Гост 21495: ГОСТ 21495-76 Базирование и базы в машиностроении. Термины и определения (с Изменением N 1), ГОСТ от 26 января 1976 года №21495-76
ГОСТ 21495-76 Базирование и базы в машиностроении. Термины и определения
Страница 1 из 37

Страница 2 из 37

Страница 3 из 37

Страница 4 из 37

Страница 5 из 37

Страница 6 из 37

Страница 7 из 37

Страница 8 из 37

Страница 9 из 37

Страница 10 из 37

Страница 11 из 37

Страница 12 из 37

Страница 13 из 37


Страница 15 из 37

Страница 16 из 37

Страница 17 из 37

Страница 18 из 37

Страница 19 из 37

Страница 20 из 37

Страница 21 из 37

Страница 22 из 37

Страница 23 из 37

Страница 24 из 37

Страница 25 из 37

Страница 26 из 37

Страница 27 из 37

Страница 28 из 37

Страница 29 из 37


Страница 31 из 37

Страница 32 из 37

Страница 33 из 37

Страница 34 из 37

Страница 35 из 37

Страница 36 из 37

Страница 37 из 37

Стандартные базы, классификация баз по ГОСТ 21495
Согласно ГОСТ 21495 — 76 классификация машиностроительных баз производится по трем признакам: по назначению, по лишаемым степеням свободы и по характеру проявления.
По назначению машиностроительные базы подразделяются на конструкторские, измерительные итехнологические базы.
Конструкторской называется база, которая используется для определения положения детали или сборочной единицы в изделии.
Конструкторские базы подразделяются на основные и вспомогательныебазы.
Основной называется конструкторская база данной детали, которая определяет ее положение при присоединении к другой детали.
Вспомогательной называется конструкторская база данной детали, которая определяет положение другой, присоединяемой к ней детали.
Примеры основных и вспомогательных конструкторских баз показаны на рис.11.6. В данном случае считается, что колесо при сборке присоединяется к валу и поверхности 1;2;3 зубчатого колеса считаются основными конструкторскими базами, а поверхности 4;5;6 вала вспомогательными конструкторскими базами. Очевидно, что выбор конструкторских баз в качестве основных или вспомогательных зависит от последовательности сборки, т.е. какая из деталей присоединяется к другой.
Технологической называется база, которая используется для определения положения заготовки или изделия при изготовлении или ремонте. Иными словами это поверхности, линии или точки, которые определяют положение заготовки на станке при механической обработке.
Измерительной называется база, используемая для определения относительного положения изделия и средств измерения. Иными словами, измерительной базой называется элемент изделия, от которого производится отсчет размеров или отклонений размеров при измерительном контроле. Пример измерительной базы показан на рис.11.7. Здесь измерительная база определена нормированием отклонения от параллельности одной плоскости относительно другой. Для определения этого отклонения стойку 2 с индикатором 3 перемещают по базовой плоскости 
По лишаемым степеням свободы независимо от назначения базы делятся на установочные, направляющие, опорные, двойные направляющие, двойные опорные.
Направляющей называется база, которая используется для наложения на изделие связей, лишающих его двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорной называется база, которая используется для наложения на изделие связей, лишающих его одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
Двойной направляющей называется база, которая используется для наложения на изделие связей, лишающих его четырех степеней свободы перемещения вдоль двух координатных осей и поворотов вокруг этих осей.
Двойной опорной называется база, которая используется для наложения на изделие связей, лишающих его двух степеней свободы – перемещения вдоль двух координатных осей.
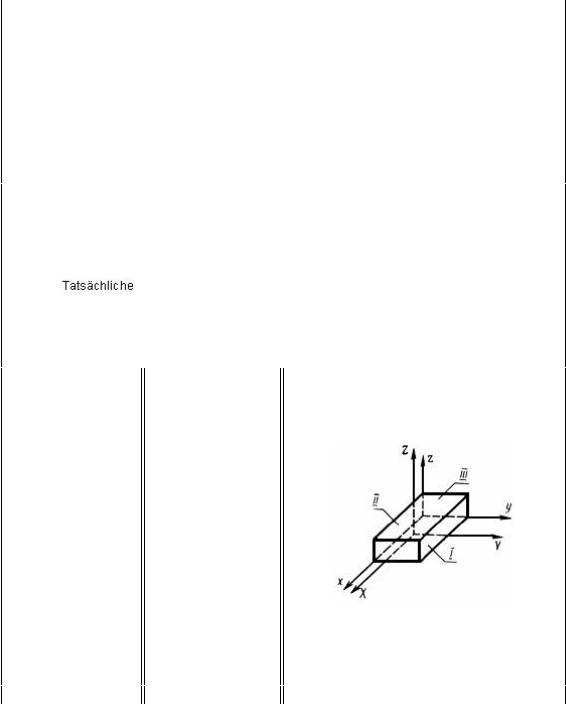
