Залипает электрод: Почему прилипает электрод при сварке и как этого избежать
Почему прилипает электрод при сварке и как этого избежать
Рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов
Часто прилипает электрод при неправильном подборе его типа к определенному металлу.
ПОСМОТРЕТЬ электроды на AliExpress
Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
 youtube.com/embed/4Ng3xl55r5g?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/4Ng3xl55r5g?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Загрязненная поверхность деталей не способствует должному контакту с ним держателя массы, да и самого электрода. При попытке поджечь дугу она может гаснуть, а обмазка начнет отпадать. Дальнейшие действия приведут к залипанию кончика стержня.
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.

Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
Если в сварочных работах используются расходники, которые находились в герметичной упаковке, то их можно смело использовать. Липнуть они не будут, если соблюдены все другие правила.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.
ПОСМОТРЕТЬ электроды на AliExpress
Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
Правильно выставленная сила тока способствует не только отсутствию прилипания, но и качественному сварочному процессу.
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.
Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем.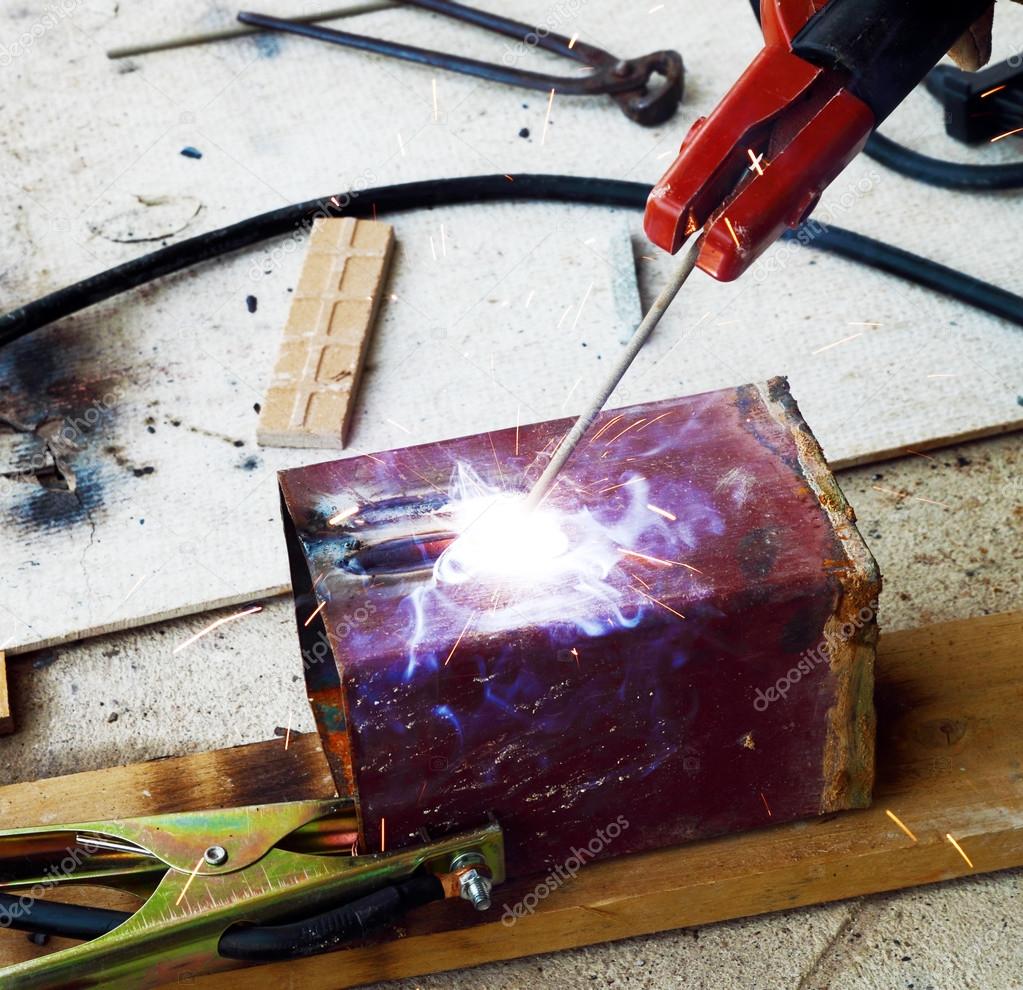 Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Чтобы избежать залипания, нужно правильно поджечь дугу. Для этого кончиком стержня постукивают по металлу или же чиркают. Когда дуга разгорается, необходимо обеспечить нужную ее длину. Обычно этот показатель составляет 1-1,5 диаметра расходника. Если этот процесс делать медленно, то электрод залипнет.
 youtube.com/embed/dI5Az8iPkOI?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/dI5Az8iPkOI?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
качество изделия и профессионализм сварщика
Даже у высококвалифицированного электросварщика может возникнуть ситуация с залипанием электрода при сварке. Опытный сварщик сможет легко решить эту проблему, а для начинающих важно знать причины залипания и уметь их устранять.
Основные причины залипания
В первую очередь следует обратить внимание на сварочный инвертор.
- сырые электроды;
- оббитая обмазка или ее низкое качество;
- материал сердечника не подходит для свариваемого металла;
- большие перепады напряжения в сети, могут привести к низкому сварочному току или к его резким скачкам;
- сварщик с низкой квалификацией, из-за боязни прожечь дырку выставляет очень малую силу тока на сварочном аппарате;
- сбой настроек аппарата или инвертора;
- при подключении перепутаны фазы, сварка ведется током обратной полярности. Это правило не распространяется при сварке алюминия и его сплавов;
- возможно, нарушена целостность сварочного кабеля;
- обратите внимание на нагрев сварочного держака, при очень высокой температуре, необходимо провести его подключение к кабелю;
- плохое качество подготовительных работ, детали не очищены от смазки или ржавчины;
- возможна причина в низкой квалификации сварщика и не умении поддерживать нормальный уровень горения электрода;
- возможно причина в сильном загрязнении электрода.


Как видно, электроды прилипают либо из-за несоблюдения технологии, либо из-за каких-либо дефектов в них самих.
Низкое качество
Прежде чем приступать к устранению залипания электрода, надо убедиться в их качестве. Изделия, произведенные в кустарных условиях, могут прилипать даже при отлично подобранном режиме электросварки.
На рынке распространяются подделки известных компаний производителей. Поэтому при покупке не стремитесь за дешевизной, обязательно проверяйте всю документацию.
Но даже продукция одного производителя может отличаться в разных партиях. Нередко первые партии новых марок электродов более качественные, чем последующие.
Электрод может прилипать по причине оббитой обмазки. Чтобы проверить качество обмазки, опытные сварщики советуют при покупке отпустить электрод плашмя с высоты около 2 метров.
Главное чтобы поверхность приземления была ровной. Если обмазка откололась, значит, электроды некачественные и приобретать их не следует.
Отсыревшие электроды тоже будут прилипать. При высокой влажности дуга будет нестабильна и сварщику приходится прижимать край проводника к основному металлу. Это будет вызывать залипание из-за короткой дуги.
В этом случае значительно снижается качество сварного соединения. Шов будет перенасыщаться водородом, на стыке будут образовываться трещины.
При покупке обратите внимание на наличие характерного белого налета на поверхности обмазки. Если налет присутствует, необходимо перед работой обязательно прокалить расходники.
Самый простой способ – это закоротить электрод на поверхности металла на некоторое время. Вставив его в держатель, прижать к стальной поверхности и держать около 5 секунд. Затем, движением держателя в сторону и вверх оторвать электрод и приступить к свариванию соединения.
Но этот способ приводит к подгоранию контактов, поэтому его лучше применять в условии отсутствия возможности прокаливания в цивильных условиях. Для нормальной прожарки достаточно поместить их в духовку с температурой 150 °C на 40 мин.
Для нормальной прожарки достаточно поместить их в духовку с температурой 150 °C на 40 мин.
Влияние силы тока
В зависимости от толщины детали и диаметра электрода необходимо подбирать нормальный уровень сварочного тока. При недостаточном его значении электрод будет прилипать к детали.
Это обусловлено малым током для образования сварочной ванны. Для сварки приходится держать дугу с небольшим зазором от основного материала, при этом увеличивается возможность погружения кончика электрода ванну и его залипание. Чтобы правильно подобрать ток, надо пользоваться таблицами.
Большое значение имеет профессионализм сварщика. Теоретические знания при отсутствии опыта это мертвый груз.
Неопытный сварщик очень боится дырок, поэтому выставляет изначально малое значение сварочного тока. Это приводит к возможному непровару стыка, а электрод обязательно прилипает к основному материалу.
Влияние питающей сети
Если в сети величина напряжения очень низкая – это одна из причин, почему липнет электрод у сварщика, не зависимо от уровня его мастерства.
Возможно, причина кроется в малом сечении подводящего провода. Необходимо устранить недостатки электропроводки или подключиться к более надежной сети. Помогут решить проблему стабилизаторы напряжения достаточной мощности.
Если вам приходится подключаться к сети через удлинитель, убедитесь, что сечение проводов не менее 2,5 мм2. При необходимости можно применить и более тонкие провода. Но в этом случае придется взять более тонкие электроды и сделать меньше сварочный ток.
Покупая сварочное оборудование, не надо экономить средства. Лучший вариант сварочного аппарата – это аппарат с дополнительной функцией «антизалипания электрода». Такой конвектор позволит избежать большинства причин залипания, но не сможет полностью исключить его.
Почему залипает электрод при сварке инвертором
При работе со сварочным аппаратом, в особенности, когда сварочные работы проводятся с применением сварочного инвертора, случаи прилипания электрода встречаются крайне редко. Гораздо чаще при использовании сварочного аппарата переменного тока или, проще говоря, обычного сварочного трансформатора.
Гораздо чаще при использовании сварочного аппарата переменного тока или, проще говоря, обычного сварочного трансформатора.
Однако следует признать, что и инверторный сварочный аппарат не застрахован от такой проблемы. И здесь, кроме привычного разочарования в работе, с таким оборудованием вскрывается и обратная сторона медали – недостаточно прочное соединение деталей.
И хотя гипотез относительно этого не свойственного, явления для сварки инвертором много, основных, имеющих реальное объяснение всего три:
- не соответствующий по параметрам электрод;
- неправильно выставленный на приборе сварочный ток;
- некачественный материал обмазки электрода.
Детальное рассмотрение каждого из упомянутых случаев поможет быстро и правильно найти решение проблемы и также быстро ее устранить.
Особенности использования сварочного оборудования и электродов для электродуговой сварки
Как известно, сварочный инвертор является аппаратом постоянного тока для сваривания металлов разной толщины и качества с использованием в качестве рабочего органа плавкий электрод со стальной сердцевиной и специальной обмазкой.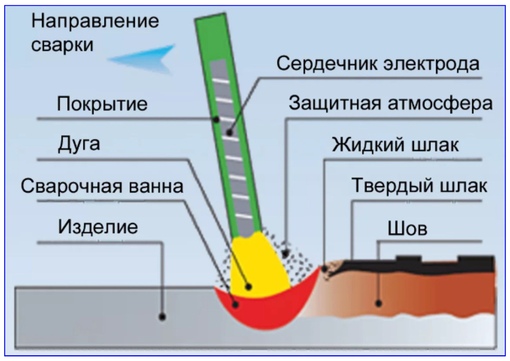 Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Использование электродов, имеющих спецификацию для работы с приборами, выдающими только переменный ток, приводит к нестабильному розжигу дуги, дуга работает не стабильно, ощущается необходимость больших усилий для удержания, как самой дуги, так и ведения самого шва. Чаще всего, в таком случае электрод просто не успевает разогреется, металл образует крупную каплю и дальше неразогретый электрод намертво прилипает к свариваемой поверхности.
Решить данную проблему, если она уже возникла довольно просто, нужно заменить электрод на такой, который предназначенный, для сваривания постоянным током. Это самый действенный и надежный способ, ни увеличение мощности тока, ни смена полярности при этом абсолютно не поможет, результат будет прогнозируемый, налипание крупных капель, нестабильный шов, залипание электрода и большая вероятность выхода из строя самого сварочного аппарата, особенно при работах с большим диаметром электродов.
Подбор соответствующего сварочного тока при сваривании инверторным аппаратом
Опыт работы с различными сварочными аппаратами и различными технологиями сварки позволяет осуществлять сваривание ровным, прочным и красивым швом. При этом опыт, как правило, играет главную роль, ведь овладение базовыми навыками сварочных работ подразумевает определенный уровень теоретической подготовки. Вместе с тем, довольно часто, при работе сварщика с небольшим опытом, все-таки происходит прилипание электрода.
Одной из причин этого явления, даже при условии правильного подбора электрода выступает несоответствие параметров сварочного тока параметрам электрода. Розжиг дуги для каждого конкретного диаметра электрода требует необходимости правильного выставления регулировок аппарата.
Слишком большой ток подаваемый прибором «тянет электрод» и требует определенных усилий, для того чтобы удержать дугу, разожженная дуга при большом токе сильно притягивает электрод. При малом токе, не соответствующем диаметру электрода, наоборот, разжечь стабильную дугу несколько проблематично, требуется держать электрод слишком близко к поверхности металла, при этом сварочная ванна формируется слишком малого размера, она не позволяет расплавить металл.
При малом токе, даже самое малое движение может разомкнуть дугу и прекратить процесс плавления электрода. Обмазка которого при этом, будет скорее всего, просто отламываться от стержня. И при очередном прикосновении электрод снова прилипнет.
Для того чтобы правильно подобрать величину сварочного тока необходимо воспользоваться простой формулой, которая хоть и приблизительно, но позволит начать подбор необходимого сварочного тока – 30А= 1 мм диаметра электрода.
Неправильный выбор сварочного тока не позволит нормально осуществить соединение в вертикальной плоскости как при направлении шва снизу вверх, так и сверху вниз, а о сваривании из нижнего положения горизонтальной потолочной плоскости и речи быть не может.
Влияние качественного материала электрода на качество шва
Розжиг и формирование сварочной ванны во многом обеспечиваются не только благодаря правильно подобранному току, но и оттого насколько качественно изготовлен и сам электрод. Действительно, практически большинство прилипших электродов это или некачественные или не соответствующие кондиции стержни.
