением этот уплотнительный колпачок может иметь две кольцевые канавки, выполненные по его наружному периметру. В каждой из кольцевых канавок уплотнительного колпачка содержится уплотнительное кольцо, при этом между кольцевыми канавками предусмотрен уплотнитель. В соответствии с этой конфигурацией и уплотнительное кольцо, и уплотнитель, расположенные на уплотнительном колпачке для закрытия открытого в осевом направлении конца наружной оболочки, предотвращают утечку электролита из слоевого аккумулятора.
В каждой из кольцевых канавок уплотнительного колпачка содержится уплотнительное кольцо, при этом между кольцевыми канавками предусмотрен уплотнитель. В соответствии с этой конфигурацией и уплотнительное кольцо, и уплотнитель, расположенные на уплотнительном колпачке для закрытия открытого в осевом направлении конца наружной оболочки, предотвращают утечку электролита из слоевого аккумулятора.
[0032] Предпочтительно, что слоевой аккумулятор дополнительно содержит множество радиаторных пластин, прикрепленных к наружной окружной поверхности наружной оболочки вдоль осевого направления наружной оболочки. Эта конфигурация характеризуется улучшенным охлаждением слоевого аккумулятора.
[0033] Предпочтительно, что слоевой аккумулятор дополнительно содержит сквозную шпильку, проходящую через радиаторные пластины. В соответствии с этой конфигурацией радиаторная пластина, наружная оболочка и первый электрод электрически соединены друг с другом посредством сквозной шпильки. Сквозная шпилька выполняет функции вывода первого электрода.
Сквозная шпилька выполняет функции вывода первого электрода.
[0034] Аккумуляторная батарея в соответствии с настоящим изобретением содержит: множество слоевых аккумуляторов; первый соединитель, предназначенный для соединения сквозных шпилек соседних слоевых аккумуляторов; и второй соединитель, предназначенный для соединения токосъемников соседних слоевых аккумуляторов. В соответствии с изобретением первый соединитель и второй соединитель обеспечивают электрический контакт между слоевыми аккумуляторами. В соответствии с этой конфигурацией соединитель обеспечивает параллельное электрическое соединение слоевых аккумуляторов.
[0035] Аккумуляторная батарея в соответствии с настоящим изобретением содержит: множество слоевых аккумуляторов; третий соединитель, предназначенный для соединения сквозной шпильки одного из соседних слоевых аккумуляторов с токосъемником второго слоевого аккумулятора. В соответствии с изобретением третий соединитель обеспечивает электрический контакт между слоевыми аккумуляторами. В соответствии с этой конфигурацией соединитель обеспечивает последовательное электрическое соединение слоевых аккумуляторов.
В соответствии с этой конфигурацией соединитель обеспечивает последовательное электрическое соединение слоевых аккумуляторов.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0036] В соответствии с приведенным выше описанием настоящее изобретение позволяет сдерживать подъем температуры внутри аккумулятора, предотвращать короткое замыкание между электродами и нарушение контакта, а также обеспечивает создание легко изготавливаемого аккумулятора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0037] [фиг. 1А] На фиг. 1А схематически показан вид в аксонометрии электродного блока в соответствии с первым вариантом осуществления изобретения.
[фиг. 1В] На фиг. 1В показан вертикальный разрез электродного блока в соответствии с первым вариантом осуществления изобретения.
[фиг. 2А] На фиг. 2А показан разрез электродов, каждый из которых заключен в разделитель, имеющий форму чехла.
[фиг. 2В] На фиг. 2В показана проекция положительного электрода, заключенного в разделитель, имеющий форму чехла.
[фиг. 2С] На фиг. 2С показана проекция отрицательного электрода, заключенного в разделитель, имеющий форму чехла.
[фиг. 3А] На фиг. 3А показан разрез металлической пластины электродного блока.
[фиг. 3В] На фиг. 3В показана проекция металлической пластины электродного блока.
[фиг. 4] На фиг. 4 показан вертикальный разрез электродного блока в соответствии со вторым вариантом осуществления изобретения.
[фиг. 5] На фиг. 5 показан вертикальный разрез электродного блока в соответствии с третьим вариантом осуществления изобретения.
[фиг. 6А] На фиг. 6А схематически показан вид в аксонометрии электродного блока в соответствии с четвертым вариантом осуществления изобретения.
[фиг. 6В] На фиг. 6В показан вертикальный разрез электродного блока в соответствии с четвертым вариантом осуществления изобретения.
[фиг. 7] На фиг. 7 показан вертикальный разрез модификации электродного блока в соответствии с четвертым вариантом осуществления изобретения.
[фиг. 8] На фиг. 8 схематически показан вид в аксонометрии слоевого аккумулятора, содержащего электродный блок.
[фиг. 9] На фиг. 9 показан разрез слоевого аккумулятора, сделанный по линии ГХ-ГХ, приведенной на фиг. 8.
[фиг. 10] На фиг. 10 показано увеличенное изображение конца слоевого аккумулятора, приведенного на фиг. 9.
[фиг. 11А] На фиг. 11А показан вид в аксонометрии с местным разрезом конца наружной оболочки в слоевом аккумуляторе.
[фиг. 11В] На фиг. 11В показан разрез конца наружной оболочки в слоевом аккумуляторе.
[фиг. 12А] На фиг. 12А показан вид в аксонометрии с местным частичным разрезом токосъемника в слоевом аккумуляторе.
[фиг. 12В] На фиг. 12В схематически проиллюстрирована конструкция токосъемника в слоевом аккумуляторе.
[фиг. 13А] На фиг. 13А показана первая шина в слоевом аккумуляторе.
[фиг. 13В] На фиг. 13В показана вторая шина в слоевом аккумуляторе.
[фиг. 14] На фиг. 14 схематически показано множество слоевых аккумуляторов, соединенных друг с другом.
[фиг. 15] На фиг. 15 показаны графики подъема температуры при испытании слоевого аккумулятора.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0038] Ниже приведено описание вариантов осуществления изобретения со ссылками на соответствующие чертежи. Следует понимать, что настоящее изобретение не ограничивается этими вариантами осуществления. Кроме того, упомянутые числа, размеры, материалы и т.п. не ограничивают объем настоящего изобретения.
[0039] Перед рассмотрением соответствующих вариантов осуществления изобретения приведено описание вторичного источника тока, к которому применимо настоящее изобретение. Вторичный источник тока не ограничивается нижеописанными типами аккумуляторов. К примерам вторичных источников тока могут относиться никель-цинковый аккумулятор, диоксид-марганцевый аккумулятор, цинк-марганцевый аккумулятор и никель-кадмиевый аккумулятор.
[0040] 1. Типы вторичных источников тока
1-1. Никель-металлгидридный аккумулятор
Отрицательный электрод, используемый в настоящем изобретении, был изготовлен следующим путем: паста, полученная путем добавления растворителя в водородабсорбирующий сплав, с токопроводящим наполнителем и связующим веществом была нанесена на подложку, пасте была придана форма листа с последующим отверждением. Аналогичным образом был изготовлен положительный электрод: паста, полученная путем добавления растворителя в оксигидроксид никеля, с токопроводящим наполнителем и связующим веществом была нанесена на подложку, пасте была придана форма листа с последующим отверждением.
[0041] Токопроводящий наполнитель, используемый в изобретении, представлял собой углерод. Связующее вещество, используемое в изобретении, представляло собой термопластичную смолу, растворимую в водорастворимом растворителе. Подложка, используемая в изобретении, представляла собой вспениваемый никелевый лист. Разделитель, используемый в изобретении, представлял собой полипропиленовое волокно. Электролит, используемый в изобретении, представлял собой водный раствор КОН.
Разделитель, используемый в изобретении, представлял собой полипропиленовое волокно. Электролит, используемый в изобретении, представлял собой водный раствор КОН.
[0042] 1-2. Литий-ионный аккумулятор
Отрицательный электрод можно получить следующим образом: сначала приготавливают суспензионную смесь путем смешивания титаната лития, карбоксиметилцеллюлозы (КМЦ) и углерода Ketjen Black (КВ-углерода), затем эту смесь наносят на фольгу из нержавеющей стали, некоторое время высушивают, после чего подвергают тепловой обработке. Положительный электрод могут получать следующим образом: сначала приготавливают суспензионную смесь путем смешивания лития-фосфата железа, КМЦ, активного углерода и КВ-углерода, затем эту смесь наносят на фольгу из нержавеющей стали, некоторое время высушивают, после чего подвергают тепловой обработке.
[0043] Разделитель, используемый в изобретении, может представлять собой микропористую пленку из полипропилена. Электролит, используемый в изобретении, может представлять собой систему LiPF6/EC:DEC с молярной концентрацией 1 моль/л. Токопроводящий наполнитель, используемый в изобретении, может представлять собой КВ-углерод. Связующее вещество, используемое в изобретении, может представлять собой КМЦ. Каждый из компонентов — положительный электрод, отрицательный электрод и токосъемник — может быть выполнен из нержавеющей стали.
Токопроводящий наполнитель, используемый в изобретении, может представлять собой КВ-углерод. Связующее вещество, используемое в изобретении, может представлять собой КМЦ. Каждый из компонентов — положительный электрод, отрицательный электрод и токосъемник — может быть выполнен из нержавеющей стали.
[0044] 2. Варианты осуществления электродного блока
Для удобства описания дальше по тексту положительный электрод может быть назван первым электродом, а отрицательный электрод — вторым электродом, что никоим образом не ограничивает изобретение.
2-1. Первый вариант осуществления электродного блока
На фиг. 1А схематически показан вид в аксонометрии электродного блока в соответствии с первым вариантом осуществления изобретения. На фиг. 1В показан вертикальный разрез электродного блока. Как показано на фиг. 1В, электродный блок 21 содержит электродную группу 23, крышки 24, первый держатель 22а и второй держатель 22b./img/Fibre-Optic-Rotary-Joints)
[0045] Конфигурация электродной группы 23 такова, что положительный электрод 23а и отрицательный электрод 23b сложены с размещением между ними разделителя 23с, имеющего форму чехла. Электродная группа 23 находится между крышками 24 на ее двух концах в направлении чередования электродов (направление X на фиг. 1В). Каждый из компонентов — положительный электрод 23а, отрицательный электрод 23b, разделитель 23с, имеющий форму чехла, и крышки 24 — имеет форму диска с отверстием в центре, при этом данные компоненты расположены на одной оси. Крышки выполнены из полипропилена, но могут быть выполнены из любой изоляционной смолы. Каждый из электродов — положительный электрод 23а и отрицательный электрод 23b — заключен в разделитель, имеющий форму чехла.
[0046] На фиг. 2А в разрезе показаны электроды, каждый из которых заключен в разделитель, имеющий форму чехла. На фиг. 2А для простоты приведен один положительный электрод 23а и один отрицательный электрод 23b. Положительный электрод 23а за исключением его наружной кромки заключен в разделитель 23са, имеющий форму чехла, и отрицательный электрод 23b за исключением окружной кромки выполненного в нем центрального отверстия заключен в разделитель 23cb, имеющий форму чехла.
[0047] На фиг. 2В показан вид в плане положительного электрода 23а, заключенного в разделитель, имеющий форму чехла. На фиг. 2С показан вид в плане отрицательного электрода 23b, заключенного в разделитель, имеющий форму чехла.
[0048] Положительный электрод 23а находится между двумя разделителями, наружный диаметр каждого из которых меньше диаметра положительного электрода 23а и диаметр центрального отверстия каждого из которых меньше диаметра центрального отверстия положительного электрода 23а. В соответствии с изобретением, та часть, где разделители накладываются друг на друга (окружная кромка центрального отверстия), скреплена путем термосварки. Таким образом, положительный электрод 23а заключен в разделитель 23са, имеющий форму чехла. Отрицательный электрод 23b находится между двумя разделителями, наружный диаметр каждого из которых больше диаметра отрицательного электрода 23b и диаметр центрального отверстия каждого из которых больше диаметра центрального отверстия отрицательного электрода 23b. В соответствии с изобретением, та часть, где разделители накладываются друг на друга (наружная окружная кромка), скреплена путем термосварки. Таким образом, отрицательный электрод 23b заключен в разделитель 23cb, имеющий форму чехла.
В соответствии с изобретением, та часть, где разделители накладываются друг на друга (наружная окружная кромка), скреплена путем термосварки. Таким образом, отрицательный электрод 23b заключен в разделитель 23cb, имеющий форму чехла.
[0049] Разделитель, имеющий форму чехла, улавливает пыль и посторонние частицы, поступающие из электрода в процессе сборки электродного блока и в процессе транспортировки электродного блока. Используемый разделитель, имеющий форму чехла, предотвращает проникновение пыли или попадание посторонних частиц из электрода в область между электродами или в область между электродом и токосъемным выводом, в результате чего предотвращается внутреннее короткое замыкание. Используемый разделитель, имеющий форму чехла, также предотвращает нарушение контакта вследствие смещения разделителей с последующим попаданием в область между положительным и отрицательным электродами 23а и 23b и держателями 22.
[0050] Положительный электрод 23а заключен в разделитель 23са, имеющий форму чехла, отрицательный электрод 23b заключен в разделитель 23cb, имеющий форму чехла. Из этих электродов, таким образом, формируется электродная группа 23. Крышки 24 расположены на двух торцевых концах электродной группы 23 (направление X на фиг. 1В). Центральные отверстия в положительном электроде 23а, отрицательном электроде 23b, разделителе 23са, разделителе 23cb и крышках 24 сообщаются друг с другом, образуя сквозное отверстие 25.
Из этих электродов, таким образом, формируется электродная группа 23. Крышки 24 расположены на двух торцевых концах электродной группы 23 (направление X на фиг. 1В). Центральные отверстия в положительном электроде 23а, отрицательном электроде 23b, разделителе 23са, разделителе 23cb и крышках 24 сообщаются друг с другом, образуя сквозное отверстие 25.
[0051] Первый держатель 22а поддерживает формы электродной группы 23 и крышек 24 снаружи электродной группы 23 и крышек 24. Второй держатель 22b поддерживает формы электродной группы 23 и крышек 24 изнутри сквозного отверстия 25. На фиг. 3А и 3В показаны разрез и проекция металлической пластины 220, образующей держатель 22. Как показано на фиг. 3А, на поверхности металлической пластины 220 выполнено большое количество выступов 221. Поверхность металлической пластины 220 обрабатывают следующим образом: выступы и отверстия на поверхности металлической пластины 220 выполняют валом для тиснения, а оконечность каждого выступа отгибают, чтобы на ней образовалась складка.
[0052] В соответствии с изобретением толщина металлической пластины 220 не ограничивается, однако предпочтительно, что эта толщина меньше толщины положительного электрода 23а или отрицательного электрода 23b. Предпочтительная толщина металлической пластины 220 составляет 10-100 мкм и зависит от толщины положительного электрода 23а или отрицательного электрода 23b. Более предпочтительная толщина металлической пластины 220 составляет 20-50 мкм. Увеличение толщины металлической пластины 220 приводит к увеличению размеров аккумулятора, а уменьшение толщины металлической пластины 220 приводит к снижению прочности этой металлической пластины.
[0053] В вершине каждого выступа 221 выполнено отверстие 222. Выступ 221 отогнут в направлении, обратном направлению протяженности выступа 221, при этом на отверстии 222 сформирована складка 223. Металлическая пластина 220 выполнена из никелевой фольги толщиной (h2) 25 мкм. Выступ 221 выполнен на никелевой фольге и имеет форму усеченной четырехугольной пирамиды с верхним основанием L1 и нижним основанием L2. Длины продольных и поперечных ребер нижнего основания L2 (в направлениях X и Y, показанных на фиг. 3А) составляют по 1 мм. Длины продольных и поперечных ребер верхнего основания L1 составляют по 0,5 мм. Толщина (h3) металлической пластины 220 с учетом выступа 221 составляет 0,5 мм. Длина (h4) складки 223 составляет 0,15 мм.
Длины продольных и поперечных ребер нижнего основания L2 (в направлениях X и Y, показанных на фиг. 3А) составляют по 1 мм. Длины продольных и поперечных ребер верхнего основания L1 составляют по 0,5 мм. Толщина (h3) металлической пластины 220 с учетом выступа 221 составляет 0,5 мм. Длина (h4) складки 223 составляет 0,15 мм.
[0054] Первый держатель 22а расположен на наружных поверхностях 23d электродной группы 23 и крышек 24. В соответствии с изобретением наружные поверхности 23d соответствуют боковой поверхности электродной группы 23 и оголенным поверхностям крышек 24. В частности, первый держатель 22а прикреплен к боковой поверхности электродной группы 23 и окружным кромкам, включая наружные боковые поверхности крышек 24. Первый держатель 22а окружает электродную группу 23 и крышки 24, за исключением области вокруг сквозного отверстия 25 и самого сквозного отверстия 25. Таким образом, указанная электродная группа, являющаяся основным компонентом аккумулятора, сформирована посредством первого держателя 22а как одно целое. Электродный блок, полученный путем интегрирования указанной электродной группы, позволяет упростить сборку слоевого аккумулятора.
Электродный блок, полученный путем интегрирования указанной электродной группы, позволяет упростить сборку слоевого аккумулятора.
Первый держатель 22а удерживает в сложенном состоянии электроды в электродной группе 23 и крышки 24 таким образом, чтобы выступы 221 втыкались в положительный электрод 23а и крышки 24. Первый держатель 22а и имеет первую боковую часть 22аа поверхности и первую загнутую часть 22ab. Первая боковая часть 22аа поверхности накрывает боковые поверхности электродной группы 23 и крышки 24. Первая загнутая часть 22ab проходит от конца первой боковой части 22аа поверхности к сквозному отверстию 25 электродной группы 23 вдоль поверхности крышки 24.
[0055] Второй держатель 22b расположен на внутренней окружной поверхности 23е сквозного отверстия 25 в электродной группе. Второй держатель 22b удерживает уложенные друг за другом электроды в электродной группе 23 и крышки 24 таким образом, чтобы выступы 221 втыкались в отрицательный электрод 23b и крышки 24. Второй держатель 22b имеет вторую боковую часть 22bа поверхности и вторую загнутую часть 22bb. Вторая боковая часть 22bа поверхности накрывает внутреннюю окружную поверхность. Вторая загнутая часть 22bb проходит от конца второй боковой части 22bа поверхности в направлении наружного диаметра электродной группы 23 вдоль поверхности крышки 24.
Второй держатель 22b имеет вторую боковую часть 22bа поверхности и вторую загнутую часть 22bb. Вторая боковая часть 22bа поверхности накрывает внутреннюю окружную поверхность. Вторая загнутая часть 22bb проходит от конца второй боковой части 22bа поверхности в направлении наружного диаметра электродной группы 23 вдоль поверхности крышки 24.
[0056] Первый держатель 22а и положительный электрод 23а электрически соединены друг с другом так, что первая боковая часть 22аа поверхности втыкается в наружный окружной конец положительного электрода 23а. Второй держатель 22b и отрицательный электрод 23b электрически соединены друг с другом так, что вторая боковая часть 22bа поверхности втыкается во внутренний окружной конец отрицательного электрода 23b. При этом первый держатель 22а и второй держатель 22b изолированы друг от друга, так как первая загнутая часть 22ab и вторая загнутая часть 22bb не контактируют друг с другом, при этом крышка 24 является изолятором.
[0057] Как раскрыто выше, выступы 221, выполненные на первом держателе 22а и втором держателе 22b, улучшают сцепление между положительными электродами и сцепление между отрицательными электродами. Кроме того, выступ, втыкающийся в электрод, может предотвращать нарушение контакта между электродом и держателем, выполняющим функции токосъемного вывода, даже при изменении объема первого электрода в результате заряда и разряда аккумулятора. Эта конфигурация увеличивает срок службы аккумулятора.
Кроме того, выступ, втыкающийся в электрод, может предотвращать нарушение контакта между электродом и держателем, выполняющим функции токосъемного вывода, даже при изменении объема первого электрода в результате заряда и разряда аккумулятора. Эта конфигурация увеличивает срок службы аккумулятора.
[0058] Как раскрыто выше, каждый из электродов — положительный и отрицательный — заключен в разделитель, имеющий форму чехла, однако он может быть не заключен в разделитель, имеющий форму чехла. В соответствии с изобретением наружная кромка отрицательного электрода накрыта разделителем, и окружная кромка отверстия в положительном электроде накрыта разделителем. Кроме того, наружная кромка разделителя накрыта положительным электродом, а окружная кромка отверстия в разделителе накрыта отрицательным электродом. Таким образом, разделитель обязательно отделяет положительный электрод и отрицательный электрод друг от друга по наружной кромке отрицательного электрода и окружным кромкам отверстия в положительном электроде. Даже в случае деформации электродов, они не будут контактировать друг с другом по наружной кромке и окружной кромке отверстия. Кроме того, разделитель отсутствует между отрицательным электродом и токосъемником, а также отсутствует между положительным электродом и наружной оболочкой. Следовательно, эта конфигурация предотвращает нарушение контакта из-за возможного попадания разделителя в область между электродом и выводом.
Даже в случае деформации электродов, они не будут контактировать друг с другом по наружной кромке и окружной кромке отверстия. Кроме того, разделитель отсутствует между отрицательным электродом и токосъемником, а также отсутствует между положительным электродом и наружной оболочкой. Следовательно, эта конфигурация предотвращает нарушение контакта из-за возможного попадания разделителя в область между электродом и выводом.
[0059] 2-2. Второй вариант осуществления изобретения
В вариантах осуществления изобретения, приведенных ниже, описание в точности соответствует вышеприведенному описанию, если не указано иное. Один из электродов — положительный и отрицательный — может быть заключен в разделитель, имеющий форму чехла. На фиг. 4 показан электродный блок 51 в соответствии со вторым вариантом осуществления изобретения. В электродном блоке 51 положительный электрод 23а заключен в разделитель 23са, имеющий форму чехла, а отрицательный электрод 23b не заключен в разделитель, имеющий форму чехла. Эта конфигурация позволяет сэкономить время и усилия при выполнении действий по заключению отрицательного электрода в разделитель, имеющий форму чехла, что ведет к снижению издержек производства. Как показано на фиг. 4, самый верхний конец электродной группы 23 соответствует отрицательному электроду 23b, и ее самый нижний конец соответствует отрицательному электроду 23b. Таким образом, количество отрицательных электродов 23b больше количества положительных электродов 23а. Аккумулятор, оборудованный электродным блоком 51, может представлять собой аккумулятор, емкость которого определяется площадью положительного электрода.
Эта конфигурация позволяет сэкономить время и усилия при выполнении действий по заключению отрицательного электрода в разделитель, имеющий форму чехла, что ведет к снижению издержек производства. Как показано на фиг. 4, самый верхний конец электродной группы 23 соответствует отрицательному электроду 23b, и ее самый нижний конец соответствует отрицательному электроду 23b. Таким образом, количество отрицательных электродов 23b больше количества положительных электродов 23а. Аккумулятор, оборудованный электродным блоком 51, может представлять собой аккумулятор, емкость которого определяется площадью положительного электрода.
[0060] 2-3. Третий вариант осуществления изобретения
На фиг. 5 показан вертикальный разрез электродного блока 52 в соответствии с третьим вариантом осуществления изобретения. Электродный блок 52 содержит металлическую пластину 26а, расположенную между первым держателем 27а и электродной группой 23, и металлическую пластину 26b, расположенную между вторым держателем 27b и электродной группой 23. В третьем варианте осуществления изобретения по меньшей мере на одной из сторон каждой металлической пластины 26 выполнено множество выступов, как показано на фиг. 3. Выступы 221 металлических пластин 26 втыкаются в электроды 23а и 23b, обеспечивая соединение между этими электродами. Держатели 27 и металлические пластины 26 полностью контактируют между собой, при этом электроды 23а, 23b и держатели 27 надежно соединены друг с другом. Каждый из держателей 27 служит упрочняющим элементом. Электродный блок с большей емкостью может быть изготовлен таким образом, чтобы упрочняющий элемент и элемент, предназначенный для обеспечения соединения между электродами, в держателе были раздельными.
В третьем варианте осуществления изобретения по меньшей мере на одной из сторон каждой металлической пластины 26 выполнено множество выступов, как показано на фиг. 3. Выступы 221 металлических пластин 26 втыкаются в электроды 23а и 23b, обеспечивая соединение между этими электродами. Держатели 27 и металлические пластины 26 полностью контактируют между собой, при этом электроды 23а, 23b и держатели 27 надежно соединены друг с другом. Каждый из держателей 27 служит упрочняющим элементом. Электродный блок с большей емкостью может быть изготовлен таким образом, чтобы упрочняющий элемент и элемент, предназначенный для обеспечения соединения между электродами, в держателе были раздельными.
[0061] 2-4. Четвертый вариант осуществления изобретения
На фиг. 6А схематически показан вид в аксонометрии электродного блока в соответствии с четвертым вариантом осуществления изобретения. На фиг. 6В показан разрез этого электродного блока. Электродный блок 61 содержит электродную группу 63, крышки 64 и множество первых держателей 62. Первые держатели 62 удерживают электродную группу 63 и крышки 64 в определенной форме.
Первые держатели 62 удерживают электродную группу 63 и крышки 64 в определенной форме.
[0062] Положительный электрод 63а, за исключением его наружной кромки, заключен в разделитель 63са, имеющий форму чехла. Отрицательный электрод 63b, за исключением окружной кромки выполненного в нем центрального отверстия, заключен в разделитель 63cb, имеющий форму чехла. Положительный электрод 63а, заключенный в разделитель 63са, имеющий форму чехла, и отрицательный электрод 63b, заключенный в разделитель 63cb, имеющий форму чехла, последовательно сложены друг с другом так, что соответствующие отверстия накладываются друг на друга. Электродная группа 63 находится между крышками 64, в центре каждой из которых выполнено отверстие. Центральное отверстие в электродной группе 63 и центральные отверстия в крышках 64 сообщаются друг с другом и образуют непрерывное сквозное отверстие 67 электродного блока 61. Второй держатель 65 расположен на внутренней окружной поверхности сквозного отверстия 67.
[0063] Крышка 64 в четвертом варианте осуществления изобретения сделана из металла. Электрод, контактирующий с крышкой 64 (отрицательный электрод 63b на фиг. 6В), заключен в разделитель, имеющий форму чехла (разделитель 63cb на фиг.6В). Электрод, заключенный в разделитель, имеющий форму чехла, напрямую не контактирует с крышкой 64 и электродом, контактирующим с ее поверхностью. Как показано на фиг. 6А и 6В, в электродном блоке 61 не происходит короткого замыкания между отрицательным электродом 63b и положительным электродом 63а через крышку 64.
[0064] Первый держатель 62 выполнен из короткой металлической полоски. Один конец первого держателя 62 прикреплен к боковой поверхности одной крышки 64, а его второй конец прикреплен к боковой поверхности второй крышки 64. Данный способ крепления может быть реализован, например, посредством точечной сварки или пайки. Первый держатель поддерживает форму электродной группы 63 в соответствии с вышеприведенным описанием и обеспечивает целостную структуру электродного блока.
[0065] Диаметр центрального отверстия в крышке 64 больше диаметра центрального отверстия в отрицательном электроде 63b. Таким образом, когда второй держатель прикреплен к электродной группе 63, крышка 64 с ним не контактирует. В соответствии с изобретением предпочтительно, что к отверстию в крышке 64 прикреплено изоляционное кольцо 68. Изоляционное кольцо 68 надежно предотвращает контакт между крышкой 64 и вторым держателем 65, в результате чего предотвращается короткое замыкание между электродами.
