Электрод прилипает при сварке: Страница не найдена — Интернет-журнал о металлообработке
Почему липнет электрод при сварке — Сварочные электроды
Почему залипает электрод и как этого избежать
Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов
Часто прилипает электрод при неправильном подборе его типа к определенному металлу. Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Загрязненная поверхность деталей не способствует должному контакту с ним держателя массы, да и самого электрода. При попытке поджечь дугу она может гаснуть, а обмазка начнет отпадать. Дальнейшие действия приведут к залипанию кончика стержня.
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
Если в сварочных работах используются расходники, которые находились в герметичной упаковке, то их можно смело использовать. Липнуть они не будут, если соблюдены все другие правила.
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.
Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
Правильно выставленная сила тока способствует не только отсутствию прилипания, но и качественному сварочному процессу.
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.
Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Чтобы избежать залипания, нужно правильно поджечь дугу. Для этого кончиком стержня постукивают по металлу или же чиркают. Когда дуга разгорается, необходимо обеспечить нужную ее длину. Обычно этот показатель составляет 1-1,5 диаметра расходника. Если этот процесс делать медленно, то электрод залипнет.
Начинающему сварщику лучше тренировать этот навык чирканьем.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
wikimetall. ru
Почему прилипает электрод при сварке
Известно, что в сварочных работах основным расходным сырьем являются электроды. Выпускаются они в разнообразии и подходят для соединения разных металлов в особых условиях эксплуатации. При правильно подобранном материале наплавки и режиме пользования, устраняются многие неблагоприятные явления и некачественные соединения. В таких работах требуется соответствие техническим нормативам, а также высокий профессионализм исполнителя. Ведь существует много причин прилипания сварочных электродов.
Перед выпуском расходное сырье подвергается разным уровням контроля, что гарантирует высокое качество приобретаемой продукции. При покупке потребителю остается только сделать правильный выбор и использовать в соответствии с нормативами для достижения определенной эффективности.
При покупке потребителю остается только сделать правильный выбор и использовать в соответствии с нормативами для достижения определенной эффективности.
Кроме правильного производства, изготовитель должен обеспечить соответствующее хранение и транспортировку своей продукции. Ведь в результате залипания электродов может испортиться конструкция сварного шва и портиться инвертор.
Какие могут быть причины прилипания электродов при проведении работ?
Основной причиной сливания основного металла с расходником, является достаточное покрытие на сварочном электроде. В основном именно конец электрода является уязвимой областью, где осыпается обмазка. Без этой обмазки дуга останется незащищенной, не стабильной, приводя к залипанию.
Электроды могут залипать из-за их сырости. При увлажненной обмазке дуге трудно зажигаться, где не поможет также повышенный объем рабочего тока. Из-за этого материал лучше заменить другим.
Другой причиной залипания может быть скопление влаги покрытием.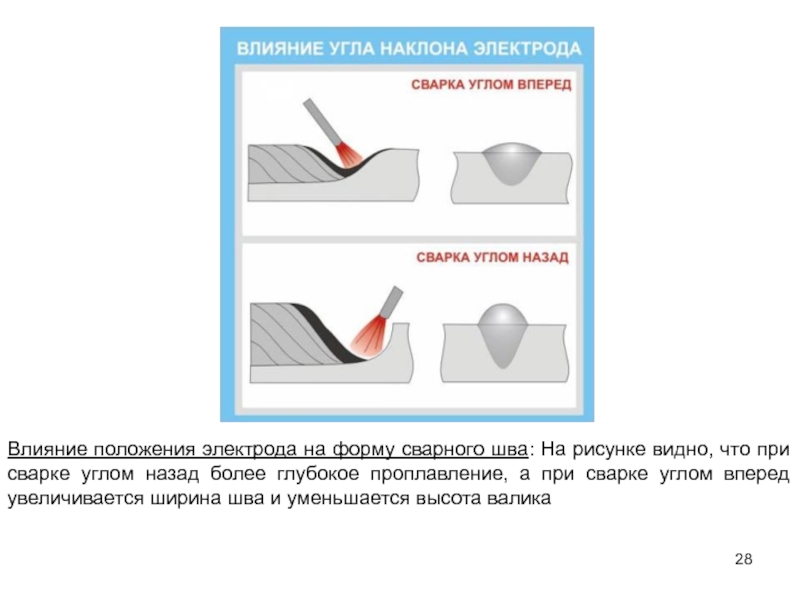 Сварными электродами во влажном состоянии не желательно работать из-за большого объема водорода в сварочном шве. Это станет причиной появления трещин и дальнейшего залипания.
Сварными электродами во влажном состоянии не желательно работать из-за большого объема водорода в сварочном шве. Это станет причиной появления трещин и дальнейшего залипания.
Также электроды могут залипать в результате несоответствующего рабочего режима. Большинство специалистов бояться перепаливания главного металла и выбирать слабые режимы. В результате недостаточной силы тока, для зажигания дуги не достаточно энергии. Даже при ее коротком зажигании, заряд исчезает и электрод залипает. Поэтому следует обращать пристальное внимание на соответствующий выбор сварочного режима. Также нужно пользоваться оборудованием с точным изменением параметров (особенно при пользовании электродов с малым диаметром).
Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями. Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода.
Уровень размещения дуги зависит от определенной марки и диаметра электрода.
Элементарной причиной залипания электрода при инверторной сварке является его плохое качество. При приобретении дешевых материалов часто могут проявляться негативные явления.
Рекомендации при сварочных работах
Основные рекомендации к устранению залипания при сварочных работах является следующее:
- наличие дополнительной опции «антизалипания» на современном оборудовании. Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы;
- правильно выбирать электроды и режимы эксплуатации. Иногда для стабилизации горения дуги достаточно увеличивать силу тока;
- просушивать и прокаливать расходные материалы перед работами, устраняя лишнюю влагу;
- проводить проверку концов у электродов перед первым зажиганием и дальнейшими работами из-за возможного наличия шлаков или осыпания обмазки.
svarkagid. com
Почему прилипает электрод и как этого избежать | Электросварка
Начинающему сварщику всегда волнительно приступать к практике. А когда электрод начинает прилипать к поверхности, это может и вовсе разочаровать и отбить охоту учиться. Почему такое бывает и что можно предпринять?
А когда электрод начинает прилипать к поверхности, это может и вовсе разочаровать и отбить охоту учиться. Почему такое бывает и что можно предпринять?
Причины прилипания электрода
Среди факторов, влияющих на качество сварки, содержится множество причин, из-за которых покрытый электрод может прилипать к свариваемым деталям, не давая выполнять работу. Самыми распространенными являются:
- общее падение напряжения в сети;
- неправильное сечение кабелей массы и держателя;
- неверно выбранные параметры тока на самом аппарате или сопротивлении;
- электроды, напитавшие влагу при неправильном хранении;
- ошибочный угол наклона относительно свариваемых частей;
- полярность, не соответствующая рекомендациям на упаковке;
- слишком большой диаметр электродов для данной толщины деталей;
- загрязненная поверхность.
Что можно предпринять для решения проблемы
Искать причину в каждом конкретном случае необходимо путем исключения вариантов. Может оказаться, что прилипанию электрода содействует сразу несколько факторов. Например, протестировав прибором напряжение в сети, можно убедиться, что линия не перегружена. В противном случае нужно подождать до возобновления полноценной подачи электроэнергии, а при частых повторения ситуации установить стабилизатор.
Может оказаться, что прилипанию электрода содействует сразу несколько факторов. Например, протестировав прибором напряжение в сети, можно убедиться, что линия не перегружена. В противном случае нужно подождать до возобновления полноценной подачи электроэнергии, а при частых повторения ситуации установить стабилизатор.
Стоит убедиться и в правильном сечении кабеля массы и держателя. Слишком тонкие провода будут создавать избыточное сопротивление и снижать силу тока, что посодействует прилипанию электрода:
- для сварки в 100-160 А подойдет 16-ти жильный медный кабель с наружным диаметром 11,5 мм;
- чтобы электрод не прилипал в случае работ на более толстом металле, при показателях тока 240-300 А, потребуется 25-ти жильный кабель с 13,5 мм наружного диаметра.
У каждой толщины металла есть рекомендуемые параметры тока. Например, для пластин в 3 мм следует установить 100-120 А. Если это значение будет меньше, то неизбежно начнет прилипать кончик электрода.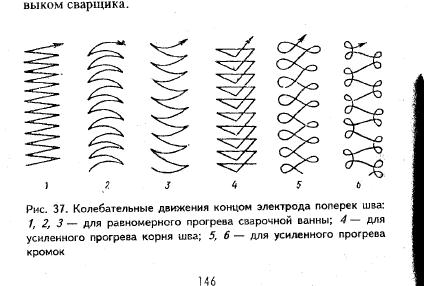 Тем, кто использует обычный трансформатор без регулировки, со стальной пружиной в качестве сопротивления, необходимо переместить подключение кабеля до такого уровня, чтобы ток не прожигал металл при сварке.
Тем, кто использует обычный трансформатор без регулировки, со стальной пружиной в качестве сопротивления, необходимо переместить подключение кабеля до такого уровня, чтобы ток не прожигал металл при сварке.
Покрытие электродов способно впитывать влагу из окружающего воздуха, поэтому даже новая пачка из магазина, если она хранилась неправильно и с нарушенной упаковкой, может плохо проявлять себя. Здесь рекомендуется предварительная просушка при температуре в 170 градусов.
Во время выполнения вертикальных швов некоторые начинающие сварщики держат электрод под очень малым углом относительно нижней стороны поверхности. Это приводит к накатыванию шлака на его кончик и затуханию дуги с прилипанием. Стоит расположить электрод под 45 градусов. Полярность, указываемая на упаковке, содействует правильному потоку тока и распределению присадочных материалов. Ошибочное подключение проводов приведет к некорректной работе, поэтому нужно сверить рекомендации и фактическое соответствие.
Диаметр электродов, часто, должен совпадать с толщиной свариваемых пластин. При выполнении работ 5-кой по железу в 2 мм на токе в 70А, прилипание неизбежно. Электрод следует заменить на 3 мм. Толстый слой ржавчины тоже влияет на показатели горения дуги. Быстрая очистка щеткой по металлу исправит ситуацию.
При выполнении работ 5-кой по железу в 2 мм на токе в 70А, прилипание неизбежно. Электрод следует заменить на 3 мм. Толстый слой ржавчины тоже влияет на показатели горения дуги. Быстрая очистка щеткой по металлу исправит ситуацию.
Дополнительные рекомендации
Чаще всего электрод может прилипать при розжиге, что приводит к мучительному кручению держателем и осыпавшейся обмазке. Чтобы этого избежать на данном этапе, необходимо завести черновую пластину, прикладываемую к массе, на которой можно пробовать параметры тока и разжигать электрод. Короткое удержание дуги на этом предмете позволит выполнить быструю просушку и обеспечит без проблемное продолжение сварки на основном металле.