Чаще всего, прилипание связано с быстрым застыванием металла при сварке, ввиду отсутствия на самом электроде достаточного количества шпатовой обмазки или ее полное отсутствие. Осыпавшаяся обмазка или слишком тонкий ее слой или недостаточно отвечающая требованиям по пропорциям наполнителей гарантированно приведут сварку таким электродом к прилипанию.
Проблема здесь состоит в том, что именно обмазка формирует вокруг сварочной ванны необходимое газовое облако и вытесняет кислород со сварочной ванны, покрываясь шлаком, такое соединения формирует крепкий шов из расплавленного металла. Отсутствие такой газовой оболочки не дает возможности металлу вытеснить кислород и соответственно сама ванна формируется за более короткое время и утрата контроля над швом в течение нескольких мгновений делает электрод неподвижным, схваченным в месте образования дуги жидким металлом.
Осыпаться обмазка может по разным причинам:
- благодаря заводскому браку;
- некондиционным условиям хранения электродов;
- механическим воздействиям, перегибам, ударам, слеживанию при неправильном сбережении;
- когда электроды отсыреют.

Прилипание электрода также свойственно и при повышенной влажности самого покрытия. Слишком увлажненное покрытие не обеспечивает должного уровня сгорания обмазки, образуя при этом множественные сколы и растрескивания от нагретого металлического стержня.
Отсыревшие электроды кроме этого нельзя правильно разжечь, поскольку именно высокая влажность покрытия неспособна правильно способствовать протеканию процесса плавления самого электрода. Дуга, возникающая в сырой оболочке электрода, не будет иметь стабильного вида, высота ванны при этом будет постоянно колебаться и как результат прилипание электрода.
Насыщенная влагой обмазка формирует недостаточно плотный газовый купол вокруг сварочной ванны, что естественно сказывается на качестве сварного шва, даже если удастся наложить шов без залипания электрода, все равно такое соединение будет ненадежным из-за высокого содержания в металле водородного компонента.
Как единственный выход из этой ситуации рекомендуется просушить электроды. Удаление лишней влаги позволит уже через несколько часов продолжить работу с неизменно высоким результатом.
Удаление лишней влаги позволит уже через несколько часов продолжить работу с неизменно высоким результатом.
Таким образом, залипание электрода в большей степени все-таки является результатом недостатком именно качественной составляющей сварочных электродов, а не самой технологии сваривания с помощью сварочного инвертора.
Прилипает липнет залипает электрод при сварке
Часто таким вопросом задаются не только начинающие сварщики, а и те, кто уже имеет определенный опыт сваривания. Многие сварщики обвиняют производителя в прилипании электродов к свариваемому металлу, однако они и все остальные сварщики должны помнить, что чаще всего проблемой является высокое содержание влаги в покрытии сварочного электрода.
Сразу же во всем нельзя обвинять производителя, поэтому Вам нужно помнить, что проблемы нужно, сначала искать у себя, а только потом переходить к производителю.
В основном проблемой при поджоге дуги является плохо очищенный металл, но если Ваш сварочный электрод прилипает к свариваемому металлу, то в таком случае Вам нужно избавиться от содержания лишней влаги в покрытии сварочного электрода.
Избавиться от влаги в покрытии сварочного электрода можно с помощью прокалки. Прокалив сварочные электроды при нужной температуре, которую можно узнать на упаковке, Вы сделаете процентное содержание влаги таким, каким оно должно быть на самом деле. Для того чтобы оно не повышалось, Вам нужно правильно хранить сварочные электроды. Хранить их Вам нужно в сухом помещении, где содержание влаги в воздухе наименьшее.
Поэтому для того чтобы содержание влаги не повышалось Вам нужно хранить электроды в специальной печи для прокалки электродов. Приобрести такую печь не составит большого труда, а польза от нее огромнейшая, поэтому используя ее как место для хранения и прокалки электродов, сваривание будет комфортным и качественным, в результате которого будет получаться долговечное изделие.
Рекомендовано:
Также бывают случаи, когда электроды продаются в герметичной упаковке, что означает, что они не могут быть подвержены воздействию влаги, однако Вам нужно помнить некоторые особенности электродов, упакованных в такой упаковке. Особенностью таких электродов является то, что Вы должны использовать их в течение восьми часов после разгерметизации упаковки.
Особенностью таких электродов является то, что Вы должны использовать их в течение восьми часов после разгерметизации упаковки.
После открытия упаковки Вам не нужно прокаливать сварочные электроды, но если после открытия прошло более восьми часов, Вам нужно желательно прокалить их при температуре, указанной на упаковке. Если же на упаковке не указана температура прокалки, то Вы можете найти ее в Интернете. Информации на этот счет много.
Также немаловажной причиной плохого поджога или прилипания сварочного электрода при сваривании является неправильный выбор сварочных электродов или покупка сварочной продукции низкого качества. Приобрести такие электроды Вы можете у знакомых или просто на рынке. Да, такие электроды будут стоить, скорее всего, дешевле, но их качество будет оставаться под вопросом.
Поэтому для Вас будет лучше всего покупать электроды в специализированных магазинах, которые предоставляют только качественную продукцию. Одними из таких магазинов являются заводы-изготовители, которые указаны на странице «Контакты». Перейдя на сайт одного из них, Вы можете сделать покупку соответствующих сварочных электродов.
Одними из таких магазинов являются заводы-изготовители, которые указаны на странице «Контакты». Перейдя на сайт одного из них, Вы можете сделать покупку соответствующих сварочных электродов.
Почему электрод прилпает при сварке: что делать, если залипает и липнут к металлу, как варить инвертором
25Авг- В чем состоит корень проблемы
- Отсыревшие электроды
- Второй причиной прилипания электрода при электросварке (сварке) является плохая подготовленность поверхности заготовки
- Неправильные настройки устройства для сварки деталей
- Причины, почему прилипает электрод при сварке инвертором, являются плохие расходники
- Неправильный поджог дуги
- Влияние силы электрического тока
- Как влияет питающая сеть
- Неочищенный металл
- Недостаток опыта мастера
- Почему залипает электрод при сварке на инверторе (инвертором) и что делать для предотвращения негативного процесса
- Подготавливаем материалы
- Приступаем к настройке оборудования
- Учимся правильно создавать плазменный ствол
Соединение твердых материалов из металла, пластика, стекла, полипропилена, керамики и т. д. происходит во время плавильного процесса в результате действия межатомных сил. Изменение режима аппарата приводит к сплавлению объектов, имеющих различную толщину стенок и химический состав. Однако неопытный мастер часто допускает ошибки, когда на поверхности залипает сварной элемент, который впоследствии невозможно оторвать, дуга не зажигается, а это, в свою очередь, грозит перегрузкой электросети и неэффективностью работы. Давайте вместе с вами разбираться почему при сварке электрод прилипает к металлу и устанавливать причины этого недочета.
д. происходит во время плавильного процесса в результате действия межатомных сил. Изменение режима аппарата приводит к сплавлению объектов, имеющих различную толщину стенок и химический состав. Однако неопытный мастер часто допускает ошибки, когда на поверхности залипает сварной элемент, который впоследствии невозможно оторвать, дуга не зажигается, а это, в свою очередь, грозит перегрузкой электросети и неэффективностью работы. Давайте вместе с вами разбираться почему при сварке электрод прилипает к металлу и устанавливать причины этого недочета.
В чем состоит корень проблемы
Необходимо предупредить, что если вы настроены самостоятельно изучить процесс металлообработки, то стоит особое внимание уделить покупке сварочного аппарата. Квалифицированный специалист без проблем может работать с любым устройством, с трансформаторами, у которых нет функции настройки режимов, с недорогими моделями инвертора. Новичку в этом деле рекомендуется приобрести современную модель, более дорогую по стоимости, но предотвращающую залипания элемента.
Если нет финансовой возможности купить или вам по наследству досталась старинная модификация, то изучите причины залипания, описанные нами чуть ниже.
Отсыревшие электроды
Если дуга гаснет и происходит замыкание, то осмотрите поверхность элемента. При производстве металлический или неметаллический стержень покрывается по всему столбу специальной обмазкой толстым или тонким слоем. Другой вариант – сварочной проволокой, которая также является плавящейся частью. Химический состав смеси различен и каждая производящая компания создает свои пропорции по содержанию углерода, кремния и фосфора, так как на этот счет не существует жесткого регламента. Если состав не особо критичен для эффективности использования, то неправильное хранение рабочего органа может привести к потере качественных характеристик и как следствию залипанию. Производители уделяют особое внимание упаковке, используя бумажную тару и полиэтилен как дополнительную защиту от проникновения воды. В инструкции написано, что при нарушении целостности упаковочного материала, необходимо использовать расходники в самое короткое время. Иначе обмазка подвергнется накоплению излишней влагой.
Иначе обмазка подвергнется накоплению излишней влагой.
Второй причиной прилипания электрода при электросварке (сварке) является плохая подготовленность поверхности заготовки
Плазменный ствол моментально гаснет после розжига из-за того, что деталь имеет различные загрязнения: пленка оксидов, ржавчина, окалина, пузырьки, шлаковое налипание, стружка, пыль и т.д. Перед сваркой обязательно деталь нужно очистить вращающейся проволочной щеткой, обработать шабрением при помощи шлифмашины и обезжирить специальной жидкостью. Неопытный мастер, спеша сделать в срок работу, не обращает на это внимание и по факту, теряет производительность, так как не может разжечь дугу.
Неправильные настройки устройства для сварки деталей
Для исправного плавления необходимо подобрать режим силы тока. При недостаточной подаче происходит оплавление наконечника стержня, и он частично прихватывается к заготовке. При избыточном токе расходник просто разрушается.
Еще одной причиной, почему прилипает (козыряет) электрод при электросварке, является несоответствие толщины материала и диаметр рабочего элемента.
Мы предоставляем вам таблицу с приблизительными параметрами, которые стоит установить на оборудовании в зависимости от выполнения предполагаемой задачи.
Мощность электрического потока | Диаметр расходника в миллиметрах | Толщина металлического сплава (мм) |
25-50 | 1-2 | 1,6 |
40-80 | 2-3 | 2 |
60-100 | 2-3 | 2,5 |
80-160 | 3-4 | 3-4 |
80-160 | 3-4 | 4-5 |
Стоит отметить, что особое влияние оказывает, в основном избыточность или недостаточность силы тока. Если вы правильно настроите свое оборудование, то качество сварки не изменится во время плавления металлических заготовок любых параметров.
Причины, почему прилипает электрод при сварке инвертором, являются плохие расходники
Вызывает удивление, что не так, если обмазка стержня сухая. Проблема кроется в низком качестве изделия. Это может быть только в одном случае – если продукция изготавливалась при нарушении технологии производства. На заводах обязательно сформирован отдел ОТК, в сферу деятельности которой входит осуществление независимого контроля соответствия, что является гарантом качества продукции, предлагаемой потребителю. Факт приемки обязательно отображается в соответствующих документах: сертификате, руководстве по применению, в техническом паспорте, этикетке и т.д.
Проблема кроется в низком качестве изделия. Это может быть только в одном случае – если продукция изготавливалась при нарушении технологии производства. На заводах обязательно сформирован отдел ОТК, в сферу деятельности которой входит осуществление независимого контроля соответствия, что является гарантом качества продукции, предлагаемой потребителю. Факт приемки обязательно отображается в соответствующих документах: сертификате, руководстве по применению, в техническом паспорте, этикетке и т.д.Некачественные расходники, скорее всего, производятся кустарным методом в подпольных мастерских или гаражах. Не сертифицированная продукция имеет низкую стоимость, но не гарантирует успех дела. Поэтому не стоит сразу закупать изделия, проверьте один экземпляр таким способом: поднимите стержень выше своей головы и с размаху киньте его на твердую поверхность (бетон, асфальт). Если обмазка рассыпается, то лучше отказаться от покупки.
Неправильный поджог дуги
Новичок в данном процессе не имеет опыта, поэтому не знает, что операцию можно произвести двумя способами:
Рабочий элемент приближают вертикально к плоскости детали и после касания очень быстро отводят вверх на определенное расстояние длины столба.
Чиркают «вскользь» от поверхности материала.

Самую распространенную ошибку можно видеть, когда неопытный мастер долго постукивает и при этом оставляет продолжительное время кончик стержня на свариваемой глади. Из-за этого происходит чрезмерный нагрев заготовки, приводящий к залипанию.
Влияние силы электрического тока
Мы предоставили вам выше таблицу, по которой можно произвести расчет работы. Из-за боязни порчи заготовки прозжжением или допущения дефектов (недостаточность или избыточность слоя шва, прерывание геометрии) молодой специалист не придерживается допустимых параметров, а снижает мощность устройства. Это приводит к тому, что дело заканчивается еще не начавшись, так как силы тока абсолютно не хватает для устойчивого соприкосновения с поверхностью. Если у вас маловато опыта, то действуйте методом постепенного наращивания мощности по мере необходимости, таким образом вы подберете правильный режим. Только проводите эксперимент на дефектной детали, которую не жалко выбросить после проведения пробных работ.
Как влияет питающая сеть
Старые аппараты особенно чувствительны к нестабильным параметрам, так как напряжение на вторичной обмотке трансформатора напрямую зависит от мощности электрической станции. При недостаточности накала происходят скачки механизма в агрегате, что и приводит к невозможности розжига дуги, так как напряжения не хватает для создания разряда. А если удается произвести данное действие, то только что разожженный плазменный ствол, скорее всего, затухнет, а кончик стержня прилипнет к остывающей ванне. К сожалению, стабильность источника питания зависит от многих причин. Это ужасное качество линий электропередач, причем чем дальше от больших городов и трансформаторных подстанций, тем хуже обстоят дела с электричеством. Кроме этого, напряжение может меняться из-за погодных условий, времени суток и даже сезонности. Для таких мощных устройств, как сварочные аппараты, некачественные поставки электричества, особенно негативно сказываются на их эффективности. Во время скачков вместо стабильной дуги специалист получает лишь мерцание слабеньких искр, а трансформатор издает громкий гул в режиме короткого замыкания. Даже применение тонких электродов не спасает ситуацию. По итогу при включении мощной нагрузки в местной сети происходит резкое снижение напряжения, что в конечном счете может негативно отразиться на работе бытовой технике, вплоть до выхода из строя. Это чревато не только невыполнением поставленной задачи, но и конфликтными ситуациями с соседями.