Крышка 64 может быть выполнена из изоляционного диска. В соответствии с изобретением крышка 64 и первый держатель 62 склеены друг с другом.
[0066] 2-4-1. Модификация четвертого варианта осуществления изобретения
На фиг. 7 схематически показан разрез модификации электродного блока, приведенного на фиг. 6В. Благодаря изоляционной пластине 69, расположенной между крышкой 64 и электродной группой 63, отрицательный электрод 63b, не заключенный в разделитель, имеющий форму чехла, может являться самым верхним концом или самым нижним концом электродной группы 63. Изоляционная пластина 69 предотвращает короткое замыкание между металлической крышкой 64 и отрицательным электродом 63b. Кроме того, электродный блок может быть выполнен с возможностью прикрепления второго держателя 65, как показано на фиг. 7.
Изоляционная пластина 69 предотвращает короткое замыкание между металлической крышкой 64 и отрицательным электродом 63b. Кроме того, электродный блок может быть выполнен с возможностью прикрепления второго держателя 65, как показано на фиг. 7.
[0067] В вышеупомянутых вариантах осуществления изобретения металлическая пластина, показанная на фиг. 3А и 3В, может быть прикреплена только к одной из наружной окружной поверхности электродной группы и внутренней поверхности сквозного отверстия. Кроме того, металлическая пластина может иметь выступы только на той своей поверхности, которая контактирует с электродной группой. В ином случае металлическая пластина может иметь выступы только на той своей поверхности, которая противоположна поверхности, контактирующей с электродной группой, или может иметь выступы на обеих своих поверхностях.
[0068] 2-5. Способ изготовления электродного блока
(1) Положительный электрод зажимают между двумя разделителями, наружные диаметры которых меньше наружного диаметра положительного электрода, а диаметры их центральных отверстий меньше диаметра центрального отверстия положительного электрода. Ту часть, где разделители накладываются друг на друга, скрепляют нагревателем. Отрицательный электрод зажимают между двумя разделителями, наружные диаметры которых больше наружного диаметра отрицательного электрода, а диаметры их центральных отверстий больше диаметра центрального отверстия отрицательного электрода. Ту часть, где разделители накладываются друг на друга, скрепляют нагревателем.
Ту часть, где разделители накладываются друг на друга, скрепляют нагревателем. Отрицательный электрод зажимают между двумя разделителями, наружные диаметры которых больше наружного диаметра отрицательного электрода, а диаметры их центральных отверстий больше диаметра центрального отверстия отрицательного электрода. Ту часть, где разделители накладываются друг на друга, скрепляют нагревателем.
(2) Подготавливают две крышки. Круглый стержень, диаметр которого несколько меньше диаметра отверстия отрицательного электрода, помещают в центр трубки, внутренний диаметр которой несколько больше наружного диаметра положительного электрода. Одну из крышек располагают так, чтобы круглый стержень проходил через сквозное отверстие, выполненное в крышке.
(3) Отрицательный электрод, заключенный в разделитель, имеющий форму чехла, и положительный электрод, заключенный в разделитель, имеющий форму чехла, последовательно складывают друг с другом и на крышку так, чтобы круглый стержень проходил через соответствующие отверстия.
(4) Вторую крышку укладывают на самый верхний электрод так, чтобы круглый стержень проходил через сквозное отверстие, выполненное в крышке. Таким образом формируют электродную группу, расположенную между крышками.
(5) Крышки, электродную группу и круглый стержень вынимают из трубки. Первый держатель прикрепляют к наружным окружным поверхностям крышек и электродной группы. Два торцевых конца первого держателя изгибают на 90 градусов в направлении круглого стержня вдоль поверхностей крышек. Таким образом, формируют загнутые части. Первые загнутые части соответствуют двум концам первой боковой части поверхности.
(6) Круглый стержень вынимают из крышек и электродной группы. Второй держатель прикрепляют к внутренней поверхности сквозного отверстия, составленного из отверстий в крышках и электродной группе. Два торцевых конца второго держателя загибают в наружном окружном направлении вдоль поверхностей крышек. Таким образом, формируют вторую боковую часть поверхности и далее вторые загнутые части.
(7) Электродную группу и пару крышек объединяют с первым держателем и вторым держателем, в результате чего получают электродный блок. При необходимости может быть создан электродный блок без второго держателя.
[0069] 3. Вариант осуществления слоевого аккумулятора
3-1. Структура слоевого аккумулятора
На фиг. 8 схематически показан вид в аксонометрии слоевого аккумулятора, содержащего электродный блок, в соответствии с изобретением. На фиг. 9 показан разрез слоевого аккумулятора, сделанный по линии IX-IX, приведенной на фиг. 8, а также показана верхняя половина слоевого аккумулятора. На фиг. 10 показано повернутое на 90 градусов увеличенное изображение конца слоевого аккумулятора, приведенного на фиг. 9. К основным компонентам слоевого аккумулятора 31 относятся: наружная оболочка 32, токосъемник 33, множество радиаторных пластин 34 и корпус 35. В наружной оболочке 32 заключено множество электродных блоков 21, расположенных последовательно друг за другом. Токосъемник 33 проходит через множество электродных блоков 21 в осевом направлении (направление X на фиг. 9) наружной оболочки 32. В центре каждой из радиаторных пластин 34 выполнено отверстие, радиаторные пластины 34 расположены вокруг наружной оболочки 32 вдоль оси X, причем соответствующие отверстия контактируют с наружной оболочкой 32 по ее наружному периметру. В корпус 35 заключены наружная оболочка 32, токосъемник 33, радиаторные пластины 34 и сквозные шпильки 46. К двум торцевым концам корпуса 35 прикреплены первая шина 36 и вторая шина 37 соответственно. Каждая из шин 36, 37 служит соединителем.
Токосъемник 33 проходит через множество электродных блоков 21 в осевом направлении (направление X на фиг. 9) наружной оболочки 32. В центре каждой из радиаторных пластин 34 выполнено отверстие, радиаторные пластины 34 расположены вокруг наружной оболочки 32 вдоль оси X, причем соответствующие отверстия контактируют с наружной оболочкой 32 по ее наружному периметру. В корпус 35 заключены наружная оболочка 32, токосъемник 33, радиаторные пластины 34 и сквозные шпильки 46. К двум торцевым концам корпуса 35 прикреплены первая шина 36 и вторая шина 37 соответственно. Каждая из шин 36, 37 служит соединителем.
[0070] Электродные блоки 21 расположены друг за другом и заключены в цилиндрическую трубку 32а. Внутренний диаметр трубки 32а несколько меньше наружного диаметра электродного блока 21. Таким образом, когда электродный блок 21 вставлен в трубку 32а, наружная окружная поверхность электродного блока 21 и внутренняя окружная поверхность трубки 32а находятся в контакте друг с другом. Каждый из двух открытых концов трубки 32а герметизирован цилиндрическим уплотнительным колпачком 32b. В уплотнительном колпачке 32b выполнено центральное отверстие 32bа, через которое проходит токосъемник 33, а также заправочное отверстие 32bb для введения электролита (см. фиг. 11). К заправочному отверстию 32bb может быть прикреплен приемник 39 электролита. Электролит вводят в наружную оболочку 32 через отверстие, выполненное в приемнике 39 электролита.
Каждый из двух открытых концов трубки 32а герметизирован цилиндрическим уплотнительным колпачком 32b. В уплотнительном колпачке 32b выполнено центральное отверстие 32bа, через которое проходит токосъемник 33, а также заправочное отверстие 32bb для введения электролита (см. фиг. 11). К заправочному отверстию 32bb может быть прикреплен приемник 39 электролита. Электролит вводят в наружную оболочку 32 через отверстие, выполненное в приемнике 39 электролита.
[0071] На наружной окружной поверхности уплотнительного колпачка 32b выполнены две канавки 32bс и канавка 32bd. В соответствии с изобретением глубина канавки 32bd меньше глубины канавок 32bс, при этом канавка 32bd расположена между канавками 32bс (см. фиг. 11В). В каждой канавке 32bс уплотнительного колпачка 32b имеется уплотнительное кольцо 32с, а в канавке 32bd содержится уплотняющая жидкость 32d. Уплотнительное кольцо 32с и уплотняющая жидкость 32d предотвращают утечку электролита из аккумулятора. Предпочтительно, что уплотняющая жидкость 32d представляет собой высоковязкое вещество, в качестве которого может быть использован, например асфальт.
[0072] И трубка 32а, и уплотнительный колпачок 32b сделаны из токопроводящего никелированного железа. Внутренняя окружная поверхность наружной оболочки 32 контактирует с положительным электродом 23а через первый держатель 22а. Таким образом, наружная оболочка 32 и положительный электрод 23а электрически соединены друг с другом. Наружная оболочка 32 выполняет функции токосъемного вывода для положительного электрода. Между уплотнительным колпачком 32b и токосъемником 33 расположена изоляционная втулка 40, предотвращающая короткое замыкание между наружной оболочкой 32 и токосъемником 33 через уплотнительный колпачок 32b (см. фиг. 10).
[0073] Токосъемник 33 выполнен из токопроводящего круглого стержня. Наружная окружная поверхность токоприемника 33 контактирует с отрицательным электродом 23b через второй держатель 22b. Таким образом, токоприемник 33 и отрицательный электрод 23b электрически соединены друг с другом. Токосъемник 33 выполняет функции токосъемного вывода отрицательного электрода.
[0074] Как показано, например на фиг. 12А, токосъемник 33 может быть выполнен в виде трубчатого конструктивного элемента 33b, в котором заключен сердечник 33а. В этом варианте осуществления изобретения сердечник 33а выполнен из меди, а конструктивный элемент 33b — из железа. Медь обладает высокой электрической проводимостью, но низкой щелочестойкостью. Железо же имеет меньшую электрическую проводимость, нежели медь, однако более устойчиво к действию щелочей, так как вступает с ними в реакцию с образованием пассивной пленки. Токосъемник 33 в силу своей конструкции может иметь никелированную поверхность 33с, которая также обладает щелочестойкостью. Таким образом, токосъемник такой конструкции характеризуется отличной электрической проводимостью и щелочестойкостью.
[0075] Токосъемник 33, показанный на фиг. 12А, может иметь конструкцию, при которой медный провод впрессован в железную трубку. В ином случае, как показано на фиг. 12В, токосъемник 33 может быть изготовлен следующим образом: сердечник 33а перемещают вместе с конструктивным элементом 33b в направлении, обозначенном стрелкой, при этом конструктивный элемент 33b сужается и прижимается к наружной поверхности сердечника 33а. Таким образом, конструктивный элемент 33b сплющивают, в результате чего он примыкает к наружной поверхности сердечника 33а. В конечном итоге поверхность конструктивного элемента 33b никелируют.
Таким образом, конструктивный элемент 33b сплющивают, в результате чего он примыкает к наружной поверхности сердечника 33а. В конечном итоге поверхность конструктивного элемента 33b никелируют.
[0076] Ниже приведено описание конструкции конца слоевого аккумулятора 31 со ссылкой на фиг. 10. На наружной оболочке 32, в которую заключен электродный блок 21, расположена прижимная пластина 45. На прижимной пластине 45 установлен первый соединитель 41. На одной стороне первого соединителя 41 выполнено отверстие 41а с резьбой, а на другой стороне первого соединителя 41 выполнено монтажное отверстие 41b. В монтажное отверстие 41b вставлен конец токосъемника 33. В отверстие 41а с резьбой вкручен винт 43 с шестигранной головкой, посредством которого первая шина 36 прикреплена к первому соединителю 41. Таким образом, токосъемник 33 и первая шина 36 электрически соединены друг с другом. В соответствии с изобретением первая шина 36 выполняет функции вывода отрицательного электрода.
[0077] На верхнем конце сквозной шпильки 46 установлен второй соединитель 42. На одной стороне второго соединителя 42 выполнено отверстие 42а с резьбой, а на другой стороне второго соединителя 42 выполнено монтажное отверстие 42b. В монтажное отверстие 42b вставлена сквозная шпилька 46. В отверстие 42а с резьбой вкручен винт 43 с шестигранной головкой, посредством которого вторая шина 37 прикреплена ко второму соединителю 42. Таким образом, наружная оболочка 32 и вторая шина 37 электрически соединены друг с другом сквозной шпилькой 46. Вторая шина 37 выполняет функции вывода положительного электрода.
На одной стороне второго соединителя 42 выполнено отверстие 42а с резьбой, а на другой стороне второго соединителя 42 выполнено монтажное отверстие 42b. В монтажное отверстие 42b вставлена сквозная шпилька 46. В отверстие 42а с резьбой вкручен винт 43 с шестигранной головкой, посредством которого вторая шина 37 прикреплена ко второму соединителю 42. Таким образом, наружная оболочка 32 и вторая шина 37 электрически соединены друг с другом сквозной шпилькой 46. Вторая шина 37 выполняет функции вывода положительного электрода.
[0078] Прижимная пластина 45 сделана из прямоугольной металлической пластины. В прижимной пластине 45 выполнены: отверстие 45а, в которое вставлен соединитель 41, отверстие 45b, через которое проходит сквозная шпилька 46, и отверстие 45с, через которое проходит приемник 39 электролита. Прижимная пластина 45 контактирует с наружной оболочкой 32 и выполняет функции вывода токосъемника положительного электрода. Между первым соединителем 41 и прижимной пластиной 45 расположено изоляционное кольцо 47, обеспечивающее изоляцию прижимной пластины 45 от токосъемника 33.
[0079] Прижимная пластина 45 служит для распределения усилия затяжки винта 43 с шестигранной головкой, который передает сжимающую силу на электродный блок 21 в осевом направлении (направление X на фиг. 10). Эта сжимающая сила предотвращает деформацию электродного блока из-за заряда и разряда, а также уменьшает контактное сопротивление между электродными блоками.
[0080] Приемник 39 электролита выполнен в виде продолговатого цилиндра с отверстием в его центре. Приемник 39 электролита представляет собой конструктивный элемент с каналом для введения электролита в наружную оболочку 32 извне. После введения электролита наружную оболочку 32 герметично затыкают пробкой 38. В соответствии с изобретением конструкция нижнего конца слоевого аккумулятора аналогична конструкции верхнего конца этого аккумулятора.
[0081] Радиаторная пластина 34 сделана из прямоугольной пластины. В центре радиаторной пластины 34 выполнено отверстие 34а для аккумулятора, а в ее четырех углах выполнены отверстия 34b для шпилек. В соответствии с изобретением через отверстие 34а для аккумулятора проходит слоевой аккумулятор, а через отверстие 34b для шпильки проходит сквозная шпилька 46 (например, см. фиг. 8). Радиаторная пластина 34 выполнена из никелированного алюминия и обладает электрической проводимостью. Отверстие 34а для аккумулятора контактирует с поверхностью наружной оболочки 32, при этом от наружной оболочки 32 радиаторной пластине 32 передается тепло.
В соответствии с изобретением через отверстие 34а для аккумулятора проходит слоевой аккумулятор, а через отверстие 34b для шпильки проходит сквозная шпилька 46 (например, см. фиг. 8). Радиаторная пластина 34 выполнена из никелированного алюминия и обладает электрической проводимостью. Отверстие 34а для аккумулятора контактирует с поверхностью наружной оболочки 32, при этом от наружной оболочки 32 радиаторной пластине 32 передается тепло.
[0082] Сквозная шпилька 46 выполнена из никелированного алюминия и обладает электрической проводимостью. Отверстие 34b для шпильки контактирует со сквозной шпилькой 46, при этом наружная оболочка 32, радиаторная пластина 34 и сквозная шпилька 46 электрически соединены друг с другом. В соответствии с изобретением материалы, из которых выполнены радиаторная пластина 34 и сквозная шпилька 46, не ограничиваются железом и алюминием. Радиаторная пластина 34 и сквозная шпилька 46 могут быть сделаны из любого металла.
[0083] Корпус 35 содержит квадратную трубу 35а, имеющую сечение по существу в форме квадратной рамки, и крышки 35b, расположенные на двух концах квадратной трубы 35а и имеющие форму по существу квадратной пластины. Внутренний размер корпуса 35 по существу равен наружному размеру радиаторной пластины 34. В каждой из крышек 35b выполнено отверстие 35с, через которое проходит первый соединитель 41, и отверстие 35d, через которое проходит второй соединитель 42.
Внутренний размер корпуса 35 по существу равен наружному размеру радиаторной пластины 34. В каждой из крышек 35b выполнено отверстие 35с, через которое проходит первый соединитель 41, и отверстие 35d, через которое проходит второй соединитель 42.
[0084] 3-2. Конструкция шины и соединителей слоевого аккумулятора
На фиг. 13А показан вид в аксонометрии первой шины 36 в этом варианте осуществления изобретения. Первая шина 36 сделана по существу из треугольной металлической пластины и имеет три первых отверстия 36а под винт, через которые, соответственно, проходят винты 43 с шестигранной головкой. Первая шина 36 прикреплена к концам соседних слоевых аккумуляторов 31 и обеспечивает электрическое соединение между слоевыми аккумуляторами 31. Например, два слоевых аккумулятора 31 электрически соединены друг с другом следующим образом: первый соединитель 41 одного слоевого аккумулятора 31 и одно первое отверстие 36а под винт, выполненное в первой шине 36, соединены друг с другом посредством винта 43 с шестигранной головкой; второй соединитель 42 второго слоевого аккумулятора 31 и оставшиеся два первых отверстия 36а под винт, выполненные в первой шине 36, соединены друг с другом посредством винта 43 с шестигранной головкой.
[0085] На фиг. 13В показан вид в аксонометрии второй шины 37. Вторая шина 37 сделана из продолговатой металлической пластины и имеет три вторых отверстия 37а под винт. Вторая шина 37 прикреплена к концам соседних слоевых аккумуляторов 31 и обеспечивает электрическое соединение между слоевыми аккумуляторами 31. Например, два слоевых аккумулятора 31 электрически соединены друг с другом следующим образом: первый соединитель 41 одного слоевого аккумулятора 31 и одно второе отверстие 37а под винт, выполненное во второй шине 37, соединены друг с другом посредством винта 43 с шестигранной головкой; второй соединитель 42 второго слоевого аккумулятора 31 и оставшиеся два вторых отверстия 37а под винт, выполненные во второй шине 37, соединены друг с другом посредством винта 43 с шестигранной головкой.
Формы первой шины 36 и второй шины не ограничиваются формами, указанными в этом варианте осуществления изобретения. В соответствии с изобретением первая шина 36 и вторая шина 37 сделаны из никелированного железа.
[0086] На фиг. 14 показано множество слоевых аккумуляторов 31, последовательно соединенных с первой шиной 36 и второй шиной 37. Первая шина 36, в силу своей формы, упрощает соединение между слоевыми аккумуляторами 31 в вертикальном направлении (см. фиг. 14), а вторая шина 37, в силу своей формы, упрощает соединение между слоевыми аккумуляторами 31 в горизонтальном направлении (см. фиг. 14). Соответствующий выбор шин позволяет обеспечить определенную степень свободы при сборке батареи из множества слоевых аккумуляторов 31. Например, слоевые аккумуляторы 31 могут быть соединены в параллель следующим образом: в соседних слоевых аккумуляторах 31 соединяют между собой токосъемники 33, а сквозные шпильки 46 соединяют друг с другом через вторую шину 37.
[0087] 3-3. Способ изготовления слоевого аккумулятора
Ниже приведено описание способа изготовления слоевого аккумулятора 31 с использованием электродных блоков 21.
(1) Способом, описанным в разделе «2. 5. Способ изготовления электродного блока», изготавливают множество электродных блоков 21. На верстаке закрепляют трубку 32а наружной оболочки 32.
5. Способ изготовления электродного блока», изготавливают множество электродных блоков 21. На верстаке закрепляют трубку 32а наружной оболочки 32.
(2) К одному из открытых концов трубки 32а прикрепляют уплотнительный колпачок 32b. Через второй открытый конец 32а в наружную оболочку 32 запрессовывают множество электродных блоков 21.
(3) В сквозное отверстие 25, выполненное в центре электродных блоков 21, впрессовывают токосъемник 33. Ко второму открытому концу трубки 32а прикрепляют уплотнительный колпачок 32b. Из наружной оболочки 32 удаляют воздух и запечатывают ее вместе с введенным в нее электролитом.
(4) К наружной оболочке 32 прикрепляют множество радиаторных пластин 34, после чего прикрепляют к ней второй соединитель 42 и четыре сквозных шпильки 46, каждая из которых проходит через радиаторные пластины 34. Боковые поверхности, верхнюю поверхность и нижнюю поверхность наружной оболочки с прикрепленными к ней радиаторными пластинами, накрывают квадратной трубой 35а. В квадратную трубу 35а через два ее конца запрессовывают прижимные пластины 45. К прижимным пластинам 45 прикрепляют первый соединитель 41, второй соединитель 42, приемник 39 электролита и т.д. К двум концам квадратной трубы 35а прикрепляют крышки 35b, после чего к этим крышкам прикрепляют шины 36 и 37.
В квадратную трубу 35а через два ее конца запрессовывают прижимные пластины 45. К прижимным пластинам 45 прикрепляют первый соединитель 41, второй соединитель 42, приемник 39 электролита и т.д. К двум концам квадратной трубы 35а прикрепляют крышки 35b, после чего к этим крышкам прикрепляют шины 36 и 37.
[0088] 4. Функции и эффективность
Ниже приведено описание функций и эффективности электродного блока в соответствии с первым вариантом осуществления изобретения и слоевого аккумулятора, содержащего этот электродный блок.
4-1. Эффективность электродного блока
В электродном блоке 21 в соответствии с первым вариантом осуществления изобретения первый держатель 22а и второй держатель 22b поддерживают форму электродной группы 23. Таким образом, положительный электрод 23а, отрицательный электрод 23b и разделитель 23с объединены в единое целое. Соответственно, манипуляции с электродной группой 23 можно выполнять, как с единым блоком, что способствует улучшению обрабатываемости компонентов при производстве.
[0089] Слоевой аккумулятор 31 в соответствии с вариантом осуществления изобретения содержит множество уложенных друг за другом электродных блоков 21. Эта конфигурация позволяет просто увеличить емкость аккумуляторной батареи.
[0090] 4-2. Эффективность металлической пластины
Каждый из держателей 22а, 22b — первый и второй — имеет множество выступов 221, выполненных на поверхности, контактирующей с электродной группой 23. Выступы 221 втыкаются в электроды и дополнительно улучшают сцепление между положительным электродом и наружной оболочкой или сцепление между отрицательным электродом и токосъемником. Даже при изменении объема электрода при заряде и разряде аккумулятора втыкающиеся в электрод выступы могут предотвращать нарушение контакта между электродом и выводом. Эта конфигурация увеличивает срок службы аккумулятора.
[0091] 4-3. Эффективность разделителя, имеющего форму чехла
Положительный электрод 23а заключен в разделитель 23са, имеющий форму чехла, и отрицательный электрод 23b заключен в разделитель 23cb, имеющий форму чехла. Таким образом, разделители, имеющие форму чехла, улавливают пыль и посторонние частицы, поступающие из электродов в процессе сборки аккумулятора и в процессе транспортировки аккумулятора. Разделители, имеющие форму чехла, предотвращают попадание пыли и посторонних частиц, поступающих из электродов, в область между электродами и в область между электродом и токосъемным выводом, в результате чего предотвращается внутреннее короткое замыкание. Разделители, имеющие форму чехла, также предотвращают нарушение контакта вследствие смещения разделителей с последующим попаданием в область между положительным электродом 23а и наружной оболочкой 32, а также в область между отрицательным электродом 23b и токосъемником 33.
Таким образом, разделители, имеющие форму чехла, улавливают пыль и посторонние частицы, поступающие из электродов в процессе сборки аккумулятора и в процессе транспортировки аккумулятора. Разделители, имеющие форму чехла, предотвращают попадание пыли и посторонних частиц, поступающих из электродов, в область между электродами и в область между электродом и токосъемным выводом, в результате чего предотвращается внутреннее короткое замыкание. Разделители, имеющие форму чехла, также предотвращают нарушение контакта вследствие смещения разделителей с последующим попаданием в область между положительным электродом 23а и наружной оболочкой 32, а также в область между отрицательным электродом 23b и токосъемником 33.
[0092] 4-4. Эффективность слоевой конструкции
Слоевой аккумулятор 31 в соответствии с вариантом осуществления изобретения содержит множество уложенных друг за другом электродных блоков 21. В частности, в соседних электродных блоках 21 первые держатели 22а соединены друг с другом напрямую и соединены друг с другом через наружную оболочку 32. Кроме того, вторые держатели 22b соединены друг с другом напрямую и соединены друг с другом через токосъемник 33. Таким образом, электрически электродные блоки 21 соединены в параллель. В слоевом аккумуляторе 31 в соответствии с вариантом осуществления изобретения электродные блоки 21 собраны в наружной оболочке 32, при этом в соседних электродных блоках 21 положительные выводы электрически соединены друг с другом, и отрицательные выводы электрически соединены друг с другом. Таким образом, слоевой аккумулятор 31 характеризуется простым с точки зрения структуры последовательным соединением множества электродных блоков 21 и простым с точки зрения электрического соединения параллельным соединением множества электродных блоков 21. Эта конфигурация позволяет просто увеличить емкость слоевого аккумулятора.
Кроме того, вторые держатели 22b соединены друг с другом напрямую и соединены друг с другом через токосъемник 33. Таким образом, электрически электродные блоки 21 соединены в параллель. В слоевом аккумуляторе 31 в соответствии с вариантом осуществления изобретения электродные блоки 21 собраны в наружной оболочке 32, при этом в соседних электродных блоках 21 положительные выводы электрически соединены друг с другом, и отрицательные выводы электрически соединены друг с другом. Таким образом, слоевой аккумулятор 31 характеризуется простым с точки зрения структуры последовательным соединением множества электродных блоков 21 и простым с точки зрения электрического соединения параллельным соединением множества электродных блоков 21. Эта конфигурация позволяет просто увеличить емкость слоевого аккумулятора.
[0093] 4-5. Эффективность охлаждения
Положительный электрод 23а плотно прижат к внутренней окружной поверхности наружной оболочки 32 первым держателем 22а, при этом положительный электрод 23а и наружная оболочка 32 находятся в тесном контакте друг с другом. Соответственно, тепло, выделяемое положительным электродом 23а, через первый держатель 22а передается наружной оболочке 32. В свою очередь, положительному электроду 23а через разделитель 23с передается тепло, выделяемое отрицательным электродом 23b. Разделитель 23с выполнен из тонкого листа и, следовательно, значительно не ухудшает теплообмен. Как описано выше, и тепло, выделяемое положительным электродом 23а, и тепло, выделяемое отрицательным электродом 23b, передается наружной оболочке 32, имеющей низкое термическое сопротивление, в результате чего внутри слоевого аккумулятора 31 сдерживается подъем температуры.
Соответственно, тепло, выделяемое положительным электродом 23а, через первый держатель 22а передается наружной оболочке 32. В свою очередь, положительному электроду 23а через разделитель 23с передается тепло, выделяемое отрицательным электродом 23b. Разделитель 23с выполнен из тонкого листа и, следовательно, значительно не ухудшает теплообмен. Как описано выше, и тепло, выделяемое положительным электродом 23а, и тепло, выделяемое отрицательным электродом 23b, передается наружной оболочке 32, имеющей низкое термическое сопротивление, в результате чего внутри слоевого аккумулятора 31 сдерживается подъем температуры.