Еще рекомендация — разжигать электрод стоит не постукиванием, а чирканьем. Прямой удар стержнем по металлу содействует мгновенному контакту и прилипанию, а касательное движение позволит возбудить дугу.
Почему прилипает электрод при сварке инвертором
Принято считать, что есть специальный вид электродов, которые используются для сварки инверторными автоматами.
Но это не так, для варки инверторами можно использовать полный перечень в номенклатуре электродов, но среди них есть те, которые рекомендованы к сварке высокочастотными инвекционными токами.
Выбор электродов для сварки инвертором
Выбор качественных и правильных расходных материалов – это залог успешного проведения сварочных работ. Самым первым параметром, по которому выбираются электроды – это их диаметр.
Нормативные документы содержат полную информацию в каталогах, где указан диаметр электрода для каждой марки стали.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.Читайте подробнее о сварке металлов.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварочных аппаратов.
Все электроды маркируются одной из четырех букв, которые обозначают толщину обмазочного покрытия из шлака или силикатов:
- “М”, это значит, – 1,2 мм.
 – толщина обмазки для электродов с такой маркировкой. Кроме того буква “М” означает то, что электрод покрыт оксидами;
– толщина обмазки для электродов с такой маркировкой. Кроме того буква “М” означает то, что электрод покрыт оксидами; - “С” – толщина покрытия составляет 1,4 мм. Средняя толщина обсыпочного покрытия;
- “Д” – толщина составляет 1,6 мм;
- “ОС” – электроды с особо толстой обсыпочной частью, которая составляет 1,8 мм.
 – толщина обмазки для электродов с такой маркировкой. Кроме того буква “М” означает то, что электрод покрыт оксидами;
– толщина обмазки для электродов с такой маркировкой. Кроме того буква “М” означает то, что электрод покрыт оксидами;Необходимо отметить, что электроды иностранного производства маркируются аналогично, но в некоторых случая диаметр внутреннего стержня с обмазкой учитываются суммарно.
Например электроды LB-52U японского производства идут в маркировке от 2 мм. до 6 мм.
Такие же значения указываются и для маркировки электродов американского и чешского производства.
В остальном электроды маркируются аналогично.
Залипание электрода при сварке инвертором
Проблема, когда электрод залипает после касания металлической поверхности или в сварочной ванне может возникнуть как у начинающих, так и у более опытных сварщиков.
К причинам этого явления могут вести многие предпосылки, но как правило каждый сварщик сначала обвиняет производителя электродов, но употреби электроды другого производства понимает, что проблема не в производителе.
Для того, чтобы выяснить возможную причину необходимо знать все возможные нюансы, связанные с хранением и производством электродов, воздействии на них тока, электрической дуги и температур.
Второй ошибочной причиной принято считать воздействие оксидных пленок на поверхности свариваемых кромок.
Почему залипает электрод при сварке инвертором
Прежде всего необходимо знать действительные причины, которые приводят в последствии к залипанию электродов. К основным причинам относят следующие:
Избыточная влага в обсыпке электрода приводит к моментальному остыванию сварочной ванны на площади в сотые доли миллиметра, но этой площади хватает, чтобы “затянуть” электрод к залипанию.
Есть несколько действенных методов, которые помогут не допустить “промокания” электродов или высушить их.
Первый способ – это хранить сварочные электроды в специальных шкафах, попадание влаги в которые крайне затруднено. Так же для хранения электродов производятся герметичные металлические боксы.
Второй способ – прокаливание сырых электродов, кроме того это процедуру можно выполнять периодически, она не вредит не обсыпке не электродному стержню, но высушивает влагу в порах обсыпки.
Ручной дуговой сваркой принято считать сварку электрической дугой замкнутом контуре при использовании различных сварочных электродов в зависимости от условий труда и требований, которые предъявляются к изделию.
Сварочные работы нужно проводить исключительно в специальной защите. Читайте о сварочной маске хамелеон.
Часто сварщики приобретают электроды, которые расфасован и продаются в герметичной упаковке. Герметичность упаковки де факто защищает изделие от промокания, но необходимо помнить, что после нарушения целостности упаковки защитные свойства пропадают.
Использовать электроды рекомендуется за весьма часов после вскрытия. Так же после вскрытия картонной упаковки необходимо прокалить электроды в профилактических целях. Для этого подойдет обычная кухонная духовка или жарочная цеховая печь.
- Еще одной причиной залипания электродов в сварочной карте, является покупка некачественной продукции.
Если приобретать некачественные электроды, то можно сэкономить в их стоимости, но потерять качество шва проваренного такими электродами, подвергнуть себя опасности и испортить себе кучу нервов.
Лучше всего приобретать электроды в специальных магазинах, где можно купить качественные и испытанные электроды.
Необходимо помнить о целостности обсыпки, электроды с отбитой обсыпочной частью будут залипать в 100% из 100.
Электроды – основной расходный материал для проведения сварочных работ. Значимость его в этом деле огромна. Необходимо пользоваться данным руководством, как инструкцией.
В этом случае удастся избежать множества проблем и случайно оклеветать производителя электродов.
Сварочным швом принято называть неразъемное соединение, которое образуется в процессе застывания сварочной ванны от оплавления электродом кромок металлов.
 Читайте публикацию о швах на нашем сайте.
Читайте публикацию о швах на нашем сайте.При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым лазерным генератором. Подробнее читайте здесь.
Существуют ли способы защиты от залипания электрода в неинверторных сварочных аппаратах?
Руки, растущие из правильного места
glazkov_ro написал :
Существуют ли способы защиты от залипания электрода
имхо эти все «антиприлипалки» на 95% не имеют никакой практической полезности
Когда я варю трансформатором и прилипает электрод, он нагревается докрасна, отгорает обмазка, растет потребляемая мощность, ток в сети, горят провода, пакетники, вилки, розетки. мягкий тонкий электрод трудно оторвать, он гнется, осыпается обмазка.
Когда я варю инвертором и прилипает электрод, отключается инвертер и все. Никаких последствий. Холодный электрод легко оторвать и продолжить работу.
TTema написал :
Руки, растущие из правильного места
45% иномарок имеют АКПП. Значит у их владельчев руки неоттуда растут?
Значит у их владельчев руки неоттуда растут?
johnlc написал :
имхо эти все «антиприлипалки» на 95% не имеют никакой практической полезности
Прошу Вас объяснить, почему?
glazkov_ro написал :
Прошу Вас объяснить, почему?
не влияет в лучшую сторону на качество сварки , а ингода просто мешает.
не стимулирует приобретения навыка варить без залипания (те качественно).
glazkov_ro написал :
Существуют ли способы защиты от залипания электрода в неинверторных сварочных аппаратах?
Вы возможно не поверите, но в инверторных аппаратах такой защиты тоже не существует.
glazkov_ro написал :
Когда я варю инвертором и прилипает электрод, отключается инвертер и все. Никаких последствий. Холодный электрод легко оторвать и продолжить работу.
Но он ведь таки прилипает, правда? причом здесь тогда «защита от прилипания»?
чукча написал :
Но он ведь таки прилипает, правда? причом здесь тогда «защита от прилипания»?
Это точно прилип и всё. Другое дело облегчить поджиг.Мы как-то эксперементировали в этом направлении.Многие в этом случае делают форсаж тока – если есть откуда взять дополнительную мощность,мы думали попробовать наоборот.Процетирую кусок из своих толмутов «В момент касания электрода с металлом быстро уменьшается сварочный ток до минимума(время микросекунды).В последующее время плавно нарастает ток до установленного(время миллисекунды).Предположительно этот алгоритм работает так:в момент касания электродом свар.изделия ток мгновенно уменьшается – время плавления значительно возрастает.При неудачном поджиге – электрод не успевает крепко прихватиться(площадь прихватки небольшая).В ином случае последующее нарастание тока до установленного стабилизирует процесс поджига дуги.» Скажу откровенно мы так и не проверили это на практике.
Часто таким вопросом задаются не только начинающие сварщики, а и те, кто уже имеет определенный опыт сваривания. Многие сварщики обвиняют производителя в прилипании электродов к свариваемому металлу, однако они и все остальные сварщики должны помнить, что чаще всего проблемой является высокое содержание влаги в покрытии сварочного электрода.
Сразу же во всем нельзя обвинять производителя, поэтому Вам нужно помнить, что проблемы нужно, сначала искать у себя, а только потом переходить к производителю.
В основном проблемой при поджоге дуги является плохо очищенный металл, но если Ваш сварочный электрод прилипает к свариваемому металлу, то в таком случае Вам нужно избавиться от содержания лишней влаги в покрытии сварочного электрода.
Избавиться от влаги в покрытии сварочного электрода можно с помощью прокалки. Прокалив сварочные электроды при нужной температуре, которую можно узнать на упаковке, Вы сделаете процентное содержание влаги таким, каким оно должно быть на самом деле. Для того чтобы оно не повышалось, Вам нужно правильно хранить сварочные электроды. Хранить их Вам нужно в сухом помещении, где содержание влаги в воздухе наименьшее.
Поэтому для того чтобы содержание влаги не повышалось Вам нужно хранить электроды в специальной печи для прокалки электродов. Приобрести такую печь не составит большого труда, а польза от нее огромнейшая, поэтому используя ее как место для хранения и прокалки электродов, сваривание будет комфортным и качественным, в результате которого будет получаться долговечное изделие.
Приобрести такую печь не составит большого труда, а польза от нее огромнейшая, поэтому используя ее как место для хранения и прокалки электродов, сваривание будет комфортным и качественным, в результате которого будет получаться долговечное изделие.
Также бывают случаи, когда электроды продаются в герметичной упаковке, что означает, что они не могут быть подвержены воздействию влаги, однако Вам нужно помнить некоторые особенности электродов, упакованных в такой упаковке. Особенностью таких электродов является то, что Вы должны использовать их в течение восьми часов после разгерметизации упаковки.
После открытия упаковки Вам не нужно прокаливать сварочные электроды, но если после открытия прошло более восьми часов, Вам нужно желательно прокалить их при температуре, указанной на упаковке. Если же на упаковке не указана температура прокалки, то Вы можете найти ее в Интернете. Информации на этот счет много.
Также немаловажной причиной плохого поджога или прилипания сварочного электрода при сваривании является неправильный выбор сварочных электродов или покупка сварочной продукции низкого качества. Приобрести такие электроды Вы можете у знакомых или просто на рынке. Да, такие электроды будут стоить, скорее всего, дешевле, но их качество будет оставаться под вопросом.
Приобрести такие электроды Вы можете у знакомых или просто на рынке. Да, такие электроды будут стоить, скорее всего, дешевле, но их качество будет оставаться под вопросом.
Поэтому для Вас будет лучше всего покупать электроды в специализированных магазинах, которые предоставляют только качественную продукцию. Одними из таких магазинов являются заводы-изготовители, которые указаны на странице «Контакты». Перейдя на сайт одного из них, Вы можете сделать покупку соответствующих сварочных электродов.