Даже применение тонких электродов не спасает ситуацию. По итогу при включении мощной нагрузки в местной сети происходит резкое снижение напряжения, что в конечном счете может негативно отразиться на работе бытовой технике, вплоть до выхода из строя. Это чревато не только невыполнением поставленной задачи, но и конфликтными ситуациями с соседями.Неочищенный металл
Многие граждане, не имеющие специальных знаний и не обладающие профессиональным уровнем мастерства, ошибочно думают, что качество сварного шва не пострадает, если материал заранее не подвергать очистке. Мы опровергаем это мнение.
Зачистку необходимо произвести заблаговременно перед сборкой узла. В предполагаемом месте сварки с элемента удаляются различные загрязнения: ржавчина, окалины, масляные отложения, вода и прочее, так как их присутствие грозит образованием микропор и других дефектов. Помимо этого стоит обратить особое внимание на зазоры промеж кромок. Если уже произошло соединение, то немного загрязнившуюся точку следует обдуть сжатым воздухом большого давления или использовать метод выжигания с помощью газовой горелки.
Воспользуйтесь наиболее удобным для вас способом очистки:
Пескоструйным или гидропескоструйным аппаратом.
Механической проволочной щеткой.
Иглофрезами.
Трением абразивными частицами.
Травлением растворами кислоты или щелочи.
Промывкой разными растворителями.
В зависимости от состава и формы сварного материала поверхности стоит тщательно очищать от формовочной земли, а остатки литейной пленки удалять снятием наждачным камнем в местах соединения.
Недостаток опыта мастера
Молодой специалист во время процесса часто спрашивают у «бывалых» сварщиков, как зажечь и варить электрод, чтобы он не прилипал.Помимо вышеперечисленных нами причин, существует довольно-таки серьезное основание для осуществления эффективного действия. Ошибка заключается в неправильно рассчитанном расстоянии от аппарата до зоны спаивания. Слишком короткий воздушный промежуток грозит затуханию дуги, «новичок», стараясь спасти ситуацию, закапывает себя все глубже и глубже, подводит кончик стержня еще ближе и тем самым провоцирует попадание его в ванну, где и происходит само залипание.
В таком случае не стоит отчаиваться, придется потратить немного времени на обучение работы на инверторном устройстве. А материал необходимо подобрать, сделанный из простой конструкционной стали. Только набив руку на экспериментальной заготовке, можно переходить к более серьезному сырью, как нержавейка или легированное железо.
Почему залипает электрод при сварке на инверторе и что делать для предотвращения негативного процесса
Для профессионала с приобретением опыта такой вопрос не встает на повестку дня. Он прекрасно знает, как исключить момент залипания. Перед началом дела он осматривает оборудование на наличие неисправностей, удаляет загрязнения заготовок, проверяет допустимые параметры силы тока и оценивает качество расходников. Для новичков мы расскажем, как произвести каждое действие, затратив на это минимум сил и времени.Подготавливаем материалы
Элементы, которые хранились в сухом помещении с хорошей системой вентиляции, не нуждаются в дальнейшей обработке, тем более, если взялась партия в заводской упаковке. При попадании влаги на поверхность необходима тщательная просушка.
При попадании влаги на поверхность необходима тщательная просушка.
Поговорим о применяемых методах в домашних условиях, если произошло отсыревание комплекта.
Предлагаем «народные» средства для осуществления термообработки:
При помощи электрической духовки – газовая не подойдет, так как нагрев не рекомендуется проводить на открытом огне. Для этого нужно поднять температуру до 200 градусов, поместить внутрь техники пучок стержней, прожарить в течение 2 часов и оставить там до полного остывания.
Прогревание строительным феном, где на моделях существует функционал выставления температурного режима. Подбирается емкость, диаметр которой сопоставим с отверстием инструмента. Туда помещаются электроды и затем на них направляется горячий воздух.
Построение печи занимает больше времени, но для людей, собирающихся работать со сваркой на постоянной основе, это дает гарантию результативности. Мы не будем затрагивать процесс стройки, так как на расшифровку данной темы потребуется написать новую статью.

Для осуществления электросварки неответственных узлов вполне подойдут вышеперечисленные способы. Однако, если специалист хочет повысить свои навыки и имеет для этого финансовые возможности для достижения отличных результатов, мы рекомендуем приобрести специальное профессиональное оборудование, такое как термопенал или муфельную печь.
Приступаем к настройке оборудования
Эффективность мероприятия будет зависеть от того, как вы сможете соотнести толщину сварного материала, диаметр электрода и мощность тока. Все эти параметры отображены в таблице технического паспорта аппарата. Стоит внимательно их изучить, но в то же время и понимать, что это базовые данные и отклонения от нормы вполне допустимы при условии, что специалист имеет большой опыт и содержит устройство в полном порядке. Для каждого сырья прописаны свои параметры тока, например, для пластин, толщиной в 3 мм необходимо установить 100/120 А. Не все аппараты имеют в своей комплектации трансформатор с регулировкой.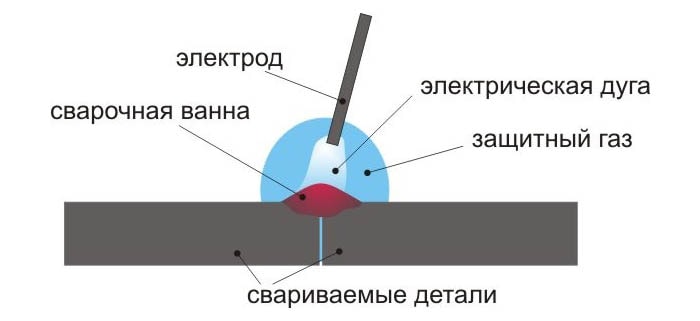 Тем, кто пользуется старыми моделями, важно переместить подключение кабеля до уровня, когда ток перестает прожигать сварную точку.
Тем, кто пользуется старыми моделями, важно переместить подключение кабеля до уровня, когда ток перестает прожигать сварную точку.Важно знать! Во избежание прожога (образование дырок) на конструкции, сделанной из тонкостенного материала или при работе с кузовами автомашин следует набраться опыта. Для этого возьмите ненужную деталь и начните сварку, где методом проб и ошибок вы подберете необходимый режим мощности аппарата, постепенно повышая силу тока.
Кроме того перед началом работы стоит проверить специальным тестером напряжение в сети. Убедившись, что линия не перегружена, вы сможете приступить к реализации плана. В противном случае стоит дождаться стабилизации проблемы. Если скачки повторяются раз от раза, то приобретите стабилизатор, он поможет вам бесперебойно и спокойно осуществлять поставленную задачу.
Немаловажное значение имеет правильное сочетание кабеля массы и держателя:
Шестнадцатижильный медный провод с наружным диаметром в 11,5 миллиметров подходит для материала с тонкой стенкой.
Для сваривания более толстого образца подойдет 25-ти жильный кабель с отверстием 13,5 мм.

Учимся правильно создавать плазменный ствол
Если вы новичок в деле, то мы предлагаем вам простой способ, освоив который вам легко будет перейти к профессиональному методу розжига.Для этого ведите электродом, как спичкой по коробку, у вас получится чирканье. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует расходник наклонить назад под углом в 15 градусов и быстрыми движениями вести шов по намеченной линии. Главное условие – непрерывность в работе, так как остановка даже на короткое время грозит срывом горения.
В современных аппаратах существует высокочастотный розжиг, который позволяет образовывать плазменный ствол без непосредственного касания материала. То есть при приближении расходника за счет токов высокой частоты создается дуга, что сопровождается жужжащим треском.
Мы предоставляем вам наглядное пособие, посмотрев которое вы поймете, почему липнут электроды при сварке на инверторе и что необходимо сделать для предотвращения этого:
Почему прилипает электрод при сварке инвертором
Электроды являются основными расходными материалами для сварки. Они выпускаются в большом разнообразии, так как каждая модель рассчитана на свой вид металла и особые условия применения. Правильно подобранный наплавочный материал и режим его использования уберегает от многих негативных явлений, которые приводят к браку во время сваривания. Здесь требуется не только следование технической части, но и умение мастера. Ведь причины, почему прилипает электрод при сварке, могут быть совершенно различными.
Прилипание электрода при сварке инвертором
Сами расходные материалы во время выпуска проходят различные степени контроля, так что покупателям зачастую поставляются качественные проверенные вещи. В дальнейшем остается только правильно их выбрать и применить, чтобы достичь нужного результата.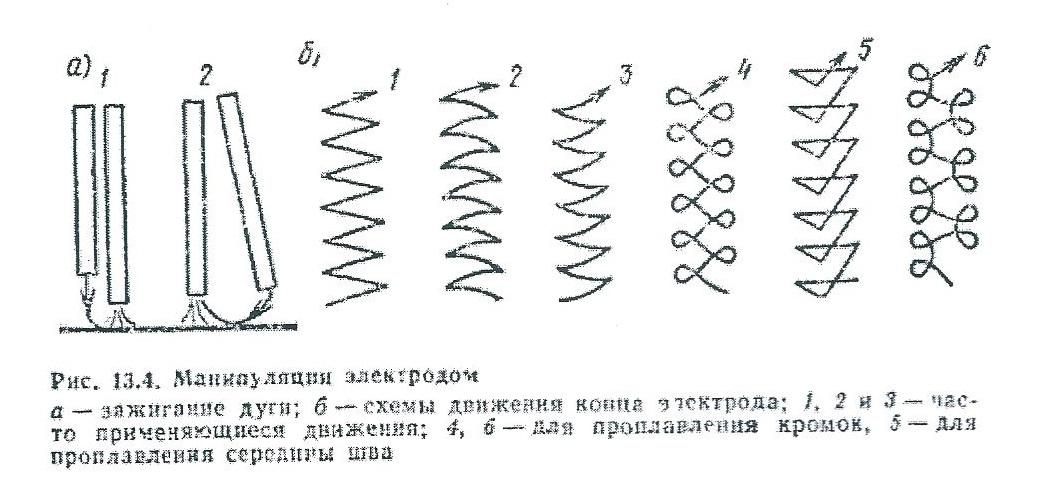 Подбор надежной продукции с сертификатами качества поможет решить многие проблемы, но в последствие неправильного хранения или перевозки электроды могут пострадать, так что данный фактор также следует учитывать перед началом работы. Залипание электродов при сварке инвертором крайне нежелательно, если речь идет об ответственных конструкциях, так как это портит структуру шва и наносит вред самому сварочному аппарату.
Подбор надежной продукции с сертификатами качества поможет решить многие проблемы, но в последствие неправильного хранения или перевозки электроды могут пострадать, так что данный фактор также следует учитывать перед началом работы. Залипание электродов при сварке инвертором крайне нежелательно, если речь идет об ответственных конструкциях, так как это портит структуру шва и наносит вред самому сварочному аппарату.
Почему прилипает электрод при сварке
Одной из причин прилипания присадочного материала к основному металлу является недостаток покрытия электрода для сварки. Конец, как правило, является самым уязвимым местом и обмазка часто обсыпается именно здесь. Без нее дуга является достаточно нестабильной и незащищенной, так что залипание в таком случае будет вполне распространенным явлением. Здесь не поможет даже увеличение сварочного тока. Проблемы с покрытием могут возникать и в другом плане, так как оно часто накапливает влагу, при любой возможности. Помимо того, что влажными электродами не стоит варить по причине потенциально высокого содержания водорода в шве, что приведет к образованию трещин, так это еще будет провоцировать залипание. Одной из причин, почему залипает электрод, является его сырость. Если обмазка впитала большое количество влаги, то электрической дуге достаточно сложно зажечься. Здесь также не помогает увеличение сварочного тока, поэтому, лучше подобрать другие материалы для процесса.
Одной из причин, почему залипает электрод, является его сырость. Если обмазка впитала большое количество влаги, то электрической дуге достаточно сложно зажечься. Здесь также не помогает увеличение сварочного тока, поэтому, лучше подобрать другие материалы для процесса.
Недостаток покрытия электрода для сварки
Одной из самых распространенных причин, почему прилипает электрод при сварке инвертором, является неправильно выбранный режим. Многие мастера боятся перепалить основной металл, так что стараются подобрать режим немного слабее, чем он должен быть. Недостаточная сила тока приводит к тому, что не хватает энергии для зажигания дуги. Даже если она зажигается на время, то быстро пропадает и электрод снова залипает. Именно по этой причине стоит обращать внимание на точные режимы сварки и использовать технику с точной регулировкой параметров, особенно, когда используются самые тонкие электроды.
Выбор правильного режима при сварки инвертором
Недостаток опыта очень часто становится причиной, почему липнуть электроды при сварке, так как даже с правильно подобранными параметрами может ничего не выходить. Здесь требуется опыт зажигания конкретного диаметра электрода, а также владение нюансами работы в различных положениях. Здесь нужно уверенно словить дугу и ее положение. В ином случае она будет либо прерываться, если электрод будет слишком высоко, либо залипать, если слишком низко. Высота дуги зависит от конкретной марки и его диаметра. С учетом того, что специалисты рекомендуют держать дугу как можно ниже, то новички часто сводят всю ситуацию к тому, что электрод постоянно залипает.
Здесь требуется опыт зажигания конкретного диаметра электрода, а также владение нюансами работы в различных положениях. Здесь нужно уверенно словить дугу и ее положение. В ином случае она будет либо прерываться, если электрод будет слишком высоко, либо залипать, если слишком низко. Высота дуги зависит от конкретной марки и его диаметра. С учетом того, что специалисты рекомендуют держать дугу как можно ниже, то новички часто сводят всю ситуацию к тому, что электрод постоянно залипает.