Применим классификацию баз по лишаемым степеням свободы для вышерассмотренных примеров базирования тел. Для призматического тела, представленного на рис.11.1, плоскости с одной, двумя и тремя опорными точками, являются соответственно опорной, направляющей и установочной базами. Для длинного цилиндрического тела на рис.11.2 боковая поверхность является двойной направляющей базой, а торцевая поверхность, а также поверхность шипа являются опорными базами. Для диска на рис.11.3 торцевая поверхность является установочной базой, боковая поверхность – двойной опорной базой, а поверхность шипа – опорной базой. Для длинного конического тела с малой конусностью (рис.11.4;а) коническая поверхность совмещает в себе функции двойной направляющей и опорной баз, которые использовались при базировании длинного цилиндрического тела. Такую коническую поверхность называют иногда
По характеру проявления
Явной называется база в виде реальной поверхности, разметочной риски или точки пересечения рисок. Все базы, рассмотренные выше, были представлены реальными поверхностями. Поэтому они относятся к явным базам.
Скрытой называется база в виде воображаемой плоскости, оси или точки.
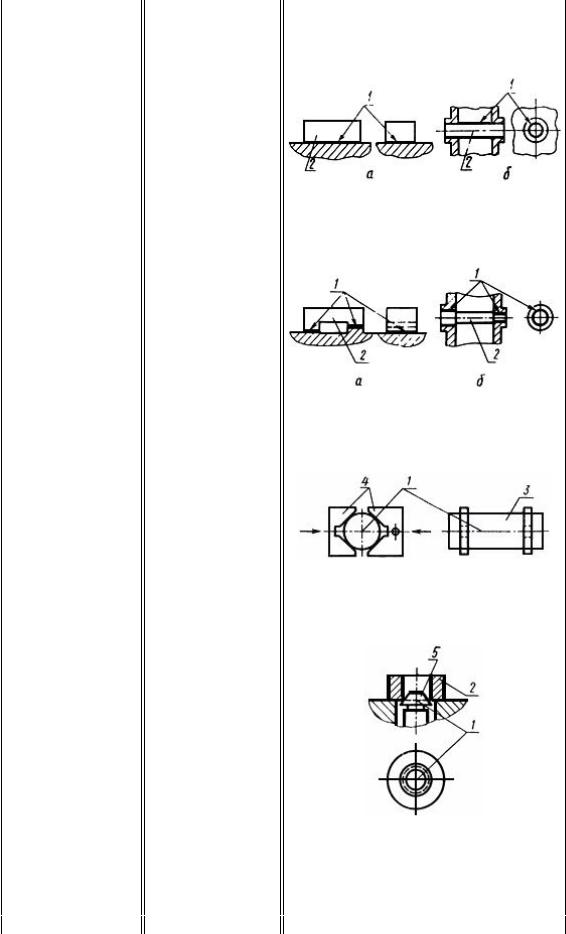
Такие базы проявляет себя только при закреплении заготовок в самоцентрирующих зажимах. Самоцентрирующими зажимами называются приспособления, в которых при закреплении заготовок, оси симметрии зажимов и заготовок совмещаются. Это достигается за счет синхронного перемещения зажимных элементов в направлении осей симметрии приспособления или за счет центрирования заготовок в самих зажимных элементах (губках) приспособлений. Примеры скрытых технологических баз при установке деталей в самоцентрирующих зажимах представлены на рис.11.8.
В самоцентрирующием устройстве, представленном на рис. 11.8; а, совмещение осей симметрии заготовки и зажимного устройства достигается за счет синхронного перемещения, т.е. одновременно и с одинаковой скоростью, навстречу друг другу зажимов в виде призм. Оси заготовки 1 и 2 после закрепления будут совмещены с осями симметрии приспособления и зажимов. Новая заготовка той же конфигурации, если не учитывать погрешностей ее размеров, формы и расположения поверхностей, займет положение предыдущей. Оси 1 и 2 будут также совпадать с вышеуказанными осями зажимного устройства. При установке цилиндрических заготовки в самоцентрирующем трехкулачковом патроне будут совмещаться оси заготовки и патрона (рис.11.8; б). Согласно ГОСТ 21495 — 76 такие оси при установке заготовок в самоцентрирующих устройствах следует принимать в качестве баз. Однако фактическое базирование осуществляется за счет контакта реальных поверхностей заготовок, которые имеют различного рода погрешности. Поэтому в реальных условиях оси заготовок с осями самоцентрирующих устройств не совпадают и скрытые базы таковыми не являются. Практическое значение скрытых баз заключается в том, что их обозначение в технологической документации указывает на необходимость закрепления заготовки в самоцентрирующем устройстве для повышения точности при механической обработке.
При образовании терминов баз (названий) признаки классификации должны располагаться в следующей последовательности: по назначению, по лишаемым степеням свободы и по характеру появления. Например: «Конструкторская основная установочная явная база», «Технологическая направляющая скрытая база», «Измерительная опорная явная база». Кроме того, в стандарте имеются следующие определения баз.
Проектная база — поверхность, выбранная при проектировании изделия, технологического процесса изготовления или ремонта этого изделия.
Действительная база — поверхность, фактическая используемая в конструкции, при изготовлении, эксплуатации и ремонте изделия.
В стандарте нет пояснений относительно этих определений. Поэтому можно предполагать, что проектная база используется при проектировании в конструкторской и технологической документации, от которой проставлены конструкторские или технологические размеры, а действительная является элементом, реального изделия.
Нестандартные базы
Рассмотренная классификация баз представлена в ГОСТ 21495 — 76. Однако в технической литературе используется еще ряд определений для баз. Часть из них уже устарела. Стандарт запрещает их использование. Например, нельзя называть конструкторскую базу сборочной, технологическую базу установочной, а измерительную базу контрольной. В то же время за рамками стандарта остались такие важные понятия как: черновая, чистовая, настроечная, проверочная и искусственная базы, которые используются в технологической практике и, следовательно, являются технологическими базами. Дополним классификацию баз ГОСТа этими понятиями.