Электрод все время прилипает к металлу: причины, что делать?
Электрод все время прилипает к металлу: причины, что делатьПрилипание электрода к металлу — достаточно распространённое явление, даже у квалифицированных сварщиков, не говоря уже о начинающих. Данная проблема может загнать в тупик, поскольку не знаешь, что может быть не так, и в порядке ли сварочный аппарат.
Однако существует ряд самых распространённых причин, из-за которых электрод прилипает к поверхности металла. Ну а чем чревата данная проблема, не стоит и говорить. При залипании электрода сильно страдает обмазка, она осыпается. Чрезмерной нагрузке подвергается и сам аппарат для сварки, а также, электросеть в которую он подключён.
Причины, из-за которых прилипает электрод при сварке
Вот основные причины, которые приводят к тому, что электрод прилипает к металлу:
- Отсыревшие электроды или электроды низкого качества;
- Неправильные регулировки сварочного аппарата. В данном случае речь идёт о токе для сварки, значит он слишком маленький;
- Свариваемый металл плохо подготовлен, на нем чрезмерно много ржавчины или загрязнений;
- Отсутствие опыта у сварщика.
Итак, чтобы разобраться с проблемой прилипания электрода при сварке, нужно разобраться с каждой из вышеперечисленных причин.
Сырые электроды или низкого качества
В электродах отсыревает обмазка. После долгого хранения или вследствие воздействия влаги, обмазка подвергается изменениям. В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.
В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.
Для того чтобы решить данную проблему достаточно будет прокалить электроды в духовке. Также, частично решить проблему способна сушка электродов на батарее отопления. При этом главным правилом является надлежащее хранение электродов. Хранить электроды для сварки нужно в сухом помещении.
Также, причиной залипания электрода может быть продукция низкого качества. В интернете можно найти немалое количество отзывов и всевозможные рейтинги электродов. Так получится определить наиболее качественную и хорошую продукцию.
Неправильные регулировки сварочного аппарата
В данном случае речь идёт о сварочном токе. Если параметры сварочного тока подобраны неверно, то электроды будут все время прилипать к металлу.
Низкий сварочный ток приводит к тому, что сварочная дуга нестабильная, она все время обрывается, а это приводит к залипанию электродного стержня. Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
В ней указаны значения сварочного тока для каждого диаметра электродов, в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и загрязнений на поверхности металла, также приводят к возникновению данной проблемы. Отсутствие хорошего контакта, это верный шаг к залипанию электрода.
Поэтому перед сваркой, нужно тщательно подготовить металл — удалить с него ржавчину, масляные пятна, участки с краской. Есть марки электродов, которые менее чувствительны к ржавому металлу, а есть, наоборот, которые не терпят загрязнений и все время прилипают из-за этого.
Поджигание дуги
Сварочная дуга образуется, когда через зазор между кончиком электрода и основным металлом подается сварочный ток. Каждый сварщик должен хорошо знать, как быстро и легко поджечь дугу.Существует два основных метода поджига дуги:
- Чирканьем
- Точечным касанием
Поджиг чирканьем вызывает меньше сложностей у начинающих сварщиков и проще при сварке на переменном токе. Электрод наклоняют под углом и перемещают вдоль пластины, будто зажигая спичку. В момент касания пластины возникает дуга. После этого электрод ненадолго поднимают над поверхностью, чтобы увеличить длину дуги, затем возвращают на нормальную высоту (см. Рисунок 1).
Электрод наклоняют под углом и перемещают вдоль пластины, будто зажигая спичку. В момент касания пластины возникает дуга. После этого электрод ненадолго поднимают над поверхностью, чтобы увеличить длину дуги, затем возвращают на нормальную высоту (см. Рисунок 1).
Рисунок 1: Поджиг дуги методом «чирканья» |
При поджиге точечным касанием электрод опускают к основному металлу вертикально вниз. Как только он касается поверхности, его ненадолго поднимают, чтобы увеличить длину дуги, и затем возвращают на нормальную высоту (см. Рисунок 2).
Рисунок 2: Поджиг дуги методом точечного касания |
Главная сложность при поджигании дуги – это «залипание», когда электрод застывает и прилипает к рабочему изделию. Это вызывается током, который расплавляет кончик электрода и заставляет его прилипнуть к основному металлу до того, как его успеют поднять. Если не разорвать электрический контур, высокий ток от «короткого замыкания» быстро вызовет перегрев и расплавит электрод или флюс. Обычно электрод можно высвободить быстрым движением в обратном направлении. Если это не поможет, необходимо разорвать контур, выпустив электрод из электрододержателя.
Это вызывается током, который расплавляет кончик электрода и заставляет его прилипнуть к основному металлу до того, как его успеют поднять. Если не разорвать электрический контур, высокий ток от «короткого замыкания» быстро вызовет перегрев и расплавит электрод или флюс. Обычно электрод можно высвободить быстрым движением в обратном направлении. Если это не поможет, необходимо разорвать контур, выпустив электрод из электрододержателя.
Предупреждение: не снимайте сварочную маску, когда Вы высвобождаете залипший электрод, потому что после этого произойдет вспышка яркого света.
Совет: перед поджиганием дуги очистите рабочее изделие от грязи и окалины металлической щеткой.
Несколько советов по сварке инвертором для начинающих
Электросварка для начинающих
Сварка является наиболее распространённым методом соединения двух отдельных металлических деталей между собой. На первый взгляд кажется, что сварка – это простое и интуитивное занятие. Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Как бы там не было, начинать с чего-то нужно. Сегодня многие самообучаются сварочной работе из статей в интернете. В этой статье также будет рассмотрена сварка инвертором для начинающих.
Почему инвертор?
На данный момент на рынке можно встретить различные сварочные приспособления, а также различного рода аппараты. Инвертор (аппарат электродуговой сварки) считается наиболее лёгким в управлении, поэтому он отлично подойдёт для обучения. К тому же, стоимость данных сварочных аппаратов невысока. Рекомендуем вам сварочные инверторы серии MASTER производства завода РУСЭЛКОМ.Теория дуговой сварки
Какие процессы наблюдаются при соединении двух металлических деталей между собой?Ответом на этот вопрос послужит следующее:
• Электричество, подведённое к плавящемуся электроду и свариваемым деталям, образует дугу вследствие замыкания электрода с металлом;
• Дуга создаёт на поверхности огромную температуру (вплоть до 7000 градусов), которая способна расплавить любой металл на планете;
• При расплавлении электрода и кромок металлических деталей, две поверхности сплавляются между собой;
• Процесс заканчивается.
Электроды для сварки
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав. Как известно, во время сварки на качество сварного шва очень сильно влияет окружающий воздух (он окисляет шов, что становится причиной его порчи). Поверхность электрода предназначена для того, чтобы не подпустить воздух ко шву. Таким образом, сварная ванна (место расплавления металла и электрода) остаётся защищённой от окисления. Кроме того, порошок поддерживает нормальное горение дуги.
Сваривать металл можно, как постоянным, так и переменным током. Говоря о сварке первым способом, следует также иметь в виду, что при данном методе существует прямая и обратная полярность.
Прямая – это когда ток на электроде отрицательный, а на свариваемой детали положительный. Такой метод обычно (и чаще всего) применяется для быстрого сваривания. В этом случае нагревается металл, а электрод остаётся холодным.
Обратная – наоборот, на электроде плюс, а на детали минус. Электрод сильно греется, а металл остаётся холодным. Используется данный метод редко.
Сварка инвертором для начинающих – трудоёмкий процесс
Маска с защитным стеклом
Для начала необходимо обзавестись светофильтром (маской с защитным стеклом). Электрическая дуга создаёт очень мощные световые лучи, с которыми не сравниться даже солнце. При взгляде на них без защиты можно заполучить «зайчик» (когда в глазах долгое время наблюдается белое пятно) либо вообще ослепнуть.
Основной проблемой любого новичка является зажигание дуги. Электрод постоянно «прилипает» к металлу, при этом дуги, как таковой, не наблюдается. Чтобы такого «прилипания» не возникало, электрод необходимо чиркать словно спичкой об поверхность, а не просто опускать его в неё.
Чиркать необходимо по тому направлению, по которому будет идти шов. Как только дуга возникнет, следует держать электрод на расстоянии в 3-4 мм над поверхностью, чтобы она не погасла.
Теперь необходимо прогреть металл. Для этого понемногу вращают электрод по кругу – 2-3 оборота достаточно. Как только металл прогрет, а на свариваемой поверхности образовалась небольшая ванночка, электрод начинают двигать по направлению предполагаемого шва.
Важным моментом при формировании шва является соблюдение постоянного зазора в 3-4 мм между электродом и поверхностью – это, пожалуй, самое сложное, чему необходимо учиться. Электрод постоянно плавиться, поэтому его нужно аккуратно и постепенно опускать.
Общие советы по формированию правильного шва
Правильный сварочный шов
Даже научившись зажигать дугу и держать постоянный зазор, сформировать хороший шов зачастую бывает сложной задачей. Это зависит от множества факторов:
• Скорость и форма (зигзагообразно, вперёд-назад и т.д.) движения электродом;
• Сила тока;
• Угол наклона электрода;
В зависимости от свариваемого металла и выбранных электродов техника сварки меняется. Электрод можно вести быстрее, можно медленнее. Чем толще свариваемый металл, тем сильнее должен быть ток. Сила тока также варьируется в зависимости от показателя свариваемости металла (это способность металла поддаваться свариванию) – эти данные можно найти в различной справочной литературе. От угла наклона электрода зависит направление и толщина шва.
Электрод можно вести быстрее, можно медленнее. Чем толще свариваемый металл, тем сильнее должен быть ток. Сила тока также варьируется в зависимости от показателя свариваемости металла (это способность металла поддаваться свариванию) – эти данные можно найти в различной справочной литературе. От угла наклона электрода зависит направление и толщина шва.
Именно через такие сложности предстоит пройти всем начинающим сварщикам. Чтобы научиться хорошо варить, нужно много практиковаться и иметь терпение, однако сваривать несложные детали под силу каждому.
Сегодня в интернете можно найти массу советов от профессионалов на тему того, как должна происходить сварка инвертором. Мы же можем порекомендовать качественную сварочную продукцию завода РУСЭЛКОМ г. Кострома.
Сварка для начинающих (ММА)
В этой статье мы проведем небольшой теоретический урок по сварке для начинающих.
Дуговая сварка металла в защитной среде (ММА)
Сварка MMA — (международное обозначение MMA — Manual Metal Arc) — ручная дуговая сварка штучными электродами с покрытием — наиболее распространенный и универсальный метод соединения металла. Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение — сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение — сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Первый шаг в обучении сварке — научится хорошо вести сварочный шов. Но перед этим узнаем поподробнее об применяемом оборудовании. Задача сварочного аппарата — независимо от его размера или формы — обеспечить большой регулируемый ток, идущий к электроду. Ручной сварочный аппарат дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, благодаря их малому весу, габаритам, стойкости к перепадам напряжения.