Наиболее банальной причиной, почему залипает электрод при сварке инвертором, является низкое качество расходного материала. Слишком дешевые марки зачастую проявляют себя не лучшим образом и могут нести с собой весь спектр негативных моментов.
Рекомендации
Одним из самых простых способов побороть данную проблему является дополнительная функция «антизалипание электрода», которая имеется на современных сварочных аппаратах. Естественно, что она не поможет в самых сложных случаях, но сделает их использование существенно более простым и легким.
Естественно, что она не поможет в самых сложных случаях, но сделает их использование существенно более простым и легким.
Также нужно уделить внимание правильному подбору самих электродов и режимов их использования. Это является основным способом избежать залипания. Ведь иногда достаточно лишь поднять силу тока до нужного уровня и горение дуги стабилизируется.
Перед использованием расходных материалов следует их просушить и прокалить, чтобы избавиться от влаги. Даже если это новые расходные материалы, то следует провести данные процедуры, так как во время перевозки и хранения они могли впитать жидкость из воздуха.
Нужно проверять конец электрода, как при первом зажигании, так и при последующих. Так как в самом начале обмазка может обсыпаться. А после на конце может налипнуть шлак, который помешает сварке.
Почему прилипает электрод при сварке инвертором
Почему прилипает электрод при сваркеПрилипание электрода при сварке к поверхности металла — очень частая проблема, особенно у начинающих сварщиков.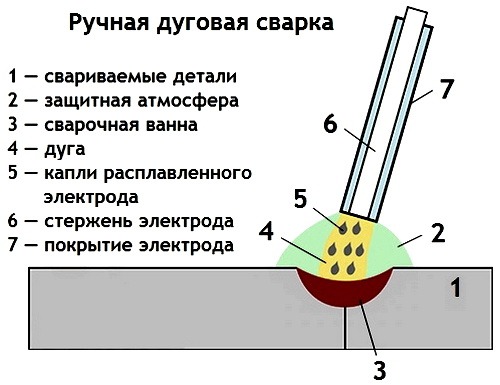 Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Почему прилипает электрод при сварке? Как избежать данной проблемы и что нужно знать, чтобы электрод не залипал? На самом деле прилипание электрода не происходит само собой. Разумеется, к этому приводят некоторые ошибки при сварке или же данное явление обусловлено низким качеством расходных материалов. В данном случае речь идет про электроды, они могут быть подобраны не в соответствии с требованиями сварочного инвертора или быть попросту отсыревшими.
Рассмотрим в данной статье, из-за чего именно залипает электрод и как этого избежать.
Почему прилипает электрод при сварке инвертором
Чаще всего причина залипания электрода связана с тем, что используются отсыревшие и не прокаленные электроды, которые лежали без дела долгое время. Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.
Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.
Вторая причина, чаще всего связана с неправильным розжигом дуги, и она появляется у тех, кто только начал варить. Более подробно о том, как варить электросваркой вы можете прочитать в прошлой статье сайта mmasvarka.ru, поскольку там данные нюансы освещены в полной мере. Однако факт остается фактом, и из-за неправильного розжига дуги, электрод начинает липнуть к металлу, да так, что оторвать его можно потом, только с согнутым концом.
Низкое качество электродов, также может стать причиной их прилипания при сварке. Стоит отдавать предпочтение только проверенным временем производителям, которые выпускают качественные электроды для сварки, уже не один год. Также, неправильно подобранные электроды для инвертора могут привести к проявлению данной проблемы. Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.
Неочищенная и ржавая поверхность металла, вот еще одна из причин, которая приводит к залипанию электродов при сварке инвертором. Не забывайте о том, что нужно чистить заготовки для сварки от ржавчины, краски, битума и т. д. Тогда и проблем с залипанием электрода будет на одну меньше.
Ну и последняя причина, из-за которой может прилипать электрод, это неправильные регулировки инвертора. В данном случае речь идет о параметрах тока для сварки. Если ток выбран слишком маленького значения, то электрод станет липнуть к поверхности металла.
Чтобы избежать данной проблемы, нужно изначально оценивать толщину свариваемого металла, а уж затем подбирать электроды соответствующего диаметра и выставлять ток на инверторе, исходя от данного значения.
Как не допустить залипание электрода
Итак, следует подвести итоги и выделить основные моменты, чтобы не столкнуться с такой проблемой, как прилипание электрода при сварке.
Что мы, в конце концов, имеем:
- Электроды должны подходить для сварки инвертором, быть подобраны в соответствии с толщиной свариваемого металла и абсолютно сухими;
- Сварочный ток на инверторе должен быть выставлен в соответствии с диаметром применяемых для сварки электродов;
- Поверхность свариваемого металла не должна быть грязной и ржавой;
- Напряжение в электросети (о чем не было сказано выше) должно быть нормальных показателей. Часто отклонение напряжения в меньшую сторону, приводит к тому, что инвертор попросту не вытягивает и не выдаёт нужные параметры тока;
- В процессе сварки металлов крайне важно исключить такие ошибки, как неправильный розжиг или слишком короткая дуга.
Все вышеперечисленные советы должны помочь начинающим электросварщикам в их непростом деле.
Поделиться в соцсетях
Пять шагов к совершенствованию техники сварки штангой
Основные элементы для улучшения результатов
Для многих людей, особенно тех, кто плохо знаком с этим или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в экранированном металле (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые могут взять в руки жало, вставить электрод и раз за разом наложить отличные сварные швы, могут внушать большой трепет остальным. Они заставляют это выглядеть легко.
Однако остальные из нас могут с этим бороться.И в этом нет необходимости, если мы не обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения — или сокращенно CLAMS. Правильное решение этих пяти основных вопросов может улучшить ваши результаты.
Подготовить
Хотя сварка электродом может оказаться наиболее щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала. С помощью металлической щетки или шлифовального станка удалите грязь, копоть или ржавчину с места сварки.Игнорирование этих шагов снижает ваши шансы на получение хорошего сварного шва с первого раза. Нечистые условия могут привести к растрескиванию, пористости, неплавлению или включениям. Пока вы работаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Расположитесь так, чтобы хорошо видеть сварочную ванну. Для наилучшего обзора держите голову в стороне и вдали от сварочного дыма, чтобы обеспечить сварку в стыке и удерживать дугу на переднем крае лужи.Убедитесь, что ваша стойка позволяет вам удобно поддерживать электрод и манипулировать им.
МОЛОТЫ
Объединение всех точек CLAMS (текущая установка, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения) может показаться серьезным занятием во время сварки, но с практикой это становится второй натурой. Не расстраивайтесь! Сварка штучной сваркой — это кривая обучения, которая, по мнению многих, получила свое название, потому что, обучаясь сварке, каждый прикрепляет электрод к заготовке.
Настройка тока : Выбранный вами электрод будет определять, будет ли ваша машина настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что вы правильно настроили его для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов большее проникновение при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности, отрицательный электрод позволяет лучше сваривать более тонкие металлы.) Правильная установка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Изготовитель электродов обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока на основе электрода (общее практическое правило — 1 ампер на каждые 0,001 дюйма диаметра электрода), положения сварки (примерно на 15 процентов меньше тепла для работы над головой по сравнению с плоским сварным швом) и визуального осмотра сварного шва. готовая сварка. Отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производителем электродов не указано иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода. Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он отрегулирует с шагом от 5 до 10 ампер, если необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если у вас слишком низкая сила тока, ваш электрод будет особенно липким при зажигании дуги, ваша дуга будет продолжать гаснуть, поддерживая правильную длину дуги, или дуга будет прерываться.
Этот шов возник в результате слишком слабого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при зажигании дуги, дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерываться.
После зажигания дуги, если лужа слишком жидкая и ее трудно контролировать, электроды гаснут, когда она только наполовину погасла, или дуга звучит громче обычного, возможно, у вас слишком высокая сила тока. Слишком большое количество тепла также может отрицательно повлиять на свойства флюса электрода.
Сварочный шов возник в результате слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет слишком жидкой, и ее будет трудно контролировать. Это может привести к чрезмерному разбрызгиванию и более высокому риску подрезания.Кроме того, электрод станет горячим — возможно, достаточно горячим, чтобы раскалиться к концу сварного шва, — что может отрицательно повлиять на экранирующие свойства флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы раскалиться.
Длина дуги : Правильная длина дуги зависит от электрода и приложения. В качестве хорошей отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода.Например, электрод 6010 диаметром 1/8 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Длина дуги: Оптимальная длина дуги или расстояние между электродом и лужей такое же, как диаметр электрода (фактическая металлическая часть внутри флюсового покрытия). Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного шва с высоким гребнем.
Слишком короткая дуга создает большую вероятность прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой производительности наплавки, поднутрениям и часто оставляют пористость.
Слишком большая длина дуги приведет к образованию избыточных брызг в сварном шве. Также существует высокая вероятность поднутрения.
При первой попытке сварного шва кажется естественным использовать слишком длинную дугу, возможно, для лучшего обзора дуги и лужи.Если у вас проблемы со зрением, поверните голову, а не удлиняйте дугу. Начните с поиска правильного положения тела, которое дает вам адекватный обзор лужи, а также позволяет стабилизировать электрод и манипулировать им. Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : При сварке палкой в плоском, горизонтальном и верхнем положениях используется метод сварки волочением или обратной сваркой.Держите электрод перпендикулярно стыку, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или переда и наклоните верх электрода от 0 до 15 градусов от направления движения.
Угол перемещения. При сварке слева направо сохраняйте угол наклона от 0 до 15 градусов по направлению движения. Это называется техникой перетаскивания или бэкхенда.
Манипуляции с электродом : Каждый сварщик манипулирует электродом немного по-своему.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие техники дают наилучшие результаты. Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в форме «Z», полукруга или ступенчатого рисунка.Ограничьте поперечное движение до двух диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте бусинки для ниток.
Здесь сварщик использует полукруглое движение для создания более широкого валика с уложенными друг на друга монетами. Для более тонких сварных швов может быть достаточно ровного валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон стыка, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная лужа могла догнать сварочную лужу, и слегка остановитесь по бокам, чтобы обеспечить надежное соединение с боковой стенкой.Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость движения : Ваша скорость движения должна позволять поддерживать дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала создайте сварочную ванну желаемого диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней одной трети лужи. Если вы путешествуете слишком медленно, тепло будет направлено в лужу, а не на сварной шов, что приведет к холодному притирку или плохой сварке.
При слишком медленном перемещении образуется широкий выпуклый валик с неглубоким проплавлением и возможностью холодной притирки, когда сварной шов кажется просто прилегающим к поверхности материала.
Слишком низкая скорость движения приведет к образованию валика со слишком большим наплавленным слоем, что может привести к холодному притирку. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и / или сильно выпуклый валик и, возможно, недозаливку или поднутрение, когда область за пределами сварного шва вогнута или углублена. Обратите внимание на конец бусинки на изображении ниже, как бусинка кажется непоследовательной, как если бы лужа пыталась не отставать.
Слишком быстрое перемещение приведет к получению более тонкого / меньшего размера бусинки, которая будет иметь больше эффекта V-образной ряби в луже, чем красивого U-образного или сложенного эффекта десятицентовиков.
Эти советы, наряду с практикой и терпением, направят вас в правильном направлении, чтобы улучшить вашу технику сварки штангой.
Объяснение сварочных стержней
Существует множество различных сварочных электродов и провода там. В этой области сварочные электроды обычно называют «сварочными. стержни «, поэтому я буду использовать этот термин здесь.
» Палка Сварка »также является предпочтительным термином для SMAW, аббревиатуры от Дуговая сварка защищенного металла.
Сварка палкой, используемая для должно выполняться с помощью неизолированного сварочного стержня. Это было очень сложно, и использовать его можно было только в плоском положении. Если вы когда-нибудь наклеивали на него стержень с флюсом, вы можете только представьте, сколько раз втыкали голые стержни! Если стержень подходит слишком близко к основного металла это уменьшит напряжение, что приведет к гашению дуги.
Нажмите здесь, чтобы просмотреть наши сварочные печи и узнать
о преимуществах правильного хранения!
Заедание сварочный стержень — это то место, где стержень вместо того, чтобы плавиться, как должен, прилипает к основной металл.Сила тока недостаточна, чтобы расплавить его, но достаточно, чтобы он прилип. Один из способов ослабить его — немедленно оторвать стержень от основания. металл. Если это не сработает, вам придется разжать стержень, а затем сломать его.
КАЖДЫЙ прилепляет сварочные стержни, когда учится, и даже старые соли, такие как я, время от времени наклеивают. Я всегда думал это называли сваркой палкой, потому что электрод выглядел как палочка, но я читал на сайте Миллера однажды, что это называется сваркой штучной сваркой, потому что так много людей придерживайся при обучении.
Если дёрнуть «жало» (электрододержатель) достаточно быстро, вы можете отломить стержень от основного металла и повторно зажгите дугу. Но если он останется там слишком долго и станет слишком горячим, он легко палку снова, и ее следует положить и дать остыть.
Многие время от времени, когда он заедает, рывки или отрыв стержня могут вызвать поток, чтобы оторваться от конца. Из-за этого очень сложно нанести удар и снова дугу без прилипания. Приклеивание удочки — НЕКОТОРЫЕ разочарование.Я пробиваюсь сумку в моем магазине для студентов, чтобы они приобрели хорошую координацию глаз / рук, но это также способ выпустить пар, когда им нужно.
Один быстрое исправление — длинная дуга (удерживайте стержень над пластиной примерно на четверть дюйма) сварочный стержень и обожгите оголенный металл, пока он не достигнет флюса. . Помогает чтобы повернуть машину до деформации 10 (другими словами, провернуть этого ребенка) при сжигании это от. Если вы этого не сделаете, он почти всегда будет снова прилипать к голому стержню. что вы пытаетесь исправить.
Это одна из причин, по которой вы действительно нужно держать сварочные стержни, особенно стержни с низким содержанием водорода 7018, в стержне духовки. Если вы этого не сделаете, то помимо попадания влаги во флюс, который вызывает пористость, или червоточины; флюс может стать хрупким и отслоиться.
В в другой статье я расскажу о наиболее распространенных видах сварочных стержней, используемых в магазин и поле, а также объяснение некоторых из менее используемых.