В аккумуляторе со спирально навитыми электродами между центром аккумулятора и корпусом аккумулятора в несколько слоев уложен разделитель с высоким термическим сопротивлением. Следовательно, даже при охлаждении корпуса аккумулятора температура внутри аккумулятора особенно не снижается. По результатам сравнения эффективности охлаждения слоевого аккумулятора в соответствии с изобретением и стандартного аккумулятора со спирально навитыми электродами (на примере аккумулятора типа 18650) можно заключить, что общий коэффициент теплопроводности слоевого аккумулятора приблизительно в 100000 раз больше общего коэффициента теплопроводности стандартного аккумулятора со спирально навитыми электродами.
[0094] Температура внутри слоевого аккумулятора в соответствии с изобретением может быть ограничена почти до уровня температуры на поверхности этого аккумулятора. Теплообмен на поверхности аккумулятора обуславливает теплообмен внутри него. Для уменьшения температуры внутри аккумулятора необходимо уменьшить температуру на его поверхности. С учетом этого, эффективность охлаждения дополнительно улучшена посредством увеличения площади теплообменной поверхности путем прикрепления по периметру наружной оболочки 32 множества радиаторных пластин 34. При охлаждении корпуса слоевого аккумулятора путем обдува воздухом температура внутри аккумулятора не превышает 51°C, а при естественном воздушном охлаждении корпуса слоевого аккумулятора с использованием радиаторных пластин температура внутри аккумулятора не превышает 23°C, что подтверждено результатами экспериментов.
[0095] На фиг. 15 показаны графики подъема температуры при испытании слоевого аккумулятора 31 в соответствии с вариантом осуществления изобретения. На фиг. 15 кривая (1) обозначает напряжение заряда, а кривая (2) — напряжение разряда. Кроме того, кривая (3) обозначает температуру внутри аккумулятора при заряде, а кривая (4) — температуру внутри аккумулятора при разряде. Как следует из фиг. 15, температура внутри слоевого аккумулятора 31 в соответствии с вариантом осуществления изобретения значительно не изменяется даже при его заряде и разряде. Таким образом, подъем температуры внутри аккумулятора может быть сдержан. В соответствии с изобретением на начальной стадии заряда или разряда температура внутри аккумулятора низкая, так как падает температура в помещении. Как сказано выше, слоевой аккумулятор 31 в соответствии с вариантом осуществления изобретения не требует трубки для циркуляции охладителя в отличие от стандартных аккумуляторов со спирально навитыми электродами. Следовательно, слоевой аккумулятор 31 в соответствии с вариантом осуществления изобретения имеет компактную конструкцию и при этом может сдерживать подъем внутренней температуры.
На фиг. 15 кривая (1) обозначает напряжение заряда, а кривая (2) — напряжение разряда. Кроме того, кривая (3) обозначает температуру внутри аккумулятора при заряде, а кривая (4) — температуру внутри аккумулятора при разряде. Как следует из фиг. 15, температура внутри слоевого аккумулятора 31 в соответствии с вариантом осуществления изобретения значительно не изменяется даже при его заряде и разряде. Таким образом, подъем температуры внутри аккумулятора может быть сдержан. В соответствии с изобретением на начальной стадии заряда или разряда температура внутри аккумулятора низкая, так как падает температура в помещении. Как сказано выше, слоевой аккумулятор 31 в соответствии с вариантом осуществления изобретения не требует трубки для циркуляции охладителя в отличие от стандартных аккумуляторов со спирально навитыми электродами. Следовательно, слоевой аккумулятор 31 в соответствии с вариантом осуществления изобретения имеет компактную конструкцию и при этом может сдерживать подъем внутренней температуры.
[0096] 5. Другие варианты осуществления изобретения
Выше описаны предпочтительные варианты осуществления изобретения со ссылками на соответствующие чертежи, однако в отношении этих вариантов осуществления изобретения могут быть предприняты различные дополнения, изменения или исключения без отклонения от объема и сути изобретения.
[0097] В вышеприведенном описании слоевой аккумулятор в соответствии с вариантом осуществления изобретения содержит наружную оболочку, выполняющую функции токосъемника положительного электрода, и токосъемник, выполняющий функции токосъемника отрицательного электрода. В ином случае наружная оболочка может выполнять функции токосъемника отрицательного электрода, а токосъемник может выполнять функции токосъемника положительного электрода. Кроме того, в вышеприведенном описании сказано, что в центре электродной группы в соответствии с изобретением выполнено круглое сквозное отверстие, а сама электродная группа в целом имеет цилиндрическую форму; однако эти признаки изобретения не являются ограничивающими. Например, электродная группа может иметь форму квадратной трубы, а сквозное отверстие может иметь квадратное сечение. Кроме того, в вышеприведенном описании сказано, что слоевой аккумулятор в соответствии с изобретением имеет цилиндрическую форму, однако он также может иметь призматическую форму.
Например, электродная группа может иметь форму квадратной трубы, а сквозное отверстие может иметь квадратное сечение. Кроме того, в вышеприведенном описании сказано, что слоевой аккумулятор в соответствии с изобретением имеет цилиндрическую форму, однако он также может иметь призматическую форму.
[0098] Различные компоненты описанных вариантов осуществления изобретения могут быть выполнены из различных материалов в дополнение к вышеописанным. Например, металлические компоненты могут быть не только выполнены из никелированного железа, но также могут не быть никелированными. В варианте осуществления изобретения в качестве примера приводится, в основном, никель-металлгидридный аккумулятор. Изобретение также применимо к любому другому вторичному источнику тока, например литий-ионному аккумулятору и марганцевому аккумулятору.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0099] Слоевой аккумулятор в соответствии с изобретением может подходить для применения не только в промышленных устройствах накопления энергии, но и в бытовых устройствах накопления энергии.
ПЕРЕЧЕНЬ ОБОЗНАЧЕНИЙ
[0100] 21 Электродный блок
22 Держатель (а — боковая часть поверхности, b — загнутая часть)
23 Электродная группа (а — положительный электрод, b — отрицательный электрод, с — разделитель)
24 Крышка
25 Сквозное отверстие
26 Металлическая пластина
27 Держатель
31 Слоевой аккумулятор
32 Наружная оболочка (а — трубка, b — уплотнительный колпачок)
33 Токосъемник (а — сердечник, b — конструктивный элемент, с — никелированная поверхность)
34 Радиаторная пластина (а — отверстие для аккумулятора, b — отверстие для шпильки)
35 Корпус (а — квадратная труба, b — крышка)
36 Первая шина
37 Вторая шина
38 Пробка
39 Приемник электролита
40 Изоляционная втулка
41 Первый соединитель
42 Второй соединитель
43 Винт с шестигранной головкой
45 Прижимная пластина
46 Сквозная шпилька
47 Изоляционное кольцо
51 Электродный блок
52 Электродный блок
61 Электродный блок
62 Первый держатель
63 Электродная группа (а — положительный электрод, b — отрицательный электрод, с — разделитель)
64 Крышка
65 Второй держатель
67 Сквозное отверстие
68 Изоляционное кольцо
69 Изоляционная пластина
220 Металлическая пластина
221 Выступ
222 Отверстие
223 Складка.
Детали часового механизма | Старинные часы
Платина и мосты. Детали часового механизма монтируют на специальное основание, называемое платиной. Форма и размеры ее соответствуют форме и размерам часового механизма. По форме платина может быть круглой (рис. 12, а) и некруглой (рис. 12, б). Изготовляют платину обычно из латуни марки ЛСбЗ-Зт, но она может быть выполнена, особенно для кварцевых часов, и из пластмассы. Для установки деталей в платине делают специальные расточки (углубления и выступы) различной формы и высоты и отверстия. Платина может быть и плоской, без расточек, но тогда она имеет дополнительные колонки.
Так как вращающиеся детали обычно опираются на два подшипника, то для установки второго подшипника служат специальные латунные пластины, называемые мостами. В мостах, как и в платине, имеются расточки различной формы и отверстия. Размеры и форма мостов соответствуют размерам и форме часового механизма. В зависимости от конструкции часов число мостов может быть различным: в механических часах их 4-5, а в электронно-механических 1-3. Для крепления основных частей механических часов служат (см. рис. 12) мосты: барабана 1, колесной системы (ангренажный) 2, балансовый 4, анкерной вилки 5. Иногда используют мост центрального колеса 3. В часах с дополнительными устройствами число мостов увеличивается за счет мостов календаря, подзавода и др. Отверстия в платине и мостах должны быть строго соосны, чтобы обеспечить правильное положение деталей. Соосность отверстий под детали обеспечивается базовыми отверстиями, в которые вставляют посадочные штифты, или установкой в платину втулок, на которые одевают мосты.
В зависимости от конструкции часов число мостов может быть различным: в механических часах их 4-5, а в электронно-механических 1-3. Для крепления основных частей механических часов служат (см. рис. 12) мосты: барабана 1, колесной системы (ангренажный) 2, балансовый 4, анкерной вилки 5. Иногда используют мост центрального колеса 3. В часах с дополнительными устройствами число мостов увеличивается за счет мостов календаря, подзавода и др. Отверстия в платине и мостах должны быть строго соосны, чтобы обеспечить правильное положение деталей. Соосность отверстий под детали обеспечивается базовыми отверстиями, в которые вставляют посадочные штифты, или установкой в платину втулок, на которые одевают мосты.
Рис. 12. Платины и мосты часовых механизмов:
а — круглая форма, б — некруглая форма; 1 — мост барабана, 2 — мост колесной передачи, 3 — мост центральный, 4 — мост баланса, 5 — мост анкерной вилки
Рис. 13. Детали двигателя:
а — заводная пружина, б — корпус барабана, в — крышка барабана, г — вал барабана
Латунные платины и мосты обычно никелируют для предохранения их от окисления, а также для придания им красивого внешнего вида. Платина и мосты составляют комплект, по высоте которого определяется высота часового механизма.
Платина и мосты составляют комплект, по высоте которого определяется высота часового механизма.
Детали двигателя. Пружинный двигатель состоит из заводной пружины с накладкой, барабана и вала барабана. Заводная пружина (рис. 13, а) представляет собой плоскую ленту спиральной или S-образной формы. Изготовляют пружину из специального сплава 40КНХМВТЮ или углеродистой стали А75, проходящей в дальнейшем специальную термическую обработку. Пружина располагается в закрытом барабане. Внутренний конец ее закреплен на крючке вала барабана, внешний — соединен с внутренней поверхностью корпуса и крышки барабана или с внутренней поверхностью стенки корпуса барабана. Барабан изготовляют из латуни ЛСбЗ-Зт, а затем его никелируют или золотят. Состоит барабан из корпуса (рис. 13, б) и крышки (рис. 13, в). На корпусе барабана с наружной стороны нарезан зубчатый венец. В зависимости от вида крепления заводной пружины в дне корпуса выполнено прямоугольное отверстие для установки накладки или на корпусе с внутренней стороны имеется фрезеровка — замок. В крышке барабана также может быть выполнено отверстие для крепления мечевидной накладки.
В крышке барабана также может быть выполнено отверстие для крепления мечевидной накладки.
Вал барабана (рис. 13, г) изготовляют из стали А75 с последующей термической обработкой. Он имеет две цилиндрические цапфы. На утолщенной части вала фрезеруется специальный крючок для крепления внутреннего витка пружины. Верхняя цапфа заканчивается квадратной частью, на которую устанавливается барабанное колесо. В торцовой части вала имеется отверстие с резьбой для привертывания барабанного колеса винтом. Вал барабана должен свободно вращаться относительно его корпуса и крышки. Верхняя и нижняя цапфы при сборке входят в отверстия платины и барабанного моста.
Рис. 14. Детали основной колесной системы:
а — центральное колесо с трибом, б — промежуточное колесо с трибом, в — секундное колесо с трибом
Детали колесной системы. Колесная система состоит из зубчатых колес, входящих в зацепление с другими зубчатыми колесами — трибами, имеющими меньше 20 зубьев. Трибы обычно изготовляют за одно целое с осью. В состав колесной системы механических часов входят центральное колесо с трибом (рис. .14, а), промежуточное колесо с трибом (рис. 14, б), секундное колесо с трибом (рис. 14, в) и триб анкерного колеса. При более сложной кинематической схеме в колесную систему часов входят дополнительные или передаточные колеса. Вращение передается от колеса на триб, т. е. с повышением скорости вращения.
Трибы обычно изготовляют за одно целое с осью. В состав колесной системы механических часов входят центральное колесо с трибом (рис. .14, а), промежуточное колесо с трибом (рис. 14, б), секундное колесо с трибом (рис. 14, в) и триб анкерного колеса. При более сложной кинематической схеме в колесную систему часов входят дополнительные или передаточные колеса. Вращение передается от колеса на триб, т. е. с повышением скорости вращения.
В электронно-механических часах вращение передается от триба к колесу, т. е. с понижением скорости вращения от триба ротора через центральное колесо с трибом, промежуточное колесо с трибом, передаточное колесо с трибом и секундное колесо с трибом на стрелки.
В зависимости от конструкции часов и их кинематической схемы, наличия и расположения «екундной стрелки конструкция колес и трибов может быть различной. Обычно колесо неподвижно соединено с соответствующим трибом.
Рис. 15. Детали анкерного хода:
а — двойной ролик, б — анкерная вилка, в — анкерное колесо, г — форма зуба анкерного колеса; 1 — импульсный ролик, 2 — импульсный камень, 3 — рожки, 4, 10 — палеты, 5 — триб, 6 — колесо, 7 — зуб, 8 — плоскость импульса палеты, 9 — плоскость покоя палеты, 11 -плоскость покоя зуба, 12 — носик зуба, 13 — выемка в двойном ролике под копье, 14 — предохранительный ролик, 15 — плоскость импульса зуба, 16 — пятка зуба, 17 — фаска зуба
Для уменьшения потерь на трение в зацеплении и износа деталей колеса и трибы изготовляют из разных материалов: колеса из латуни ЛСбЗ-Зт с последующим золочением или никелированием, а трибы из стали А75 с последующей термообработкой и полированием.
Детали анкерного хода. К деталям анкерного хода относятся анкерное колесо, анкерная вилка с осью, копьем и палетами, двойной ролик с импульсным камнем, ограничи-чительные штифты (рис. 15).
Детали хода монтируют между платиной и мостами, двойной ролик напрессован на ось баланса.
Двойной ролик (рис. 15, а) так назван потому,
что состоит из импульсного ролика 1, несущего рубиновый импульсный камень 2 (эллипс), и предохранительного ролика 14 с выемкой 13.
Импульсный камень служит для освобождения анкерной вилки и передачи энергии от вилки к балансу.
Двойной ролик напрессовывают на ось баланса.
Анкерную вилку (рис. 15, б) изготовляют из высококачественной инструментальной стали У10А. Она имеет два плеча, в которые вставляют две палеты 4, 10 из искусственного рубина: палету входа и палету выхода. Каждая палета имеет хорошо отполированные рабочие плоскости импульса 8 и покоя 9. Хвостовая часть вилки имеет полированный паз, копье и два рожка. Анкерную вилку напрессовывают на ось.
В одних конструкциях имеются ограничительные штифты, в других предусмотрены ограничительные выступы в платине или в мосту, которые определяют угол поворота анкерной вилки при работе хода.
Анкерное колесо изготовляют из высококачественной инструментальной стали У10А с последующей закалкой.
Анкерное колесо (рис. 15, в) обычно имеет 15 зубьев. Зуб колеса (рис. 15, г) имеет две рабочие плоскости: плоскость импульса 15 и плоскость покоя 11. С боковой стороны с поверхности импульса снята фаска 17 (0,6-0,7 толщины зуба). Плоскости импульса и покоя должны иметь ровную полированную поверхность.
Детали системы баланс-спираль. Балансовый регулятор состоит из баланса с осью, спирали, колодки и колонки (рис. 16, е). Баланс представляет собой обод с перекладиной (рис. 16, а), изготовленных как одно целое. Наиболее распространен баланс без винтов, имеющий перекладину с тремя спицами. В центре перекладины имеется отверстие, в которое запрессована ось баланса (рис. 16, б). Цапфы баланса полируют, а переход от цапфы к утолщенной части делают по плавной кривой и также полируют. Полированные пятки цапф оси баланса имеют сферическую форму.
Полированные пятки цапф оси баланса имеют сферическую форму.
В отдельных конструкциях часов могут встречаться и балансы, в обод которых ввернуты регулировочные винты. Чтобы облегчить регулировку часов с такими балансами, головки винтов могут иметь различные размеры. Под уменьшенные головки (расположенные диаметрально) под-кладывают регулировочные шайбы.
Балансы изготовляют из латуни марки ЛСбЗ-Зт или нейзильбера НМЦС-16-22-1, 8ПТ; винты из того же материала, что и обод. Обод баланса золотят. Ось баланса изготовляют из стали У10А с последующей термообработкой и полированием.
Спираль (рис. 16, в) имеет форму спирали Архимеда. Внутренний конец ее закреплен в колодке (рис. 16, г), а внешний — в колонке (рис. 16, 3). В колодке имеется прорезь, благодаря которой колодку можно надевать фрикционно на ось баланса и поворачивать на оси. Колонка закрепляется в отверстии моста баланса. Спираль изготовляют из специального железоникелевого сплава 42НХТЮА с последующей термообработкой (термофиксацией), колонку из стали А75, а колодку из латуни ЛСбЗ-Зт с последующим золочением или никелированием.
Рис. 16. Детали регулятора (системы баланс — спираль):
а — баланс с осью, б — ось баланса, в — спираль, е — колодка, д — колонка, е — узел баланс — спираль
Детали механизма заводки часов и перевода стрелок (ремонтуара). Механизм заводки часов и перевода стрелок состоит из заводной головки, заводного вала, заводного триба, кулачковой муфты, заводного колеса, барабанного колеса, собачки, заводного и переводного рычагов, фиксатора или моста ремонтуара, собачки с пружинкой, переводных колес, заводного рычага и пружинки (рис. 17).
Заводная головка (рис. 17, а) изготовлена из того же материала, что и корпусное кольцо. Для ее изготовления применяют латунь, нейзильбер, нержавеющую сталь. В зависимости от покрытия корпуса она может быть покрыта хромом или золотом. По окружности заводной головки выполнена специальная зубчатая накатка для удобства завода часов и перевода стрелок.
В торцовой части втулки заводной головки имеется резьбовое отверстие для соединения ее с заводным валом.
Рис. 17. Детали механизма заводки часов и перевода стрелок:
а — заводная головка, б — заводной вал, в — заводной триб, г — кулачковая муфта, д — заводное колесо, е — барабанное колесо, ж — собачка, з — пружинка собачки, и — заводной рычаг, к — переводной рычаг, л — пружинка заводного рычага, м — фиксатор, н — переводное колесо
Заводной вал (рис. 17, б) изготовлен из стали А75 с последующей термообработкой или из нержавеющей стали 25Х13Н2. Вал имеет цилиндрическую и граненую части.
В проточку цилиндрической части заводного вала входит «носик» переводного рычага.
Направляющая (цилиндрическая) часть вала входит с зазором в отверстие платины.
На квадратную часть вала надевают кулачковую муфту, на цилиндрическую часть — заводной триб.
Заводной триб (рис. 17, в) изготовлен из стали У10А с последующей термообработкой. Заводной триб имеет модульные и косые зубья.
Модульные зубья расположены на торцовой части триба. Модульными (торцовыми) зубьями заводной триб входит в зацепление с заводным колесом. С другой стороны триба расположены косые зубья, которые воспринимают действие кулачковой муфты.
Модульными (торцовыми) зубьями заводной триб входит в зацепление с заводным колесом. С другой стороны триба расположены косые зубья, которые воспринимают действие кулачковой муфты.
Кулачковая муфта (рис. 17, г) изготовлена из стали марки У10А с последующей термообработкой. В кулачковой муфте имеется сквозное квадратное отверстие, которым ее надевают на квадратную часть заводного вала. Муфта может свободно перемещаться вдоль вала.
На торцах кулачковой муфты имеются модульные и косые зубья, при помощи которых она передает вращение: косыми зубьями — заводному трибу и модульными зубьями — переводным колесам.
Заводное колесо (рис. 17, д) изготовлено из стали У10А с последующей термообработкой. По наружной части колеса расположены зубья. Конструкция заводных колес в зависимости от модели часов может быть различной. Чаще всего заводное колесо крепят специальной накладкой, надеваемой на колонку, к барабанному мосту двумя винтами.
Иногда заводные колеса надевают на специальные втулки, расположенные на барабанном мосту, и крепят к ним винтами. При таком креплении винты часто имеют левую резьбу, чтобы отличать такие винты, на их головках сделан не один шлиц, а три. Лицевую плоскость заводного колеса и накладки лучуют, а фаску колеса полируют. Лучевание — нанесение рисок в виде лучей на поверхность часовой детали.
При таком креплении винты часто имеют левую резьбу, чтобы отличать такие винты, на их головках сделан не один шлиц, а три. Лицевую плоскость заводного колеса и накладки лучуют, а фаску колеса полируют. Лучевание — нанесение рисок в виде лучей на поверхность часовой детали.
Барабанное колесо (рис. 17, е) изготовлено из стали У10А с последующей термообработкой. Лицевую плоскость колеса лучуют, а фаску полируют. Барабанное колесо в центре имеет квадратное отверстие, в которое входит квадратная часть вала барабана. Колесо крепят к валу винтом.
Условия работы колесной системы заводки часов отличаются от условий работы основной колесной системы. Эти детали работают только периодически в момент заводки часов, передавая при этом значительные усилия.
Собачка (рис. 17, ж) изготовлена из стали У10А с последующей термообработкой и отполирована. Собачку ее отверстием устанавливают на колонку барабанного моста и закрепляют на ней винтом. Форма собачки может быть различной: она может иметь от одного до трех зубьев. Собачка позволяет барабанному колесу при заводке вращаться только в одну сторону, т. е. при заводке она отходит в сторону. После заводки пружины собачка поворачивается под действием пружинки и зуб собачки входит между зубьями барабанного колеса, не давая ему вращаться.
Собачка позволяет барабанному колесу при заводке вращаться только в одну сторону, т. е. при заводке она отходит в сторону. После заводки пружины собачка поворачивается под действием пружинки и зуб собачки входит между зубьями барабанного колеса, не давая ему вращаться.
Пружинка собачки (рис. 17, з) изготовлена из стальной проволоки. В зависимости от конструкции собачки форма пружинки может быть различной. Пружинка работает только во время заводки часов. Нажимая на штифт, пружинка собачки заставляет перескакивать первый зуб собачки с зуба на зуб барабанного колеса. В то время когда начинают работать другие зубья собачки, пружина не касается штифта собачки и не работает .
Заводной и переводной рычаги (рис. 17, и, к) изготовляют из стали У1 OA.
Заводной рычаг его цилиндрическим отверстием устанавливают на специальный штифт, расположенный в платине с циферблатной стороны, «носик» заводного рычага расположен в проточке кулачковой муфты. Пружинка заводного рычага (рис. 17, л) прижимает его к кулачковой муфте.
Переводной рычаг устанавливают на ось переводного рычага. Конец переводного рычага находится в проточке заводного вала.
Ось переводного рычага с помощью пружины и винта крепят к платине. Ось переводного рычага может при нажиме перемещаться; при этом переводной рычаг выходит из проточки заводного вала, освобождая его.
Переводной рычаг имеет штифт, который расположен в специальных впадинах фиксатора.
Фиксатор (рис. 17, м) изготовлен из стали У10А. Он служит для фиксации переводного рычага при заводке часов и переводе стрелок, а также является мостом для крепления деталей переводного механизма. Фиксатор имеет специальные впадины для фиксации штифта переводного рычага. К платине фиксатор крепят винтами.
Переводные колеса (рис. 17, н) изготовлены из стали У10А с последующей термической обработкой. По наружному диаметру колес расположены модульные зубья. Колеса устанавливают на специальные колонки, расположенные в платине. Для уменьшения трения переводных колес о платину на ней сделаны специальные кольцевые выступы. Для уменьшения трения переводных колес на колонках отверстию их придают специальную форму.
Для уменьшения трения переводных колес на колонках отверстию их придают специальную форму.
Детали стрелочного механизма. Стрелочный механизм состоит из триба минутной стрелки, минутного (вексельного) колеса с трибом, часового колеса и фольги.
Триб минутной стрелки (рис. 18, а) изготовляют из стали У10А с последующей термообработкой. Триб имеет зубчатый венец с модульными зубьями, проточку под обжимку, посадочное место для минутной стрелки. В центре триба расположено отверстие, которым триб надевают на длинную цапфу центрального триба. Обжимая проточку триба, создают фрикционное соединение триба минутной стрелки с центральным трибом. Такое соединение позволяет ему поворачиваться относительно центрального триба при переводе стрелок и вращаться вместе с ним во время работы часового механизма. Два цилиндрических пояска служат направляющими для свободно вращающегося на трибе часового колеса.
Минутное (вексельное) колесо (рис. 18, б) состоит из триба и собственно колеса, жестко связанных между собой. Колесо изготовляют из латуни ЛСбЗ-Зт и покрывают тонким слоем золота или никеля. Триб изготовляют из стали А75. Минутное колесо вращается на колонке платины или штифте, запрессованном в платине. При работе минутное колесо передает усилие от триба минутной стрелки через свой триб на часовое колесо.
Колесо изготовляют из латуни ЛСбЗ-Зт и покрывают тонким слоем золота или никеля. Триб изготовляют из стали А75. Минутное колесо вращается на колонке платины или штифте, запрессованном в платине. При работе минутное колесо передает усилие от триба минутной стрелки через свой триб на часовое колесо.
Часовое колесо (рис. 18, б) изготовляют из латуни ЛСбЗ-Зт и покрывают тонким слоем золота. Часовое колесо имеет зубчатый венец и гладкую цилиндрическую втулку, на которую плотно надевают часовую стрелку. Часовое колесо его цилиндрическим отверстием свободно надевают на цилиндрические направляющие триба минутной стрелки.
Рис. 18. Детали стрелочного механизма:
а — триб минутной стрелки, б — минутное колесо с трибом, в — часовое колесо
Фольгу изготовляют из тонкой латунной ленты. Она необходима для того, чтобы при работе механизма часовое колесо прижималось к трибу минутной стрелки и не выходило из зацепления с трибом минутного колеса.
Детали электронно-механических наручных часов. Кроме деталей, характерных для механических часов, в электронно-механических часах имеются и специальные детали.
В качестве электрического источника энергии (рис. 19, а) наиболее широко применяют гальванические элементы, которые называют элементами или батарейками. В зависимости от материала катода батарейки подразделяют на ртутно-цинковые, серебряно-цинковые, марганцево-цинковые. Анодом в этих батарейках является цинк. Корпус батареек герметичный.
Рис. 19. Электрохимический источник питания (а) и баланс — спираль (б)
Баланс-спираль (рис. 19, б) представляет собой два диска, соединенных между собой осью баланса. На дисках баланса расположены постоянные магниты; с противоположной стороны имеются противовесы.
Внутренний конец спирали закреплен в колодке со специальной прорезью, посредством которой колодка фрик-ционно устанавливается на ось баланса. Внешний виток спирали закреплен в колонке. Спираль изготовлена из того же материала, что и спираль для механических часов.
Спираль изготовлена из того же материала, что и спираль для механических часов.
Шаговый двигатель со встроенными катушками состоит из двух полуроторов, статора и катушек, число которых может быть различно, как и число магнитов на роторе. Полуроторы соединены между собой осью, на которой расположен триб. К электронному блоку
кварцевого генератора шаговый двигатель подключается проводниками с клеммами (рис. 20, а).