Комплектация аппарата
Важно помнить, что разные аппараты сваривают по-разному. Поэтому при обучении лучше всего использовать один аппарат. Также важны изолированные медные провода, которые бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Правильно подобранный электрод
Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
| Толщина металла, мм | Диаметр электрода, мм |
| 2 — 3 | 1,6; 2,0 |
| 3 — 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 — 8 | 3,0; 3,2; 4,0; 5,0 |
Выбираем сварочный ток
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
| Диаметр электрода, мм | Сварочный ток, А |
| 1,6 | 35 — 60 |
| 2,0 | 30 — 80 |
| 2,5 | 50 — 110 |
| 3,0 | 70 — 130 |
| 3,2 | 80 — 140 |
| 4,0 | 110 — 170 |
| 5,0 | 150 — 220 |
| 2,5 | 50 — 110 |
При подборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35-40 А сварочного тока. Пример: диаметр электрода 3 мм.
3 х (35..40) = 105..120 А, таким образом источник должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10-20 %.
Начинаем сварку
Сварочные электроды покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Перед началом сварки убедитесь, чтобы все для нее готово. Примите удобное положение, возьмите держак обеими руками и обопритесь о стол максимально устойчиво. Теперь можете начинать процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Для начала, нужно зажечь дугу. Для этого есть два способа:
- электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводится вверх. Этот способ называется «зажигание дуги касанием».
- второй способ напоминает процесс зажигания спички и называется «зажигание дуги чирканьем».
При сварке не смотрите на свет, а дальше дымящихся искр, необходимо сфокусироваться на расплавленной ванне за электродом. Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
При сварке держите электрод над металлом. Это называется дуговой промежуток. Старайтесь поддерживать его по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между электродом и деталью. Чем лучше вы управляете длиной дуги, тем лучше будет сварка!
Формирование шва. Дефекты сварных швов
При сварке, смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
При движении ванны поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, остаются подрезы (пустые места, канавки на краю шва, ниже уровня металла). Этого можно избежать, контролируя внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Если электрод держать более вертикально шов будет менее выпуклым. И наоборот, чем больше его наклон, тем выпуклее будет шов.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Управление процессом сварки
Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. При малом токе основной металл не прогреется и сварочная ванна будет «бежать» за электродом. Если ток слишком большой, то основной металл будет слишком горячий, дуга будет проникать вглубь и отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс.
Если ток слишком большой, то основной металл будет слишком горячий, дуга будет проникать вглубь и отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс.
Сварка покрытым электродом зависит от температуры основного металла, поэтому нельзя говорить о токе без учета скорости сварки. При быстром движении электрода меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаться медленнее, тепла поступит больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не прогреется, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывется и станет трудноуправляемой, когда же скорость перемещения соответствует току, ванна растекается, но остается управляемой, оставляя тонкие края и шов одинаковый толщины.
Когда вы научитесь управлять электродом, вы можете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
При окончании шва надо наплавить чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
Стоит ли платить за дополнительные функции на сварочном инверторе?,
Сегодня почти любой сварочный инвертор может похвастаться функциями: Arc Force, Antistick, Hot Start, VRD. Но не любой сварщик или продавец может объяснить простым языком, что это такое и стоит ли за это переплачивать. Наша статья ответит на вопросы максимально просто. Время чтения не более 5 мин.
Зачем нужен Форсаж дуги (Arc Force )
Делаешь шов, и вдруг электрод электрод прилипает к металлу или сварочная дуга ревется, сварочный процесс прерывается. Если на сварочнике есть функция Форсаж дуги (Arc Force ) — то в момент прилипания или угасания дуги инвертор автоматически увеличит сварочный ток, и остановки не произойдёт. Увеличение тока происходит плавно и также автоматически ток уменьшается до заданных размеров.
Увеличение тока происходит плавно и также автоматически ток уменьшается до заданных размеров.
Функция нужна:
- При накладывании потолочного шва.
- При работе с электродами с целлюлозным или основным покрытием.
- При малом опыте сварочных работ
Зачем нужна функция Antistick — Антизалипание
Антизалипание — защитная функция инвертора которая срабатывает когда электрод все таки «залип» и вам не помог Форсаж дуги (Arc Force). В этот момент инвертор уже не поднимает ток, а уменьшает его до минимальных размеров, например до 1 А или даже может полностью отключить аппарат. После того как сработала функция Antistick электрод очень легко отделить от свариваемой детали. Дальше сварочник автоматически вернется к установленному значению силы тока.
Функция нужна:
- Когда бросил держак, а он замкнул с металлом, Antistick сработал и сварочник не сгорел
- Не умеешь варить, «прилепил» электрод , несмотря даже на форсаж дуги. Antistick сработал и электрод не нагрелся до красна, не осыпался и не вышел из строя электрододержатель.
 Antistick сработал и электрод не нагрелся до красна, не осыпался и не вышел из строя электрододержатель.
Antistick сработал и электрод не нагрелся до красна, не осыпался и не вышел из строя электрододержатель.Зачем нужна функция Hot Start – горячий старт
Hot Start – горячий старт помогает уверенно зажигать дугу. Во время начала сварки инвертор автоматически добавит силу тока и автоматически сбавит после розжига. Время срабатывания от 0,5 сек до 3 сек. Благодаря этому произойдет быстрый нагрев торца электрода, и варить будет легко.
Функция нужна:
- При малом опыте сварочных работ.
- При плохом качестве электродов.
- При сварке ржавого металла.
Зачем нужна функция VRD
Функция VRD — снижает напряжение сварочника до 12-24 вольт в моменты когда вы не варите, т.е когда сварочная цепь разомкнута, электрод не соприкасается с свариваемой деталью . Стали варить, в момент касания электродом сварочной детали, аппарат за доли секунды вернет рабочее напряжение требуемое для сварочных работ.
Функция нужна:
- При работе в условиях повышенной влажности, например шахты, судоверфи.
- При работе в стесненных условиях.
- Т.е там где должна быть повышенная техника безопасности.
Как проверить наличие функций на сварочнике?
- Форсаж дуги (Arc Force ) и Hot Start к сожалению можно проверить только в лабораторных условиях.
- Наличие VRD легко проверить вольтметром. Включите аппарат и приложите вольтметр к разъему массы и держака. На холостом ходу значение не должно превышать 24 вольт.
- Наличие функции Antistick проверяется электродом. Замкните электрод на свариваемую деталь и при наличии «Антизалипания» — электрод не должен нагреться до красна, а сварочник должен уменьшить силу тока или отключится.
СВАРОЧНЫЕ ИНВЕРТОРА МОЖНО ПОСМОТРЕТЬ ПО ЭТОЙ ССЫЛКЕ
Stick Welding — Изучите основы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки штангой и основные инструкции для различных металлов.

Что такое сварка стержнем?
Ручная сварка технически определяется как «дуговая сварка защищенного металла». Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, потому что электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как показано на этом рисунке. Самое простое объяснение того, как работает ручная сварка. Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для сварки штангой
Оборудование для сварки штангой — это самый простой из всех процессов электродуговой сварки. Сварочный аппарат для стержневой сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / сварочный аппарат для стержневой сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой.
Ручная сварка на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как от переменного, так и от постоянного тока, в зависимости от типа используемого электрода.Блок питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат.Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один сварной шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит сварочное оборудование?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный сварочный аппарат начального уровня — долговечность StickWeld 140 Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется и половины наворотов, или такого типа мощности. Ниже представлен список производителей качественного сварочного оборудования. Ни в коем случае не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший сварной шов!
Ниже представлен список производителей качественного сварочного оборудования. Ни в коем случае не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший сварной шов!
- Сварщик с долгим сроком службы — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Everlast Welders — еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB — Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевый.
- Miller — Еще одна марка
отличного промышленного качества, и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже долгое время и делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить стеллажную систему. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, ожидайте 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего работают с толстыми металлами и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете выполнить сварку прилипанием:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- От нержавеющей стали к обычной стали
- Алюминий (не лучший выбор, но он справляется)
Как происходит сварка прилипанием ?
Сварка работает так.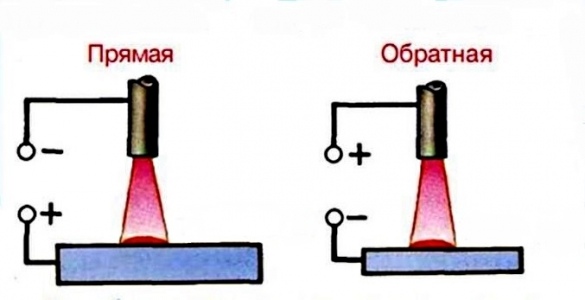 Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Здесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой металла в защитных оболочках. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если меры безопасности не соблюдаются в буквальном смысле! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это приобрести соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Вам понадобится следующее основное оборудование:
- Сварочная маска
- Хлопковая рубашка с длинными рукавами или кожаная куртка сварщика.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция является проблемой.
- Огнетушитель, если поблизости находятся легковоспламеняющиеся материалы.

Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко! После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо вам в глаза. Кажется, что в ваших глазах песок, но на самом деле это волдыри на ваших глазных яблоках, точно так же, как волдыри от солнечных ожогов, которые вы получаете на своей коже.
Самое лучшее во вспышке — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к пожару или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая зона должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Как правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неправильно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Звучит логично, не так ли? Совершенно неправильно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми электродами / SMAW
Перед выбором электрода для сварки необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для контактной сварки начинали обозначение с буквы «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые две цифры на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва. 7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов, их назначение и положения, в которых можно сваривать их.
Сварка палкой, выполненная с использованием E7018- 6010 с глубоким проплавлением хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 глубокое проникновение хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проплавление хорошо работает во всех положениях и требует более чистого шва.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.

Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним электродом, который прост в использовании, вы не сможете превзойти E6013! У него приличное проплавление, с ним очень легко сваривать, и сварной шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана с E309L-16.
Выбор электродов для сварки алюминия палкой / SMAW
Сварка алюминия с помощью сварочного аппарата не очень распространена. Если вы решите сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы работать с электродом.Сварка алюминия палкой лучше всего подходит для более толстых материалов. Если вы свариваете более тонкий алюминий, скажем, на 1/8 дюйма, используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах также необходимо предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
На более толстых металлах также необходимо предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая настройка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителем.
Miller Dialarc Блок питания для стержневой сварки Теперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое. В данном случае это не совпадение, а настройки силы тока!
В данном случае это не совпадение, а настройки силы тока!
Уловка состоит в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть настроен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, в противном случае настройки будут слишком высокими.