Черновой базой называется необработанная поверхность заготовки. По ней заготовку базируют в начальной стадии обработки на первом установе или первой операции для обработки поверхностей, которые затем используются как базы на последующих операциях.
Чистовой базой называется обработанная поверхность. По ней базируют заготовку на последующих установах или операциях.
Настроечной базой называется поверхность заготовки, которая обрабатывается на данном установе и связана размером с технологической базой. По этой базе производится настройка станка для обработки на том же установе других поверхностей, связанных с ней размерами. Понятие настроечной базы используется при обработке заготовок партиями на предварительно настроенных станках. Такой вид обработки называется автоматическим получением размеров. Обработку по этому методу ведут на токарно-револьверных станках (ТРС). Общий вид этого станка показан на рис. 11.9. Станок имеет два суппорта, как у обычного универсального токарно-винторезного станка (ТВС). Продольный суппорт 1 и поперечный суппорт 2. Они работают с продольной и поперечной подачами. На поперечном суппорте установлен поворотный резцедержатель 3. Для закрепления заготовки используется патрон 4. Револьверная головка 5 размещена на суппорте 6. Поэтому этот суппорт называется револьверным. Он установлен вместо задней бабки на направляющих станины и работает только с продольной подачей. Револьверная головка представляет собой поворотное устройство на шесть позиций. Для установки режущего инструмента: резцов, сверл, зенкеров, сверл, метчиков используются оправки 7, которые закрепляются в гнездах револьверной головки. Крестовый и револьверный суппорты могут перемещаться независимо друг от друга. За счет установки на револьверной головке в одной позиции двух и более инструментов можно при обработке совмещать переходы. Например, одновременно обтачивать поверхность и сверлить отверстие.
Точность диаметральных и линейных размеров деталей при обработке на ТРС обеспечивается наладкой станка, т.е. оснащением станка необходимым режущим инструментом с установкой его в определенном положении. Точность диаметральных размеров обеспечивается мерным инструментом, сверлами, зенкерами, развертками, а также регулировкой вылета резцов, установленных на оправках. Точность линейных размеров обеспечивается ограничением хода суппортов упорами. Пример наладки токарно-револьверного станка при обработке втулки показан на рис. 11.10. Деталь зажимают в патроне 1 и обрабатывают инструментами, установленными в резцедержателе суппорта 2 и револьверной головки 3. Смена инструмента производится поворотом резцедержателя и револьверной головки.
Пример использования настроечной базы при обработке на токарно-револьверном станке рассмотрен на рис.11.11. На данном рисунке представлен чертеж детали с линейными размерами. Диаметральные размеры на чертеже не указаны. Технологический процесс механической обработки этой детали состоит из двух операций. На первой операции от прутка отрезают заготовки длиною a+Z в количестве равном партии деталей. Здесь Z — припуск на подрезку торца при последующей обработке. Вторую операцию выполняют на токарно-револьверном станке. Заготовку зажимают в самоцентрирующем трехкулачковом патроне с упором в кулачки, подрезают торец резцом, установленном в резцедержателе крестового суппорта. Остальные поверхности обрабатывают перемещением суппорта с револьверной головкой в осевом направлении, ограничивая это перемещение по упорам. В данном случае возможны два варианта настройки станка по упорам. В первом случае, для ограничения продольного хода револьверного суппорта, станок можно настроить по упорам относительно поверхности кулачка, контактирующей с установочной базой F. При такой настройке, размеры b,c,d,e, которые проставлены от поверхности C, зависят от размера a. Из-за рассеяния этого размера в пределах допуска, положение поверхности C от заготовки к заготовке будет меняться, в то время как перемещения револьверного суппорта, будут всегда постоянными, т.