Шаговый двигатель с выносной катушкой (рис. 20, б) состоит из статора 2, ротора 3 с трибом и катушки 1 с сердечником. Для подключения катушки к блоку кварцевого генератора на ней имеются специальные контактные площадки 4.
Статор 2 изготовляют из магнитопроводящего материала — пермаллоя, обладающего хорошей магнитной проницаемостью и достаточно высокой индукцией насыщения. Ротор 3 с трибом изготовляют из стали А75, магнит ротора выполняют из высокоэнергетического материала SmCo5 (самарий-кобальт), обладающего высокой коэрцитивной силой и достаточно малой удельной плотностью. Катушку 1 выполняют из медного провода с термопластическим слоем. Термослой при =100 °С плавится, что позволяет плотно соединить витки между собой. Сердечник изготовляют, как и статор, из магнитомягкого материала-пермаллоя.
Катушку 1 выполняют из медного провода с термопластическим слоем. Термослой при =100 °С плавится, что позволяет плотно соединить витки между собой. Сердечник изготовляют, как и статор, из магнитомягкого материала-пермаллоя.
Рис. 20. Шаговые двигатели {а, б):
1 — катушка, 2 -статор, 3 — ротор, 4 — контактные площадки
Блок кварцевогогенератора (рис. 21, а) представляет собой специальную печатную плату, на которой расположены кварцевый резонатор, интегральная микросхема, подстроечный конденсатор (триммер). Электрические соединения между радиоэлементами вылолнены печатными проводниками. Печатная плата изготовлена из стеклотекстолита.
Триммер (рис. 21, е) представляет собой специальный конденсатор переменной емкости, служащий для подстройки частоты блока кварцевого генератора.
Токосъемники нижний и боковой (рис. 21, б) служат для передачи питания от источника на блок кварцевого генератора. Изготовляют токосъемники из бериллиевой бронзы с последующим золочением.
Рис. 21. Электронный блок (а), токосъемник (б) и триммер (в)
Часовые камни. Часовые камни по назначению разделяют на две группы:
1. Функциональные — если они служат для стабилизации трения или уменьшения скорости изнашивания контактирующих поверхностей деталей. К функциональным камням относят:
камни с отверстиями, служащие радиальными или осевыми опорами;
камни, способствующие передаче силы или движения;
несколько камней (например, шариковые муфты для механизма подзавода), объединенные в один функциональный камень независимо от числа камней.
2. Нефункциональные — декоративные камни. К ним относят: камни, закрывающие камневые отверстия, но не являющиеся осевой опорой; камни, служащие опорой часовых деталей (например, барабанное, передаточное колесо и т. п.).
При маркировке указывают только число функциональных камней или функциональных камневых опор. Изготовляют часовые камни из искусственного рубина.
Этот материал обладает высокой твердостью и износостойкостью, хорошо обрабатывается, поддается полированию. Камни из искусственного рубина не окисляют и не разлагают часовое масло. Кроме того, этот материал имеет красивый внешний вид.
Камни из искусственного рубина не окисляют и не разлагают часовое масло. Кроме того, этот материал имеет красивый внешний вид.
Рис. 22. Виды часовых камней:
а — накладные, 6, в — сквозные с нецилиндрическим отверстием, г — сквозные сферические, д — палета входа, е — палета выхода, ж — импульсный
Из камней изготовляют палеты, импульсные камни, а также опоры для цапф трибов и осей.
Часовые камни длительное время могут удерживать смазку, обеспечивая стабильную работу часового механизма.
В часовом механизме применяют камни различной формы и размеров (рис. 22): накладные, сквозные, палеты, импульсные (эллипсы).
Накладные камни (рис. 22, а) применяют в качестве подпятников для снижения трения в опорах. Их ставят с обеих сторон оси баланса. Иногда накладные камни применяют и в качестве подпятников для осей анкерной вилки, анкерного триба и т. п.
Сквозные камни различной формы используют как подшипники для цапф осей и трибов.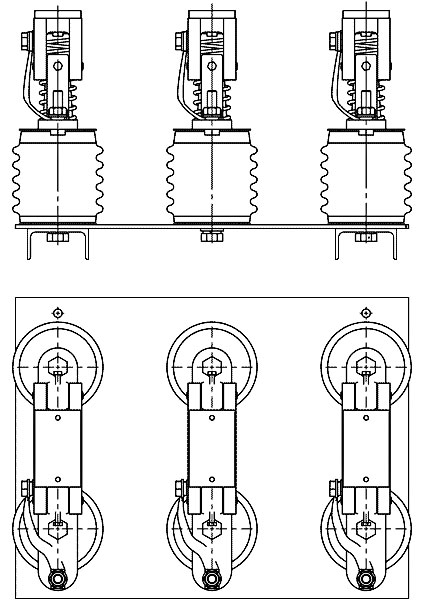 Цапфы трибов и осей колесной системы и механизма хода, как правило, имеют опорное заплечико, поэтому в сквозных камнях для лих имеется цилиндрическое полированное отверстие (рис. 22,6, в).
Цапфы трибов и осей колесной системы и механизма хода, как правило, имеют опорное заплечико, поэтому в сквозных камнях для лих имеется цилиндрическое полированное отверстие (рис. 22,6, в).
Цапфы оси баланса, который совершает большое количество колебаний (432 ООО полуколебаний в сутки), не имеют заплечика, поэтому в сквозных камнях для них отверстие имеет не цилиндрическую, а скругленную форму, так называемый оливаж (рис. 22, г).
Во всех сквозных камнях есть специальное углубление, масленка, в которой удерживается часовое масло.
Чтобы камни не раскалывались, при запрессовке в сквозных камнях выполняют заходную фаску пулевидной формы. Усилие запрессовки увеличивается постепенно.
Палеты анкерной вилки также изготовляют из искусственного рубина. Палеты имеют форму прямоугольной призмы. По углу, образованному плоскостью импульса и плоскостью основания, они делятся на палеты входа (рис. 22, д) с более тупым углом и палеты выхода (рис. 22, ё) с менее тупым углом. Заходная фаска палеты выхода находится против плоскости покоя, а заходная фаска палеты входа — на плоскости покоя.
Импульсный камень (эллипс) представляет собой цилиндрический штифт с сечением в виде срезанного эллипса. В часах он осуществляет взаимодействие баланса с анкерной вилкой.
В часах с обычной кинематической схемой применяется, как правило, от 15 до 17 камней. Изменение кинематической схемы и введение различных дополнительных устройств в часах увеличивает число камней, в некоторых конструкциях оно достигает 29 и более.
Все часовые камни выпускаются по ГОСТ 7137-65, который определяет форму камней, их размеры, чистоту поверхности, технические требования к ним и методы контроля.
Валы Установка в патрон и на центр
| Фиг. 14. Установка вала в патрон и на центр. |
При обработке валов наиболее распространенной базой для> установки детали являются центры. В случае правильной установки центров необходимость в выверке отпадает.
 Для деталей,, устанавливаемых в патроне и заднем центре, выверка требуется, по шейке, расположенной ближе к патрону. В массовом или серийном производстве при применении вместо универсальных специальных центрирующих патронов необходимость в выверке также отпадает. При установке валов в патроне и люнете требуется выверка переднего и заднего концов вала на биение и дополнительная проверка по длине во избежание ошибок, связанных со смещением заднего центра станка.
[c.271]
Для деталей,, устанавливаемых в патроне и заднем центре, выверка требуется, по шейке, расположенной ближе к патрону. В массовом или серийном производстве при применении вместо универсальных специальных центрирующих патронов необходимость в выверке также отпадает. При установке валов в патроне и люнете требуется выверка переднего и заднего концов вала на биение и дополнительная проверка по длине во избежание ошибок, связанных со смещением заднего центра станка.
[c.271]При установке в патроне и неподвижном люнете контролируют биение заготовки у патрона. Затем проверяют положение вала около люнета следующими методами. При наличии центрового отверстия положение заготовки проверяют по кольцевому зазору между отверстием и центром с помощью щупа (рис. 7, г). Отклонение от соосности пиноли задней балки или осевого инструмента контролируют инструментом, закрепленным на пиноли или на заготовке (рис. 7, а). [c.228]
Обработка за один установ обеспечивает при изготовлении деталей высокой жесткости малые отклонения от соосности и перпендикулярности торцов оси детали. Сказанное относится и к обработке валов с установкой на центры, хотя эта обработка соответствует третьему способу. При зацентровке вала можно обрабатывать и отверстия. Переустановка вала не вызывает больших отклонений расположения поверхностей. Рассмотренные второй и третий способы относятся к обработке деталей, закрепляемых в патроне и на оправке.
[c.234]
Сказанное относится и к обработке валов с установкой на центры, хотя эта обработка соответствует третьему способу. При зацентровке вала можно обрабатывать и отверстия. Переустановка вала не вызывает больших отклонений расположения поверхностей. Рассмотренные второй и третий способы относятся к обработке деталей, закрепляемых в патроне и на оправке.
[c.234]
Обработка детали при комбинированном закреплении. При предварительном обтачивании валов средних и крупных размеров их закрепляют в патроне и поджимают центром- задней бабки. На такое закрепление тратится меньше времени, чем на установку в центрах с использованием поводкового патрона. Однако точность установки детали здесь значительно ниже. При использовании четырехкулачкового патрона точность установки детали повышается, но одновременно увеличивается время на установку и выверку ее. [c.276]
Выверяют вал по рискам разметки при помощи рейсмуса. Для этой цели риски с торца вала, обращённого к патрону, предварительно переносят на цилиндрическую часть заготовки. Ввиду большого веса заготовки установкой на центр пользуются только для проточки шейки под люнет последний применяется при дальнейшей обработке в качестве основной опоры (фиг. 15). При большой длине заготовки ставят дополнительные неподвижные люнеты по длине вала. Для обработки конца вала, зажатого в патроне, заготовку перевёртывают и обточенный конец вала зажимают в кулачках, а одну из обработанных шеек на другом конце поддерживают люнетом. При установке вала производят проверку его на биение индикатором (фиг. 16) по специально проточенным и выверенным контрольным
[c.140]
Ввиду большого веса заготовки установкой на центр пользуются только для проточки шейки под люнет последний применяется при дальнейшей обработке в качестве основной опоры (фиг. 15). При большой длине заготовки ставят дополнительные неподвижные люнеты по длине вала. Для обработки конца вала, зажатого в патроне, заготовку перевёртывают и обточенный конец вала зажимают в кулачках, а одну из обработанных шеек на другом конце поддерживают люнетом. При установке вала производят проверку его на биение индикатором (фиг. 16) по специально проточенным и выверенным контрольным
[c.140]
При ремонте, мелкосерийном и единичном изготовлении валы длиной до 1000 мм и диаметром до 60 мм центруют на токарных станках. Для этого вал пропускают через отверстие в шпинделе станка и зажимают в патроне с вылетом 50—100 мм. Длинные валы из проката центруют на токарном станке с применением люнета, при этом один конец, вала зажимают в патроне, а второй устанавливают в люнете.
 Для установки необработанного конца вала в люнете применяют установочные втулки (рис. 5). Тяжелые кованые валы центруют на горизонтально-расточных станках, на которых одновременно подрезают и торцы вала.
[c.316]
Для установки необработанного конца вала в люнете применяют установочные втулки (рис. 5). Тяжелые кованые валы центруют на горизонтально-расточных станках, на которых одновременно подрезают и торцы вала.
[c.316]Валы из поковок устанавливают в четырехкулачковом патроне и на заднем центре. При этом заготовку выверяют со стороны патрона точность установки по обработанной поверхности по индикатору до 0,05 мм. [c.90]
Обточка шеек. Для уменьшения прогиба вала при обточке левый его конец не опирают на центр, как обычно, а зажимают в патроне. Закрепление валов в трехкулачковом патроне и задней бабке обеспечивает точность установки вала в патроне и в задней бабке до 0,1 мм. Для повышения точности установки вала в трехкулачковом патроне применяют сырые кулачки, которые во избежание неточностей изготовления и установки патрона растачивают на месте. Валы из поковок устанавливают в четырехкулачковом патроне и заднем центре. Выверку заготовки производят со стороны патрона, точность установки достигает 0,05 мм. [c.147]
[c.147]
При единичном изготовлении валов заготовку получают отрезкой от проката или свободной ковкой, в зависимости от конфигурации и размеров вала, а также от перепада диаметральных размеров ступеней. Токарные операции выполняются последовательной обработкой ступеней на обычных токарных станках. При этом зацентровка крупных валов производится по разметке, а обработка — с креплением в патроне и установкой другого конца вала в люнете для осуществления такой установки предварительно обрабатывают шейку под люнет, для чего вал устанавливают в патроне с поджимом задним центром. Чтобы избежать специальной обработки шейки под люнет, иногда применяют для валов диаметром до 200 мм специальные регулируемые муфты, которые закрепляются на необработанных шейках и служат для установки в люнеты совмещение осей муфты и обрабатываемого вала достигается регулировкой винтами, головки которых должны быть утоплены в тело фланцев (фиг. 251). [c.402]
При индивидуальном изготовлении валов токарные операции выполняются на обычных токарных станках. Зацентровку крупных валов производят по разметке, а обработку — с креплением в патроне и, установкой другого конца вала в люнете шейку под люнет обрабатывают, устанавливая вал в патроне с поджимом задним центром.
[c.401]
Зацентровку крупных валов производят по разметке, а обработку — с креплением в патроне и, установкой другого конца вала в люнете шейку под люнет обрабатывают, устанавливая вал в патроне с поджимом задним центром.
[c.401]
Возможна установка полых валов с базой по наружному диаметру с креплением патроном и по отверстию с помощью ершового центра. В этом случае требуется выверка только у конца детали, зажатого в патроне, а при центрирующем патроне необходимость в выверке вообще отпадает. При обработке деталей типа дисков, бандажей или шестерен, не требующих при установке на станке поддержки задним центром, в качестве базы может быть принят наружный или внутренний диаметр обода, внутренний и наружный диаметр ступицы. В схемах обработки достаточно подробно показаны примеры креплений, требующие или исключающие выверку детали. [c.276]
Установка шестеренных валов на зуборезных станках с горизонтальным расположением оси заготовки производится обычно в четырехкулачковом патроне и по сути дела не отличается от установки крепления деталей типа валов на токарных станках. Второй конец вала опирается на задний центр и поддерживается люнетом.
[c.378]
Второй конец вала опирается на задний центр и поддерживается люнетом.
[c.378]
При неправильной центровке заготовки или некруглом ее сечении усилие резания и прогиб обрабатываемого вала изменяются. Для уменьшения прогиба вал при обтачивании левым концом не опирают на центр, а закрепляют в жестком патроне. Закрепление валов в трехкулачковом патроне и задней бабке обеспечивает точность установки вала до 0,Lmm. Для повышения точности установки применяют сырые кулачки, которые растачивают на месте. [c.320]
Установка есть часть операции, выполняемая при одном закреплении детали. В одной операции может быть несколько установок. Например, вал, закрепленный в трехкулачковом патроне и поджатый задним центром, обтачивают с одного конца, а затем вынимают деталь из патрона, поворачивают ее на 180°, закрепляют и обтачивают с другого конца, операция состоит из двух установок. [c.7]
Шейка под люнет является базирующей поверхностью и в случае неточной установки люнета вал получается неодинакового диаметра по длине. При точной обработке рекомендуется растачивать кулачки люнета по диаметру обрабатываемого вала на станке. В этом случае при установке вала не трогают нижних кулачков, открывая верхнюю часть люнета. Жесткость при обработке может быть также повышена лучшим закреплением концов вала. При обдирочных работах часто поддерживается центром только правый конец вала, а левый закрепляется в патроне с соответствующей выверкой. При обтачивании длинных валов постоянного сечения пользуются подвижными люнетами. Люнет укрепляется на суппорте, образуя опору валу, и следует за резцом.
[c.104]
При точной обработке рекомендуется растачивать кулачки люнета по диаметру обрабатываемого вала на станке. В этом случае при установке вала не трогают нижних кулачков, открывая верхнюю часть люнета. Жесткость при обработке может быть также повышена лучшим закреплением концов вала. При обдирочных работах часто поддерживается центром только правый конец вала, а левый закрепляется в патроне с соответствующей выверкой. При обтачивании длинных валов постоянного сечения пользуются подвижными люнетами. Люнет укрепляется на суппорте, образуя опору валу, и следует за резцом.
[c.104]
Для обработки небольших валов можно пользоваться обычными токарными станками без специальных патронов на задней бабке. В таком случае для размещения центра кривошипной шейки приходится напрессовывать или приваривать к валу вспомогательное технологическое кольцо или планку, которые по выполнении работы удаляют. До установки на станок на технологической планке или кольце размечают осевые линии и засверливают центр для задней бабки. [c.216]
[c.216]
Эталон или обработанная деталь зажимается в цанге с установкой между отрезным резцом и упором, в патроне или в центрах Вращая распределительный вал автомата или периодически включая перемещение суппортов полуавтомата в наладочном режиме, подводят поочередно все суппорты к соответствующим обрабатываемым поверхностям и производят точную установку и регулировку всех режущих инструментов, а на полуавтоматах — и путевых упоров. [c.247]
Базирование заготовок при обработке на станках. При любом способе установки вала для обработки наружных поверхностей вращения — центровыми гнездами на центрах, центральным отверстием на грибковых центрах, по наружной поверхности в патроне или в цанге — базирующим элементом является ось вращения заготовки. Этот же элемент является базирующим при обработке на шлицефрезерных и резьбофрезерных станках. При обработке шпоночных пазов, при предварительной обработке торцов черной заготовки и при зацентровке заготовки за базу принимаются наружные поверхности вращения, которыми заготовка устанавливается в призмы и ориентируется в осевом направлении одним из концов или торцом одной из ступеней. [c.393]
[c.393]
В установках для автоматической наплавки валов и осей часто используются токарные станки с дополнительным редуктором для уменьшения чисел оборотов шпинделя. При этом восстанавливаемую деталь устанавливают в центрах или в патроне, а наплавочную головку (аппарат) с бункером флюса — на суппорте станка. [c.310]
Наладка предусматривает установку и закрепление обрабатываемой детали (заготовки) и режущего инструмента непосредственно на станке или в приспособлении подвод смазочно-охлаждающей жидкости в рабочую зону и смазку станка перед началом обработки, а также выполнение ряда других подготовительных операций. Рассмотрим способы установки и закрепления обрабатываемой детали на токарно-винторезном станке и применяемые для этой цели приспособления. Самым распространенным способом установки обрабатываемой детали является установка ее на центрах станка, которые, в свою очередь, устанавливаются в конических гнездах шпинделя передней бабки и пиноли задней бабки. В зависимости от формы и размеров обрабатываемых в центрах деталей применяют и соответствующую конструкцию центров. При обработке обычных валов применяют центра, показанные на рис. 47, а, а если необходимо подрезать торец заготовки, применяют срезанный центр (рис. 47, 6). Для обточки заготовок малого диаметра, когда не представляется возможным изготовить центровочные отверстия в заготовке, применяется обратный центр (рис. 47, в). При работе с большими скоростями обычные центра сильно нагреваются и выходят из строя, в этих случаях центр, устанавливаемый в задней бабке, заменяют на вращающийся (рис. 47, г). Для передачи вращения от шпинделя обрабатываемой детали, установленной на центрах, используют поводковый патрон (рис. 47, д) и хомутик. При нарезании многозаходной резьбы применяют поводковый патрон с делениями (рис. 47, е). При обточке длинных валов, имеющих отношение
[c.87]
В зависимости от формы и размеров обрабатываемых в центрах деталей применяют и соответствующую конструкцию центров. При обработке обычных валов применяют центра, показанные на рис. 47, а, а если необходимо подрезать торец заготовки, применяют срезанный центр (рис. 47, 6). Для обточки заготовок малого диаметра, когда не представляется возможным изготовить центровочные отверстия в заготовке, применяется обратный центр (рис. 47, в). При работе с большими скоростями обычные центра сильно нагреваются и выходят из строя, в этих случаях центр, устанавливаемый в задней бабке, заменяют на вращающийся (рис. 47, г). Для передачи вращения от шпинделя обрабатываемой детали, установленной на центрах, используют поводковый патрон (рис. 47, д) и хомутик. При нарезании многозаходной резьбы применяют поводковый патрон с делениями (рис. 47, е). При обточке длинных валов, имеющих отношение
[c.87]
Первый способ. Обтачивают в патроне или в центрах короткий валик, диаметр которого равен диаметру шейки вала, подлежащего установке в люнете по этому вспомогательному валику производят регулировку кулачков люнета закрепив стопорные винты кулачков, передвигают люнет по станине на тО место, где будет находиться шейка, проточенная у заготовки под. люнет, и закрепляют его здесь устанавливают заготовку шейкой в люнете.
[c.73]
люнет, и закрепляют его здесь устанавливают заготовку шейкой в люнете.
[c.73]
Десятая операция. Заготовку устанавливают конусным отверстием на пробке, закрепленной в патроне или в отверстии щпинделя и обточенной на месте по данному отверстию второй конец заготовки поджимают грибковым центром задней бабки. Таким закреплением вала достигается строгая соосность внутреннего и наружного конусов. С этой установки обрабатывается наружная конусная поверхность К 1 10 (рис. 102, ф), которую обтачивают с таким расчетом, чтобы калибр-втулка своим пазом [c.151]
Наиболее часто детали типа валов обрабатывают в центрах (рис. 1.16), при этом на торцовых поверхностях заготовки делают центровые отверстия. При установке заготовки на станок в центровые отверстия вводят передний I и задний 2 центры. Для передачи заготовки вращения служит поводковый патрон Свободный конец хомутика входит в контакт с вращающимся пальцем поводкового патрона и вращает деталь. [c.21]
[c.21]
При обработке заготовок на расточных, фрезерных и сверлильных станках заготовки можно устанавливать обработанной базой непосредственно на стол станка с ориентацией по боковым упорам, закрепленным в Т-образных пазах. Вместо упоров на столе станка часто закрепляют линейку или угольник, а по ним устанавливают заготовку базовыми площадками или платиками. Для токарной обработки заготовок типа фланцев, втулок, стаканов используют клиновые самоцентрирующие патроны с быстрой перестановкой кулачков на требуемый диаметр. Патроны имеют гидравлический, пневматический или электромеханический привод. Обтачивание заготовок типа валов производят в центрах с передачей момента поводковым трехкулачковым патроном с быстрой перестановкой кулачков на нужный размер. Патроны имеют гидро-, пневмо- или электромеханический привод. Для полной обработки валов с одной установки применяют поводковые центры (ГОСТ 18257—72), а также поводковые шайбы с торцовыми рифлениями II плавающим передним центром. Необходимая осевая сила для внедрения рифлений в торец заготовки создается гидравлическим или электромеханическим устройством задней бабки — вращающимся центром. Передаваемый крутящий момент составляет 100 Н-м и больше. Для фрезерных станков с ЧПУ используют механогидравлические тиски нормальной и повышенной точности. Их выпускают неподвижного и поворотного типов.
[c.264]
Необходимая осевая сила для внедрения рифлений в торец заготовки создается гидравлическим или электромеханическим устройством задней бабки — вращающимся центром. Передаваемый крутящий момент составляет 100 Н-м и больше. Для фрезерных станков с ЧПУ используют механогидравлические тиски нормальной и повышенной точности. Их выпускают неподвижного и поворотного типов.
[c.264]
Применение хомутиков и поводковых патронов при обработке деталей типа валов с установкой в центрах требует затрат времени на установку, снятие и зажим хомутиков. Крепление хомутиков непосредственно на обрабатываемой детали не позволяет вести сквозную обработку валов. Из-за разной глубины зацентровки заготовок имеет место смещение обрабатываемых деталей в осевом направлении, а это не позволяет производить обработку ступенчатых деталей по упорам и копирам. Для устранения этих недостатков применяют различные конструкции утопающих поводковых центров. ГОСТ 18257—72 предусмотрены поводковые центры, совмещенные с вращающимися центрами для базирования и сообщения вращения деталям типа валов при обработке их на токарных станках. Такие поводковые центры (рис. 61) изготовляются двух типов тип А — центры поводковые зубчатые исполнение 1 — прямые (рис. 61, а), исполнение 2 — обратные (рис. 61, б) тип Б — центры поводковые штырьковые (рис. 61, в).
[c.141]
Такие поводковые центры (рис. 61) изготовляются двух типов тип А — центры поводковые зубчатые исполнение 1 — прямые (рис. 61, а), исполнение 2 — обратные (рис. 61, б) тип Б — центры поводковые штырьковые (рис. 61, в).
[c.141]
Приспособления для установки валов. При обработке на токарных станках с ЧПУ заготовок деталей типа валов заготовки устанавливают в центрах. Передача крутящего момента заготовкам осуществляется поводковыми патронами. К таким патронам предъявляется ряд требований. Они должны обеспечивать 1) передачу максимального крутящего момента при черновой обработке 2) возможность обработки заготовки с одной установки и на высоких частотах вращения шпинделя 3) возможность базирования заготовки по торцу 4) возможность быстрой переналадки с центровой на патронную обработку. [c.16]
НИЯ к переднему центру. Аналогичная картина создается при крепле НИИ вала в патроне и на заднем вращающемся центре (фиг. 96, е) однако в этом случае для валов длиной более 15с наиболее низкая чистота поверхности наблюдается на 0,4 длины вала от торца, поддерживаемого задним центром на середину вала эта характеристика чистоты не распространяется. Совершенно такую же картину (фиг. 96, г) наблюдаем при креплении вала в патроне с установкой другого конца вала в люнете [31 ]. Таким образом, при обтачивании заготовок в неизменных условиях получается неоднородность
[c.154]
Совершенно такую же картину (фиг. 96, г) наблюдаем при креплении вала в патроне с установкой другого конца вала в люнете [31 ]. Таким образом, при обтачивании заготовок в неизменных условиях получается неоднородность
[c.154]
Маршрут механической обработки тяжелых валов следующий. Заготовку размечают для контроля, нанесения рисок для сверления центрового гнезда и выверки при установке на станках. Зацентровку производят на стационарном или переносном горизонтальносверлильном станке (колонке) с установкой заготовки в призмы. Токарную обработку выполняют за несколько установов. При первом установе один конец заготовки зажимают в кулачках планшайбы, а другой зацентрованный конец поджимают центром задней бабки при этом выверяют заготовку рейсмасом по разметочным рискам, нанесенным на наружной поверхности эту установку используют для обтачивания шеек под люнеты. Обдирку и последующую обработку производят с креплением вала кулачками планшайбы и установкой в люнеты. Обработку на центрах не производят из-за износа центровых гнезд, вызываемого большой массой заготовки при значительной длительности токарной операции. При каждой новой установке выверяют биение заготовки индикатором по специально проточенным контрольным пояскам биение устраняют перемещением кулачков патрона.
[c.318]
При каждой новой установке выверяют биение заготовки индикатором по специально проточенным контрольным пояскам биение устраняют перемещением кулачков патрона.
[c.318]
Валы в единичном и серийном производстве обрабатывают на токарных станках общего назначения. Жесткие валы, у которых отношение длины к диаметру меньше 12, обычно обрабатывают в центрах с хомутиком. Для обеспечения более надежного и жесткого закрепления заготовок из проката и валов, предварительно обработанных, применяют трех- и четырехкулачковые патроны. Закрепление валов в обычном трехкулачкоБОм самоцентрирующем патроне и на заднем центре не дает точной установки. Для повышения точности установки применяют сырые кулачки, которые растачивают на месте. [c.90]
В единичном и серийном производстве валы обычно обрабатываются на токарных станках общего назначения. При обработке коротких и легких валов крутящий момент передается через хомутик и поводковый патрон. Для обработки длинны х и тяжелых валов, имеющих большие диаметры, передний конец [вала зажимается в кулачковом патроне. Закрепление 1валов в трехкулачковом патроне и задней бабке обеспечивает точность установки вала в латроне и в задней бабке обеспечив а ет точно сть установки до 0,1 мм. Для повышения точности установки вала в трехкулачковом патроне применяются сырые кулачки, которые во избежание неточностей изготовления и установки патрона растачиваются на месте. Валы из поковок устанавливаются в четырехкулачковом патроне и заднем центре. Выверка заготовки производится со стороны патрона, точность установки достигает 0,05 мм.