После того, как вы наберете звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое расскажет о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки палкой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберите себя всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
Легче сказать, чем сделать, чтобы зажечь дугу. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажег дугу, если вы носите подходящие сухие сварочные перчатки, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги — это ударить по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно удобным, чтобы управлять электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, чему вам нужно научиться. Чтобы исправить любой скол флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии примерно 1/4 дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает повторно запустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки штангой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Совершенная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжечь загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе, используя технику легкого взбивания с помощью E6010.Сварной шов проникает так, как если бы он был сварен с обеих сторон, потому что в стыке есть зазор.Техника для сварки кругов
Круговая сварка — хорошая техника для начинающих сварщиков, поскольку их можно использовать с большинством электродов и они помогают контролировать скорость движения. Все, что вам нужно сделать, это нарисовать круг, который слегка перемещается вперед при каждом повороте.
Плетение Техника сварки
Плетение обычно используется для более широких сварных швов и может быть адаптировано к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.На более широких сварных швах переплетение также работает очень хорошо, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, в которой учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки вы можете использовать любой угол прутка! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентгеновские тесты с этими запрещенными углами стержня, и у меня не было никаких проблем. Все это происходит естественно, если достаточно практики.
Обзор стержней Angels и позиций
- Плоское положение или 1G: вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и перетаскиваете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G — то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоская сварка стержневым электродом под угломГоризонтальная сварка под углом
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. Путешествие на этом рисунке слева направо.
Сварка стержневым электродом под углом, горизонтальнаяСварка под углом, вертикальная
При сварке в вертикальном положении есть два пути перемещения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Угол электрода для вертикальной сварки вверхУгол электрода для сварки над головой
Сварка над головой аналогична плоской сварке. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода над головойНе соблюдая правила угла наклона электрода
Ниже приведены два снимка I сварного шва, который я проделал, волоча вверх, вместо того, чтобы направить электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что после того, как вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.Придерживайтесь основ — Производительность сварки
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода.Различные стержневые электроды с низким содержанием водорода используются в качестве присадочного металла при дуговой сварке защищенным металлом (SMAW).С низким содержанием водорода — самый популярный тип стержневых электродов, используемых в Северной Америке. Будь то опытный сварщик или новичок, полезно понимать, как работают электроды с низким содержанием водорода и почему они используются.
Электроды с низким содержанием водорода имеют гладкую дугу, легкое удаление шлака, хорошую форму валика, более высокую скорость наплавки, и большинство из них могут использоваться во всех положениях сварки. Они используются в различных отраслях промышленности, связанных со сваркой. Хорошими примерами являются строительство мостов и зданий, морское бурение, сосуды под давлением, трубопроводы и производство электроэнергии.
Любая сварка с использованием чувствительных основных материалов, таких как стали с повышенной прочностью, фиксированные соединения или те, которые подлежат более строгим правилам сварки, вероятно, будет включать использование присадочного металла с низким содержанием водорода.
Для правильной работы электроды с низким содержанием водорода должны быть сухими. Поглощение влаги может ухудшить качество сварки по нескольким причинам. Избыточная влажность может вызвать пористость сварного шва, которая может быть видимой пористостью на поверхности сварного шва или может быть только подповерхностной, и для ее обнаружения требуется какой-либо тип неразрушающего или разрушающего контроля.Высокая влажность покрытия электрода также может привести к чрезмерной текучести шлака, шероховатой поверхности шва и затрудненному удалению шлака. Наконец, чрезмерная влажность в электродах с низким содержанием водорода приводит к повышенным уровням диффундирующего водорода, что, в свою очередь, может привести к образованию водородных трещин в сварных швах и трещин под валиком.
Водород естественным образом абсорбируется жидким металлом (т. Е. Расплавленной сварочной ванной) и естественным образом выходит из твердого металла (т. Е. Затвердевшего металла шва). Сталь, температура которой выше ее температуры плавления, естественным образом поглощает водород.Когда сталь охлаждается ниже температуры плавления и снова затвердевает (замерзает), водород, который задерживается внутри металла шва, затем хочет мигрировать или диффундировать наружу, и со временем это происходит. Однако, когда начальные уровни диффундирующего водорода внутри металла шва повышаются, существует больший потенциал для индуцированного водородом растрескивания, которое обычно происходит в зоне термического влияния (HAZ).
Пример герметичной упаковки электродов.Растрескивание ЗТВ возникает не только из-за повышенных уровней диффундирующего водорода.Кроме того, основной материал должен иметь более чувствительную микроструктуру, например, высокоуглеродистые и высокопрочные низколегированные стали, которые более подвержены растрескиванию из-за более высокого содержания углерода и сплава. Кроме того, должны присутствовать более высокие внутренние сварочные напряжения, например, при использовании более толстых стальных секций или стесненных пластин. Например, плиты на большом корабле скованы и не могут двигаться, создавая напряжение.
В поисках источника
Откуда во время сварки берется водород? Один из источников — загрязнения основного материала.Краска, масло, грунтовка, прокатная окалина и ржавчина на поверхности стали — все это потенциальные источники углеводородов. Они могут производить водород в результате химических реакций, поскольку они расходуются в тепле сварочной дуги и, таким образом, вводят водород в металл шва. Поэтому материал должен быть максимально чистым.
Второй источник водорода — из окружающей атмосферы — из влаги в воздухе. Сварка в очень влажных условиях потенциально может привести к увеличению количества водорода в металл шва.
Третий источник водорода — это конденсация влаги на покрытии электрода. В стержне стержневых электродов расположен токопроводящий стальной стержень, который плавится и становится присадочным металлом. Этот стержневой сердечник покрыт флюсом, который также плавится, защищая дугу и образуя защитный шлак, покрывающий сварной шов. Если позволить влаге конденсироваться на этом внешнем флюсе, она становится связанной с пористым флюсом, вводя водород в металл шва.
Пример стержневой печи для хранения электродов с низким содержанием водорода.Следует отметить, что поддержание определенного уровня диффузионного водорода является проблемой только для электродов с флюсом, таких как стержневые электроды, флюсы подводной дуги и порошковые проволоки (конденсация на внутреннем флюсе происходит через влагу через шов проволоки) .
Однако водород не является проблемой для стальных стержней для сварки TIG, проволоки MIG или проволоки для сварки под флюсом, поскольку они не имеют флюса. Влага может оставаться на присадочном металле из-за конденсации, но она не связывается со сталью или медным покрытием стального электрода.Он просто испаряется, когда нагревается дугой. Поэтому все стержни для сварки TIG, проволока MIG и проволока для дуговой сварки под флюсом считаются электродами с низким содержанием водорода, что некоторые могут не понимать.
Штанговые электроды с низким содержанием водорода кондиционируются в процессе производства, чтобы минимизировать уровень водорода в их покрытиях, тем самым уменьшая возможность осаждения диффундирующего водорода в металл сварного шва. Штучный электрод с низким содержанием водорода идентифицируется обозначением типа покрытия в его классификационном номере.Он также может иметь дополнительный указатель максимального диффузионного водорода после его классификационного номера, как это определено Американским обществом сварки (AWS).
Обозначения «HX» обозначают максимальное количество диффузионного водорода в миллилитрах на 100 грамм наплавленного металла шва. h5, H8 и h26 — типичные обозначения. Для стержневых электродов обозначение h26 или ниже считается с низким содержанием водорода, но технология продвинулась до такой степени, что большинство стержневых электродов с низким содержанием водорода теперь имеют обозначение H8 или ниже.
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода.Как обращаться
Несмотря на то, что стержневые электроды с низким содержанием водорода изначально имеют покрытие с низким содержанием водорода, они могут быстро собирать дополнительный водород от конденсации, если не хранить и не обращаться с ними должным образом. Именно поэтому они обычно поставляются в герметично закрытой или герметичной таре, где их можно хранить неограниченное время.
После открытия контейнера стандартные электроды с низким содержанием водорода следует подвергать воздействию открытого воздуха не более четырех часов.После этого электроды необходимо хранить в герметичном контейнере с регулируемой температурой и выдерживать при повышенной температуре в соответствии с рекомендациями производителя присадочного металла. Это предотвращает образование конденсата на покрытии.
Lincoln Electric рекомендует хранить открытые банки и незакрепленные электроды в герметичных контейнерах при температуре от 250 до 300 ° F (от 120 до 150 ° C) для своих продуктов с низким содержанием водорода. Наиболее распространенные емкости для электродов с низким содержанием водорода называются стержневыми печами.
Некоторые стержневые электроды с низким содержанием водорода производятся с влагостойким покрытием и обозначаются добавлением буквы «R» к их обозначению максимального диффузионного водорода AWS (например,г., E7018-h5R). В то время как время воздействия на открытом воздухе электродов с низким содержанием водорода ограничено примерно четырьмя часами, электроды с обозначением R потенциально могут подвергаться воздействию до девяти часов. И это важно, потому что их можно не использовать в стержневой печи в течение всей рабочей смены. Однако некоторые требования кодов могут определять пределы воздействия, отличные от этих рекомендаций.
Электроды с низким содержанием водорода, которые не запечатаны или не хранятся должным образом и которые превысили свои пределы воздействия на открытом воздухе, могут быть восстановлены (повторно просушены) перед использованием.Это достигается путем повышения температуры в стержневой печи до определенного уровня и сушки электродов в течение одного часа при этой температуре. Их следует разложить в духовке, чтобы каждая из них достигла температуры сушки. Производитель присадочного металла дает конкретные рекомендации по температуре восстановления (см. Таблицу 1).
Электроды с низким содержанием водорода не следует повторно сушить при температурах выше рекомендованных, а также в течение нескольких часов при температурах ниже рекомендованных. Кроме того, электроды с низким содержанием водорода, такие как электроды из целлюлозы и рутила, не следует хранить или повторно сушить при тех же температурах, что и электроды с низким содержанием водорода.
Низколегированные электроды с низким содержанием водорода не подлежат ремонту более трех раз. Любой электрод с низким содержанием водорода, будь то углеродистая или низколегированная сталь, следует выбросить, если из-за чрезмерной повторной сушки покрытие становится хрупким, отслаивается или отслаивается во время сварки или если имеется заметная разница в характеристиках дуги.
Пример типовых рабочих процедур.Советы по технике
Помимо нанесения наплавки с минимальным количеством диффундирующего водорода, успех стержневых электродов с низким содержанием водорода также сводится к использованию правильной техники.Это включает в себя использование определенного типа электрода с низким содержанием водорода в предполагаемом положении для сварки, сварку при соответствующем уровне тока для данного типа и диаметра электрода и использование правильной скорости движения. Это также включает использование правильного угла электрода, длины дуги и так далее.
Рекомендуемые настройки тока по диаметру и полярности обычно можно найти в документации производителя присадочного металла. Ток измеряется в амперах или амперах. В качестве отправной точки сварщики должны выбрать значение тока посередине диапазона.