к. они ограничены упорами. Поэтому размеры b,c,d,e, после обработки на данном установе у каждой детали будут разными. Чтобы обеспечить точность этих размеров, станок следует настраивать по упорам относительно поверхности C. Однако, положение этой поверхности при закреплении детали в патроне с упором в поверхность F, как было отмечено ранее, меняется от заготовки к заготовке. Чтобы положение поверхности C стало вполне определенным, ее дополнительно подрезают на данном установе резцом, установленном в резцедержателе станка. Для получения размерам a резец настраивают, т.е. устанавливают в определенном положении относительно технологической базы F. Поверхность C по данному выше определению является настроечной базой. Во-первых, она обрабатывается на данном установе и связана размером с технологической базой. Во-вторых, относительно этой поверхности производится настройка станка для обработки других поверхностей, связанных с ней размерами. Строго говоря, настройка станка по упорам для получения линейных размеров производится относительно вершины резца, которым обрабатывается настроечная база. В свою очередь положение вершины резца определяется расстоянием  до опорной поверхности кулачка.
до опорной поверхности кулачка.
Пример использования настроечной базы при обработке на горизонтально-фрезерном станке рассмотрен на рис. 11.12. По чертежу необходимо обеспечить размеры h2и h3. Размер h*является справочным.Как было отмечено ранее, настроечная база должна быть связана с технологической базой и обрабатываться на одном установе с поверхностями, которые связаны с ней размерами. Поверхность A связана с технологической базой С размером h2. Поэтому её следует принять за настроечную базу. Затем она должна обрабатываться на одном установе с поверхностью В, которая связана с ней размером h. Осуществить такую обработку на горизонтально-фрезерном станке за один установ возможно блоком фрез, установленных на одной оправке. Диаметр фрез для получения размера h определяется по формуле
 .
.
Если на чертеже в качестве выполняемого размера будет указан размер h3, а размер h2 будет являться справочным, то за настроечную базу следует принять поверхность В, которая связана размером с технологической базой. Использование настроечной базы повышает точность обработки, т.к. исключает появление погрешностей размеров из-за влияния рассеяния размеров, полученных на предыдущей стадии обработки на размеры, полученные на следующей стадии. Если обрабатывать заготовку на рис 11.12 за две операции по методу автоматического получения размеров, то рассеяние размера h2в пределах допуска будет оказывать влияние на размер h, который будет получен на второй операции.
Проверочной базой называется поверхность, линия или точка заготовки, по которым производится выверка положения заготовки на станке. Выверкой называется процесс установки заготовки на станке в определенном положении. Проверочные базы используются в условиях мелкосерийного и единичного производства. Рассмотрим пример использования проверочной базы при растачивании отверстий 1 в заготовке на горизонтально-расточном станке (рис.11.13). Согласно рисунку при обработке необходимо обеспечить параллельность плоскости общей оси отверстий. Пусть поверхность предварительно обработана, но установить на нее деталь при растачивании нельзя, т.к. минимальное расстояние от плоскости стола до оси вращения шпинделя станка 2 больше, чем расстояние от плоскости до оси отверстий, т.е.  . Опустить ниже шпиндель не позволяет конструкция станка. Установка заготовки на противоположную необработанную поверхность не обеспечивает горизонтального положения поверхности из-за погрешностей формы и размеров заготовки, в то время как горизонтальное положение общей оси отверстий при растачивании обеспечивается точностью станка. Таким образом, после обработки возникает отклонение от параллельности между плоскостью и общей осью отверстий. Поэтому заготовку устанавливают на необработанную поверхность фланца. В качестве опор используются домкраты 3, которыми можно поднимать и опускать заготовку, регулируя изменением высоты домкратов, положение плоскости . В процессе выверки на поверхность устанавливают приборы контроля горизонтального положения — уровни. Поэтому эта плоскость называется проверочной базой.