[c.91]
Закрепление 1валов в трехкулачковом патроне и задней бабке обеспечивает точность установки вала в латроне и в задней бабке обеспечив а ет точно сть установки до 0,1 мм. Для повышения точности установки вала в трехкулачковом патроне применяются сырые кулачки, которые во избежание неточностей изготовления и установки патрона растачиваются на месте. Валы из поковок устанавливаются в четырехкулачковом патроне и заднем центре. Выверка заготовки производится со стороны патрона, точность установки достигает 0,05 мм.
[c.91]
На станках с ЧПУ применяют быстро-переналаживаемые патроны, обеспечивающие быструю переустановку или смену кулачков. Закрепление, раскрепление кулачков после их переустановки или замены осуществляют тягой при повороте эксцентрикового валика. Для быстрой переналадки патрона с установки деталей типа «фланец» на установку деталей типа «вал» применяют патрон, конструкция которого показана на рис. 3.2.22. Быстрая переналадка осуществляется заменой сменной вставки. При установке в патрон вставки с подпружиненным центром заготовки устанавливаются в центрах. При этом, благодаря за-, зору между хвостовиком вставки и втулкой с наклонными пазами, кулачки будут «плавающими», т.е. они не центрируют заготовку, установленную по центровым гнездам, а только закрепляют её, передавая крутящий момент при обработке. Для снижения влияния центробежньк сил применяют высокоскоростные патроны с противовесами, соединенными рычагами с основаниями кулачков.
[c.529]
При установке в патрон вставки с подпружиненным центром заготовки устанавливаются в центрах. При этом, благодаря за-, зору между хвостовиком вставки и втулкой с наклонными пазами, кулачки будут «плавающими», т.е. они не центрируют заготовку, установленную по центровым гнездам, а только закрепляют её, передавая крутящий момент при обработке. Для снижения влияния центробежньк сил применяют высокоскоростные патроны с противовесами, соединенными рычагами с основаниями кулачков.
[c.529]
В роботизированных комплексах ГПС для установки валов в центры поводкового патрона и вращающихся центров пинолей задних бабок промышленными роботами применяют поводковые патроны с плавающим центром и упором. При этом обеспечивается минимальное продольное перемещение заготовок. На рис. 103, а показан такой центр конструкции НИИПТмаш (город [c.107]
Условия, связанные с габаритными размерами детали, как правило, являются двусторонними неравенствами (больше или меньше граничного значения). Граничные значения для различных групп деталей — разные более того, они различаются для одной и той же конструктивно-технологической группы в зависимости от традиций и опыта проектирования технологических процессов на предприятиях и в отрасли. Так, часто нежесткой деталью называют, например, ступенчатый вал, если соотношение его длины к приведенному диаметру (L/Dnp)>12. Но в некоторых отраслях машиностроения данное отношение может быть другим. Это соотношение обусловливает варианты схем установки заготовок при их обработке. Например, вал можно установить в центрах, патроне и люнете, в центрах с люнетом и т. д.
[c.98]
Граничные значения для различных групп деталей — разные более того, они различаются для одной и той же конструктивно-технологической группы в зависимости от традиций и опыта проектирования технологических процессов на предприятиях и в отрасли. Так, часто нежесткой деталью называют, например, ступенчатый вал, если соотношение его длины к приведенному диаметру (L/Dnp)>12. Но в некоторых отраслях машиностроения данное отношение может быть другим. Это соотношение обусловливает варианты схем установки заготовок при их обработке. Например, вал можно установить в центрах, патроне и люнете, в центрах с люнетом и т. д.
[c.98]
На станках с горизонтальной осью планшайбы установка зубчатых валов производится в центрах. Для крепления вала чаще всего применяют поводковый патрон, исключающий перекосы центра. Для нарезки более крупных валов с модулем больше 8 мм применяют самоцентрирующие, четырехкулачковые и горшкообразные патроны. При обработке нежестких валов устанавливают дополнительно люнет. При длинном переднем или заднем конце зубчатого вала его. пропускают внутрь шпинделя, если диаметр последнего разрешает. Иногда вместо центра применяют люнет с втулкой, которая центрирует конец вала. При серийном производстве применяются схемы установки, не требующие выверки вала.
[c.426]
При длинном переднем или заднем конце зубчатого вала его. пропускают внутрь шпинделя, если диаметр последнего разрешает. Иногда вместо центра применяют люнет с втулкой, которая центрирует конец вала. При серийном производстве применяются схемы установки, не требующие выверки вала.
[c.426]
Токарная обработка предварительная, получистовая и чистовая производится при нескольких установках вала на станках с двумя независимыми су-портами. При первой установке один конец вала зажимают в четырёхкулачковом патроне, а другой поджимают задним центром (фиг. 14). [c.140]
Инерционный патрон с эксцентриковыми кулачками конструкции НИИПТмаш (г. Краматорск) (рис. 30) предназначен для передачи крутящего момента заготовкам типа валов, устанавливаемых в центрах. Эксцетриковые кулачки 3 зафиксированы на осях 7 посредством штифтов и закреплены через шайбы 8 винтами 9. Оси запрессованы в корпус 5 и закреплены винтами. Рьиаги 1 установлены на осях меяаду корпусом и диском 6. К рычагам винтами 2 крепятся грузы. В рычагах по окружности выполнены пять отверстий под штифт 14, запрессованный в кулачок, что обеспечивает возможность установки кулачков в различных угловых положениях при наладке кулачков на различные диаметры.
[c.143]
К рычагам винтами 2 крепятся грузы. В рычагах по окружности выполнены пять отверстий под штифт 14, запрессованный в кулачок, что обеспечивает возможность установки кулачков в различных угловых положениях при наладке кулачков на различные диаметры.
[c.143]
Переналаживаемый штырьковый поводковый патрон конструкции НИИПТМАШ (г. Краматорск) предназначен для установки заготовок типа валов диаметров 80 — 240 мм. Патрон устанавливают на шпинделе станка посредством фланца 4 и закрепляют шпильками 1 и гайками 2. Заостренные штырьки могут переустанавливаться в корпусе 8 по различным окружностям в зависимости от диаметра заготовок. Сменные крышки 10, закрепляемые на корпусе 8, имеют соответствующие овальные отверстия, входящие в лыски штырьков Р, для предотвращения их от проворота. Корпус 8 соединен с переходником 7. Штырьки 9 опираются сферическими концами на сферическую пяту 6, установленную на подпятнике 5, что обеспечивает самоус-тановку штырьков по торцу заготовки. Вылет плавающего центра 11 и регулировка силы пружины осуществляется вращением стакана 3 за предусмотренные для этой цели лыски. При установке заготовки в центрах вращающийся центр задней бабки поджимает заготовку в осевом направлении и штырьки врезаются в торец заготовки на одинаковую глубину независимо от неперпендикулярности торца заготовки относительно ее оси.
[c.147]
Вылет плавающего центра 11 и регулировка силы пружины осуществляется вращением стакана 3 за предусмотренные для этой цели лыски. При установке заготовки в центрах вращающийся центр задней бабки поджимает заготовку в осевом направлении и штырьки врезаются в торец заготовки на одинаковую глубину независимо от неперпендикулярности торца заготовки относительно ее оси.
[c.147]
При положении корпуса 2 с автооператорами / и 7 над рабочей зоной станка автооператор 7 получает команду на перемещение вниз. В нижнем положении губки клещевых захватов автооператора 7 зажимают обработанную деталь. В это время пиноль задней бабки с центром отходит вправо и освобождает обработанную деталь. После этого корпус 2 с автооператорами и обработанной деталью перемещается к задней бабке на 30—40 мм, для того чтобы вывести левый конец вала из кулачков патрона. Затем подается команда, и автооператор 7 с зажатой обработанной деталью быстро перемещается вверх. Далее автооператор 1 с зажатой заготовкой вала перемещается вниз до совмещения оси заготовки с осью центров станка и передвигается вдоль оси станка к передней бабке на 30—40 мм, чтобы завести левый конец заготовки в кулачки патрона и установить ее на передний центр. Затем пиноль задней бабки с центром перемещается к валу, центр пиноли входит в центровое отверстие вала, и последний устанавливается на центрах станка и зажимается кулачками патрона. Далее губки клещевых захватов автооператора 1 разжимают заготовку, после чего автооператор, поднимается вверх. После съема обработанной детали и установки заготовки на центры станка корпус 2 с автооператорами У и 7 перемещается винтом 12 по шлицевому валу 11 справа налево до цепного транспортера, освобождая рабочую зону станка включается станок, суппорты с резцами подходят к заготовке вала и производят ее обработку. В юмeнт работы автооператоров по съему готовой детали и установке заготовки на центры станка, цепной транспортер перемещается на один шаг и обработанная деталь выпадает из призм цепи транспортера в отводящий лоток, а вместо нее в призмы устанавливается очередная заготовка вала. Цепь транспортера перемещается на один шаг от пневмопривода.
[c.114]
Затем пиноль задней бабки с центром перемещается к валу, центр пиноли входит в центровое отверстие вала, и последний устанавливается на центрах станка и зажимается кулачками патрона. Далее губки клещевых захватов автооператора 1 разжимают заготовку, после чего автооператор, поднимается вверх. После съема обработанной детали и установки заготовки на центры станка корпус 2 с автооператорами У и 7 перемещается винтом 12 по шлицевому валу 11 справа налево до цепного транспортера, освобождая рабочую зону станка включается станок, суппорты с резцами подходят к заготовке вала и производят ее обработку. В юмeнт работы автооператоров по съему готовой детали и установке заготовки на центры станка, цепной транспортер перемещается на один шаг и обработанная деталь выпадает из призм цепи транспортера в отводящий лоток, а вместо нее в призмы устанавливается очередная заготовка вала. Цепь транспортера перемещается на один шаг от пневмопривода.
[c.114]
Если обтачивание нежестких валов производится на данн01 г станке часто, то в неподвижном люнете следует сделать выточку, облегчающую и ускоряющую установку его кулачков. Для этого в патроне станка (или п центрах) закрепляется жесткая скалка с резцом. Люнет со снятыми кулачками (фиг. 149) устанавливается на станине и закрепляется, но не намертво, а так, чтобы он мог перемещаться вдоль станины под дей-
[c.271]
Для этого в патроне станка (или п центрах) закрепляется жесткая скалка с резцом. Люнет со снятыми кулачками (фиг. 149) устанавливается на станине и закрепляется, но не намертво, а так, чтобы он мог перемещаться вдоль станины под дей-
[c.271]
При консольном закреплении заготовки в патроне наибольшее значенне величины 2Аг/ будет на свободном конце консоли, т. е. там, где жесткость системы наименьшая. Расчет погрешностей для этого случая см. гл. II. При обтачивании гладкого вала с подвижным люнетом упругими элементами технологической системы являются передняя и задняя бабкн, люнетная стойка, суппорт и обрабатываемая заготовка (рис. 112). При перемещении резца вдоль образующей происходит перераспределение упругих отжатий этих элементов. Приняв действие силы Р,/ в плоскости люнет-ной стойки, расчет отжатий упругой системы ведем, как и при установке на два центра, но с учетом жесткости люнета У.,. Для произвольного положения резца по длине заготовки
[c. 313]
313]
Схема измерения температуры при точении методом естественно образующейся термопары изображена на рис. 106. Обрабатываемая болванка 1 изолирована от патрона 3 и центра задней бабки эбонитовыми прокладками и пробкой 5. Цельный резец 2 из быстрорежущей стали или твердого сплава изолирован от резцедержателя эбонитовыми прокладками 5. Резец делают цельным для того, чтобы в месте приваривания или припаивания режущей пластинки к корпусу резца не образовались паразитные термопары. Болванка медным проводником 10 соединена с гибким валом 6, закрепленным в эбонитовой втулке, установленной на конце шпинделя станка 4. Контактный наконечник 7 гибкого вала опущен в ванночку со ртутью 8. Милливольтметр 9 одной клеммой соединен с торцом резца, а вторым — с ртутным токосъемником. Замкнутая электрическая цепь состоит из болванки — проводника — гибкого вала — токосъемника — милливольтметра — резца — болванки. Болванку изолируют от станка для устранения влияния паразитных термопар, могущих юзник-нуть между отдельными деталями станка. Однако роль паразитных термопар при высокой температуре контактных поверхностей инструмента незначительна, и за счет некоторого снижения точности измерения установку можно упростить, отказавшись от изоляции болванки, сохранив изоляцию только резца.
[c.145]
Однако роль паразитных термопар при высокой температуре контактных поверхностей инструмента незначительна, и за счет некоторого снижения точности измерения установку можно упростить, отказавшись от изоляции болванки, сохранив изоляцию только резца.
[c.145]
Призмы (рис 64, б) служат для установки цилиндрических деталей в различных приспособлениях, но могут применяться и самостоятельно. Призмы, как и опоры, изготовляются в виде различных конструкций жесткие, регулируемые и самоустанавливающиеся Регулируемые и само >станавливающиеся призмы применяются для установки предваритель по обработанных заготовок Детали с отверстиями и плоскими поверхностями базируются по отверстиям или плоским поверхностям установочными пальцами (рис 64,в) Для обработки наружных поверхностей заготовок в виде втулок применяют оправки (рис 64, г), что позволяет получить наиболее точную концентричность наружных поверхностей обрабатываемой заготовки с ее отверстием Оправка представляет собой стальной шлифовальный вал, на который насаживается обрабатываемая заготовка Оправка вместе с насаженной иа нее заготовкой устанавливается в центрах или зажимается в патроне Оправки могут быть различных конструкций конические, оправки с натягом, разъемные.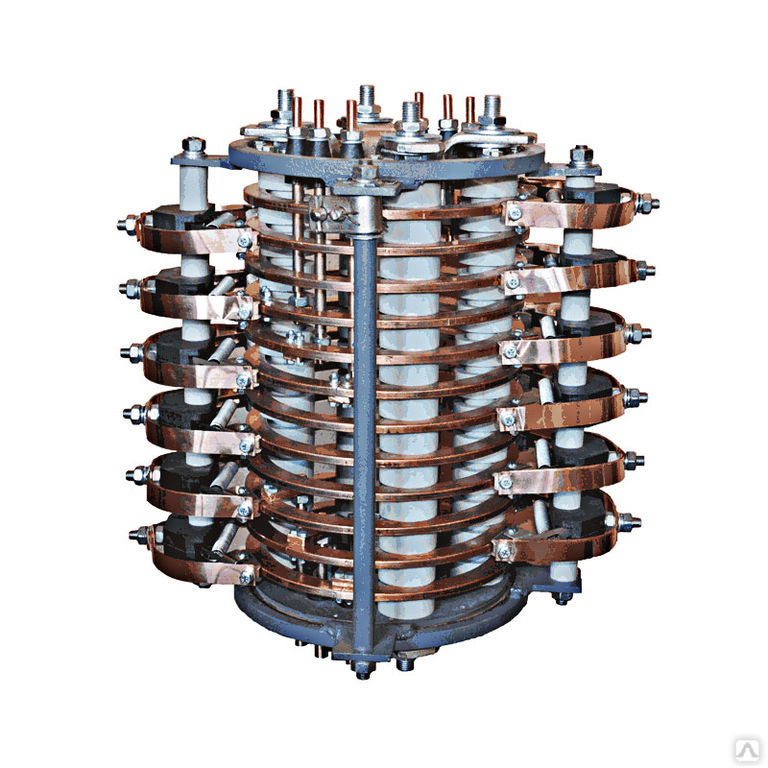 [c.93]
[c.93]
Токоприемники
Устройство и принцип работы. Токоприемником называется элеК трический аппарат, через который высоковольтное оборудование ва гона получает питание от контактного рельса. На вагонах метрополй тена принята система нижнего токосъема, при котором вагоннЫЙ
токоприемник, постоянно подтягиваемый пружинами вверх, СКОЛЬЗИТ по контактному рельсу, расположенному сбоку от ходовых рельсов.
Подвод тока осуществляется с нижней стороны контактного рельса. Верхнюю и боковые части контактного рельса закрывают обшивкой для предохранения от несчастных случаев персонала, находящегося вблизи контактного рельса. Кроме того, при такой системе токосъема контактный рельс защищен от снега и на нем не может образоваться гололед.
На вагоне устанавливают четыре токоприемника типа ТР-ЗА или ТР-ЗБ по два с каждой стороны. Чтобы обеспечить надежную изоляцию от металлических частей вагона, токоприемник устанавливают на деревянном, пропитанном изоляционным маслом брусе, закрепленном на тележке.
Токоприемник состоит из башмака 1 (рис. 55), левого 4 и правого 10 кронштейнов, держателя 3 башмака, пружин 6, шунтов 7 и угольника 9 с контактной втулкой (пальцем) 8.
Башмак, держатель и кронштейны отлиты из стали.
Кронштейны связаны один с другим стальной пластиной, расположенной снизу; каждый из них крепится к деревянному брусу 11 двумя болтами. Держатель башмака крепят на оси 12, один конец которой укреплен в левом кронштейне, а другой — в правом. Держатель башмака может поворачиваться относительно кронштейнов вместе с осью.
Башмак крепят к держателю двумя болтами 2. Поверхности соприкосновения держателя с башмаком гребенчатые, что позволяет изменять высоту установки башмака; с этой же целью отверстия для крепежных болтов в теле держателя башмака выполнены продолговатыми. Необходимость ретулировки высоты установки башмака вызывается износом либо башмака, либо бандажей колесных пар.
Рис. 55. Токоприемник: а — общий вид; б — поперечный разрез
В случае сильного удара башмака о какой-либо посторонний пред мет (например, при неисправности в устройстве контактного рель са и пр. ) произойдет его излом в месте ослабленного сечения, чел защищается вся конструкция токоприемника от разрушения.
) произойдет его излом в месте ослабленного сечения, чел защищается вся конструкция токоприемника от разрушения.
На башмак наваривают стальную контактную пластину. С нижней стороны в башмаке просверлены два контрольных отверстия Башмак имеет боковые скосы, что обеспечивает плавность входг токоприемника под контактный рельс.
В верхней части держателя башмака имеются приливы с гнездами для пружин, каждая из которых другим концом упирается і гнезда кронштейнов. Пружины работают на сжатие, заставляя держатель с башмаком повернуться так, чтобы башмак занял наивысшее положение. При движении на линии с помощью этих пружиг создается контактное нажатие башмака токоприемника на контактный рельс, которое зависит от усилия пружин и от положение башмака на держателе.
Недостаточное нажатие приводит к нарушению контакта в образованию электрической дуги при токосъеме, что приводит к недопустимому нагреву, оплавлению и разрушению контактны* частей. Чрезмерное нажатие вызывает повышенный износ башмака и контактного рельса, а также может привести к поломке деталей токоприемника.
Для обеспечения надежного безыскрового токосъема контактное нажатие должно находиться в определенных пределах и по возможности быть постоянным независимо от скорости движения вагона и от атмосферных условий.
Высокое напряжение на вагон, когда он находится в депо, подается через контактную втулку 8, расположенную на правом кронштейне токоприемника. На левом кронштейне установлен зажим 5 для крепления силового провода, который входит в силовую соединительную коробку вагона.
Держатель башмака соединен со стальной пластиной кронштейнов гибкими медными шунтами, что предотвращает прохождение тока через шарнирные соединения токоприемника и повреждение их от этого. Ток от башмака поступает на держатель, шунты, стальную пластину, связывающие кронштейны, и на силовой провод, который идет в соединительную коробку.
Для фиксации башмака в крайнем нижнем положении, в котором он отжат от контактного рельса, применяют штифт: его вставляют сверху в отверстие в левом кронштейне.
Технические данные токоприемника следующие:
Нажатие башмака на контактный рельс, Н (кгс), в положениях:
рабочем…………………………………………………………………….. 180-220 (18-22)
верхнем……………………………………………………………………..80-120 (8-12)
нижнем……………………………………………………………………..280-380 (28-38)
Ток продолжительного режима, А…………………………………………….300
Номинальное напряжение, В……………………………………………………750
Масса, кг………………………………………………………………………………….41,5
Уход за токоприемником. Осматривать токоприемник можно лишь в том случае, если вагон (электропоезд) находится на обесточенном участке. Перед осмотром токоприемник продувают сжатым воздухом и протирают чистой сухой ветошью.
При тщательном наружном осмотре необходимо убедиться в том, что детали и механизм токоприемника находятся в исправном состоянии, гибкие шунты и кабель, идущий от него, надежно закреплены. Касание кабеля о детали кузова и тележки не допускается.
Касание кабеля о детали кузова и тележки не допускается.
Подвижная часть токоприемника должна поддаваться действию руки, при этом не должно ощущаться излишнего трения в шарнирах.
Башмак разрешается эксплуатировать до тех пор, пока контактная пластина не износится настолько, что будут видны сквозные контрольные отверстия. При таком износе башмак следует заменить новым или наварить контактную пластину.
Нажатие башмака на контактный рельс проверяют в различных положениях. Оно должно находиться в пределах, указанных в технических данных токоприемника. В противном случае необходимо проверить правильность и целостность пружин, а также состояние механизма и его трущихся частей.
Токоприемник должен допускать перестановку башмака из нижнего положения в верхнее.
При техническом обслуживании вагона оси токоприемников смазывают.
Контрольные вопросы 1. Каким образом осуществляется подвод тока от контактного рельса к электрооборудованию вагонов метрополитена?
2. Из каких основных деталей состоит токоприемник?
Из каких основных деталей состоит токоприемник?
3. Почему поверхности соприкосновения башмака и держателя выполнены гребенчатыми?
4. Чем вызывается необходимость регулировать высоту установки башмака относительно контактного рельса? Как это делают?
5. С какой целью в конструкции башмака предусмотрено ослабленное сечение?
6. Каково назначение контрольных отверстий в теле башмака?
7. Как осуществляется нажатие башмака на контактный рельс и в каких пределах должно находиться его значение?
8. Для чего предназначена контактная втулка на кронштейне токоприемника?
9. Где и с какой целью установлены гибкие медные шунты в токоприемнике?
10. Каким образом фиксируется башмак в отжатом от контактного рельса положении?
11. В чем заключается уход за токоприемником?
⇐Электрические аппараты и приборы | Электропоезда метрополитена | Главный разъединитель⇒
Ремонт поворотного вала ротора генератора
«Механическая динамика и анализ» (MD&A) был привлечен коммунальным предприятием для выполнения ремонта втулки вала со стороны коллектора ротора генератора. Заказчик сообщил, что в роторе генератора повреждено коллекторное кольцо, а также произошло заземление главного вала. На поковочном валу ротора генератора возникли серьезные повреждения дуги и перегрева.
Заказчик сообщил, что в роторе генератора повреждено коллекторное кольцо, а также произошло заземление главного вала. На поковочном валу ротора генератора возникли серьезные повреждения дуги и перегрева.
Утилита весила несколько вариантов ремонта.К ним относятся сварка ротора, которая потребовала бы много времени и средств, а также замена на месте, что потребовало недопустимо долгого времени и высоких затрат. Третий вариант — ремонт короткого вала — оказался лучшим выбором с точки зрения затрат и времени простоя для приносящего доход актива. Компания MD&A спроектировала и выполнила ремонт, который включал отсечение ротора снаружи шейки коллектора, а затем установку закрепляемого болтами короткого вала.
В рамках ремонта был снят конец вала ротора генератора, а закрепленный болтами поворотный вал был установлен в зоне внешнего уплотнения шейки.Чтобы гарантировать отсутствие утечки водорода вокруг этой поверхности фланца, были установлены канавка для уплотнительного кольца и уплотнительное кольцо. Кроме того, чтобы гарантировать, что новое болтовое соединение поворотного вала могло поддерживать крутящий момент сборки, а также возбудитель, который болтами прикреплен к валу, специалисты MD&A подготовили расчеты с использованием исходного отверстия на конце вала, шпонки, удерживающей натяжную муфту, и болтовое крепление стяжной муфты к возбудителю.
Кроме того, чтобы гарантировать, что новое болтовое соединение поворотного вала могло поддерживать крутящий момент сборки, а также возбудитель, который болтами прикреплен к валу, специалисты MD&A подготовили расчеты с использованием исходного отверстия на конце вала, шпонки, удерживающей натяжную муфту, и болтовое крепление стяжной муфты к возбудителю.
Обработка конца вала ротора включала отрезание ротора сразу за шейкой конца коллектора посередине диаметра наружного масляного уплотнения.После отделения торцевая поверхность вала была фрезерована, просверлена и нарезана резьба, чтобы учесть фланец с болтовым соединением, центрирующую втулку с внутренней резьбой и канавку под уплотнительное кольцо.
Обработка нового короткозамкнутого вала включала в себя все переделанные элементы исходного конца вала коллектора. Поковка была расточена до исходного диаметра отверстия вала, чтобы обеспечить посадку заглушки. На поверхности фланца было обработано 14 сквозных отверстий и вставная втулка с наружной резьбой для крепления болтов к исходному валу. Вал был обработан с учетом всех посадочных диаметров коллекторных колец, ступицы вентилятора и муфты с теркой.Для узла радиальной шпильки коллекторного кольца просверлено четыре радиальных отверстия.
Вал был обработан с учетом всех посадочных диаметров коллекторных колец, ступицы вентилятора и муфты с теркой.Для узла радиальной шпильки коллекторного кольца просверлено четыре радиальных отверстия.
После окончательной обработки втулка вала была проверена на размеры и подверглась неразрушающему контролю со стороны MD&A. Прежде чем ротор был возвращен заказчику, были завершены окончательные проверки качества, включая визуальные, габаритные и электрические испытания.
MD&A обеспечивает комплексную реконструкцию и ремонт статоров и полей электрических генераторов, включая восстановление высоковольтных вводов и полную перемотку.
Обратитесь в MD&A для осмотра ротора вашего генератора сегодня, позвоните в нашу ремонтную мастерскую турбогенераторов по телефону (314) 880-3000 или воспользуйтесь формой обратной связи.
Дом | Wabtec Corporation
De spoor- en vervoersector zijn complex en onze klanten hebben uiterst specieke behoeften. De missie van Wabtec echter eenvoudig … onze klanten helpen om hun zwaarste operationele uitdagingen aan te pakken door spoor- en Industriële oplossingen aan te reiken die de veiligheid, эффективный и оптимальный продуктивный.
De missie van Wabtec echter eenvoudig … onze klanten helpen om hun zwaarste operationele uitdagingen aan te pakken door spoor- en Industriële oplossingen aan te reiken die de veiligheid, эффективный и оптимальный продуктивный.
Встретил более 27 000 рабочих на 50 землях, расположенных над промышленным сектором, Wabtec Innovatieve oplossingen voor al onze klanten voor spoorvrachtvervoer, reizigersvervoer en de Industriële. Мы innoveren al anderhalve eeuw, sinds de uitvinding van de luchtrem door George Westinghouse.