Еще одно практическое правило для настройки тока с электродами со средним покрытием, такими как E7018, — умножать каждую тысячу дюйма диаметра электрода на один ампер. Например, 1/8 дюйма. Электрод в десятичной форме для разряда тысяч составляет 0,125 дюйма. Таким образом, устройство должно быть установлено около 0,125 x 1000 или 125 ампер. И наоборот, 5/32 дюйма. Электрод должен быть установлен около 0,156 x 1000 или 156 ампер. Если сила тока слишком мала для данного диаметра, возникновение и поддержание дуги может быть затруднено.Кроме того, валик сварного шва будет неровным. Если сила тока слишком велика, это может преждевременно разрушить покрытие и вызвать дефекты сварного шва (см. Таблицу 2).
При изготовлении бусинок стрингеров стержневые электроды обычно имеют оптимальную скорость перемещения, которая обеспечивает лучший контроль образования луж и форму валика. Размер сварного шва увеличивается с увеличением диаметра электрода (см. Таблицу 3).
При работе с электродами с низким содержанием водорода сварщики всегда должны использовать угол рабочего хода, оставляя шлак позади лужи, и поддерживать короткую длину дуги.Они должны всегда держать электрод близко к ванне и не допускать «длинную дугу» электрода, так как это может привести к нестабильности дуги и пористости сварного шва.
Рекомендуемые скорости движения для различных диаметров E7018 при средних значениях тока.Обратите внимание, что при сварке в нерабочем положении электродами из целлюлозы (например, E6010) сварщики часто вынимают электрод из лужи, а затем возвращают его обратно. Этот метод взбивания и образования длинной дуги позволяет слегка покрытой шлаком луже замерзнуть перед нанесением большего количества сварочного металла.Однако этот метод взбивания не следует использовать с электродами с низким содержанием водорода.
Обычно сварщики должны делать бусинки стрингера или использовать прямую прогрессию. Для более крупных сварных швов несколько небольших многопроходных бортов стрингера обычно обеспечивают лучшие механические свойства, особенно ударную вязкость, по сравнению с меньшим количеством проходов больших и широких валиков. Однако в некоторых ситуациях может потребоваться, чтобы сварщики манипулировали лужей, используя технику плетения, стараясь не переплетать более 3/4 дюйма.широкий.
Согласно статье, написанной Джозефом Коласой, инструктором Lincoln Electric Welding School, и Джозефом Мурлином, менеджером по расходным материалам SMAW, первое, что сварщики должны сделать перед началом сварки, — это удерживать дугу очень короткой длины. Большая длина дуги значительно увеличивает вероятность возникновения дуги пористости.
Также не следует устанавливать слишком высокий контроль горячего старта (на сварочных аппаратах с этой функцией). Это может привести к возникновению дуги большой длины и преждевременному расплавлению покрытия электрода, создавая недостаточную защиту и, в конечном итоге, пористость в сварном шве.
Распространенной проблемой, связанной с возобновлением дуги при сварке вертикально вверх, является «забивание» покрытия (т.е. когда одна сторона покрытия выгорает дальше, чем другая, что может вызвать проблемы с пористостью). Это происходит, когда сварщики используют слишком большой угол вверх. Многие сварщики перезапускают сварной шов слишком высоко, а затем тянутся к кратеру. Они могут избежать этих сценариев при перезапуске стержневого электрода, начав примерно на 1/4 — 1/2 дюйма выше предыдущего сварного шва. Они должны направлять электрод непосредственно в соединение, используя угол проталкивания не более 5 ° или 10 °.
Повторный запуск частично израсходованного электрода с низким содержанием водорода после охлаждения наконечника может быть затруднен. На конце электрода естественным образом образуется шар из шлака. Этот твердый, хрупкий шлак действует как изолятор, затрудняя возникновение дуги. Большинство сварщиков хотят поместить электрод в электрододержатель и стучать им по пластине, как молотком. Это может повредить покрытие электрода. Вместо этого им следует вынуть электрод из держателя и грубо потереть его концом о поверхность сварочного стола, пока они не коснутся стального сердечника.Это обеспечивает хорошее электрическое соединение для зажигания дуги без повреждения покрытия.
Многие сварщики предпочитают использовать стержневые электроды с низким содержанием водорода из-за их гладкой дуги, легкого удаления шлака, хорошей формы валика и более высокой скорости наплавки. Их также выбрали потому, что они могут выполнять сварку во всех положениях. Однако лучшее понимание того, почему, где и как использовать электроды с низким содержанием водорода, а также способы их хранения и обращения с ними, также может сделать сварщиков еще умнее.Поскольку использование электродов с низким содержанием водорода продолжает расти, эти знания и навыки сделают любого сварщика еще более ценным для отрасли.
Типы низководородных электродов
Расшифровка классификационных номеров электродов.Обычный классификационный номер с низким содержанием водорода AWS — E7018-h5R. Определенный классификационный номер для конкретного электрода рассказывает об этом. Ключ к этим числам проиллюстрирован в Таблице 4.
Первые две или три цифры в номере обозначают минимальную прочность на разрыв металла сварного шва.Электрод с низким содержанием водорода из углеродистой стали (мягкой стали) имеет минимальный предел прочности на разрыв 70 тыс. Фунтов на квадратный дюйм, в то время как большинство низколегированных электродов с низким содержанием водорода имеет минимальный предел прочности на разрыв от 80 до 120 фунтов на квадратный дюйм. За исключением нескольких целлюлозных электродов на 80 тыс. Фунтов на квадратный дюйм, все низколегированные электроды также являются электродами с низким содержанием водорода.
Вторая и последняя цифра в номере указывает на рекомендуемое положение сварки. «1» означает все положение (ровное, горизонтальное, вертикальное и над головой), «2» означает в положении (только плоское и горизонтальное), а «4» означает только вертикальное вниз.Электроды, которые могут свариваться не в нужном положении или против силы тяжести, имеют систему быстро замерзающего шлака, бывают меньшего диаметра и имеют более низкую скорость осаждения. В то время как электроды, которые можно использовать только в положении или под действием силы тяжести, имеют более медленную систему замораживания шлака, имеют больший диаметр и более высокую скорость осаждения.
Последняя цифра в номере указывает тип покрытия электрода и рекомендуемую полярность сварного шва. Электроды, оканчивающиеся на «5» (на основе натрия), «6» (на основе калия) и «8» (на основе калия с добавлением порошка железа), являются электродами с низким содержанием водорода.Все они также считаются имеющими «основное» покрытие — по сравнению с покрытиями на основе целлюлозы (органического), рутила (диоксида титана) или оксида железа.
Примеры различных типов электродов с низким содержанием водорода.Из трех типов покрытие «8» является наиболее популярным. Электрод типа «28», установленный только на месте, содержит 50% порошка железа, добавленного в его покрытие для максимальной скорости осаждения, и будет считаться электродом с толстым покрытием. Добавление порошка железа увеличивает скорость осаждения этих электродов, поскольку порошок железа в покрытии плавится и становится частью металла сварного шва вместе со стержнем сердечника.
Электрод типа «18» во всех положениях имеет 30% порошка железа, добавленного в его покрытие, и будет считаться электродом со средним покрытием. Хотя он по-прежнему имеет систему быстро застывающего шлака, дополнительные 30 процентов порошка железа в покрытии обеспечивают максимальную скорость осаждения электрода при сварке в нерабочем положении. Кроме того, поскольку электрод «18» имеет тяжелую шлаковую систему, он не рекомендуется для вертикального движения вниз, так как шлак может опередить лужу и застрять под ней.В вертикальном положении электрод «18» следует использовать только при вертикальном движении вверх.
Таблица 5 включает примеры различных типов электродов с низким содержанием водорода с их конкретным классификационным номером AWS и описанием, а также типичные области применения.
Сварочные материалы — Welders Universe
Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатый газ для сварочных работПри сварке расходные материалы — это те материалы, которые быстро изнашиваются и нуждаются в замене.А поскольку существует множество товарных линий и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения. Тем не менее, в процессе выбора будут учитываться несколько важных переменных:
- Вид свариваемого металла (сталь, алюминий и др.)
- Свариваемые объекты (трубы, плиты и т. Д.)
- Вид и размер сварного шва (паз, угловой и т. Д.)
- Нормы и требования к конструкции
- Положение при сварке (вертикальное, потолочное и т. Д.))
- Окружающая среда (очень холодная, подводная и т.д.)
- Доступные размеры соответствующего стержня / проволоки / электрода
Американское общество сварщиков (AWS), Американское общество инженеров-механиков (ASME) и другие отраслевые ассоциации попытались упростить работу сварщика по выбору правильных расходных материалов путем создания различных классификаций продукции. Следование этим стандартам должно гарантировать выбор правильного продукта, соответствующего требованиям правил сварки.Хотя производители выпускают свои собственные запатентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации. Так что всегда ищите эту информацию, когда делаете покупки.
Из-за множества вариантов выбора опытный сварщик, техник, покупатель или инженер по сварке ведет подшивку или базу данных, содержащую текущие продуктовые линейки от различных производителей и поставщиков. Эти справочные материалы также должны включать спецификации продукта, в которых подробно описаны свойства каждого элемента и его соответствие кодам AWS и ASME (если таковые имеются).Если вы студент, вы сэкономите время и избавитесь от головной боли, если создадите собственную папку для бумаг, основанную на работе, которую вы выполняете в школе.
Сварщики начального уровня на рабочем месте должны разбираться в стандартных классификациях присадочных прутков, проволоки и электродов, используемых компаниями, в которых они работают; в противном случае на исследования может быть потрачено много времени. Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы приобрести расходные материалы для работы, которую необходимо завершить в ближайшее время.Так что освоение лабиринта продуктов просто необходимо.
Электроды для стержневой сваркиЕсли вы новичок в этой профессии, возможно, вас немного смущает разница между электродом и присадочным стержнем. При сварке штангой присадочный пруток и электрод — это одно и то же. Электроэнергия, подаваемая сварочным аппаратом, питает стержень, который прикреплен к металлическому зажиму. (См. Фото ниже.) Возникает электрическая дуга, выделяющая сильное тепло. При этом кончик стержня плавится в ванне расплава в соединении на основном металле.
Братья ХобартСварка труб палкой — один из самых сложных процессов для освоения, но как только вы освоите его, вы получите право на множество высокооплачиваемых работ по всему миру.
(Если вы все еще не понимаете, что такое сварочные процессы, прочтите раздел «Навыки, которые необходимо изучить».)
Классификация стержневых электродовШтучные электроды продаются для следующих металлов:
- Низкоуглеродистая сталь
- Нержавеющая сталь
- Сталь низколегированная
- Чугун
- Алюминий
AWS классифицирует стержневые электроды по нескольким кодам в зависимости от типа металла.Одним из наиболее распространенных является AWS A5.1 / A5.1M: Спецификация для электродов из углеродистой стали для дуговой сварки экранированного металла . E-7018 и E-6010 — примеры стержней, используемых сварщиками труб. Вот что означают цифры:
E — Электрод
70 — Предел прочности при растяжении металла сварного шва, измеряется в фунтах на квадратный дюйм (PSI). Примечание: в некоторых странах фунт / кв. Дюйм заменяется метрической единицей.