Узнайте больше о стержневых электродах!
Что делать с застрявшим электродом — Baker’s Gas & Welding Supplies, Inc.
Если вы когда-нибудь пробовали сварку штучной сваркой, вы можете задаться вопросом, называется ли она так
, потому что вы все время застреваете. Одной из наиболее частых жалоб сварщиков стержневой сваркой
является заедание стержня. Если стержень застревает слишком долго, он может перегреться,
больше не будет использоваться для ваших сварочных работ. Застрявший сварочный стержень
мешает вам работать и может привести к потере большого количества материалов. Вот
несколько советов по работе с застрявшим стержнем:
Поддерживайте высокую силу тока
Один из наиболее распространенных советов инструкторов по сварке, которые вы найдете как в магазинах сварочных аппаратов
, так и в Интернете, — поддерживать силу тока на верхнем пределе рекомендованного значения
.Это означает, что у вас не будет большого права на ошибку. Вам нужно поднять
и начать движение, прежде чем вы прожигете, создадите слишком много брызг или
потеряет контроль над лужей.
Однако, как только ваша машина будет хорошо работать и нагрета, чтобы вы могли сваривать
эффективно, вы обнаружите, что ваш стержень будет прилипать гораздо меньше. Слишком низкий уровень
силы тока обычно является одной из наиболее распространенных причин заедания электрода
во время сварки штангой.
Еще одна причина заедания электрода — сварка слишком короткой дугой.
Обратите внимание на брызги, если вы отойдете слишком далеко от заготовки.
Рекомендации различаются в зависимости от толщины электрода и могут быть
от четверти до полутора дюймов. Если вы продолжаете застревать, попробуйте оттянуть
немного назад с помощью дуги.
Мы скоро перейдем к части о том, как удалить застрявший электрод, но
вот еще один совет, который может избавить вас от множества неприятностей. Если вы застряли во время сварки
и ваш стержень нагрелся, настоящий хотрод будет застревать все время
— вам нужен сухой стержень, но не хотрод.Так что дайте удилищу время остыть, если вы все еще можете его использовать. Естественно, если вы новичок, держите под рукой кучу сухих стержней
, чтобы вы могли учиться на своих ошибках, изменяя настройки
и технику сварки. Иногда стержень будет поврежден, если он станет слишком горячим, так что будьте готовы бросить стержень, если он перегреется.
Наиболее распространенный способ удаления застрявшего электрода — это резкий рывок держателя электрода
(часто называемого жалом).Не позволяйте ему оставаться на месте слишком долго. Как
, как только вы застряли, снимите электрод, потому что он будет потреблять большой ток
и нагреваться. Если ваш первый толчок не сработал, крутите его взад и вперед до
, чтобы попытаться ослабить удочку. Иногда первый поворот может ослабить
настолько, что еще несколько поворотов могут иметь значение.
Если вы не можете освободить его, попробуйте нажать на рычаг освобождения штока в то же самое время
, когда вы достаточно сильно потянули за держатель. Это более драматический способ ослабить стержень
, но вы не должны касаться стержня или заготовки.
Помните, что через вашу металлическую заготовку проходит электрический ток
от сварочного аппарата. Таким образом, вы не хотите прикасаться к металлу, если у вас нет твердого заземления
и сварочный аппарат не выключен. Множество сварщиков дожили до
и рассказали о том, как вытаскивать электрод руками в перчатках во время работы машины
, но обычно рекомендуется избегать любого вида электрического шока,
, особенно если вы, возможно, не заметили воды поблизости. .
палкой — это простой и удобный сварочный процесс, с помощью которого можно выполнить
бит работы.Вам не придется тратить слишком много времени на свою работу
деталь во время сварки штангой. Регулируя настройки, обращая внимание на вашу технику
и научившись эффективно крутить и дергать застрявший электрод
, вы убедитесь, что выполняете сварку прилипанием, а не сварку заеданием.
Узнайте,
больше о том, как выбрать сварочного аппарата штангой в Baker’s Gas and Welding.
Сопутствующие товары
Miller Dynasty 280 DX с Insight, TIGRunner
Артикул: MIL
4004
Узнать больше
Miller Multimatic 200 с автоматической настройкой Elite
Артикул: MIL
8
Узнать больше
Miller Maxstar 280 Сварочный аппарат TIG / Stick (Auto-Line 208-575) с CPS
Артикул: MIL
8
Узнать больше
Miller Dynasty 280 DX с CPS / беспроводной педалью AUTO-LINE
Артикул: MIL951469
Узнать больше
Совет по сварке палкой: что делать с застрявшим электродом впервые появился на сайте Weld My World.
Сварочный электрод: таблица и выбор
Электрод — это металлическая проволока с покрытием.
Изготовлен из материалов, аналогичных по составу свариваемому металлу.
Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта. Итого:
- SMAW или стержневые электроды являются расходуемыми, то есть они становятся частью сварного шва и также называются присадочным электродом или сварочным стержнем. Электроды
- TIG не являются расходуемыми, поскольку они не плавятся и не становятся частью сварного шва, что требует использования сварочного стержня.
- Сварочный электрод MIG — это проволока с непрерывной подачей, называемая проволокой MIG.
Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму разбрызгивания.
Электроды необходимо хранить в защищенной от влаги среде и осторожно извлекать из любой упаковки (во избежание повреждений следуйте инструкциям).
Покрытые сварочные электроды
Когда расплавленный металл подвергается воздействию воздуха, он поглощает кислород и азот и становится хрупким или подвергается иным неблагоприятным воздействиям.
Шлаковое покрытие необходимо для защиты расплавленного металла шва или его затвердевания от атмосферы. Это покрытие может быть получено из электродного покрытия.
Состав покрытия сварочного электрода определяет его применимость, состав наплавленного металла шва и характеристики электрода.
Состав покрытий сварочных электродов основан на общепринятых принципах металлургии, химии и физики.
Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов другими способами, в том числе:
- Гладкая поверхность шва с ровными краями
- Минимальное разбрызгивание рядом со сварным швом
- Стабильная сварочная дуга
- Контроль проникновения
- Прочное, прочное покрытие
- Более легкое удаление шлака
- Повышенная скорость наплавки
Электроды для металлической дуги могут быть сгруппированы и классифицированы как электроды без покрытия или с тонким покрытием и электроды с экранированной дугой или электроды с толстым покрытием.
Покрытый электрод — самый популярный тип присадочного металла, используемый при дуговой сварке.
Состав покрытия электрода определяет пригодность электрода, состав наплавленного металла шва и характеристики электрода.
Тип используемого электрода зависит от конкретных свойств, требуемых для наплавленного сварного шва.
К ним относятся коррозионная стойкость, пластичность, высокая прочность на растяжение, тип свариваемого основного металла, положение сварного шва (плоское, горизонтальное, вертикальное или потолочное), а также требуемый тип тока и полярность.
Популярный сварочный стержень (E6010), используемый для производства общего назначения, строительства, сварки труб и судостроенияКлассификация
Сварочная промышленность приняла серию классификационных номеров Американского общества сварщиков для сварочных стержневых электродов.
Система идентификации электродов для стальной дуговой сварки настроена следующим образом:
- E — обозначает электрод для дуговой сварки.
- Первые две (или три) цифры — указывают предел прочности (сопротивление материала силам, пытающимся его разорвать) в тысячах фунтов на квадратный дюйм наплавленного металла.
- Третья (или четвертая) цифра — указывает положение сварного шва. 0 означает, что классификация не используется; 1 — для всех позиций; 2 — только для плоского и горизонтального положения; 3 предназначен только для плоского положения.
- Четвертая (или пятая) цифра — указывает тип покрытия электрода и тип используемого источника питания; переменного или постоянного тока, прямой или обратной полярности.
- Типы покрытия, сварочный ток и положение полярности, обозначенные четвертой (или пятой) идентификационной цифрой классификации электродов, перечислены в таблицах 5-4 ниже.
Номер E6010 — обозначает электрод для дуговой сварки с минимальным пределом прочности на разрыв 60 000 фунтов на квадратный дюйм; используется во всех положениях, требуется постоянный ток обратной полярности.
Типы покрытия, тока и полярности, обозначенные четвертой цифрой в классификационном номере электрода
| Цифра | Покрытие | Сварочный ток |
|---|---|---|
| 0 | * | * |
| 1 | Целлюлоза Калий | переменного тока, постоянного тока, постоянного тока |
| 2 | Титан натрия | переменного тока, DCSP |
| 3 | Титания калий | переменного тока, DCSP, DCRP |
| 4 | Железный порошок Титания | переменного тока, DCSP, DCRP |
| 5 | Натрий с низким содержанием водорода | DCRP |
| 6 | Калий с низким содержанием водорода | переменного тока, DCRP |
| 7 | Железный порошок оксид железа | переменного тока, DCSP |
| 8 | Железный порошок с низким содержанием водорода | переменного тока, постоянного тока, постоянного тока |
Когда четвертая (или последняя) цифра равна 0, тип покрытия и ток, которые будут использоваться, определяются третьей цифрой.
Таблица 5-4
Система идентификации электродов сварочного прутка для дуговой сварки нержавеющей стали настроена следующим образом:
- E обозначает электрод для дуговой сварки.
- Первые три цифры указывают на нержавеющую сталь американского производства железа и стали.
- Последние две цифры указывают текущее положение и используемую позицию.
- Число E-308-16 в этой системе обозначает тип 308 Института нержавеющей стали; используется во всех позициях; с постоянным током переменной или обратной полярности.
Система классификации электродов для дуговой сварки под флюсом
Система определения твердой углеродистой стали без покрытия для дуговой сварки под флюсом выглядит следующим образом:
- Буква префикса E используется для обозначения электрода. За ним следует буква, обозначающая уровень марганца, т. Е. L для низкого уровня, M для среднего и H для высокого уровня марганца. Далее следует число среднего количества углерода в точках или сотых долях процента. Состав некоторых из этих проволок почти идентичен составу некоторых из проволок, указанных в спецификации для дуговой сварки в газовой среде.
- Электродные проволоки, используемые для дуговой сварки под флюсом, указаны в спецификации Американского сварочного общества «Электроды из низкоуглеродистой стали и флюсы для дуговой сварки под флюсом». В этой спецификации указан как состав проволоки, так и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации действительно указан состав электродных проводов. Эта информация представлена в таблице 8-1. Когда эти электроды используются с определенными флюсами под флюсом и свариваются с соблюдением надлежащих процедур, наплавленный металл шва будет соответствовать механическим свойствам, требуемым спецификацией.
- В красных присадках, используемых для газовой сварки, используется префиксная буква R, за которой следует буква G, указывающая, что стержень используется специально для газовой сварки. За этими буквами следуют две цифры, которые будут 45, 60 или 65. Они обозначают приблизительную прочность на разрыв в 1000 фунтов на квадратный дюйм (6895 кПа).
- В цветных присадочных металлах используется префикс E, R или RB, за которым следует химический символ основных металлов в проволоке. Инициалы для одного или двух элементов будут следовать. Если имеется более одного сплава, содержащего одни и те же элементы, можно добавить букву или цифру суффикса.
- Спецификации Американского общества сварки наиболее широко используются для определения неизолированного сварочного стержня и электродной проволоки. Существуют также военные спецификации, такие как типы MIL-E или -R и федеральные спецификации, обычно тип QQ-R и спецификации AMS. Для определения присадочных металлов следует использовать конкретную спецификацию.
Самым важным аспектом проволоки и прутка сплошных сварочных электродов является их состав, указанный в спецификации. В спецификациях указаны пределы состава для различных проводов и требования к механическим свойствам.
Иногда на сплошных медных проводах медь может отслаиваться в механизме подающего ролика и создавать проблемы. Он может забивать вкладыши или контактные наконечники. Желательно легкое медное покрытие. Поверхность электродной проволоки должна быть в достаточной степени очищена от грязи и тянущих веществ. Это можно проверить, используя белую чистящую ткань и протянув через нее кусок проволоки. Слишком большое количество грязи забивает гильзы, снижает ток в наконечнике и может привести к сбоям в сварочных операциях.
Температуру или прочность проволоки можно проверить на испытательной машине.Проволока более высокой прочности будет лучше проходить через пистолеты и кабели. Минимальная прочность на разрыв, рекомендованная спецификацией, составляет 140000 фунтов на квадратный дюйм (965 300 кПа).
Сплошная электродная проволока доступна во многих различных упаковках. Они варьируются от крошечных катушек, используемых в горелках для катушек, до катушек среднего размера для дуговой сварки тонкой проволокой в газовой среде. Доступны мотки электродной проволоки, которые можно размещать на барабанах, входящих в состав сварочного оборудования. Также есть огромные катушки весом в несколько сотен фунтов.Электродная проволока также доступна в барабанах или разматываемых упаковках, где проволока укладывается в круглый контейнер и вытягивается из контейнера с помощью автоматического механизма подачи проволоки.
Покрытия
Покрытия сварочных электродов для сварки мягких и низколегированных сталей могут иметь от 6 до 12 ингредиентов, в том числе:
- Целлюлоза — для обеспечения газовой защиты с восстановителем, в котором распад целлюлозы создает газовую защиту, окружающую дугу
- Карбонаты металлов — для регулирования основности шлака и обеспечения восстановительной атмосферы
- Диоксид титана — для образования высокотекучего, но быстро замерзающего шлака и для ионизации дуги
- Ферромарганец и ферросилиций — для раскисления расплавленного металла сварного шва и увеличения содержания марганца и кремния в наплавленном металле сварного шва.
- Глины и камеди — для обеспечения эластичности при экструдировании материала пластикового покрытия и для обеспечения прочности покрытия
- Фторид кальция — для обеспечения защитного газа для защиты дуги, регулирования основности шлака и обеспечения текучести и растворимости оксидов металлов
- Минеральные силикаты — для образования шлака и придания прочности электродному покрытию
- Легирование металлов, включая никель, молибден и хром — для обеспечения содержания сплава в наплавленном металле сварного шва
- Оксид железа или марганца — для регулирования текучести и свойств шлака, а также для стабилизации дуги.