Vandaag — это Wabtec een toonaangevende leverancier van producten voor goederenwagens en locomotieven en een wereldleider op het gebied van spoorwrijving, HVAC en pantografen.Onze klanten vertrouwen op ons voor de ontwikkeling en vervaardiging van elektronische opname-, meet- en communatiesystemen. Сделайте акцент на инженерном проектировании и изучении тростникового производства, а также на 4.000 октроенных гелей.
Ons wereldwijde Wabtec team slaagt hierin dankzij een onuitputtelijke inzet om onze Wabtec Waarden na te leven. Deze Waarden vertegenwoordigen de grondvesten waarop onze organisatie is gebouwd.
Deze Waarden vertegenwoordigen de grondvesten waarop onze organisatie is gebouwd.
- Veiligheid — onderneming werd opgericht met veiligheid als uitgangspunt.De reden van ons bestaan - это лучший спорвервоер вейлигер.
- Klantgerichtheids — de klant staat centraal bij elke beslissing die we nemen en bij alles wat we doen.
- Permanente verbetering — onze сектор en onze wereld veranderen elke dag. Het is onze verantwoordelijkheid hierop te anticiperen en zodanig met deze veranderingen om te gaan dat onze klanten erbij gebaat zijn.
- Teamwerk — Samenwerking — это инновационная технология.Самен зийн мы стеркер.
- Leiderschap — uiteindelijk draait het om karakter. En karakter komt tot uiting in initiatief en verantwoordelijkheid nemen voor resultaten.
ROTOCON M-Series | Безщеточные контактные кольца
Концевые контактные кольца до 100 каналов
| »Конструкция без использования щеток, не требующая обслуживания пользователем | » Обеспечивает чистый электрический сигнал как для питания, так и для данных, без измеримого шума |
| »Прочная промышленная конструкция обеспечивает надежную долговечную работу | » Не подвержен влиянию вибрации станка или скорости вращения |
Серия M Meridian Laboratory, альтернативы контактным кольцам на конце вала доступны в различных мощностях, способных обеспечивать питание и сигналы до 100 контактов и до 35 А / контакт. Для многоканальных приложений с более высоким током см. Нашу полную линейку High Current, MXP Series.
Для многоканальных приложений с более высоким током см. Нашу полную линейку High Current, MXP Series.
Как и все другие вращающиеся электрические контакты ROTOCON, серия M предназначена для передачи сигналов / данных на уровне (см. Полный список ниже), а также для передачи сильноточной мощности. Точно так же ROTOCON M-Series не подвержен влиянию вибрации машины или скорости вращения во всем диапазоне оборотов. ROTOCON M-Series предлагается с различными вариантами электрического подключения, включая кольцевые клеммы, подвесные выводы, разъемы MIL-spec или разъемы с мокрым сопряжением как на вращающихся, так и на неподвижных концах.
В отличие от обычных щеточных контактных колец, которые полагаются на металл на металлических контактах и ограничены числом оборотов в минуту, создают электрические помехи и требуют регулировки и обслуживания для правильной работы — все ROTOCON бесщеточные, функционируют через молекулярно-связанную вязкую металлическую пленку, на которую не влияет скорость вращения, обеспечивает чистые и бесшумные электрические сигналы и не требует обслуживания.
Для передачи мощности это означает отсутствие внутренней дуги и преждевременного износа, что обеспечивает повышенную надежность и долговечность.Поворотные электрические разъемы ROTOCON часто в 5–25 раз дольше обычных шлифованных контактных колец без необходимости обслуживания, регулировки или простоев.
Для передачи сигнала — это означает, что ROTOCON гарантированно передают 100 Мбит / с и 1 Гбит / с Ethernet (или эквивалентные протоколы связи) без потери пакетов, возникновения битовых ошибок и других проблем с данными, которые обычно возникают с традиционными щеточными контактными кольцами.
ROTOCON M-Series разработан для непрерывного использования в промышленных целях и обычно используется в различных областях упаковки, тестирования и измерения, пищевой промышленности, измерения деформации и крутящего момента, океанографических приборов и многих других производственных и производственных процессов.
Для приложений с ограниченными размерами см. Полную линейку миниатюрных поворотных электрических соединителей серии MM.
Демонстрация качества сигнала: сравнение обычного контактного кольца с ROTOCON
Платформа ROTOCON использует герметичную контактную систему, которая является бесщеточной, на 100% не требующей обслуживания и обеспечивает самый чистый электрический сигнал, доступный в любом решении с вращающимися электрическими контактами, как для сигналов питания, так и для сигналов данных, вы можете рассчитывать на отсутствие измеримого изменения сопротивления ( шума) от ротационного электрического соединения ROTOCON.
Почему выбирают ROTOCON? Запросить расценки ROTOCON
| Об / мин | Зависит от модели, см. Технические характеристики модели |
| УСТАНОВКА | Конец вала или фланца (Щелкните здесь, чтобы просмотреть видео по установке и передовой практике. ) ) |
| КОРПУС | 304 Нержавеющая сталь |
| ЗАКЛЮЧЕНИЯ | Кольцевые клеммы, плоские выводы, спецификации MIL или другие разъемы |
| ЭКСПЛУАТАЦИЯ | Может работать в любом направлении или ориентации |
| ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ | Подшипники с постоянной смазкой, конструкция без щеток, не требует обслуживания пользователем |
| НАПРЯЖЕНИЕ | Стандарт: до 600 В переменного / постоянного тока, дополнительно: до 3500 В переменного / постоянного тока |
| МИНИМАЛЬНОЕ СОПРОТИВЛЕНИЕ ИЗОЛЯЦИИ | > 500 МОм при 1 кВ постоянного тока |
| АМПЕР | В зависимости от модели, до 35 А / канал (каналы могут быть соединены параллельно, для большей пропускной способности) |
| ЧАСТОТА | До 1 ГГц (в зависимости от модели и приложения) |
| ПЕРЕДАЧА ДАННЫХ И СИГНАЛОВ | Ethernet (10/100/1000 Мбит / с), Etherlink, LAPPNET, Profinet, Profibus, ControlNet, DeviceNet, CAN-Bus, RS485, RS432, RS422, USB (1. 0 / 2.0), Modbus, EtherCAT, CC-Link, коаксиальный кабель, термопара (все типы) и все другие основные протоколы связи (с соответствующим количеством цепей и кабелей) 0 / 2.0), Modbus, EtherCAT, CC-Link, коаксиальный кабель, термопара (все типы) и все другие основные протоколы связи (с соответствующим количеством цепей и кабелей) |
| СОПРОТИВЛЕНИЕ СТАЦИОНАРНОМУ КОНТАКТУ | |
| СОПРОТИВЛЕНИЕ ВРАЩАЮЩЕМУ КОНТАКТУ (0-МАКС.Об / мин) | То же, что и сопротивление стационарного контакта ( |
| ЭЛЕКТРИЧЕСКИЙ ШУМ | |
| ПРИМЕЧАНИЯ | Искробезопасен от внутренней дуги, рассчитан на продолжительную работу |
| ТЕМПЕРАТУРА ОКРУЖАЮЩЕЙ СРЕДЫ | Не превышать 160˚F (70˚C) |
| РЕЙТИНГ IP | Доступен до IP67 |
- Упаковочное оборудование
- Динамометры
- Машины для термоформования
- Сборка поворотных столов
- Приложения для розлива
- Оборудование для розлива фармацевтических препаратов
| РОТОР | Летающие выводы (стандартные), барабан с кольцевыми клеммами, соединитель в герметичной крышке |
| КОРПУС | Кольцевые клеммы (стандартные), кабельные выводы, коннектор |
| об / мин | до 15000 об / мин |
| МОНТАЖ | Доступен монтаж в сквозном отверстии, на конце вала или на фланце |
| КОРПУС | 6061 Алюминий или нержавеющая сталь 304 |
| ПРОХОДОВ | До 20 переходов |
| ДАВЛЕНИЕ | До 23000 фунтов на квадратный дюйм — в зависимости от скорости и среды |
| ТЕМПЕРАТУРА | -321F до 900F, в зависимости от опций |
| ТИПЫ ВОЛОКНА | Одномодовое E9 / 125 мкм Многорежимное G50 / 125 мкм Многомодовое G62.  5/125 мкм 5/125 мкм * Имеется защита волокна |
| КАНАЛОВ | Стандарт: 1, 2, 3-20 каналов Пользовательский: до 81 канала |
| РАЗЪЕМ ТИПА | SC, LC, FC, ST, LSA, Molex / LC, LuxCis |
| ПОЛЬСКИЙ | UPC, APC, PC |
| ПЕРЕДАЧА ЦИФРОВЫХ ДАННЫХ | До 40 Гбит / с на канал |
| Об / мин | До 3000 об / мин (в зависимости от модели) |
| ТЕМПЕРАТУРА | от -40F до 185F |
% PDF-1.6
%
173 0 объект
>
endobj
xref
173 88
0000000016 00000 н.
0000002562 00000 н.
0000015187 00000 п.
0000015231 00000 п.
0000015258 00000 п.
0000015308 00000 п.
0000015450 00000 п.
0000015507 00000 п.
0000015884 00000 п.
0000016124 00000 п.
0000016364 00000 п.
0000016444 00000 п.
0000016523 00000 п.
0000016602 00000 п.
0000016680 00000 п.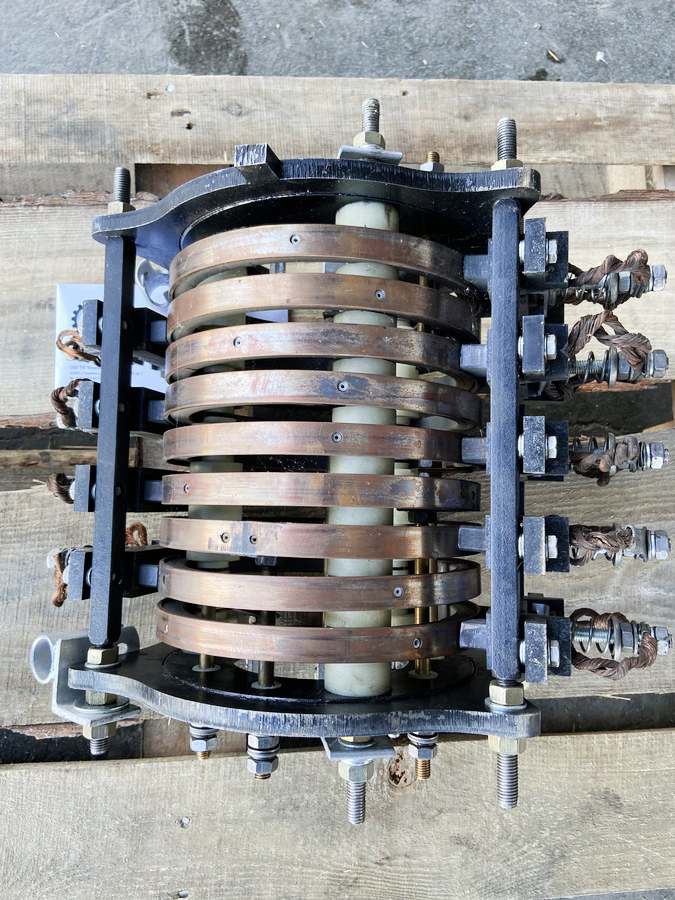 0000016757 00000 п.
0000016835 00000 п.
0000016912 00000 п.
0000016992 00000 п.
0000017075 00000 п.
0000018467 00000 п.
0000020214 00000 п.
0000021923 00000 п.
0000023558 00000 п.
0000025170 00000 п.
0000026678 00000 п.
0000028247 00000 п.
0000029921 00000 н.
0000029999 00000 н.
0000030076 00000 п.
0000030146 00000 п.
0000030232 00000 п.
0000031528 00000 п.
0000031807 00000 п.
0000035065 00000 п.
0000035092 00000 п.
0000035427 00000 п.
0000035568 00000 п.
0000035638 00000 п.
0000035731 00000 п.
0000040418 00000 п.
0000040692 00000 п.
0000043934 00000 п.
0000043961 00000 п.
0000044523 00000 п.
0000044662 00000 п.
0000044732 00000 п.
0000044834 00000 п.
0000050886 00000 п.
0000051162 00000 п.
0000054419 00000 п.
0000054446 00000 п.
0000055095 00000 п.
0000055237 00000 п.
0000055307 00000 п.
0000055388 00000 п.
0000055777 00000 п.
0000056048 00000 п.
0000056945 00000 п.
0000056972 00000 п.
0000057269 00000 п.
0000057407 00000 п.
0000057495 00000 п.
0000016757 00000 п.
0000016835 00000 п.
0000016912 00000 п.
0000016992 00000 п.
0000017075 00000 п.
0000018467 00000 п.
0000020214 00000 п.
0000021923 00000 п.
0000023558 00000 п.
0000025170 00000 п.
0000026678 00000 п.
0000028247 00000 п.
0000029921 00000 н.
0000029999 00000 н.
0000030076 00000 п.
0000030146 00000 п.
0000030232 00000 п.
0000031528 00000 п.
0000031807 00000 п.
0000035065 00000 п.
0000035092 00000 п.
0000035427 00000 п.
0000035568 00000 п.
0000035638 00000 п.
0000035731 00000 п.
0000040418 00000 п.
0000040692 00000 п.
0000043934 00000 п.
0000043961 00000 п.
0000044523 00000 п.
0000044662 00000 п.
0000044732 00000 п.
0000044834 00000 п.
0000050886 00000 п.
0000051162 00000 п.
0000054419 00000 п.
0000054446 00000 п.
0000055095 00000 п.
0000055237 00000 п.
0000055307 00000 п.
0000055388 00000 п.
0000055777 00000 п.
0000056048 00000 п.
0000056945 00000 п.
0000056972 00000 п.
0000057269 00000 п.
0000057407 00000 п.
0000057495 00000 п. 0000061055 00000 п.
0000061307 00000 п.
0000061518 00000 п.
0000061810 00000 п.
0000061946 00000 п.
0000062104 00000 п.
0000062377 00000 п.
0000063739 00000 п.
0000063974 00000 п.
0000064293 00000 п.
0000074236 00000 п.
0000074275 00000 п.
0000091399 00000 н.
0000091438 00000 п.
0000091495 00000 п.
0000091676 00000 п.
0000091754 00000 п.
0000091797 00000 п.
0000091902 00000 п.
0000092045 00000 п.
0000092142 00000 п.
0000092194 00000 п.
0000092324 00000 п.
0000092440 00000 п.
0000002056 00000 н.
трейлер
] / Назад 1075424 >>
startxref
0
%% EOF
260 0 объект
> поток
hb«`le`g`cga @
0000061055 00000 п.
0000061307 00000 п.
0000061518 00000 п.
0000061810 00000 п.
0000061946 00000 п.
0000062104 00000 п.
0000062377 00000 п.
0000063739 00000 п.
0000063974 00000 п.
0000064293 00000 п.
0000074236 00000 п.
0000074275 00000 п.
0000091399 00000 н.
0000091438 00000 п.
0000091495 00000 п.
0000091676 00000 п.
0000091754 00000 п.
0000091797 00000 п.
0000091902 00000 п.
0000092045 00000 п.
0000092142 00000 п.
0000092194 00000 п.
0000092324 00000 п.
0000092440 00000 п.
0000002056 00000 н.
трейлер
] / Назад 1075424 >>
startxref
0
%% EOF
260 0 объект
> поток
hb«`le`g`cga @
Алюминий в электромобилях — журнал Light Metal Age
US10210966 — ИЗОЛИРОВАННАЯ ПРОВОДКА И БИЛЕТКА — Furukawa Electric Co., Ltd. и Furukawa Magnet Wire Co., Ltd. (Япония) — Изолированный провод, содержащий: прямоугольный провод; и слой термопластической смолы на прямоугольном проводнике, в котором прочность сцепления между слоем термопластической смолы и прямоугольным проводником для пары сторон прямоугольного проводника, противоположных друг другу, и прочность сцепления между слоем термопластической смолы и прямоугольным проводником для другой Пара противоположных сторон прямоугольного проводника отличается друг от друга. В случае, когда прямоугольный проводник состоит из алюминиевых сплавов, его примеры включают алюминиевые сплавы серии 1000, которые имеют низкую прочность, но высокое соотношение алюминия, и сплавы серии Al-Mg-Si, например, сплав 6101 из 6000- серия алюминиевых сплавов. Что касается алюминия или алюминиевых сплавов, его электропроводность составляет около 2/3 от меди или медных сплавов. Однако его плотность составляет примерно 1/3 от меди или медных сплавов. Соответственно, можно добиться уменьшения веса змеевика, что позволяет облегчить транспортное средство и улучшить экономию топлива.
В случае, когда прямоугольный проводник состоит из алюминиевых сплавов, его примеры включают алюминиевые сплавы серии 1000, которые имеют низкую прочность, но высокое соотношение алюминия, и сплавы серии Al-Mg-Si, например, сплав 6101 из 6000- серия алюминиевых сплавов. Что касается алюминия или алюминиевых сплавов, его электропроводность составляет около 2/3 от меди или медных сплавов. Однако его плотность составляет примерно 1/3 от меди или медных сплавов. Соответственно, можно добиться уменьшения веса змеевика, что позволяет облегчить транспортное средство и улучшить экономию топлива.
US10207573 — КОНСТРУКЦИЯ ДЛЯ МОНТАЖА АККУМУЛЯТОРА ДЛЯ АВТОМОБИЛЯ — Toyota Jidosha Kabushiki Kaisha (Япония) — Предоставляется конструкция для крепления аккумулятора для обеспечения достаточного пассажирского салона в транспортных средствах. Конструкция для установки батареи содержит пару продольных боковых порогов (11, 12) и аккумуляторную батарею (7), расположенную между боковыми порогами (11, 12). Множество аккумуляторных модулей (9) размещены рядом в кожухе (8) аккумуляторного источника (7). Линейное углубление (39) выступает вниз из элемента усиления (15), расположенного под панелью (17) пола, поддерживаемой боковыми порогами (11, 12), а аккумуляторный блок (7) имеет линейное углубление (38), удерживающее линейная депрессия (39) в нем.Чтобы облегчить вес транспортного средства при обеспечении жесткости, каждая из правой боковой накладки 11 и левой боковой кромки 12 может быть сформирована с использованием легкого алюминиевого сплава методом экструзии таким образом, чтобы сохранить в ней полое пространство 33.
Множество аккумуляторных модулей (9) размещены рядом в кожухе (8) аккумуляторного источника (7). Линейное углубление (39) выступает вниз из элемента усиления (15), расположенного под панелью (17) пола, поддерживаемой боковыми порогами (11, 12), а аккумуляторный блок (7) имеет линейное углубление (38), удерживающее линейная депрессия (39) в нем.Чтобы облегчить вес транспортного средства при обеспечении жесткости, каждая из правой боковой накладки 11 и левой боковой кромки 12 может быть сформирована с использованием легкого алюминиевого сплава методом экструзии таким образом, чтобы сохранить в ней полое пространство 33.
US10205429 — УСТРОЙСТВО СНИЖЕНИЯ ВЫХОДНОГО ШУМА — Kitagawa Industries Co., Ltd. (Япония) — Задача состоит в том, чтобы предоставить устройство снижения выходного шума, которое может предотвратить шум от электронного устройства, размещенного в алюминиевом корпусе, например.g., алюминиевое литье под давлением, от передачи электромагнитной связи. Выходное напряжение выводится наружу через токопроводящую шину. В сердечнике магнитного тела имеется сквозное отверстие, через которое вставляется токопроводящий стержень. Микросхема-конденсатор установлен на монтажной плате и подключается между выходной клеммой VO и потенциалом земли. Участок от выходной клеммы VO, по меньшей мере, до части микросхемы конденсатора, установленной на монтажной плате, изолирован от электромагнитной связи с электронным устройством.Таким образом предотвращается передача шума на выходной контакт VO.
Выходное напряжение выводится наружу через токопроводящую шину. В сердечнике магнитного тела имеется сквозное отверстие, через которое вставляется токопроводящий стержень. Микросхема-конденсатор установлен на монтажной плате и подключается между выходной клеммой VO и потенциалом земли. Участок от выходной клеммы VO, по меньшей мере, до части микросхемы конденсатора, установленной на монтажной плате, изолирован от электромагнитной связи с электронным устройством.Таким образом предотвращается передача шума на выходной контакт VO.
US10205252 — СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ОБЖИМНОГО КЛЕММА И ЭЛЕКТРИЧЕСКОГО ПРОВОДА — Yazaki Corporation (Япония) — Конструкция для соединения обжимного зажима и алюминиевого электрического провода включает: обжимной зажим, который включает в себя участок обжима проводника и участок обжима покрытия, последовательно и включает соединитель электрического провода, который должен быть обжат на электрическом проводе; и водозащитный лист, имеющий отверстие для приведения проводника в контакт с участком обжима проводника и проложенный между соединителем электрического провода и электрическим проводом.Когда соединение обжато и обжато, обжатое и обжатое соединение имеет второй включенный угол θ2 между нижней пластиной и второй линией, который больше первого включенного угла θ1 между нижней пластиной и первой линией в поперечном сечении, которое перпендикулярно нижней пластине разъема электрического провода и включает осевую линию электрического провода.
US10205203 — СИСТЕМА ОХЛАЖДЕНИЯ АККУМУЛЯТОРНОГО БЛОКА — Contemporary Amperex Technology Co., Limited (Китай) — Настоящее изобретение обеспечивает систему охлаждения для аккумуляторного блока, содержащую: корпус, воздушный канал, вентилятор.и минимум два отверстия для воздуха; корпус состоит из верхней крышки и коробки из алюминиевого сплава, верхняя крышка соединена с коробкой из алюминиевого сплава; воздушный канал расположен на коробке и содержит воздушную полость, воздушный канал и воздушное отверстие; полость для воздушного потока расположена на дне коробки, которая содержит пластину из алюминиевого сплава; воздушный канал расположен на боковой стенке коробки, а дно воздушного канала сообщается с полостью для воздушного потока; все отверстия для воздуха расположены на корпусе и сообщаются с воздушным каналом, при этом, по меньшей мере, одно отверстие для воздуха расположено на верхней крышке и соответствует верхнему концу воздушного канала; а вентилятор расположен внутри воздушного канала.
US10205201 — СИСТЕМА ОХЛАЖДЕНИЯ АККУМУЛЯТОРНОЙ БАТАРЕИ — Samsung SDI Co., Ltd. (Корея) — Система охлаждения аккумулятора уменьшает пространство в корпусе охлаждения с помощью дуплексной трубы и может усилить механическую прочность дуплексной трубы за счет формирования ребер жесткости в дуплексная труба. Система охлаждения включает в себя дуплексную трубу и внутреннюю цельную трубу, соединенную с дуплексной трубой и расположенную сбоку от аккумуляторного элемента, внутренняя цельная труба включает внутренний вход для потока охлаждающей жидкости во внутреннюю цельную трубу и внутренний выход для слить охлаждающую жидкость из внутреннего единого патрубка.Трубы и соответствующая охлаждающая пластина могут быть изготовлены из алюминиевого сплава с хорошей теплопередачей.
US102205182 — СИСТЕМА ТОПЛИВНЫХ ЭЛЕМЕНТОВ — Honda Motor Co., Ltd. (Япония) — Окислительный газ поступает в батарею топливных элементов через канал подачи окислительного газа. Отходящий газ-окислитель выводится из батареи топливных элементов через канал отвода отходящего газа окислителя. Хладагент выходит из батареи топливных элементов через выхлопной канал хладагента. Выпускной герметизирующий клапан предусмотрен в канале отвода отходящего газа окислителя.Выпускной герметизирующий клапан включает в себя основной корпус, седло клапана, корпус клапана и канал для хладагента. Основной корпус имеет канал, по которому протекает отходящий газ окислителя. Седло клапана предусмотрено в проходе. Корпус клапана предусмотрен в канале для посадки на седло клапана для закрытия канала. Канал для хладагента отделен от выхлопного канала хладагента. Хладагент протекает вблизи, по меньшей мере, одного из седла клапана и корпуса клапана через канал для хладагента.Анодная система 2 предназначена для подачи или отвода водорода к или от анода батареи топливных элементов. Крышка 25 анодной системы представляет собой корпус, который изготовлен из алюминиевого сплава и имеет относительно высокую жесткость и защищает элементы оборудования анодной системы. 2 от груза во время столкновения транспортного средства. Поскольку крышка 25 анодной системы окружает анодную систему 2, крышка 25 анодной системы функционирует как звукоизоляционная стенка, что затрудняет для водителя слышать рабочий шум от первого инжектора 21 или подобного, или функционирует как контейнер, который предотвращает утечку водорода из анодной системы 2 в моторный отсек 110.
US10205170 — МЕДНАЯ ФОЛЬГА ДЛЯ КОЛЛЕКТОРА ТОКА ЛИТИЕВОЙ ВТОРИЧНОЙ БАТАРЕИ — Chang Chun Petrochemical Co., Ltd. (Тайвань) — Токосъемник отрицательного электрода литиевой вторичной батареи обычно изготавливается из медной фольги. Отрицательный электрод формируется путем покрытия поверхности медной фольги (токоприемника) углеродным порошком или другими активными материалами отрицательного электрода, обработанными до пасты, сушкой этой пасты, затем прессованием, выравнивающим активные материалы отрицательного электрода путем прокатки или другого приложения давления. .Затем этот композит из медной фольги и сжатого активного материала отрицательного электрода вместе с сепаратором и алюминиевой фольгой, покрытой активным материалом положительного электрода, скатывается с образованием цилиндрической литиевой вторичной батареи. Описаны электроосажденные медные фольги, имеющие достаточную прочность на прокалывание, чтобы выдерживать как приложение давления во время консолидации с активными материалами отрицательного электрода во время производства, так и расширение / сжатие во время повторяющихся циклов заряда / разряда при использовании в перезаряжаемой вторичной батарее.Эти медные фольги находят особую полезность в качестве токоприемников в перезаряжаемых вторичных батареях, особенно в литиевых вторичных батареях большой емкости. Также описаны способы изготовления медной фольги, способы изготовления отрицательного электрода для использования в литиевой вторичной батарее и литиевой вторичной батарее большой емкости.
US10205160 — ГРАФЕНОВЫЙ КОМПОЗИТНЫЙ ОКСИДНЫЙ СЛОЙНЫЙ ЭЛЕКТРОД ДЛЯ ЛИТИЙ-ИОННЫХ ВТОРИЧНЫХ БАТАРЕЙ — Semiconductor Energy Laboratory Co., Ltd. (Япония) — Обеспечить литий-ионную вторичную батарею, имеющую более высокую разрядную емкость и более высокую плотность энергии, и способ ее изготовления. Литий-ионная вторичная батарея включает в себя положительный электрод, отрицательный электрод и электролит, расположенный между положительным электродом и отрицательным электродом. Положительный электрод включает в себя коллектор 101 тока положительного электрода, изготовленный из алюминия, и может иметь форму фольги, форму пластины, форму сетки и т.п. в зависимости от обстоятельств.В слое активного материала положительного электрода поочередно предусмотрены графены и литийсодержащие композитные оксиды. Литийсодержащий композитный оксид представляет собой плоскую монокристаллическую частицу, длина которой в направлении оси b меньше, чем каждая из длин в направлении оси а и направлении оси с. Кроме того, литийсодержащий композитный оксид наносится поверх токосъемника положительного электрода так, чтобы ось b монокристаллической частицы пересекалась с поверхностью токосъемника положительного электрода.