1 — Это однозначное число указывает на наиболее сложное положение сварки, в котором можно использовать электрод (1 = любое положение, 2 = горизонтальное и плоское; 3 = только плоское; 4 = верхнее, горизонтальное, вертикальное, нижнее и плоское)
8 — Поскольку эта последняя цифра иногда объединяется с третьим числом для получения информации об электроде, это может вызвать некоторую путаницу.Цель здесь — сообщить флюс / раскислители и другие ингредиенты, используемые в покрытии электрода. Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Иногда вы также можете встретить такие числа, как E-8018-C1.Суффикс в конце обычно указывает на то, что в электрод были добавлены сплавы. Наиболее распространены молибден, хром и никель. Вот несколько примеров:
A1 — Угольно-молибденовый
B1 — 1/2 CR, 1/2 MO
B2 — 1-1 / 4 CR, 1/2 MO
B3 — 1-1 / 4 CR, 1 MO
C1 — 2-1 / 2 Никель
C2 — 3-1 / 2 Никель
C3 — 1 Никель
D1 — 1-1 / 2 MN, 1/4 MO
D2 — 1 MN, 1 / 4MO
M — соответствует военным спецификациям.
Вот таблица с описанием шести стандартных электродов, используемых для сварки низкоуглеродистой стали:
Обратите внимание, как ингредиенты покрытия стержня влияют на осаждение присадочного металла в сварном шве, а также на полярность, требуемую от источника питания.(Кстати, металл шва в центре стержня у всех этих изделий одинаковый.)
В сварочном бизнесе штучные электроды также делятся на четыре основные группы. Они основаны на химических добавках, предназначенных для защиты сварочной ванны, не только для предотвращения окисления, пористости или некоторых других потенциальных дефектов сварного шва, но и для соответствия требованиям положения сварщика:
Fast Freeze (0,1) — Используется для сварки над головой
Fill Freeze (2,3,4)
Fast Fill (21-27) — Ограничено горизонтальным и горизонтальным положением
Low Hydrogen (18, 28) — Ограничивает пористость
Поначалу ученикам-сварщикам непросто понять эти четыре категории, возможно, из-за недостатка творчества в правилах именования.Тем не менее, полезно ознакомиться с терминологией и помнить, что не все удилища подходят для каждой ситуации.
Еще одно сбивающее с толку понятие касается полярности при сварке. Обратите внимание на двух диаграммах, показанных ранее, что есть три варианта выбора в разделе «Текущий». Переменный ток представляет собой знакомый переменный ток, который является приемлемым вариантом для всех перечисленных здесь электродов, кроме E-6010. Два других варианта, которые относятся к DC (постоянному току), требуют небольшого пояснения.
DCEP или DC + « E lectrode P ositive» — это также известно как «обратная полярность» и используется в большинстве случаев сварки штангой. Хотя электроны неизбежно проходят через цепь от отрицательной стороны к положительной, вы можете эффективно изменить направление тока, переключив соединения держателя электрода и рабочего зажима. (В настоящее время на большинстве промышленных аппаратов для сварки наклеиванием DCEP либо является настройкой по умолчанию, либо достигается путем манипулирования элементами управления, чтобы выбрать AC, DCEP или DCEN.
Целью использования DCEP является отвод 70% тепла (генерируемого электрической дугой) на кончик электрода, который может расплавить его с удвоенной силой в соединение. Остальные 30% распределяются по детали.
DCEN или DC- «Отрицательный электрод» — это «прямая полярность». Теперь 70% тепла фокусируется на рабочих пластинах и только 30% достигает кончика электрода. Такая ситуация желательна при работе с тонкой металлической заготовкой или соединением, не требующим глубокого проплавления.DCEN также является выбором полярности для большинства сварки TIG металлов, кроме алюминия, для которой в качестве полярности тока используется переменный ток.
Осторожно, DCEN и DCEP вызывают большую путаницу. Если у вас возникнут вопросы, обратитесь к авторитетному источнику, например, на веб-сайтах Miller или Lincoln Electric, или прочтите учебник по этой теме. Как правило, TIG любит DCEN, а Stick Welding любит DCEP.
Хотя сварка штангой в основном используется для углеродистой стали, вы можете приобрести стержни для сварки некоторых нержавеющих сталей и алюминия.Наиболее распространенный стержень для нержавеющей стали — 308 , который подходит для неблагородных металлов, которые классифицируются как 304 или 308 в соответствии со стандартом AISI. Как вы узнаете из других разделов этого веб-сайта, металлический сплав, известный как нержавеющая сталь, имеет множество классификаций, основанных на смеси используемых металлов. Каждая смесь нержавеющей стали классифицируется трехзначным числом, большинство из которых находится в диапазоне 200, 300 и 400. Таким образом, стержневые электроды из нержавеющей стали частично идентифицируются этими же номерами.
Классификация алюминиевых электродов, с другой стороны, обозначается номерами серий AISI 4000, 5000 и 6000. Например, общий стержень — 4043 .
Чтобы узнать больше об общих системах классификации металлов, щелкните здесь.
Hillcrest EngineeringСварка алюминия штангой стержнем E4043.
После того, как сварщик выбрал подходящий электрод, остается еще два решения. Какой размер (диаметр) электрода использовать? И какой диапазон тока подходит для этого диаметра?
Компании, продающие расходные материалы, обычно предоставляют таблицу с допустимой силой тока в зависимости от диаметра стержня, чтобы помочь вам сделать выбор.Вот пример:
Вот более общий диапазон настроек тока для различных сварочных стержней. Обратите внимание, что в таблице рекомендуется меньший ток при сварке в вертикальном или верхнем положении.
Что касается выбора правильного диаметра стержня, это зависит от типа создаваемого сварного шва и толщины основного металла. (Покрытие вокруг электрода не учитывается как часть его диаметра, только металл сварного шва внутри.) Поскольку электроды большего диаметра обеспечивают сварные швы большего размера, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной.Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой. Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Это особенно актуально для сварки нержавеющей стали, алюминия и других сплавов.
Ознакомьтесь с руководством Lincoln Electric по расходным материалам (PDF), чтобы узнать больше о брендах, спецификациях и других характеристиках.
Уход и хранение электродов
Для стержневых электродов с низким содержанием водорода (например, E-7018) требуются особые условия хранения из-за их покрытия. Сварщики должны держать эти стержни в сухом состоянии, так как влага содержит водород.
До тех пор, пока стержни остаются запечатанными внутри коробки, в которой они были изначально упакованы, никакого специального обращения не требуется. Но как только печать сломана, нужно проявлять особую осторожность. На складе или в полевых условиях их обычно нагревают в стержневой печи при температуре 250 градусов от 30 минут до часа перед использованием.Кроме того, сварщик должен доставать из печи только несколько теплых стержней за один раз, помещая их в мешочек для электродов, чтобы они оставались теплыми, пока не придет время приступить к работе. (Имейте в виду, что эти стержни нельзя нагревать в духовке более трех раз, поэтому наполняйте духовку только тем, что, по вашему мнению, необходимо каждый день.)
Далее: MIG Wire
Застрял со сварочным аппаратом и электродом 7018 — Baker’s Gas & Welding Supplies, Inc.
Много говорят об использовании электродов 6010 или 6013 для сварки штангой, потому что они идеально подходят для начинающих.Они, как правило, отлично работают в различных положениях, на переменном или постоянном токе, а также на металлах различной толщины. Хотя эти электроды, безусловно, просты в использовании, имейте в виду, что электроды 7018 — это то, что используют многие сварщики конструкций.
Вы можете научиться выполнять сварку с помощью сварочного шва 6010 или 6013, но раньше, чем позже, вы захотите заполучить электроды 7018 и попрактиковаться в укладке валиков с помощью плотных дуг. Фактически, если вы отработаете свою технику с электродом 7018 для сварки штангой, вы будете производить меньше брызг, контролировать лужу и подготовиться к широкому спектру строительных, конструкционных, трубопроводных или ядерных работ.Если вы застряли со штекерным сварочным электродом 7018, вы также застрянете с работой.
Ручная сварка электродом 7018
Электроды 6010 или 6013 идеально подходят для металла тонкой и средней толщины. Они очень хорошо проникают в стык, но они не идеальны для создания прочных конструкционных сварных швов, не содержат большого количества присадочного металла, а это означает, что вам нужно делать больше проходов, и они не будут так хорошо работать при отсутствии позиционные сварные швы.
Электроды 7018 обеспечивают больше присадки и, как правило, создают более прочные сварные швы из-за количества добавляемого присадки.Они также быстро застывают при сварных швах в неправильном положении, что делает их идеальными для самых разных проектов. Вообще говоря, если вы уже выполняете сварку приклеиванием, вы также можете добавить больше присадки и создать более прочный сварной шов, если только металл не тонкий и соединение не требует действительно глубокого проплавления. Кроме того, чем больше у вас опыта работы с электродом 7018, тем лучше вы подготовитесь к различным сварочным работам.
Сохраняйте тугую дугу при сварке стержнемКлючом к чистому сварному шву, особенно с таким электродом, как 7018, который откладывает много материала, является сохранение плотной дуги, которая концентрирует тепло в сварном шве и, следовательно, присадочный металл от электрода.Чем шире дуга, тем шире сварной шов. С широкой дугой вы искривляете металл и наносите на него материал, оставляя шлак и кусочки металла, а не прочное сварное соединение.
Ключ к поддержанию плотной дуги — это научиться управлять расстоянием до металлической заготовки, пока электрод укорачивается. С расходным электродом вам нужно будет поднести его ближе к металлу во время работы. Кроме того, установка сварочного аппарата на более высокий диапазон рекомендуемых настроек поможет вам сваривать красиво и горячо, не прилипая к металлу.
Отбойные молотки и сварка палкойКогда вы закончите сварку штучной сваркой, вы можете защитить сварной шов от царапин и вмятин, проводя молотком по шлаку вместо того, чтобы надрезать или клевать его. Хотя ни для кого не секрет, что широкие сварные швы электродом 7018 не являются чем-то необычным, вам не придется усугублять ситуацию с помощью отбойного молотка.
Как правильно приваривать чистый угловой сварной шовКогда вы выполняете угловой сварной шов, вам нужно довести лужу до края металла.Если вы будете покачиваться вниз, в сторону от края, то останется неровный зазубренный край. Иногда сварной шов бывает настолько большим, что вам нужно сделать несколько проходов, даже с электродом 7018. Вы можете создать чистый сварной шов, перекрывая проходы примерно на 2/3 сварного шва. Кроме того, если вы хотите, чтобы готовые сварные швы были чистыми, подайте дугу в область, где вы будете выполнять сварку, чтобы покрыть все эти зарождения дуги.
Практика различных углов стержня при сварке палкойКогда вы зажигаете дугу для сварки прилипанием, вы не всегда можете контролировать положение сварных швов.Иногда вам нужно сваривать тянущим, толкающим или «прямым» стержнем. Не поймите, что вы делаете только один, когда практикуете сварку электродом 7018. Вам не нужен слишком большой угол — обычно около 5-10 градусов обеспечат вам необходимый угол и обзор.