- Железный порошок — для повышения производительности за счет наплавки дополнительного металла в сварном шве.
Основные типы покрытий сварочных электродов для низкоуглеродистой стали описаны ниже.
- Целлюлоза-натрий (EXX10) : Электроды из целлюлозного материала этого типа в виде древесной муки или переработанные низколегированные электроды содержат до 30 процентов бумаги. Газовая защита содержит углекислый газ и водород, которые являются восстановителями.Эти газы имеют тенденцию вызывать дугу копания, обеспечивающую глубокое проникновение. Наплавленный металл немного шероховат, а уровень разбрызгивания выше, чем у других электродов. Он действительно обеспечивает отличные механические свойства, особенно после старения. Это один из первых типов электродов, которые были разработаны и широко используются для прокладки трубопроводов по пересеченной местности с использованием техники сварки под уклон. Обычно он используется с постоянным током с положительным электродом (обратная полярность).
- Целлюлозно-калиевый (EXX11) : Этот электрод очень похож на электрод целлюлозно-натриевый, за исключением того, что используется больше калия, чем натрия.Это обеспечивает ионизацию дуги и делает электрод пригодным для сварки на переменном токе. Действие дуги, проплавление и результаты сварки очень похожи. В электроды E6010 и E6011 можно добавлять небольшое количество порошка железа. Это способствует стабилизации дуги и немного увеличивает скорость наплавки.
- Рутил-натрий (EXX12) : Когда содержание рутила или диоксида титана относительно высокое по сравнению с другими компонентами, электрод будет особенно привлекательным для сварщика.Электроды с этим покрытием имеют тихую дугу, легко контролируемый шлак и низкий уровень разбрызгивания. Наплавленный слой будет иметь гладкую поверхность, а проплавление будет меньше, чем у целлюлозного электрода. Свойства металла сварного шва будут несколько ниже, чем у целлюлозных типов. Этот тип электрода обеспечивает довольно высокую скорость осаждения. Он имеет относительно низкое напряжение дуги и может использоваться с переменным или постоянным током с отрицательным электродом (прямая полярность).
- Рутил-калий (EXX13) : Это покрытие электрода очень похоже на покрытие рутил-натриевого типа, за исключением того, что калий используется для ионизации дуги.Это делает его более подходящим для сварки на переменном токе. Его также можно использовать с постоянным током любой полярности. Он производит очень тихую плавную дугу.
- Порошок рутилового железа (EXXX4) : Это покрытие очень похоже на упомянутые выше рутиловые покрытия, за исключением того, что добавлен порошок железа. Если содержание железа составляет от 25 до 40 процентов, электрод EXX14. Если содержание железа составляет 50 процентов или более, электрод EXX24. При более низком процентном содержании порошка железа электрод можно использовать во всех положениях.Более высокий процент бледного железа можно использовать только в плоском положении или для выполнения горизонтальных угловых швов. В обоих случаях скорость осаждения увеличивается в зависимости от количества порошка железа в покрытии.
- Низкое содержание водорода и натрия (EXXX5) : Покрытия, содержащие высокую долю карбоната кальция или фторида кальция, называются электродами с низким содержанием водорода, ферритной извести или электродами основного типа. В этом классе покрытий не используются целлюлоза, глины, асбест и другие минералы, содержащие комбинированную воду.Это необходимо для обеспечения минимально возможного содержания водорода в атмосфере дуги. Эти электродные покрытия спекаются при более высокой температуре. Электроды с низким содержанием водорода обладают превосходными свойствами металла сварного шва. Они обеспечивают самую высокую пластичность среди всех отложений. Эти электроды имеют среднюю дугу со средним или умеренным проваром. У них средняя скорость наплавки, но для достижения наилучших результатов требуются специальные методы сварки. Электроды с низким содержанием водорода должны храниться в контролируемых условиях.Этот тип обычно используется с постоянным током с положительным электродом (обратная полярность).
- Низкое содержание водорода и калия (EXXX6) : Этот тип покрытия аналогичен покрытию с низким содержанием водорода и натрия, за исключением замены натрия на калий для обеспечения ионизации дуги. Этот электрод используется с переменным током и может использоваться с постоянным током, с положительным электродом (обратная полярность). Действие дуги более плавное, но проплавление двух электродов одинаково.
- Низкое содержание водорода-калий (EXXX6) : Покрытия в этом классе электродов аналогичны покрытиям с низким содержанием водорода, упомянутым выше.Однако к электроду добавляется железный порошок, и если его содержание превышает 35-40 процентов, электрод классифицируется как EXX18.
- Порошок железа и железа с низким содержанием водорода (EXX28) : Этот электрод аналогичен EXX18, но содержит 50 или более процентов порошка железа в покрытии. Его можно использовать только при сварке в горизонтальном положении или для выполнения горизонтальных угловых швов. Скорость наплавки выше, чем у EXX18. Покрытия с низким содержанием водорода используются для всех электродов из более высоких сплавов.За счет добавления определенных металлов в покрытия эти электроды становятся типами сплавов, в которых буквы суффикса используются для обозначения состава металла сварного шва. Электроды для сварки нержавеющей стали также относятся к низководородному типу.
- Оксид железа-натрий (EXX20) : Покрытия с высоким содержанием оксида железа образуют наплавленный слой с большим количеством шлака. Это может быть сложно контролировать. Этот тип покрытия обеспечивает высокоскоростное напыление и среднее проникновение с низким уровнем разбрызгивания.Полученный сварной шов имеет очень гладкую поверхность. Электрод можно использовать только при сварке в плоском положении и для выполнения горизонтальных угловых швов. Электрод можно использовать с переменным или постоянным током любой полярности.
- Электрод железо-оксид-железо (EXX27) : Этот тип электрода очень похож на электрод типа оксид-железо-натрий, за исключением того, что он содержит 50 процентов или более железа. Увеличенная мощность железа значительно увеличивает скорость наплавки. Его можно использовать с переменным постоянным током любой полярности.
Существует много типов покрытий, помимо упомянутых здесь, большинство из которых обычно представляют собой комбинации этих типов, но для специальных применений, таких как наплавка твердым сплавом, сварка чугуна и цветных металлов.
Хранилище
Рисунок 5-32: Печь для сушки электродовЭлектроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание, а также привести к пористости и трещинам при формировании зоны сварки.Электроды, находящиеся во влажном воздухе более двух или трех часов, следует высушить путем нагревания в подходящей печи (рис. 5-32) в течение двух часов при 500 ° F (260 ° C).
После высыхания их следует хранить во влагонепроницаемой таре. Изгиб электрода может привести к отрыву покрытия от сердечника проволоки. Электроды нельзя использовать, если сердцевина провода оголена.
Электроды с суффиксом «R» в классификации AWS имеют более высокую влагостойкость.
Типы электродов
Электроды без покрытия
Сварочные электроды без покрытия изготавливаются из проволоки, необходимой для конкретных применений.
Эти электроды не имеют других покрытий, кроме тех, которые требуются при волочении проволоки. Эти покрытия для волочения проволоки имеют некоторый небольшой стабилизирующий эффект на дугу, но в остальном не имеют никакого значения. Электроды без покрытия используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен. Схема переноса металла по дуге неизолированного электрода показана на рисунке 5-29.
Перенос расплавленного металла с неизолированным электродомЭлектроды с легким покрытием
Сварочные электроды с легким покрытием имеют определенный состав.
Легкое покрытие нанесено на поверхность путем мытья, погружения, чистки, распыления, опрокидывания или протирания. Покрытия улучшают характеристики дугового потока. Они перечислены под серией E45 в системе идентификации электродов.
Покрытие обычно выполняет следующие функции:
- Растворяет или восстанавливает примеси, такие как оксиды, сера и фосфор.
- Он изменяет поверхностное натяжение расплавленного металла, так что шарики металла, покидающие конец электрода, становятся меньше и чаще.Это помогает сделать поток расплавленного металла более равномерным.
- Повышает стабильность дуги за счет введения в поток дуги материалов, которые легко ионизируются (т. Е. Превращаются в мелкие частицы с электрическим зарядом).
- Некоторые легкие покрытия могут образовывать шлак. Шлак довольно тонкий и действует не так, как шлак экранированного электрода.
Экранированная дуга или электродов с толстым покрытием
Экранированная дуга или сварочные электроды с толстым покрытием имеют определенный состав, на который нанесено покрытие путем погружения или экструзии.
Электроды выпускаются трех основных типов:
- с целлюлозным покрытием
- с минеральными покрытиями
- те, покрытия которых представляют собой комбинации минерала и целлюлозы
Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшими количествами калия, натрия или титана и, в некоторых случаях, с добавлением минералов.
Минеральные покрытия состоят из силиката натрия, оксидов металлов, глины и других неорганических веществ или их комбинаций.
Электроды с целлюлозным покрытием защищают расплавленный металл за счет газовой зоны вокруг дуги и зоны сварки.
Электрод с минеральным покрытием образует шлак.
Экранированная дуга или электроды с толстым покрытием используются для сварки сталей, чугуна и твердой наплавки. См. Рисунок 5-31 ниже.
Рисунок 5-31: Действие дуги, достигаемое с помощью экранированного дугового электродаФункции экранированной дуги или электродов с толстым покрытием
Эти сварочные электроды создают защитный газовый экран вокруг дуги.
Это предотвращает загрязнение металла шва кислородом или азотом воздуха.
Кислород легко соединяется с расплавленным металлом, удаляя легирующие элементы и вызывая пористость.
Азот вызывает хрупкость, низкую пластичность, а в некоторых случаях — низкую прочность и плохую коррозионную стойкость.
Они уменьшают содержание примесей, таких как оксиды, сера и фосфор, так что эти примеси не повреждают наплавленный металл.
Они снабжают дугу веществами, повышающими ее стабильность.Это устраняет значительные колебания напряжения, так что дуга может поддерживаться без чрезмерного разбрызгивания.
За счет уменьшения силы притяжения между расплавленным металлом и концом электродов или за счет уменьшения поверхностного натяжения расплавленного металла испаренное и расплавленное покрытие заставляет расплавленный металл на конце электрода распадаться на мелкие, мелкие частицы. .
Покрытия содержат силикаты, которые образуют шлак над расплавленным сварным швом и основным металлом.Поскольку шлак затвердевает относительно медленно, он удерживает тепло и позволяет лежащему под ним металлу медленно остывать и затвердевать. Это медленное затвердевание металла исключает улавливание газов внутри сварного шва и позволяет твердым примесям всплывать на поверхность. Медленное охлаждение также оказывает отжигающий эффект на наплавленный металл.
Физические характеристики наплавленного металла изменяются за счет включения легирующих материалов в покрытие электрода. Флюсование шлака также приведет к получению металла шва более высокого качества и позволит выполнять сварку на более высоких скоростях.
Вольфрамовые электроды
Неплавящиеся сварочные электроды для газовой вольфрамо-дуговой сварки (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий от 0,3 до 0,5 процента циркония.
Вольфрамовые электроды можно идентифицировать по типу окрашенных концевых меток, как показано ниже.
- Зеленый — чистый вольфрам.
- Желтый — торий 1%.
- Красный — торий 2%.
- Коричневый — цирконий от 0,3 до 0,5%.
Электроды из чистого вольфрама (99,5% вольфрама) обычно используются для менее ответственных сварочных операций, чем вольфрам, который является легированным. Этот тип электрода имеет относительно низкую токовую нагрузку и низкую устойчивость к загрязнениям.
Торированные вольфрамовые электроды (1 или 2 процента тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой допустимой нагрузки по току, более длительного срока службы и большей устойчивости к загрязнениям.
Сварочные электроды из вольфрама, содержащие от 0,3 до 0,5 процента циркония, по своим характеристикам обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама. Однако есть некоторые признаки улучшения характеристик при сварке некоторых типов с использованием переменного тока.
Более точное управление дугой можно получить, если электрод из легированного вольфрамом заземлить до определенной точки (см. Рисунок 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить приемлемую стабильность дуги.Острия вольфрамовых электродов трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги касанием является стандартной практикой. Поддержание формы электрода и уменьшение включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при пуске от касания.
Рисунок 5-33: Правильный конус электрода в вольфрамовом электродеВылет сварочного электрода за пределы газового стакана определяется типом свариваемого соединения.Например, удлинение за пределы газового баллона на 3,2 мм (1/8 дюйма) может использоваться для стыковых соединений из легкого материала, в то время как удлинение составляет примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм). может потребоваться на некоторых угловых швах. Вольфрамовый электрод горелки следует слегка наклонить, а присадочный металл следует добавлять осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. В случае загрязнения электрод необходимо снять, переточить и заменить в резаке.
Электроды для дуговой сварки постоянным током
При использовании сварочного электрода определенного типа следует соблюдать рекомендации производителя. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (электрод отрицательный), либо для того и другого. Многие, но не все электроды постоянного тока могут использоваться с переменным током. Постоянный ток является предпочтительным для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали.Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
В большинстве случаев электроды с прямой полярностью обеспечивают меньшее проплавление, чем электроды с обратной полярностью, и по этой причине обеспечивают большую скорость сварки. Хорошее проплавление можно получить от любого типа при правильных условиях сварки и манипулировании дугой.
Электроды для дуговой сварки переменным током
Доступны электроды с покрытием, которые можно использовать как с постоянным, так и с переменным током.Переменный ток более желателен при сварке на ограниченных участках или при использовании больших токов, необходимых для толстых секций, поскольку он снижает возникновение дуги. Дуговая дуга вызывает образование пузырей, шлаковых включений и отсутствие плавления в сварном шве.
Переменный ток используется при сварке атомарным водородом и в тех процессах, которые требуют использования двух угольных электродов. Это обеспечивает равномерную скорость сварки и расход электродов. В процессах с угольной дугой, где используется один угольный электрод, рекомендуется прямая полярность постоянного тока, потому что электрод будет потребляться с меньшей скоростью.
Дефекты электродов и их последствия
Если в покрытии электродов присутствуют определенные элементы или оксиды, это повлияет на стабильность дуги. В неизолированных электродах состав и однородность проволоки являются важным фактором для контроля стабильности дуги. Тонкие или толстые покрытия на электродах не полностью устранят последствия дефектной проволоки.