US10205154 — ПЕРЕЗАРЯЖАЕМЫЙ АККУМУЛЯТОР, ИМЕЮЩИЙ ЗАМЫКАНИЕ ЗАМЫКАНИЯ — Samsung SDI Co., Ltd. (Корея) — Аккумуляторная батарея включает в себя: электродный узел, включающий первый электрод и второй электрод; алюминиевый корпус, в котором размещается электродный узел; первый вывод, электрически соединенный с первым электродом, и второй вывод, электрически соединенный со вторым электродом; пластина крышки, совмещенная с корпусом и имеющая в ней отверстие для короткого замыкания; мембрану, прикрепленную к пластине крышки и размещенную в отверстии для короткого замыкания, при этом мембрана деформируется для короткого замыкания первого электрода и второго электрода; и выступ для короткого замыкания, электрически связанный со вторым электродом и расположенный над мембраной, чтобы выступать к нему, причем выступ для короткого замыкания расположен в сторону от центра отверстия для короткого замыкания.
US10205150 — АККУМУЛЯТОРНАЯ ШИНА В СБОРЕ С ФОРМОВАННЫМИ ПЛАТФОРМАМИ ДЛЯ МОНТАЖНЫХ СОЕДИНЕНИЙ — Atieva, Inc. (США) — Предоставляется аккумуляторная сборка, использующая компактную и прочную конфигурацию шины. Батареи в сборке делятся на группы, каждая из которых состоит как минимум из двух рядов батарей. Батареи в каждой группе батарей соединены параллельно, а группы соединены последовательно. Батареи соединены между собой с использованием множества неперекрывающихся шин, которые могут быть изготовлены из алюминия, сконфигурированных по чередующемуся рисунку с множеством групп батарей, где каждая из шин включает в себя множество соединительных монтажных платформ.Платформы для монтажа межсоединений упрощают соединение нескольких рядов батарей с каждой шиной, сводя к минимуму колебания плотности тока шины и гарантируя, что сопротивление отдельных межсоединений остается относительно низким и примерно на одном уровне для каждой батареи.
US10204729 — СИСТЕМЫ И СПОСОБЫ ОХЛАЖДЕНИЯ ИНДУКТОРОВ — Ford Global Technologies, LLC (США) — Раскрыты системы и способы охлаждения индукторов. Транспортное средство может включать в себя картер трансмиссии, включающий впускное отверстие для охлаждающей жидкости и узел индуктора, имеющий фланец, проходящий по его периферии.Проводник может быть сформирован из электропроводящего материала, такого как медь или алюминий, и может быть намотан на две смежные спиральные катушки 104. Теплопроводящая крышка, имеющая уплотняющую поверхность, может образовывать уплотнение с фланцем. Между крышкой и узлом индуктора может быть образована полость, предназначенная для приема хладагента из впускного отверстия для хладагента. Материал термоинтерфейса (TIM) может контактировать с поверхностью крышки и поверхностью корпуса трансмиссии. ТИМ может быть твердым или пастообразным веществом.Если TIM сплошной, он может находиться в состоянии сжатия между нижней поверхностью крышки и поверхностью картера коробки передач. TIM может передавать тепло от охлаждающей жидкости в полости к картеру трансмиссии, когда охлаждающая жидкость не циркулирует.
US10199697 — КОНСТРУКЦИИ ЗАПЕЧАТАННЫХ АККУМУЛЯТОРОВ — Ford Global Technologies, LLC (США) — Типовой аккумуляторный блок включает в себя аккумуляторный блок и узел корпуса, в котором размещен аккумуляторный узел.Узел кожуха выполнен с возможностью рассеивания тепла по меньшей мере с двух сторон аккумуляторного узла. Сборка 60 корпуса может быть сконструирована множеством способов с использованием комбинации материалов и способов формования. Неограничивающие примеры подходящих методов формования включают штамповку, экструзию, литье и формование. В неограничивающем варианте осуществления лоток 62 представляет собой лоток из литого алюминия, а крышка 64 представляет собой штампованную стальную крышку. Однако другие комбинации материалов и способов формования также рассматриваются в объеме этого раскрытия.
US10199696 — МОДУЛЬНЫЙ КОРПУС БЛОКА МОДУЛЯ, ИМЕЮЩИЙ СТРУКТУРУ ОТВОДА ТЕПЛА И БАТАРЕЙНЫЙ МОДУЛЬ, ВКЛЮЧАЮЩИЙ ТО ЖЕ ЖЕ — LG Chem, Ltd. (Корея) закрывающий элемент и второй закрывающий элемент, соединенные друг с другом для покрытия всех внешних поверхностей аккумуляторных элементов, установочные канавки, сформированные на внутреннем конце по меньшей мере одного из первого и второго закрывающих элементов, так что аккумуляторные элементы устанавливаются в соответствующем креплении канавки и порт для впрыска, сформированный в корпусе модуля, так что термопластическая смола впрыскивается на стыки между монтажными канавками и элементами батареи через порт для впрыска в состоянии, в котором элементы батареи установлены в корпусе модуля.В соответствии с настоящим изобретением каждый из аккумуляторных элементов может быть аккумуляторной батареей в форме мешочка, сконфигурированной так, чтобы иметь конструкцию, в которой электродный узел установлен в приемной части корпуса батареи в форме мешочка, изготовленного из ламинатного листа, такого как лист алюминиевого ламината, включая металлический слой и слой смолы.
US10199695 — БАТАРЕЙНЫЙ МОДУЛЬ С ЗАЩИТНЫМИ АККУМУЛЯТОРАМИ, ИСПОЛЬЗУЮЩИЕ ТЕПЛООБМЕННИК — Johnson Controls Technology Company (США) — Батарейный модуль включает корпус аккумуляторного модуля, теплообменник, включающий множество ребер, расположенных в корпусе, первый ионно-литиевый аккумуляторный элемент и второй литиево-ионный аккумуляторный элемент, расположенный внутри корпуса аккумуляторного модуля.Первый литий-ионный аккумуляторный элемент и второй литий-ионный аккумуляторный элемент разделены ребром из множества ребер. Модуль включает в себя термочувствительный элемент, соединенный с ребром, разделяющим первый и второй аккумуляторные элементы. Наполнитель расположен внутри корпуса и между элементами батареи и ребрами, чтобы механически удерживать элементы батареи внутри корпуса модуля батареи. Наполнители проводят тепловую энергию между элементами батареи и ребром. Наполнитель покрывает свободный конец ребра и термочувствительный элемент.Компонент, чувствительный к температуре, соединен с проводником, выходящим из наполнителя. Для вариантов осуществления, в которых призматические элементы 30 батареи включают вариант осуществления положительного вывода 40, изготовленного из первого металла (например, алюминия), и вариант осуществления отрицательного вывода 42, изготовленного из второго металла (например, меди), часть каждого шина 50, 52 может быть изготовлена из первого металла (например, алюминия), а другая часть может быть изготовлена из второго металла (например, меди) для обеспечения эффективной лазерной сварки и уменьшения гальванических эффектов.
US10199676 — ВТОРИЧНЫЙ АККУМУЛЯТОРНЫЙ БЛОК, СОСТАВЛЯЮЩИЙ ПОДВИЖНУЮ СТЕНУ И УПРУГОЙ ЧАСТЬ — SK Innovation Co., Ltd. (Корея) — Вторичный аккумуляторный блок, включающий концевые пластины, способный подавлять деформацию, вызванную силой расширения единичных элементов, подвижную стенку состоящий из литого под давлением алюминия, расположенного между по меньшей мере одной торцевой пластиной и одной боковой поверхностью единичного элемента, упругих элементов, расположенных между по меньшей мере одной торцевой пластиной и подвижной стенкой, и соединительных стержней, выполненных с возможностью соединения концевых пластин друг с другом, расположенных на обе противоположные торцевые стороны по меньшей мере одной элементарной ячейки.
US10193126 — КЛЕММА АККУМУЛЯТОРНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ АККУМУЛЯТОРНОЙ БАТАРЕИ И АККУМУЛЯТОРНАЯ БАТАРЕЯ — Hitachi Metals, Ltd. и Aoyama Seisakusho Ibaraki Plant Co., Ltd. (Япония) — Клемма аккумуляторной батареи включает вал и фланцевую часть. Клемма аккумулятора изготовлена из плакированного материала, в котором по меньшей мере первый металлический слой и второй металлический слой соединены друг с другом. Вывод батареи в соответствии с первым аспектом, один из первого металлического слоя и второго металлического слоя предпочтительно изготовлен из алюминия или сплава алюминия (сплава на основе алюминия), а другой из первого металлического слоя и второго металлического слоя выполнен из алюминия. предпочтительно из меди или сплава меди (сплав на основе меди).Каждая из части вала и части фланца включает в себя первый металлический слой на первой стороне в направлении вала и второй металлический слой на второй стороне в направлении вала. Первый металлический слой в части вала включает в себя выступающую часть, которая дополнительно выступает на вторую сторону в направлении вала по отношению к поверхности первого металлического слоя на второй стороне в направлении вала во фланцевой части. Используются шины из алюминия, благодаря чему вес шин может быть уменьшен, так что вес всей собранной батареи, использующей множество шин, может быть уменьшен по сравнению со случаем, когда используются шины из меди.
US10193123 — АККУМУЛЯТОРНАЯ ШИНА СБОРКА С УЛУЧШЕННЫМИ ПЛАТФОРМАМИ ДЛЯ МОНТАЖНЫХ СОЕДИНЕНИЙ — Atieva, Inc. (США) — Предоставляется аккумуляторная сборка, использующая компактную и прочную конфигурацию шины. Батареи в сборке делятся на группы, например, каждая группа состоит из двух рядов батарей. Батареи в каждой группе батарей соединены параллельно, а группы соединены последовательно. Батареи соединяются между собой с использованием множества неперекрывающихся шин, сконфигурированных по чередующемуся рисунку с множеством групп батарей, где каждая из шин включает в себя множество монтажных платформ для межсоединений.Платформы для монтажа межсоединений упрощают соединение нескольких рядов батарей с каждой шиной, сводя к минимуму колебания плотности тока шины и гарантируя, что сопротивление отдельных межсоединений остается относительно низким и примерно на одном уровне для каждой батареи. Шины предпочтительно изготовлены из меди, хотя могут использоваться другие подходящие электропроводящие материалы, такие как алюминий.
US10192807 — МОДУЛЬ СИЛОВОГО ПОЛУПРОВОДНИКА, ЧЛЕН ПОЛУПРОВОДНИКА И КОНСТРУКЦИЯ СИЛОВОГО ПОЛУПРОВОДНИКА-МОДУЛЯ — Fuji Electric Co., Ltd. (Япония) — Настоящее изобретение снабжено металлической базовой пластины, включающей в себя первую поверхность и вторую поверхность, и охлаждающий случае, включающей в себя нижнюю стенку и боковую стенку, образованной вокруг нижней стенки, в которой один конец стороны стенка соединена со второй стороне поверхности металлической опорной плиты, а охлаждающая жидкость может циркулировать в пространстве, замкнутом посредством опорной пластины из алюминиевого сплава, нижней стенкой и боковой стенкой, в которой охлаждающий корпус имеет входной участок и выпускная часть для охлаждающей жидкости, которая соединена либо с нижней стенкой, либо с боковой стенкой и расположена вдоль периферийного края второй поверхности базовой пластины из алюминиевого сплава, и включает в себя первый фланец, расположенный на стороне впускного отверстия входной части и второй фланец, расположенный на стороне выпускного отверстия выпускной части.
US101 — ГИПЕВТЕКТИЧЕСКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ-КРЕМНИЯ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНОЙ ЭЛАСТИЧНОСТЬЮ И ИЗНОСОСТОЙКОСТЬЮ — Hyundai Motor Company (Корея) — Раскрывается алюминиевый сплав, обладающий превосходной эластичностью и износостойкостью. Алюминиевый сплав обладает превосходной эластичностью и износостойкостью, а также улучшенными характеристиками износа за счет включения дополнительного образования армирующей фазы, такого как образование фазы Al3Ni. В частности, армирующая фаза может быть получена путем добавления никеля (Ni), который может усиливать и улучшать свойства, которые могут ухудшаться из-за образования тройной фазы, такой как TiAlSi.Алюминиевый сплав содержит от около 13 до 21% по весу кремния (Si), количество от около 1 до 5% по весу никеля (Ni), количество от около 4 до 5% по весу от титан (Ti), количество бора (B) от около 0,7 до 1% по весу и остаток Al от общей массы алюминиевого сплава. Этот сплав подходит для компонентов транспортных средств, которые содержат описанные здесь алюминиевые сплавы, в частности, детали транспортных средств, такие как блок цилиндров или блок цилиндров в двигателе внутреннего сгорания транспортных средств, могут содержать алюминиевые сплавы, как описано в данном документе, и включают гибридные транспортные средства. , электромобили, подключаемые к сети гибридные электромобили, водородные автомобили и другие транспортные средства, работающие на альтернативном топливе (например,грамм. топливо, полученное из других ресурсов, кроме нефти).
US10189422 — ЖГУТ ПРОВОДОВ — Yazaki Corporation (Япония) — Жгут проводов, который проложен на гибридном электромобиле (или электромобиле), электрически соединяет высоковольтные устройства, включает токопроводящую дорожку, которая используется в качестве магистрали кабель, ответвительный кабель, который ответвляется от магистрального кабеля, и участок соединения ответвления, который соединяет магистральный кабель с ответвлением, при этом магистральный кабель имеет открытую часть проводника на стороне магистрального кабеля, где крышка магистрального кабеля, лежащая в заданное положение магистрального кабеля удаляется, разветвительный кабель имеет открытую часть проводника на стороне ответвления, где снимается крышка кабеля ответвления, лежащая в заданном положении ответвленного кабеля, открытая часть проводника на стороне магистрального кабеля соединяется с открытая часть проводника на стороне кабеля ответвления на участке соединения ответвления, и участок соединения ответвления имеет изолирующую и водонепроницаемую часть, которая функционирует как изолирующая часть ция и часть гидроизоляции.В этом варианте осуществления используются алюминиевые проводники, поскольку алюминиевые проводники выгодны по стоимости и весу; алюминиевые проводники недороги и легки (использование алюминиевых проводов является лишь примером).
US10189371 — АВТОМОБИЛЬ С ЭЛЕКТРОПРИВОДОМ — Subaru Corporation (Япония) — Транспортное средство с электрическим приводом включает в себя высоковольтную батарею, зарядное устройство и аккумуляторный отсек. Аккумулятор высокого напряжения накапливает электроэнергию для путешествий.Зарядное устройство заключено в корпус из алюминиевого сплава и передает ток заряда на высоковольтную батарею. Батарейный отсек вмещает высоковольтную батарею. Корпус батареи включает в себя элемент из материала с низкой жесткостью, который покрывает одну сторону высоковольтной батареи в горизонтальном направлении и который сформирован из материала, имеющего жесткость ниже, чем жесткость части, которая покрывает другую сторону в горизонтальном направлении. Элемент из материала с низкой жесткостью, который может быть алюминиевым сплавом, и зарядное устройство прикреплены друг к другу в разных местах в горизонтальном направлении.
US10189353 — КОНСТРУКЦИЯ АВТОМОБИЛЯ — Toyota Jidosha Kabushiki Kaisha (Япония) — Транспортная конструкция включает корпус двигателя из алюминиевого сплава и блок управления мощностью. Блок управления мощностью закреплен передним кронштейном и задним кронштейном над корпусом. Между нижней поверхностью блока управления мощностью и корпусом определено пространство. Передний кронштейн включает в себя базовую часть и опорную часть. Опорная секция сконфигурирована для контакта с корпусом до того, как нижняя поверхность блока управления мощностью контактирует с верхней поверхностью корпуса, когда опорная секция сжимается назад под действием нагрузки, прикладываемой к блоку управления мощностью спереди.
US10186737 — ТЯГОВАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ, ВСТРОЕННАЯ ТЕРМОПЛАСТИНА И ПОДДОН — Ford Global Technologies, LLC (США) — Тяговая аккумуляторная батарея транспортного средства может включать тяговую батарею и аккумуляторный поддон. Тяговая батарея предназначена для питания части электрифицированного транспортного средства. Подставка для батареи предназначена для поддержки тягового аккумулятора и определяет канал охлаждающей жидкости для распределения охлаждающей жидкости в первом и втором направлениях. Батарейные элементы тягового аккумулятора скомпонованы с аккумуляторным поддоном таким образом, что первое направление и второе направление ориентированы перпендикулярно продольной поверхности одного из аккумуляторных элементов.Пластина может быть прикреплена к поддону батареи без механических креплений для удержания охлаждающей жидкости в канале для охлаждающей жидкости. Пластина может быть изготовлена из алюминия, а батарейный отсек — из литого под давлением алюминия. Впускной канал может проходить от впускного отверстия к каналу для охлаждающей жидкости и может располагаться между парой отверстий, образованных поддоном для батареи.
US10186729 — СПОСОБ СЖАТИЯ И СБОРКА АККУМУЛЯТОРНЫХ ЯЧЕЙКОВ — Ford Global Technologies, LLC (США) — Примерный способ включает, среди прочего, наматывание отверждаемого материала, по меньшей мере, частично на множество аккумуляторных элементов, которые сжимаются приспособлением.Примерная сборка включает в себя, помимо прочего, множество аккумуляторных элементов, сжатых зажимом, и отверждаемый материал, намотанный вокруг пластин, содержащих множество аккумуляторных элементов. Пластины — это металл или металлический сплав. В частности, плиты могли быть из экструдированного алюминия.
US10186697 — БАТАРЕЙНЫЙ МОДУЛЬ С АСПЕКТАМИ ОХЛАЖДЕНИЯ — Thor Trucks Inc. (США) — Аспекты модульного зажима для электрической батареи, аккумуляторного модуля, содержащего несколько таких модульных зажимов, и аккумуляторного блока, состоящего из нескольких аккумуляторных модулей, установленных на основании пластины предоставляются.Модульный зажим включает в себя корпус, сконфигурированный для размещения множества аккумуляторных элементов. Корпус включает в себя базовую часть, а также первую и вторую стенки, проходящие от базовой части корпуса по длине корпуса, при этом множество аккумуляторных элементов размещено между первой стенкой и второй стенкой. Первая и / или вторая стенка образует охлаждающий канал по длине корпуса, например, зазор между множеством ячеек и первой / второй стенкой. Модуль батареи может включать в себя регулятор и канал для направления / управления потоком воздуха в канал охлаждения в каждом из модульных зажимов, содержащихся в модуле батареи.Опорная плита 302 может быть из литого под давлением или обработанного алюминиевым сплавом.
US10178805 — РАДИАТОР С ВНУТРЕННЕЙ ПОЛОСТЬЮ ДЛЯ ЖИДКОГО ОХЛАЖДЕНИЯ — Tesla, Inc. (США) — Радиатор с внутренней полостью для жидкостного охлаждения включает: первую часть, имеющую первую группу ребер, выходящих во внутреннюю полость; вторую часть, прикрепленную к первой части, так что образуется внутренняя полость, при этом вторая часть имеет вторую группу ребер, которые проходят во внутреннюю полость и сконфигурированы так, чтобы соответствовать первой группе ребер; вход во внутреннюю полость по меньшей мере на одной из первой и второй частей; и выход из внутренней полости по меньшей мере на одной из первой и второй частей, которые выполнены из алюминия.
US10178780 — УСТРОЙСТВО ПРЕОБРАЗОВАНИЯ ЭНЕРГИИ И ЭЛЕКТРИЧЕСКИЙ АВТОМОБИЛЬ — Hitachi, Ltd. (Япония) — Металлический корпус устройства преобразования энергии включает в себя корпус, имеющий боковую стенку, а также верхний и нижний корпус, первую область формируется между охлаждающей рубашкой, предусмотренной на внутренней периферии боковой стенки, и нижним корпусом, при этом металлическая опорная пластина разделяет первую область между охлаждающей рубашкой и верхним корпусом на вторую область нижней стороны и третью область верхней стороны, первая и вторые силовые модули прикреплены к верхней поверхности, и конденсаторный модуль предусмотрен в первой области, схемы возбуждения, которые управляют схемами инвертора силовых модулей, соответственно, предусмотрены во второй области, и схема управления, которая управляет схемами возбуждения, предусмотрена в третьем районе.Таким образом, устройство 200 преобразования энергии может охлаждаться в меньшем пространстве, таким образом, устройство 200 может быть уменьшено в общем размере. И поскольку охлаждающая рубашка 19A и корпус 12 устройства объединены в одно алюминиевое литье, охлаждающая рубашка 19A может быть улучшена по эффективности охлаждения и механической прочности. Эта алюминиевая отливка, которая позволяет объединить корпус 12 устройства и охлаждающую рубашку 19A в одно целое, также может улучшить теплопроводность, так что можно повысить эффективность охлаждения платы 22 схемы управления, платы 20 схемы управления. и конденсаторный модуль 500, расположенный дальше от охлаждающей рубашки 19A.
US10178754 — МОДУЛЬ ПЛАТЫ И ЭЛЕКТРОННОЕ УСТРОЙСТВО — Omron Automotive Electronics Co., Ltd. (Япония) — Модуль печатной платы включает: первый электронный компонент поверхностного монтажа; второй электронный компонент вставного типа, включая вывод для вывода; печатная плата; и теплообменник, предусмотренный на печатной плате. Корпус 8а и радиатор 8b выполнены как одно целое из алюминия, обладающего свойствами теплового излучения. Первый электронный компонент установлен на передней поверхности печатной платы так, чтобы перекрывать тело теплопередачи в направлении толщины платы.Теплопередающий элемент предусмотрен для передачи тепла, генерируемого в первом электронном компоненте, стороне задней поверхности печатной платы. Второй электронный компонент установлен на задней поверхности печатной платы. Второй электронный компонент и тело теплопередачи термически соединены с телом теплового излучения, расположенным на стороне задней поверхности печатной платы.
US10177411 — ВТОРИЧНАЯ БАТАРЕЯ ДЛЯ БЕЗВОДНОГО ЭЛЕКТРОЛИТА И СПОСОБ ИЗГОТОВЛЕНИЯ ИХ ПРОИЗВОДСТВА — Toyota Jidosha Kabushiki Kaisha (Япония) — Вторичная батарея с неводным электролитом включает: корпус электрода с намоткой, который сформирован путем ламинирования вытянутого пластинчатого электрода в форме токоотвода , удлиненный лист фольги токосъемника отрицательного электрода и удлиненный листовой разделитель для получения ламината и наматывания полученного ламината; неводный электролитический раствор; и алюминиевый корпус, в котором размещается корпус намотанного электрода и неводный электролитический раствор.В этом типе вторичных батарей с неводным электролитом алюминиевая фольга обычно используется в качестве фольги токосъемника положительного электрода. В корпусе намотанного электрода, включающем фольгу токосъемника положительного электрода, представляет собой алюминиевую фольгу, имеющую общую среднеарифметическую шероховатость от 0,08 мкм до 0,12 мкм. Пленка на границе раздела твердого электролита, полученная из оксалатоборатного комплекса, формируется по меньшей мере на поверхности слоя активного материала отрицательного электрода.
US10177408 — ВТОРИЧНАЯ БАТАРЕЯ ДЛЯ БЕЗВОДНЫХ ЭЛЕКТРОЛИТОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА — Toyota Jidosha Kabushiki Kaisha (Япония) — Вторичная аккумуляторная батарея 10 с неводным электролитом согласно настоящему изобретению снабжена корпусом 50 электрода, включающим положительный электрод 64 который содержит активный материал положительного электрода и отрицательный электрод 84, который содержит активный материал отрицательного электрода, неводный электролит и алюминиевый корпус 15 батареи, в котором находится корпус электрода и неводный электролит.Точно так же, как токосъемники положительного электрода, которые можно использовать в положительных электродах обычных литий-ионных вторичных батарей, в качестве токосъемника положительного электрода можно использовать алюминий и сплавы, сделанные в основном из алюминия. Неводный электролит содержит комплекс, который содержит хлорид меди (I) в качестве составляющего компонента и который способен адсорбировать по меньшей мере монооксид углерода и диоксид углерода, а пленка покрытия, содержащая по меньшей мере один из фосфора и бора, образуется на поверхность активного материала отрицательного электрода.
US10177353 — БАТАРЕЙНЫЙ МОДУЛЬ — Samsung SDI Co., Ltd. (Корея) — Раскрыт аккумуляторный батарейный модуль. В одном аспекте аккумуляторный модуль включает в себя множество единичных элементов, включая первый и второй крайние внешние единичные элементы, расположенные на первом и втором противоположных концах единичных элементов, расположенных в первом направлении, причем единичные элементы имеют верхнюю и нижнюю поверхности, противоположные друг другу. Батарейный модуль также включает в себя держатель шины, закрывающий верхнюю поверхность единичных элементов, шину, расположенную на держателе шины для электрического соединения единичных элементов, и пару концевых пластин, соответственно поддерживающих первый и второй крайние внешние единичные элементы.Модуль батареи дополнительно включает в себя пару боковых пластин, расположенных на третьем и четвертом противоположных концах единичных элементов, расположенных во втором направлении, пересекающем первое направление, при этом боковые пластины соединены с концевыми пластинами и держателем шины.
US10177348 — БАТАРЕЯ ВТОРИЧНОГО ЭЛЕКТРОЛИТА И УПАКОВКА БАТАРЕИ — Toyota Jidosha Kabushiki Kaisha (Япония) — Вторичная батарея с неводным электролитом, в которой токосъемник положительного электрода изготовлен из алюминия, а токосъемник отрицательного электрода — из меди, включает корпус намотанного электрода, помещенный в батарейный отсек.Корпус намотанного электрода помещается в корпус батареи с помощью позиционирующего элемента. Среди пространственного объема, исключая тело намотанного электрода в корпусе батареи, в направлении оси намотки тела намотанного электрода, пространственный объем X на стороне отрицательного электрода корпуса батареи больше, чем пространственный объем Y на положительном электродная сторона батарейного отсека. Здесь пространственный объем X и пространственный объем Y удовлетворяют соотношению 2,1 <(X / Y) <5,7. Корпус аккумуляторного отсека и уплотнительная пластина изготовлены из алюминиевого сплава.
US10170865 — КОНСТРУКЦИЯ СОЕДИНЕНИЙ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ — Toyota Jidosha Kabushiki Kaisha, Sumitomo Wiring Systems, Ltd., Autonetworks Technologies, Ltd. и Sumitomo Electric Industries, Ltd. (Япония) боковой корпус из алюминиевого сплава, в котором размещается роторная электрическая машина; верхний боковой кожух, который расположен непосредственно над нижним боковым кожухом и обращен к нему и вмещает инвертор; множество электрических проводов, которые расположены в состоянии, когда один их конец подключен к нижней боковой клеммной колодке непосредственно под верхним боковым кожухом, другой их конец подключен к верхней боковой клеммной колодке на боковой стороне поверхности стены верхний боковой кожух, и множество электрических проводов изгибается из положения непосредственно под верхним боковым кожухом так, чтобы быть обращенными к поверхности стены; и экранирующий элемент в оплетке, который экранирует множество электрических проводов и размещен для множества электрических проводов только на стороне, противоположной поверхности, обращенной к верхней боковой стороне корпуса.
US10170808 — АККУМУЛЯТОРНЫЙ БЛОК — Samsung SDI Co., Ltd. (Корея) — Батарейный блок, включающий пластинчатую алюминиевую охлаждающую пластину с высокой проводимостью; множество аккумуляторных модулей, причем множество аккумуляторных модулей установлено на верхней поверхности охлаждающей пластины; и по крайней мере один кронштейн с одной продольной стороны охлаждающей пластины.