Основные сведения о стержневых электродах с низким содержанием водорода
Сваркапалкой остается ключевым моментом для множества сварочных работ, отчасти потому, что материалы, используемые во многих сферах применения, продолжают поддаваться процессу, и это то, что многие сварщики хорошо знают.Когда дело доходит до сварки штангой, электроды E7018 Американского общества сварки (AWS; Майами, Флорида) являются обычным выбором, поскольку они обеспечивают подходящие механические и химические свойства для различных применений, а также низкий уровень водорода, что помогает предотвратить образование трещин, вызванное водородом .
Основные сведения о стержневых электродах E7018 с низким содержанием водорода могут быть полезны для понимания их работы, характеристик и получаемых сварных швов. Как правило, стержневые электроды E7018 обеспечивают низкий уровень разбрызгивания и плавную, стабильную и тихую дугу.Эти характеристики присадочного металла дают сварщику хороший контроль над дугой и сводят к минимуму необходимость очистки шва после сварки — как важные факторы в приложениях, требующих особого внимания к качеству сварки и тепловложению, так и при соблюдении строгих сроков.
Эти электроды обеспечивают хорошую скорость наплавки и хорошее проплавление, что означает, что сварщики могут добавить больше сварочного металла в стык за определенное время, чем многие другие электроды (например, E6010 или E6011), и при этом обычно могут избежать дефектов сварного шва, таких как отсутствие сварного шва. слияние.Добавление к этим электродам таких элементов, как железо, марганец и кремний, обеспечивает явные преимущества, включая (но не ограничиваясь) способность успешно сваривать грязь, мусор или прокатную окалину.
Хорошее зажигание и перезапуск дуги, помогающее устранить такие проблемы, как пористость в начале сварки, являются дополнительным преимуществом стержневых электродов E7018. Для хорошего повторного зажигания (повторного возникновения дуги) необходимо сначала удалить кремний, образующийся на конце электрода.Однако важно проверить все требования перед сваркой, поскольку некоторые нормы или процедуры не допускают повторного зажигания стержневых электродов.
Как указано в их классификации AWS, стержневые электроды E7018 обеспечивают предел прочности на разрыв не менее 70 000 фунтов на квадратный дюйм (обозначено цифрой «70») и могут использоваться во всех положениях сварки (обозначенных цифрой «1»). Цифра «8» относится к покрытию с низким содержанием водорода, а также к средней проникающей способности электрода и типам тока, которые необходимы для работы.Наряду со стандартной классификацией AWS стержневые электроды E7018 могут иметь дополнительные обозначения, такие как «h5» и «H8», которые относятся к количеству диффундирующего водорода, осаждаемого присадочным металлом в сварном шве. Обозначение h5, например, указывает на то, что наплавленный металл имеет 4 мл или меньше диффузионного водорода на 100 г металла шва.
Электроды с обозначением «R», такие как E7018 h5R, прошли специальные испытания и были признаны производителем влагостойкими. Чтобы получить это обозначение, продукт должен выдерживать воздействие влаги в заданном диапазоне после воздействия температуры 80 ° F и относительной влажности 80% в течение девяти часов.
Наконец, использование «-1» в классификации стержневых электродов (например, E7018-1) означает, что продукт обладает улучшенной ударной вязкостью, что помогает противостоять растрескиванию в критических областях применения или при более низких температурах.
Штучные электроды с низким содержанием водородаE7018 могут работать с источником питания постоянного тока (CC), который обеспечивает либо переменный ток (AC), либо положительный электрод постоянного тока (DCEP). Присадочные металлы E7018 содержат дополнительные стабилизаторы дуги и / или железный порошок в покрытии, чтобы поддерживать стабильную дугу при сварке с использованием переменного тока.Основным преимуществом использования переменного тока с электродами E7018 является устранение дуги, которая может возникнуть при сварке постоянным током с использованием неидеального заземления или при сварке намагниченных деталей. Несмотря на наличие дополнительных стабилизаторов дуги, сварные швы, выполненные с использованием переменного тока, могут быть не такими гладкими, как сварные с использованием постоянного тока, однако из-за непрерывных изменений направления тока, которые происходят до 120 раз в секунду.
При сварке током DCEP эти электроды могут обеспечить более легкое управление дугой и более привлекательный сварной шов, поскольку направление тока постоянное.Для достижения наилучших результатов следуйте рекомендациям производителя по рабочим параметрам для диаметра электрода.
Как и любой другой процесс и любой электрод, правильная техника сварки штучными электродами E7018 важна для обеспечения хорошего качества сварки. Удерживайте дугу на коротком расстоянии — в идеале электрод должен находиться чуть выше сварочной ванны — для поддержания стабильной дуги и минимизации вероятности образования пористости.
При сварке в плоском и горизонтальном положениях наведите / перетащите электрод на 5–15 градусов от направления движения, чтобы снизить вероятность захвата шлака в сварном шве.При сварке в вертикальном положении вверх направьте / протолкните электрод вверх на 3–5 градусов при движении вверх и используйте технику легкого плетения, чтобы предотвратить провисание сварного шва. Ширина сварного шва обычно должна быть в два с половиной раза больше диаметра сердечника электрода для плоских и горизонтальных сварных швов и в два с половиной или в три раза больше диаметра сердечника для вертикальных сварных швов.
Наконечники электродовE7018 обычно отправляются от производителя в герметичной упаковке, чтобы защитить их от повреждения влагой и захвата.Важно сохранить эту упаковку в целости и сохранности в чистом и сухом месте до тех пор, пока продукты не будут готовы к использованию. После открытия стержневых электродов следует работать в чистых сухих перчатках, чтобы предотвратить прилипание грязи и мусора к покрытию и исключить возможность поглощения влаги. После открытия электроды также следует хранить в духовке при температуре, рекомендованной производителем.
Некоторые нормы предписывают, как долго стержневые электроды могут находиться вне запечатанной упаковки или печи для хранения, и можно ли и как часто восстанавливать присадочный металл (т.е.е. через специальную выпечку для удаления впитанной влаги), прежде чем их нужно выбросить. Всегда сверяйтесь с применимыми спецификациями и кодами, чтобы узнать о требованиях каждой работы.
Ручная дуговая сварка металла (MMA, SMAW или ручная сварка)
Ручная дуговая сварка металлом была впервые изобретена в России в 1888 году. В ней использовался металлический стержень без покрытия, обеспечивающий защиту от газа. Разработка электродов с покрытием не происходила до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании — квазидуговой метод.Следует отметить, что применение электродов с покрытием было медленным из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная металлическая дуга стала синонимом покрытых электродов. Когда между металлическим стержнем (электродом) и заготовкой возникает дуга, стержень и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное плавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы.Шлак затвердеет и остынет, и его необходимо удалить с валика сварного шва после завершения сварочного цикла (или перед нанесением следующего сварочного прохода).
Этот процесс позволяет выполнять сварку только коротких отрезков перед тем, как новый электрод нужно будет вставить в держатель сварочного электрода. Проплавление шва невелико, а качество готового наплавленного слоя во многом зависит от квалификации сварщика.
Виды флюсов / электродов
Для зажигания дуги между электродом и основным металлом, например углеродистой сталью, и для получения сварного шва хорошего качества, сварщик должен убедиться, что его сварочные аппараты оснащены подходящими электродами.На стабильность дуги, глубину проникновения, скорость осаждения металла и возможность позиционирования сильно влияет химический состав флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
Электроды из целлюлозы содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено.Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
- глубокое проникновение во все позиции
- пригоден для сварки вертикально вниз
- достаточно хорошие механические свойства
- высокий уровень образования водорода — риск растрескивания в зоне термического влияния (HAZ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии.Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Характеристики:
- умеренные механические свойства металла сварного шва, такие как прочность на разрыв
- Хороший профиль валика за счет вязкого шлака
- Возможна позиционная сварка жидким шлаком (содержащим фторид)
- легкосъемный шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более жидким, чем рутиловое покрытие — оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварки, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Характеристики:
- Металл шва с низким содержанием водорода
- требует высоких сварочных токов / скоростей
- плохой профиль валика (выпуклый и грубый профиль поверхности)
- удаление шлака затруднено
Электроды из металлического порошка содержат добавку металлического порошка во флюсовое покрытие для увеличения максимально допустимого уровня сварочного тока.Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников питания переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как на переменном, так и на постоянном токе.
Сварочный ток
Уровень сварочного тока определяется размером электрода — нормальный рабочий диапазон и ток рекомендуются производителями. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как показывает опыт, при выборе подходящего уровня тока для электрода потребуется около 40 А на миллиметр (диаметр).Следовательно, предпочтительный уровень тока для электрода диаметром 4 мм будет 160 А, но приемлемый рабочий диапазон — от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадках, где их можно легко переносить с работы на работу. Поскольку они имеют электронное управление, доступны дополнительные устройства для сварки TIG и MIG, которые увеличивают гибкость.Электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки избавляют от необходимости обжигать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке стержневыми электродами. Сюда входят теоретические и практические занятия, примерно 75% которых составляют демонстрационные и практические занятия; понимание сварочных процессов и фундаментальные базовые знания.Здоровье и безопасность, настройка оборудования, параметры процесса сварки, дефекты процесса и способы их устранения, сварочные материалы.
Для получения дополнительной информации щелкните здесь.
Запросы
Для получения дополнительной информации о сварке стержневыми электродами и технических вопросов, пожалуйста, свяжитесь с нами.
Электроды— Hobart Brothers Performance Welding Products
Селектор присадочного металлаСписок продуктов
Фильтр по утверждению — Список фильтров по утверждению — ABSAWS D1.8BVCECWBDBDNVDNV-GLGLLloydsM militaryTUV
Поиск продукта
Hoballoy® 8018C3A5.5: E8018-C3 h5
2560-A: E46 4 1Ni B 3 2 H5 907 ® 610
E6010
Hobart 610 — это первоклассный электролит из целлюлозы … Hobart® 335A
E6011
Целлюлозный электрод с проникающим электродом … E6013 (E4313 *)
Характеристики быстрой заморозки делают это пер… Pipemaster® 70
E7010-P1 (E4310 *)
2560-AE 42 3 C21
Превосходный универсальный целлюлозный мягкий материал … Hobart® 14A
E7014 (E4914 * )
Универсальный универсальный электрод с … Hobart® 418
E7018 h5R, E7018-1 h5R
Хороший электрод общего назначения с низким содержанием водорода …. Hobart® 718MC
E7018 h5R / E7018-1 h5R (E4818 *)
Предназначен для повышения производительности наплавки… Hobart® 18AC
E7018 H8 (E4818 *)
В поисках совершенства в проходе или закрепке с … Hobart® 24
E7024, E7024-1 (E4924-1 *)
Превосходный высокоскоростной электрод для галтели .