Алюминий или оксид алюминия (даже если он присутствует в 0,01 процента), кремний, диоксид кремния и сульфат железа нестабильны.Оксид железа, оксид марганца, оксид кальция и стабилизируют дугу.
Когда содержание фосфора или серы в электроде превышает 0,04 процента, они ухудшают качество металла сварного шва, поскольку переносятся с электрода на расплавленный металл с очень небольшими потерями. Фосфор вызывает рост зерен, хрупкость и «хладноломкость» (то есть хрупкость при температуре ниже красного каления) в сварном шве. Эти дефекты возрастают по мере увеличения содержания углерода в стали. Сера действует как шлак, нарушает прочность металла сварного шва и вызывает «жаростойкость» (т.е.е., хрупкие при нагревании выше красного). Сера особенно опасна для неизолированных электродов из низкоуглеродистой стали с низким содержанием марганца. Марганец способствует образованию прочных сварных швов.
Если термообработка проволочного сердечника электрода неоднородна, электрод будет производить сварные швы хуже, чем сварные швы, полученные с помощью электрода того же состава, который прошел надлежащую термообработку.
Скорость осаждения
Различные типы электродов имеют разную скорость осаждения из-за состава покрытия.Электроды, содержащие железный порошок в покрытии, имеют самые высокие скорости осаждения. В Соединенных Штатах процент содержания железа в покрытии составляет от 10 до 50 процентов. Это основано на соотношении количества порошка железа в покрытии к весу покрытия. Это отображается в формуле:
Эти проценты соответствуют требованиям спецификаций Американского общества сварки (AWS). Европейский метод определения мощности железа основан на весе наплавленного металла шва по сравнению с весом израсходованной проволоки с неизолированным сердечником.Это отображается следующим образом:
Таким образом, если бы вес осаждения был вдвое больше веса сердечника проволоки, это указывало бы на 200-процентную эффективность осаждения, даже несмотря на то, что количество железного порошка в покрытии составляло только половину всего осаждения. Формула 30-процентной мощности железа, используемая в Соединенных Штатах, дает эффективность осаждения от 100 до 110 процентов с использованием европейской формулы. Электрод с 50-процентной мощностью железа, рассчитанный по стандартам Соединенных Штатов, обеспечил бы КПД примерно 150 процентов, используя европейскую формулу.
Неплавящиеся электроды
Типы
Есть два типа неплавких сварочных электродов.
- Угольный электрод — это не присадочный металлический электрод, используемый при дуговой сварке или резке, состоящий из стержня из угольного графита, который может быть покрыт или не покрыт медью или другими покрытиями.
- Вольфрамовый электрод — это не присадочный металлический электрод, используемый при дуговой сварке или резке и изготовленный в основном из вольфрама.
Угольные электроды
Американское сварочное общество не предоставляет спецификации для углеродных сварочных электродов, но есть военная спецификация, нет.MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием».
В данной спецификации представлена система классификации, основанная на трех классах: без покрытия, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, длине и требованиях к допускам по размеру, обеспечению качества, отбору образцов и различным испытаниям. Применения включают сварку угольной дугой, сварку двойной угольной дугой, резку углем, а также резку и строжку угольной дугой на воздухе.
Электроды стержневые
Электроды для ручной сварки различаются по:
- Размер : стандартные размеры: 1⁄16, 5⁄64, 3⁄32 (наиболее распространенные), 1⁄8, 3⁄16, 7⁄32, 1⁄4 и 5⁄16 дюйма.Проволока с сердечником, используемая с электродами, должна быть уже, чем свариваемые материалы.
- Материал : электроды для стержневой сварки изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащих железа (цветных металлов) и специальных сплавов.)
- Прочность : называется пределом прочности при растяжении. Каждый сварной шов должен быть прочнее свариваемого металла. Это означает, что материалы электрода также должны быть более прочными.
- Положение при сварке (горизонтальное, плоское и т. Д.): для каждого положения сварки используются разные электроды.
- Смесь порошка железа (до 60% флюса): порошок железа во флюсе увеличивает количество расплавленного металла, доступного для сварки (тепло превращает порошок в сталь).
- Обозначение мягкой дуги : для более тонких металлов или металлов, которые не имеют идеального прилегания или зазора. Схема сварочного электрода
Как описано выше, существует много видов электродов. Вот самые популярные электроды для сварки штангой (SMAW):
- E6013 и E6012 : Для тонких металлов и соединений, которые не легко стыкуются между собой.
- E6011 : Подходит для работы на масляных, ржавых или грязных поверхностях. Универсальность в том, что он работает с полярностью постоянного или переменного тока. Создает немного шлака, еще один большой плюс. Обратите внимание, что этот электрод нельзя помещать в электродную печь.
- E6010 : Аналогичен E6011, но работает только с постоянным током (DC). Обратите внимание, что этот электрод нельзя помещать в электродную печь.
- E76018 и E7016 : изготовлены с добавлением железного порошка во флюсе.Он создает прочные сварные швы, но имеет лужу, которая может создать некоторые проблемы с контролем для новичков.
ПОЧЕМУ МОЯ УТОЧКА ЗАКЛЮЧАЕТСЯ И КАК ЭТО ИЗБЕЖАТЬ —
Когда вы только начинаете, это одна из тех вещей, которые неизбежны. Но не беспокойтесь об этом, это случается с лучшими из нас. Существует множество причин, по которым ваш сварочный стержень может прилипать к металлу, но вероятность этого значительно снижается, если вы помните о нескольких вещах. Помню, когда начал сварку.Я сталкивался с этой конкретной ситуацией много раз, и обычно ее можно было избежать, если бы я был более осторожен.
Давайте посмотрим, что можно и что нельзя делать, и как избежать этой ситуации.
Среди всех причин, по которым сварочный стержень прилипает к металлу, наиболее распространенной является низкая сила тока. Другие причины включают проблемы с флюсом, и во многих случаях это может быть связано с простым использованием неправильной техники сварки или размера электрода .
Интересным фактом, связанным с этой проблемой, является происхождение названия «сварка стержнем» .Я не уверен в этом как факт, но многие люди считают, что происхождение дуговой сварки экранированным металлом, также известной как SMAW или сварка стержнем , происходит от того факта, что многие новички в конечном итоге приклеивают электрод к основному металлу .
ПОЧЕМУ МОЙ СВАРОЧНЫЙ ПРУТ ДЕРЖАЕТСЯ
Я почти уверен, что вам знакомо неприятное чувство, когда вы пытаетесь сделать идеальный сварной шов, но разрушаете его из-за того, что ваш стержень прилипает к металлу.
Давайте посмотрим на несколько причин, по которым это должно происходить.
Низкие настройки
Одной из наиболее частых причин, по которой стержни прилипают к металлу, является низкая сила тока или используется текущее значение . Это означает, что тока достаточно для того, чтобы наконечник электрода мог расплавиться, но его недостаточно для правильного зажигания дуги . Если протекания тока недостаточно, стержень не растворится должным образом и, следовательно, будет прилипать к основному металлу.
Нестабильный ток
Другая причина — низкое или нестабильное напряжение холостого хода .Если ток нестабилен, шансы налипания электрода на металл возрастают в геометрической прогрессии. Что происходит, так это то, что если ваше OCV (напряжение холостого хода) нестабильно или слишком низко, может стать очень трудным для зажигания правильной дуги. Когда он низкий, дуга может продолжать исчезать, и при повторной попытке зажечь дугу электрод, скорее всего, прилипнет.
Одной из причин низкого OCV может быть высокое сопротивление между землей и заготовкой .Итак, убедитесь, что это не одна из проблем.
Для дополнительного чтения: может ли сварщик шокировать вас во время сварки
Слишком короткая дуга
Эта новая причина — одна из самых распространенных причин, которые делают новички , так как это также один из наиболее важных факторов, когда дело доходит до сварки. и это длина дуги . Для людей, которые не знают, что именно это означает, длина дуги — это, по сути, расстояние от электрода до основного металла. Другими словами, это длина электрической дуги.
Есть два сценария, первый, когда вы отводите электрод слишком далеко от основного металла, и в этом случае дуга исчезнет. Во-вторых, если вы поднесете стержень слишком близко к основному металлу, в этом случае стержень будет прилипать к основному металлу . Вот почему очень важно поддерживать правильную длину дуги.
Грязные поверхности
Помните, я говорил о повышенном сопротивлении? Что ж, грязь вашего основного металла также может быть причиной этого увеличения.Если ваше напряжение остается постоянным, то ток может варьироваться в зависимости от сопротивления, и наличие ржавчины или пыли на металле может увеличить сопротивление e. При таком увеличении зажигание дуги может стать трудным, и даже если вы это сделаете, стержень может продолжать прилипать к металлу.
Использование неправильного электрода
Говорили ли вам, что важно тщательно выбирать электрод? Одна из причин этого совета — проблемы с заеданием удочки. Даже если вы используете правильный ток и напряжение и ваш основной металл чистый, ваш стержень может продолжать прилипать.Это может сильно расстраивать, когда что-то идет не так, а вы не знаете, почему. Неправильный выбор электрода может быть одной из проблем.
Некоторые удилища работают только с постоянным током, а некоторые работают как с постоянным, так и с переменным током, Я уверен, что вы об этом знаете. Но если вы используете толстый стержень на тонких металлических листах, стержни могут продолжать прилипать из-за серьезных проблем. Например, если вы используете 5/64 ”6013, и он продолжает зависать, попробуйте переключиться на 1/16”, это может решить проблему. Разобраться в этой проблеме может быть непросто, если вы только начинаете заниматься сваркой.
Большинство читателей должны прийти к этой статье, потому что этот инцидент уже случился с вами или вы беспокоитесь, что это может случиться с вами. Вам не нужно сильно об этом беспокоиться. Многие профессиональные сварщики также прилепляют электроды к металлу . Обычно это легко исправить и не должно вызывать больших проблем.
Первое, что вы должны попытаться сделать, это хорошенько дернуть его, что-нибудь настолько простое, как это могло бы освободить его. Но, с другой стороны, ваш электрод может плотно приклеиться к металлу. Если это произойдет, у вас есть два варианта:
- Выключите сварочный аппарат, прежде чем пытаться его удалить .На этом этапе единственное, что вы можете сделать, — это отломать стержень от металла. Кончик электрода, на который нанесен флюс, может отвалиться, но вам не нужно слишком об этом беспокоиться.
- Снимите сварочное жало с электрода как можно быстрее, выключите сварочный аппарат и отломите стержень от металла.
Одна вещь, которую следует помнить об этом стержне, — не использовать его снова непосредственно на металле . Если флюс отпал, то голый металл стержня, скорее всего, снова прилипнет к основному металлу.В этом случае вам следует попытаться отрезать стержень до точки, где отпадет флюс.
КАК ПРЕКРАТИТЬ СВАРОЧНУЮ ПРУТКУ ОТ НАКЛЕИВАНИЯ
Многие из этих советов и уловок в основном относятся к проблемам, из-за которых прут в первую очередь застревает на металле. Недостаточно знать, в чем проблема, если вы не знаете, что делать после того, как обнаружите ее. Я надеюсь, что эта часть поможет вам в диагностике и лечении проблемы.
Выберите правильные настройки
Первой проблемой, о которой вы должны позаботиться, является выбор правильных настроек силы тока .Не забывайте, что разные электроды, которые вы используете, потребуют разных настроек силы тока, вам следует тщательно изучить это, прежде чем начинать сварку. Обычно для 6010, 6011, 6012, 6013 требуется более низкое значение силы тока по сравнению с 7018 и 7014.
Существует множество диаграмм значений силы тока , которые могут дать вам достаточно приличное представление о том, какую силу тока использовать с каким электродом.
Или вы можете использовать мой калькулятор настроек здесь.
Выберите стержень подходящего размера
Еще одна вещь, о которой следует помнить, — это изменение требований к силе тока в зависимости от толщины стержней. Чем толще стержень, тем больший ток требуется для его плавления. Также обратите внимание на сопротивление цепи в целом, вам может потребоваться немного увеличить ток, если общее сопротивление слишком велико. Кстати, , если кончик стержня начинает светиться, это хороший показатель того, что ток слишком велик . Всегда старайтесь руководствоваться рекомендациями производителя.
Проверьте состояние стержней
Другая рекомендация, которую я могу дать, — убедиться, что ваши электроды в хорошем состоянии.Под этим я подразумеваю две вещи, первая, что сам электрод хорошего качества . Другой — убедиться, что ваш электрод не поврежден и не заржавел . Вы можете проверить состояние своего электрода, попытавшись стереть флюс пальцами, если они упадут или сломаются, это хороший знак для замены стержня. Эти некачественные стержни с большей вероятностью прилипнут к стержням , а также с ними может быть опасно работать.
Убедитесь, что ваши стержни не покрыты пылью, ржавчиной, влагой, маслом или другими загрязнениями. .
Проверьте заземление
Следующий пункт, который часто упускают из виду многие люди, в том числе ветераны. Это необходимо для обеспечения хорошего заземления . Даже если вы думаете, что ваше заземление идеальное, на одном из проводов могут появиться трещины, которых вы не заметили. Если на клеммном соединении образовалась ржавчина, попробуйте отрезать провода и сделать новые соединения. Если заземление неисправно, это может быть опасно как для вас, так и для увеличивает общее сопротивление цепи, увеличивая требуемую силу тока до .
Попрактикуйтесь в зажигании дуги
Не забудьте также попрактиковаться в зажигании дуги. Многим людям требуются недели и месяцы, чтобы практиковать и совершенствовать эту технику. Обычно существует два способа нанесения дуги: метод перетаскивания и метод касания.
Возвращаясь к длине дуги, эта техника сопровождается зажиганием дуги. Чтобы их отточить, потребуется много практики — это наиболее частая причина прилипания стержней к металлу. Одно хорошее правило — никогда не превышать длину дуги, превышающую диаметр металлического сердечника стержня.
Кроме того, старайтесь поддерживать постоянную скорость движения и угол, слишком большое отклонение не только приводит к плохому качеству сварного шва. это также может привести к прилипанию электрода к металлу. А как только ваш электрод застревает, может быть трудно восстановить течение сварного шва.