US10170747 — ОБРАБОТАННАЯ ТОКОВАЯ ФОЛЬГА — Ford Global Technologies, LLC (США) — По крайней мере, в одном варианте осуществления предоставляется батарея, содержащая обработанный электронным пучком токоприемник, изготовленный из алюминиевой или медной фольги, имеющий повышенную поверхностную энергию по сравнению с необработанный токоприемник и электрод, расположенный на обработанной поверхности токосъемника.Электрод может включать водорастворимое связующее, равномерно покрывающее поверхность токосъемника, и обработанный токосъемник может иметь угол контакта с водорастворимым связующим 70 градусов или меньше. Обработка электронным пучком может применяться к движущейся фольге токосъемника как часть процесса производства батареи перед нанесением электродной суспензии.
US10170736 — БАТАРЕЙНЫЙ КОРПУС — Samsung SDI Co., Ltd. (Корея) — Раскрыт батарейный отсек.В одном аспекте корпус батареи включает в себя передний корпус и механизм прикрепления / отсоединения. Передний корпус включает в себя первую поверхность, соответствующую передней концевой части аккумуляторного модуля, расположенной параллельно его нижней поверхности, и первую фланцевую часть, идущую к аккумуляторному модулю от периферии первой поверхности, причем первая фланцевая часть имеет отверстие, образованное в его верхней поверхности. Механизм прикрепления / отсоединения включает в себя упругий элемент, расположенный между передним корпусом и передней концевой частью аккумуляторного модуля, закрывающие элементы, соответственно окружающие оба конца упругого элемента, выступающий элемент, выступающий вверх от одной области каждого закрывающего элемента, и прижимной элемент, соответственно сформированный к обоим концам упругой части на концевых частях удлинительного элемента.Корпус батареи дополнительно содержит задний корпус, по меньшей мере, частично сформированный из алюминиевого материала, сконфигурированный для окружения модуля батареи, причем задний корпус соединен с передним корпусом и верхним корпусом.
US10166929 — ЯЩИК ДЛЯ ХРАНЕНИЯ — Thunder Power Electric Vehicle Limited (Китай) — Зона хранения для электромобиля включает в себя жесткий туннель, расположенный в пассажирском салоне электромобиля. Туннель покрывает часть аккумуляторной батареи, которая выступает над конструкцией пола транспортного средства, так что пассажирский салон изолирован от аккумуляторной батареи.Центральная консоль расположена в салоне автомобиля. Центральная консоль расположена наверху туннеля, так что медиальная часть центральной консоли расположена на расстоянии по вертикали над верхней поверхностью жесткого туннеля. Первый и второй конец центральной консоли соединены с верхней поверхностью жесткого туннеля. Толщина медиальной части меньше толщины первого и второго концов. Пространство между верхней поверхностью туннеля и нижней поверхностью медиальной части определяет зону хранения.Здесь большая часть основного корпуса электромобиля, особенно те компоненты, которые образуют каркас автомобиля, и те компоненты, которые используются для защиты от столкновений, сделаны из алюминия или сплавов, содержащих алюминий. Элементы аккумуляторной батареи расположены под полом электромобиля. Такое позиционирование дает несколько преимуществ. Во-первых, элементы аккумуляторной батареи изолированы от салона, в основном алюминиевым полом, что помогает повысить безопасность пассажиров.
US10166590 — ПРОЦЕССЫ ФОРМИРОВАНИЯ ВЫСОКОСКОРОСТНЫМ ВЫДУВОМ — Tesla Motors, Inc. (США) — Способ формования детали из алюминия включает: вставку заготовки в матрицу, причем матрица представляет собой форму, установленную над уплотнительной ответной частью; зажим заготовки между формой и уплотнительной ответной частью; прикладывают первое давление к заготовке со стороны герметизирующей ответной части, так что заготовка прижимается вверх с образованием формованной детали, соответствующей форме; применение вакуума к формованной части для удержания ее напротив формы также после разделения формы и уплотнительной ответной части, вакуум, прикладываемый по крайней мере через одно отверстие в форме, расположенное в углу формы, до которого заготовка не достигает при первом прикладывается давление; и прекращение вакуума, чтобы позволить фасонной детали высвободиться из формы.
US10164304 — ТЕПЛОВОЙ ДИССИПАТИВНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ ЯЧЕЙК — Соединенные Штаты Америки, представленные министром военно-морского флота (США) — В соответствии с примером практики настоящего изобретения цилиндрический вторичный электрохимический элемент (например, литий-ионный элемент) включает в себя диск, который сделан из теплопроводящего и электропроводящего материала (например, алюминия) и лежит в геометрической плоскости, перпендикулярной цилиндрической оси. Диск расположен рядом с промежуточным звеном, выровнен по оси и электрически соединен с двумя цилиндрическими компонентами электрода с желейным валиком.Изобретательская практика возможна в отношении множества типов, форм и химического состава клеток. В зависимости от варианта осуществления изобретения количество дисков (≥1) и компонентов желеобразного электрода (> 2) может варьироваться, причем каждый диск служит для увеличения теплопередачи в радиальном направлении. Таким образом, цилиндрическая ячейка согласно изобретению обеспечивает превосходное распространение тепла в радиальном направлении наружу, на 360 градусов, от центральной оси ячейки.
US10164301 — СИСТЕМА УПРАВЛЕНИЯ ТЕПЛОМ ХРАНЕНИЯ ЭНЕРГИИ С ИСПОЛЬЗОВАНИЕМ МНОГОТЕМПЕРАТУРНЫХ МАТЕРИАЛОВ ИЗМЕНЕНИЯ ФАЗ — All Cell Technologies, LLC (США) — Метод и система терморегулирования для устройств накопления энергии, таких как устройства, включающие массив элементов электрохимических ячеек.Материал с первым фазовым переходом находится в теплопередающем тепловом контакте с элементами электрохимической ячейки. Материал со вторым фазовым переходом в теплопередающем тепловом контакте с материалом с первым фазовым переходом. Между первым материалом с фазовым переходом и вторым материалом с фазовым переходом может быть расположен канал теплообмена. Элемент 20 удерживающей решетки желательно сформирован из теплопроводящего материала, например из металла, графита или их композита. Предпочтительные материалы элементов удерживающей решетки для использования на практике изобретения включают, например, различные сетчатые и вспененные материалы, такие как графитовая пена, и металлические пены, такие как пена алюминия, и, в частности, формы таких пен с открытыми ячейками.
US10164237 — АККУМУЛЯТОРНАЯ БАТАРЕЯ С ЭЛЕКТРОПРОВОДНИМИ И АККУМУЛЯТОРНЫЙ КОМПЛЕКТ — Nissan Motor Co., Ltd. (Япония) — Пневматическая аккумуляторная батарея включает в себя: каркас элемента из изоляционного материала, имеющий форму каркаса с дном, в котором раствор электролита и анод хранится; катод, расположенный напротив анода поперек раствора электролита, хранящегося в каркасе ячейки; и токосъемный элемент, который электрически соединен с анодом, при этом анод и токосъемный элемент электрически соединены друг с другом через множество электропроводящих элементов, которые проходят через нижнюю часть корпуса элемента.Анод изготовлен из чистого основного металла, у которого стандартный электродный потенциал меньше, чем у водорода, или из сплава такого металла. Такие чистые металлы включают, например, цинк (Zn), железо (Fe), алюминий (Al), магний (Mg) и тому подобное. Токосъемные элементы 6 желательно изготавливать из металла с высокой электропроводностью, в частности из меди, алюминия и т.п.
US10158114 — ОДНОСТОРОННЕЕ УЛЬТРАЗВУКОВОЕ СОЕДИНЕНИЕ ДЛЯ ПРИЛОЖЕНИЙ ДЛЯ СОЕДИНЕНИЯ АККУМУЛЯТОРНЫХ ВКЛЮЧАТЕЛЕЙ К ШИНАМ — GM Global Technology Operations LLC (США) — Метод ультразвукового соединения множества призматических выводов аккумуляторных элементов с шиной внутри аккумуляторной секции, при этом множество выводов ячеек и шина выполнены из материала, который может быть изготовлен из алюминия или алюминиевых сплавов.Способ включает в себя размещение множества призматических ячеек батареи таким образом, чтобы выступы ячеек, выступающие от их бокового края, были по существу выровнены по размеру штабелирования, заданному в секции батареи, и размещение свободного конца по меньшей мере одного из множества выступов элементов в контакте с поверхностью. шины. Способ завершается контактом инструмента для связывания не более чем с одной поверхностью свободного конца позиционированного выступа ячейки и ультразвуковым соединением свободного конца позиционированного выступа ячейки с шиной с помощью инструмента для связывания.Инструмент для одностороннего склеивания имеет кончик склеивания, взаимодействующий с источником ультразвукового возбуждения.
US10155442 — ШАССИ ЭЛЕКТРОМОБИЛЯ И ЭЛЕКТРОМОБИЛЬ, ИСПОЛЬЗУЮЩИЕ ТО ЖЕ — Shenzhen Zhilun Driving Technology for Electric Vehicle Co., Ltd. (Китай) — Раскрыты шасси электромобиля и электромобиль, использующий шасси электромобиля. Шасси электромобиля содержит рамную систему (2), систему демпфирования двигателя рулевого управления (13), систему колес (12), систему рулевого управления (3) и тормозную систему (14), при этом колесная система (12) содержит левое переднее колесо (121), использующее двигатель ступицы, левое заднее колесо (123), использующее двигатель ступицы, правое переднее колесо (122), использующее двигатель ступицы, и правое заднее колесо (124), использующее двигатель ступицы; и система демпфирования двигателя рулевого управления (13) содержит левый передний демпфирующий двигатель рулевого управления (131), правый передний демпфирующий двигатель рулевого управления (133), левый задний двигатель демпфирования рулевого управления (135) и правый задний двигатель демпфирования рулевого управления (137).Рама состоит из двух симметрично расположенных и симметрично расположенных многогнездных стрингеров коробчатого сечения, изготовленных из алюминиевого сплава, и многогнездной балки из алюминиевого сплава. При управлении колесами со ступичными двигателями может отсутствовать традиционная система механической трансмиссии, чтобы упростить конструкцию шасси, уменьшить вес шасси, а также уменьшить механические потери при трансмиссии, тем самым повышая эффективность использования мощности.
US10135039 — АККУМУЛЯТОРНАЯ БАТАРЕЯ, СОСТАВЛЯЮЩАЯ ЗАЩИТНУЮ ПЛАСТИНУ, УСТАНОВЛЕННУЮ В КОРПУСЕ — Robert Bosch GmbH (Германия) — Изобретение относится к аккумуляторному элементу (1), в частности к литий-ионному аккумуляторному элементу, в котором оберточный элемент, два токоприемника и электролит размещены в корпусе (11).Батарейный элемент 1 имеет катушечный элемент 3, содержащий намотанный пакет 5, содержащий медную пленку, покрытую анодным материалом, и алюминиевую пленку, которая покрыта катодным материалом, и пластиковые пленки между ними, которые действуют как диафрагмы. Для создания электрического контакта медная пленка и алюминиевая пленка уложены друг на друга с небольшим смещением вдоль оси катушки в противоположном направлении, так что медная пленка на узкой стороне и алюминиевая пленка на противоположной узкой стороне. сторона немного выступает за соответствующий обод катушечного элемента.Медный токоприемник 7 приварен к выступающей области 4 медной пленки, так что этот токоприемник электрически соединен с анодом катушечного элемента. Второй алюминиевый токоприемник 9 приварен к противоположной выступающей части алюминиевой пленки для обеспечения электрического контакта с катодом катушечного элемента 3. Корпус (11) призматической формы содержит контейнер, который открыт к верхней стороне и устройство крышки, имеющее крышку (23), закрывающую отверстие (14) указанного контейнера.Крышка (23) и стенка контейнера (13) сконструированы в области отверстия (14) таким образом, что стенка препятствует перемещению крышки (23) из отверстия посредством положительное соединение. Упруго сжимаемый уплотнительный элемент (31) предусмотрен между стенкой и поверхностью стенки внешнего края (27) закрывающей пластины, направленной к указанной стенке, для герметичного уплотнения закрывающей пластины (23) относительно контейнера (13). . За счет принудительного соединения между крышкой (23) и краем емкости (13) герметизирующий эффект также может увеличиваться, в то время как внутреннее давление в корпусе (11) увеличивается.
3 Технологии в разведке, добыче и переработке | Эволюционные и революционные технологии в горном деле
, естественно, имеет мелкие и ультратонкие размеры и обычно не требует дробления или, иногда, даже измельчения. После измельчения для выделения минералов кварца, полевого шпата и слюды для концентрирования каждый из минералов подвергается еще одной стадии измельчения, чтобы соответствовать требованиям к сверхмелкозернистости для коммерческого рынка, особенно в качестве наполнителя.Перед флотацией рудной матрицы в фосфатах Флориды дробление или измельчение не требуется, но после удаления загрязнений концентрат измельчается перед производством фосфорной кислоты. В агрегатной и песчаной промышленности обычно производится множество крупногабаритных изделий с разной стоимостью.
Снижение стоимости энергии — один из факторов, представляющих интерес при переработке промышленных полезных ископаемых. Для тонкого и ультратонкого измельчения промышленности необходимы более качественные строительные материалы для оборудования, поскольку многие минералы, такие как кварц, обладают высокой абразивностью.В последние годы проявился интерес к разработке химикатов, называемых «шлифовальные добавки». Однако результаты испытаний были неоднозначными, а экономические выгоды неопределенными. Необходимы дальнейшие исследования использования химикатов для снижения стоимости тонкого и ультратонкого измельчения.
Переработчики угля остро нуждаются в системе измельчения, которая сводит к минимуму образование мелких частиц. Обработка мелких частиц угля (менее 0,5 миллиметра) стоит в три-четыре раза больше, чем обработка крупных частиц угля (более 0,1 мм).5 миллиметр). Кроме того, содержание влаги в мелких частицах обычно более чем в четыре раза превышает содержание влаги в крупных частицах, что является дополнительным штрафом.
Физическое разделениеФизическое разделение включает (1) отделение различных минералов друг от друга и (2) отделение твердых веществ (минералов) от жидкости (воды). Краткое обсуждение, которое следует ниже, включает только основные процессы разделения минералов. Флотация, несомненно, является наиболее важным и широко используемым процессом разделения полезных ископаемых, включая металлы, промышленные минералы (Lefond, 1975) и уголь.
Почти все процессы разделения проводятся в водной суспензии. Подавляющее большинство минералов концентрируется мокрым способом, но все минеральные продукты продаются как материалы с низким содержанием влаги. Эти процессы включают методы гравитационного разделения и флотацию. Вода — один из самых важных параметров в методах мокрой сепарации. Большинство минеральных заводов работают в замкнутом круговороте воды в соответствии с правилами, поскольку технологическая вода часто вызывает экологические проблемы (Ripley et al., 1996).Поэтому обезвоживание считается важным этапом в большинстве процессов и является отдельной темой для исследований.
Большинство процессов физического разделения проводятся во влажном состоянии, но доступность и стоимость воды становятся проблемой для большинства операций по переработке полезных ископаемых. На сухом сырье проводится ряд физических разделений, часто по причинам, связанным с самим процессом разделения. Сухие процессы включают электростатическую и электродинамическую сепарацию, сухую магнитную сепарацию, разделение на воздух, отмучивание воздухом, сухое циклонирование и механизированную сортировку.Многие процессы разделения промышленных минералов также являются сухими. Например, обработка песчаных пляжей титана, циркония, редкоземельных элементов и некоторых радиоактивных минералов зависит от методов сухой сепарации. Процессы разделения сухого сырья обычно разрабатываются или улучшаются поставщиками и пользователями, но дополнительные исследования будут оправданы.
Гравитационное разделениеГравитационная сепарация (включая процессы, в которых используются другие силы в качестве дополнительных) не очень часто используется в процессах для металлических руд, поскольку источники руд, поддающихся гравитационной сепарации, сейчас редки.Исключения включают свободные частицы золота из-за большого различия в плотности между золотом и обычными жильными минералами, а также олово, титан, цирконий и некоторые редкоземельные минералы, которые могут быть эффективно сконцентрированы путем сочетания гравитационных, магнитных и электрических процессов. . Продолжаются инновации в методах гравитационного разделения металлических минералов, а также в некоторых промышленных минеральных процессах, но отработанные технологии и конструкции машин подходят для металлических руд и крупнозернистого угля.Однако инновации могут быть сделаны с помощью разработки недорогих методов гравитационного разделения, которые можно использовать для извлечения небольших количеств тяжелых минералов из хвостов флотации при добыче металлов. Использование многозарядных полей для разделения частиц может улучшить гравитационное разделение в сочетании с другими процессами.
Некоторые методы гравитационного разделения могут использоваться для обработки мелких частиц, если существует большая разница в плотности между желаемыми и нежелательными минералами. Например, на золотодобывающих предприятиях ряд гравитационных устройств, старых и новых, используется для извлечения относительно крупного золота.За последние несколько лет гравитационные сепараторы, которые используют преимущества дифференциальной плотности в высокоградиентном поле центробежных сил (например, сепараторы Knelson и Falcon), успешно использовались для золота. Более старые устройства (например, спирали с меньшими центробежными силами, защемленные шлюзы и конусы Рейхерта) были адаптированы для других тяжелых минералов.
При разделении тяжелых или плотных сред используется суспензия мелких тяжелых минералов (магнетита или ферросилиция), чтобы гарантировать, что кажущаяся плотность суспензии является промежуточной между плотностью тяжелых и легких частиц.Легкие частицы всплывают на поверхность и отделяются. Обычно разделение происходит в резервуаре-отстойнике. В некоторых случаях для создания центробежной силы для отделения минералов используется циклон. Минерал, используемый в качестве среды, перерабатывается магнитным способом. Этот метод широко используется для угля и для удаления сланца из строительных заполнителей. Ранняя работа была сделана для разработки недорогой, эффективной, безопасной и экологически приемлемой «настоящей» тяжелой жидкости, но не привела к коммерческому успеху (Khalafalla and Reimers, 1981).По-прежнему необходимы исследования в области металлургических и экономичных технологий для металлургической и неметаллической промышленности.
Способ и устройство токосъема
Изобретение относится к электротехнике; непрерывный сбор тока и передача сигналов между относительно подвижными частями оборудования.
Новизна в предлагаемом способе и устройстве, где расстояние движения щетки составляет 40 000 км, заключается в том, что улавливаются продукты износа за счет действия как постоянного магнитного поля, так и поля центробежных сил, возникающих при вращении контактной шестерни.Продукты износа накапливаются либо на поверхности источника магнитного поля или на внутренней поверхности магнитно-проницаемой оболочки куда продукты износа проходит через ток коллектор порты обсадной колонны из-за поле центробежных сил созданы в процессе вращения вала несущего кольца пара контактных колец. Состав магнитомягких материалов контактной пары выбран таким образом, чтобы минимизировать количество продуктов износа при допустимых коэффициентах трения, контактное сопротивление между скользящими контактами и уровень шума в сигнальных цепях токоприемника с частотой сигнала до 7 — 9 МГц.Продукты износа имеют высокое омическое сопротивление в непрочном состоянии (не менее 10 кОм), что обеспечивает необходимое сопротивление изоляции электрических цепей скользящего контакта даже в случае их короткого замыкания выпадающими продуктами износа.
Технический результат: повышенная надежность непрерывно работающего токосъемника за счет более полного накопления и минимального количества продуктов износа при оптимальном коэффициенте трения, контактном сопротивлении и уровне шума в сигнальных цепях, при высоком электрическом сопротивлении сыпучих продуктов износа.
ф-лы, 1 ил.
Изобретение относится к электротехнике, в частности к способам и устройствам, предназначенным для непрерывного сбора энергии и передачи сигналов между объектами, установленными с возможностью перемещения относительно друг друга.
Существует способ сбора энергии, при котором для образования электрического контакта между контактными элементами пары воздействуют магнитным полем на магнитный порошковый материал с проводящим покрытием, при этом контактные элементы соединены между собой [см. Сертификат номер.1163403, H01R 39/62, 1985].
Однако при использовании известного способа существует вероятность замыкания смежных контактных элементов, износ скользящего контакта, так как отсутствуют средства для сбора продуктов износа, что снижает надежность устройства.
Также известно использование магнитных полей для управления величиной контакта прижатия между контактными элементами пары. При этом графитовая щетка снабжена пластиной из магнитного материала и катушкой, через которую пропускается электрический ток [см. Авторское свидетельство СССР №1365203, H01R 39/64, 1988].
В этом способе сбора энергии, как и в приведенной выше аналогии, не решена проблема сбора продуктов износа с контактных элементов скользящей пары.
Известен способ улавливания углерода с улавливанием продуктов износа при выходе из зоны контакта посредством улавливания, изготовлен из пористого материала и установлен на щетке с возможностью контакта с коллекторным кольцом [см. авторское свидетельство СССР №1081711, H01R 39/00, 1985].
Однако он не обеспечивает надежной работы в течение длительного периода времени, поскольку средство насыщения для сбора продуктов износа снижает эффективность сбора. Кроме того, из-за трения материала средства собирают износ, что сказывается на работе устройства.
Следует отметить, что описанные известные способы и устройства не могут быть использованы в конструкциях, предназначенных для непрерывной эксплуатации при отсутствии доступа к ним извне, например на ядерных и космических объектах, в том числе при работе в условиях невесомости.
Наконец, есть способ сбора энергии и устройство для его реализации [см. Патент России №2147151, H01R 39/00, 1998], принятый за прототип.
Данное техническое решение способа сбора энергии заключается в том, что при износе контактных элементов на выходе их из зоны скользящего контакта происходит улавливание статического магнитного поля и сбор их на поверхности источника магнитного поля, при этом контактные элементы выполнены из проводящих магнитомягких композитных материалов, а коллекторное устройство содержит по крайней мере одну интактную пару со скользящим контактом в виде щетки и коллекторного кольца, установлены соответственно на корпусе и валу, и средства для сбора продуктов износа контактной пары, выполненные в виде по меньшей мере одного источника постоянного магнитного поля, прикрепленного к корпусу с зазором относительно контактной пары.
Недостатком прототипа является отсутствие способности магнитной системы улавливать необходимое количество продуктов износа, что не обеспечивает срок службы не менее 7-10 лет.
Техническим результатом изобретения является создание коллекторного устройства с длительным сроком службы без обслуживания при использовании в малогабаритных и легких конструкциях.
Сущность изобретения как технического решения выражается во всех следующих признаках.
Способ сбора энергии заключается в том, что продукты износа от скользящего контакта захватывают, когда они находятся вне области скользящего контакта, воздействуя на магнитное поле и последующего сбора продуктов износа на поверхности магнитного поля, и дополнительно улавливают поле центробежных сил, возникающих при вращении вала с кольцевыми контактными парами и последующем накоплении на неподвижной внутренней периферийной проводящей поверхности. Состав контактных пар магнитомягких композиционных материалов подбирается таким образом, чтобы обеспечить минимальное количество продуктов износа с допустимыми значениями коэффициента трения, переходное электрическое сопротивление между скользящими контактами и уровень шума в сигнальных цепях токосъемника, а также процесс износа за счет обеспечения в искусственном состоянии высокого омического сопротивления.
Коллекторное устройство включает в себя по крайней мере одну контактную пару со скользящим контактом в виде щетки и коллекторного кольца, установленных соответственно на корпусе и валу, средства для сбора продуктов износа контактной пары, выполненные в виде по крайней мере, один источник магнитного поля, прикрепленный к корпусу с зазором относительно контактной пары, и вращающийся вал с кольцевым контактом пары и токопроводящим корпусом, установленный снаружи на корпусе, в котором имеется окно рядом с контактной парой и постоянное магнитное поле.
На чертеже изображен общий вид вращающегося коллекторного устройства для осуществления предлагаемого способа сбора энергии.
Коллекторное устройство включает в себя по крайней мере одну контактную пару со скользящим контактом в виде щетки 1 и коллекторного кольца 2, установленных соответственно на корпусе 3 и валу 4, а также контактную пару для сбора продуктов износа, выполненную в виде хотя бы один источник постоянных магнитных полей 5 (на чертеже 2 показан источник магнитного поля) с сохранением принимающего тела 3 с зазором относительно подвижного контакта (щетка 1, кольцо 2).Устройство снабжено дополнительными средствами сбора — токопроводящей крышкой 6, прикрепленной к корпусу 3, в которой установлены окна 7 рядом с контактной парой и источником магнитного поля 5.
Кроме того, щетка 1 и кольцо 2 контактные пары из проводящих магнитомягких композиционных материалов (например, на основе состава Fg-Ko-MoS 2 ), обеспечивающие минимальный износ скользящего контакта и приемлемые значения коэффициента трения, переходного электрического сопротивления между скользящие контакты и уровень шума в сигнальных цепях токоприемника.
Корпус 3 и вал 4 выполнены из немагнитных материалов, а количество источников магнитного поля 5 выбирается в зависимости от контактных пар.
Устройство работает следующим образом.
В процессе сбора энергии со скользящим контактом скольжение достигается вращением вала с неподвижным кольцом 2) при трении щеток 1 уплотнительного кольца 2 образуются износ, состоящий из мелких частиц с магнитными свойствами. Набор инструментов (постоянные магниты 5, вал 4 с кольцом 2, токопроводящая крышка 6 и окна 7 в корпусе 3) за счет удаленности магнитного поля и поля центробежных сил, создаваемых вращением вала 4 с кольцо 2, несущее, износостойкое или полюсное, поверхность, соответствующую источнику магнитного поля 5, или к внутренней поверхности токопроводящего кожуха через окна 7 в корпусе 3.На этих поверхностях магнитно удерживаются продукты износа.
Таким образом, собирает продукты износа, не контактируя, означает сбор с элементами контактных пар. При этом чем меньше продуктов износа, тем меньше емкость магнитной системы. Поэтому композиционный состав контактной пары и технология ее изготовления выбраны таким образом, чтобы обеспечить минимальный износ при приемлемых значениях коэффициента трения, переходного электрического сопротивления между скользящими контактами, уровня шума в сигнальных цепях токоприемника (не более более 5% от амплитуды электрического сигнала) и высокое омическое сопротивление (не менее 10 Ом).
Результатом является возможность создания высоконадежного долговременного (пробег щетки достигает 40000 км, что в конкретной конструкции соответствует 20 годам непрерывной эксплуатации устройства) токоприемника.
1. Способ сбора энергии, заключающийся в том, что продукты износа контактных элементов от скользящего контакта токосъемника уловителя на выходе из контактной зоны, воздействуя на статическое магнитное поле и собирая продукты износ на поверхности источника магнитного поля, при этом контактные элементы изготовлены из магнитомягких композитных материалов, отличающийся тем, что контактные элементы помещены в центробежное поле для дополнительного улавливания продуктов износа на периферии токосъемника, состав магнитомягких материалов выбран таким, чтобы обеспечить минимальное количество продуктов износа при допустимых значениях коэффициента трение, переходное электрическое сопротивление между скользящими контактами и уровень шума в сигнальной цепи, а также продукты износа обеспечивают технологию за счет высокого омического сопротивления в объемном состоянии.
2. Коллекторное устройство, содержащее по крайней мере одну контактную пару со скользящим контактом в виде щетки и коллекторного кольца, установленных соответственно на корпусе и валу, и средства для сбора продуктов износа контактной пары, выполненные в форма по меньшей мере одного источника магнитного поля, который прикреплен к корпусу с зазором относительно контактной пары, при этом устройство имеет проводящий кожух, установленный на периферии корпуса, в котором имеется окно рядом с контактной парой и магнитное поле постоянного тока.
.