НЕКОТОРЫЕ СОВЕТЫ ПО ЗАЖИГАНИЮ ДУГИ
В этой статье вы, должно быть, слышали, как я говорил, что зажигание дуги и поддержание правильной длины дуги очень важно. Этот совет не очень помог бы вам, если бы я не дал вам несколько советов о них.Я надеюсь, что эти советы помогут вам улучшить вашу технику, и не только это, улучшение вашей техники сэкономит вам много времени и электродов.
Существует два основных метода зажигания дуги: метод постукивания и метод начала с нуля (также известный как метод перетаскивания). Если вы новичок, вам, вероятно, лучше сначала изучить последнее. Первый способ увеличивает вероятность застревания удочки. .
Некоторые шаги, о которых следует помнить:
- Первым делом необходимо определить направление сварки и выбрать начальную точку.
- Перед зажиганием дуги держите стержень примерно на дюйм над основным металлом и наклоните его в направлении сварного шва.
- Чтобы зажигать дугу, не тыкайте в металл, а попробуйте осторожно поскрести поверхность. Представьте, что зажигаете спичку. Как только вы увидите дугу, вернитесь в исходное место.
- Если вам не удалось зажечь дугу после нескольких попыток, лучше заменить электрод, так как это приведет к накоплению материала на наконечнике.Не выбрасывайте этот стержень, вы можете соскрести налет, когда он остынет.
- Для новичков используйте удилища малого диаметра.
НАИБОЛЕЕ ПРОСТОЙ СВАРОЧНЫЙ ПРУТ
На мой взгляд, один из самых простых в использовании электродов для новичков — это 6013, 7014, даже 7018 довольно прост в использовании, но связанные с ним проблемы с обращением с делают не подходит для новичков . Как я уже упоминал ранее, более толстые электроды с большей вероятностью прилипнут, поэтому сначала попробуйте использовать более тонкий.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Совершенно нормально, что у вас возникает много вопросов после прочтения статьи. Мне жаль, что у меня не было доступа к такому сообществу, пока я изучал основы. Лучше развеять все сомнения в вашей безопасности, а также в качестве сварного шва.
КАК Грязная поверхность влияет на прилипание стержней к металлу?Грязные поверхности могут затруднить зажигание и поддержание дуги с основным металлом. Также имеется дополнительный эффект повышенного сопротивления цепи, который может потребовать большей силы тока, чем настройки, при которых вы выполняете сварку.Помните закон Ома? Здесь тот же принцип.
КАК УЗНАТЬ, ЧТО НАСТРОЙКИ АМПЕРАТА ИСПОЛЬЗОВАТЬ ВО ВРЕМЯ СВАРКИ?Самый простой и безопасный способ — следовать инструкциям производителя для конкретного электрода. Если вы покупаете электроды у достаточно приличной компании, производитель обычно предоставляет вам рекомендуемые настройки силы тока, которые вы должны использовать с электродом. Вы также можете ознакомиться с некоторыми графиками, доступными в Интернете, в качестве ориентира.
ЧТО ДЕЛАТЬ, КОГДА ШТЫЛКИ ПРИСТРЕЛИВАТЬСЯ В МЕТАЛЛ?Как я уже упоминал выше, проще всего для вас попытаться оторвать электрод от металла.Если связь между металлом и электродом более прочная, немедленно удалите жало или отключите сварочный аппарат и попробуйте отломить стержень от основного металла.
ЗАКЛЮЧЕНИЕ
Подводя итог, убедитесь, что выбирает правильную силу тока и электрод для работы, которая у вас есть. . Также убедитесь, что основной металл и стержень чистые и на них нет загрязнений. Не забудьте также проверить заземление цепи.Это одна из самых пугающих и страшных ситуаций, с которыми может столкнуться любой новичок в начале своего сварочного пути. Надеюсь, после прочтения этой статьи вы почувствуете себя увереннее, столкнувшись с подобными ситуациями.
Всегда не забывай практиковаться.
Как предотвратить прилипание сварочного стержня к металлу
Это просто неизбежно! В какой-то момент вашей карьеры сварщика это ошибка новичка, которая может случиться с кем угодно. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вкратце расскажем, почему…
Пруток для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток).Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать электрод подходящего размера для различных сварочных задач. Практика — это «ключ» к тому, чтобы этого больше не происходило.
Многие люди думают, что дуговая сварка экранированного металла (SMAW) или сварка «палкой» получила свое название из-за того, что электрод по форме напоминает палку. Но это называется «сварка стержнем », потому что многие новички приклеивают сварочный стержень к основному металлу, как и ученики.Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильных методах сварки, чтобы электрод не прилипал к металлу.
Итак, перейдем к делу.
Как зажигать дугу: простой способ
Сварка палкой считается наиболее популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытки оторвать свой стержень от металла после того, как прикрепили к нему.Поэтому научиться правильно зажигать дугу крайне важно, чтобы сэкономить время и избежать потерь материала.
Теперь есть два метода зажигания дуги.
- Метод скретч-старта (Самый простой способ для новичка)
- Метод нарезания резьбы (высокая вероятность прилипания к металлу).
Для быстрого начала я рекомендую попрактиковаться в технике старта с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички.Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы поразить дугу в первый раз,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Удерживайте стержень (около 1 см) выше на расстоянии дюйма от начальной точки под наклоном в направлении, в котором будет происходить сварка.
- Осторожно потрите конец стержня по основному металлу. Не тыкай!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока лужа не начнет сварку вдоль стыка.
Освоение требует времени. Главное, что нужно помнить, — это попытаться сбалансировать скорость движения, угол и длину дуги после зажигания дуги. Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Разумно просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев его кончиком о шероховатую поверхность после охлаждения.
Почему сварочный стержень прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь сделать идеальный сварной шов, но он просто испорчен брызгами по всему периметру из-за прилипания стержня к металлу. Что ж, вот 6 причин, почему именно это происходит.
1. Настройки низкого тока
Как я упоминал ранее, сварочный стержень прилипает к металлу в основном из-за низкого значения приложенного тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги.
2. Низкое напряжение холостого хода
Зажигать дугу становится довольно сложно, если OCV (напряжение холостого хода) вашей машины слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу. Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и заготовкой.
3. Низкое качество флюса
Плохое покрытие флюсом также может привести к проблемам прилипания. Имейте в виду, что температура плавления флюса всегда ниже, чем у основного металла.Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если у вас плохое флюсовое покрытие, оно может упасть со стержня и образовать комок расплава, который приведет к прилипанию сварочного стержня к основному металлу.
4. Более короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу.Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
5. Загрязненная металлическая поверхность
Если поверхность основного металла слишком ржавая, зажигание дуги затрудняется. Даже если вам удастся поддерживать дугу, сварочный электрод будет периодически прилипать к основному металлу. Мы можем объяснить это законом Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение Текущий.Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает протекающий ток. И, как я уже говорил вам ранее, более низкая сила тока — основная причина проблем с прилипанием электродов.
6. Неправильный выбор электрода
Сварочные стержни бывают разных типов, каждый со своими областями применения и преимуществами. Некоторые стержни работают только на постоянном токе, а другие могут работать как на переменном, так и на постоянном токе.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода.Допустим, вы используете стержень E6013 5/64 дюйма с правильным значением силы тока, но при этом присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий стержень E6013 1/16 дюйма.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного стержня, и это должно вас сильно расстраивать.
Что делать, если сварочный стержень прилипает к металлу?
Не нужно паниковать, если сварочный стержень прилипает к металлу. С кем не бывает.Просто дайте ему хороший рывок, чтобы высвободить его. Не получится, если электрод плотно приклеен к металлу. В этом случае необходимо немедленно выключить сварочный аппарат и отломать стержень от металла. Много раз, когда вы дергаете за стержень, флюс на кончике стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, обрежьте стержень до точки, где отпадет флюс, с помощью пары плоскогубцев, и вы можете снова идти.
Пришло время изучить несколько полезных советов по сварке штангой, которые помогут предотвратить прилипание сварочного стержня.
Просто оставайся на борту.
Советы по предотвращению прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это происходит постоянно. А теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Электродные стержни разных типов предназначены для работы при разных значениях силы тока.Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщин.
Электродная сварка на постоянном токе Диаграмма силы тока для различных электродных стержнейКак вы можете видеть, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его плавления требуется более высокий ток.Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного высокое, вы можете немного увеличить ток выше допустимого диапазона, чтобы убедиться, что стержень не прилипает к металлу. Также помните, что когда кончик электрода светится, это означает, что приложенный ток слишком велик. Поэтому постарайтесь сослаться на диапазон ампер производителя для используемого вами стержня.
Я хотел бы поделиться отличным инструментом, который я недавно видел на веб-сайте millers.Он называется Калькулятор для ручной сварки . Когда вы предоставите материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Держите электрод и поверхность в чистоте, используя стержень правильного размера.
Перед началом работы убедитесь, что электроды не повреждены и не заржавели. Попробуйте пальцами стереть флюс со стержня. Если флюс легко падает на стержень, качество плохое и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего диаметра дают самую высокую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержни большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать, исходя из характера сварного шва.
Также не забудьте удалить с поверхности металла ржавчину, влагу, масло или любые загрязнения перед сваркой. Хотя сварка палкой в таких ситуациях более щадящая, она убережет вас от неожиданных неприятностей.
3. Старайтесь поддерживать хорошее заземление.
Плохое соединение основного металла с землей может привести к увеличению общего сопротивления вашей цепи.Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе. Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для сварки штангой подключены правильно, в зависимости от области применения, для которой вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги
Проблемы с прилипанием электродов возникают чаще при зажигании дуги. Чтобы научиться правильно зажигать дугу, требуются недели или месяцы практики. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте соответствующую длину дуги
После того, как вам удастся поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом.Старайтесь держаться на небольшом расстоянии, но не касайтесь металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла повсюду.
Общее практическое правило — никогда не превышать длину дуги, превышающую диаметр металлического сердечника электрода.
6. Сохраняйте угол и скорость движения на соответствующем уровне.
Я уверен, что вы уже знаете основные положения при сварке. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить однородность сварного шва до последнего момента.
Например: Если вы держите жало (держатель сварочного стержня) в правой руке, опустите левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать одинаковую скорость движения и угол наклона.
Если вы увеличите скорость движения, это уменьшит проникновение, а если вы снизите скорость, это обеспечит неглубокие глубокие проникновения. Поэтому старайтесь соблюдать баланс между ними для получения качественной отделки шва.
7.Выберите подходящий электрод
Толстые электроды трудно удержать, и они с большей вероятностью прилипнут. Если вы новичок, я бы посоветовал начать с тонкого сварочного стержня 6013, поскольку с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные стержни в сухом месте
Если вы используете только E6013 или E6011, вам не нужно сильно беспокоиться об их хранении. Любой электрод, название которого состоит из двух последних цифр 10, 11, 12 или 13 (например, E6013, E6012 и т. Д.) можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих духовках, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Подводя итог
Как я уже упоминал выше, наиболее частой причиной проблем с заеданием сварочного стержня является низкое значение силы тока. Следование вышеупомянутым простым методам очень поможет вам в сварке.
Но имейте в виду, что практика — это то, что делает сварной шов идеальным.Так что, ребята, ПРАКТИКА! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
Что нужно знать о сварочных электродах
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Если вас интересует карьера сварщика, возможно, вы уже знакомы с используемыми сварочными инструментами и оборудованием. Одним из наиболее важных сварочных инструментов является сварочный пистолет или сварочный аппарат, вырабатывающий электрический ток, который плавит и связывает металл.Сварочные электроды необходимы, и важно, чтобы сварщик знал, какой тип использовать для различных работ.
Что такое сварочные электроды?
Электрод представляет собой металлическую проволоку с покрытием. Изготовлен из материалов, похожих на свариваемый металл. Во-первых, есть расходные и нерасходуемые электроды. 1 При дуговой сварке защитным металлом (SMAW), также известной как стержневой электрод, электроды являются расходуемыми, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом.При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды не являются расходуемыми, поэтому они не плавятся и не становятся частью сварного шва. При газовой дуговой сварке (GMAW) или сварке MIG на электроды подается непрерывная подача проволоки. 2 Дуговая сварка порошковой проволокой требует непрерывной подачи расходуемого трубчатого электрода, содержащего флюс.
Как выбрать сварочные электроды?
Выбор электрода определяется требованиями сварочной работы. К ним относятся:
- Предел прочности
- Пластичность
- Коррозионная стойкость
- Основной металл
- Позиция сварки
- Полярность
- Текущий
Бывают легкие и толстые электроды с покрытием.Электроды с легким покрытием имеют легкое покрытие, которое наносится кистью, распылением, окунанием, мытьем, протиранием или переворачиванием. Электроды с толстым покрытием покрываются экструзией или капанием. Существует три основных типа тяжелых покрытий: минеральные, целлюлозные или их комбинация. Толстые покрытия используются для сварки чугуна, стали и твердых поверхностей. 3
Заполните форму, чтобы получить информационный пакет без обязательств.
Что означают цифры и буквы на сварочных стержнях?
Американское сварочное общество (AWS) имеет систему нумерации, которая предлагает информацию о конкретном электроде, например о том, для какого применения он лучше всего подходит и как с ним следует работать для максимальной эффективности.(См. Таблицу)
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрия с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | AC, DC- |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, порошок калия | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Буква «E» обозначает электрод для дуговой сварки.Первые две цифры четырехзначного числа и первые три цифры пятизначного числа обозначают предел прочности на разрыв. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности при растяжении 100 000 psi. Следующая цифра указывает положение. Таким образом, «1» обозначает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный нижний и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток. 4
| E | 60 | 1 | 10 |
| Электрод | Предел прочности | Позиция | Тип покрытия и сила тока |
Как профессиональный сварщик, вы должны знать различные типы электродов и их применение, чтобы правильно выполнять сварочные работы. При этом учитываются метод сварки, свариваемые материалы, внутренние / внешние условия и положения при сварке.