. Опустить ниже шпиндель не позволяет конструкция станка. Установка заготовки на противоположную необработанную поверхность не обеспечивает горизонтального положения поверхности из-за погрешностей формы и размеров заготовки, в то время как горизонтальное положение общей оси отверстий при растачивании обеспечивается точностью станка. Таким образом, после обработки возникает отклонение от параллельности между плоскостью и общей осью отверстий. Поэтому заготовку устанавливают на необработанную поверхность фланца. В качестве опор используются домкраты 3, которыми можно поднимать и опускать заготовку, регулируя изменением высоты домкратов, положение плоскости . В процессе выверки на поверхность устанавливают приборы контроля горизонтального положения — уровни. Поэтому эта плоскость называется проверочной базой.
Искусственной базой называется поверхность, которая отсутствует у детали, но создается специально на заготовке, если нельзя или трудно использовать другие поверхности для ее надежного базирования и закрепления при обработке с заданной точностью. Пример заготовки с искусственными технологическими базами представлен на рис.8.8. В данном случае конструкция заготовки для повышения устойчивости дополнена элементами с опорными поверхностями. Искусственными технологическими базами являются центровые отверстия вала, которые при его эксплуатации не используются. Искусственные технологические базы затем могут быть удалены, если они мешают работе конструкции.
ГОСТ 21495-76 — это… Что такое ГОСТ 21495-76?
ГОСТ 21495-76 — Базирование и базы в машиностроении. Термины и определения [br] НД чинний: від 1977 01 01 Зміни: (1 II 82) Технічний комітет: Мова: Ru Метод прийняття: Кількість сторінок: 19 Код НД згідно з ДК 004: 25.020 … Покажчик національних стандартів
ГОСТ Р 50704-94 — 10 с. (3) Приборы бытовые кухонные с ручным приводом. Требования безопасности и методы испытаний раздел 97.040.50 … Указатель национальных стандартов 2013
21495 — ГОСТ 21495{ 76} Базирование и базы в машиностроении. Термины и определения. ОКС: 01.040.25 КГС: Т02 Научно технические термины Действие: С 01.01.77 Изменен: ИУС 2/82 Примечание: переиздание 1982 Текст документа: ГОСТ 21495 «Базирование и базы в… … Справочник ГОСТов
ГОСТ 2.307-2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений — Терминология ГОСТ 2.307 2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений оригинал документа: база: Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке… … Словарь-справочник терминов нормативно-технической документации
818-1 — ГОСТ Р ЕН 818 1{ 2005} Цепи стальные из круглых коротких звеньев для подъема грузов. Безопасность. Часть 1. Общие требования к приемке. ОКС: 53.020.30 КГС: Г15 Передачи зубчатые и фрикционные. Приводы и трансмиссии Действие: С 01.01.2007… … Справочник ГОСТов
издательство — 3.6 издательство: Юридически оформленное хозяйственно самостоятельное учреждение, ведущее подготовку и выпуск издательской продукции. Источник … Словарь-справочник терминов нормативно-технической документации
вертикальное смещение линии раздела — t По ГОСТ 24052 80 [ГОСТ 14934 88] Тематики оптика очковая и офтальмологическая … Справочник технического переводчика
Рингс — Рингс: пучок некалиброванных отрезков бараньих или свиных черев кольцеобразной формы, общей длиной 91,44 м, перевязанный концом последнего отрезка, пропущенным через завязку и выведенным наружу… Источник: ПРОМЫШЛЕННОСТЬ МЯСНАЯ. ПРОДУКТЫ ПИЩЕВЫЕ … Официальная терминология
основная — 3.2 основная общеобразовательная школа: Школа, организуемая как самостоятельное общеобразовательное учреждение с 1 по 9 класс включительно. Источник: ТСН 31 328 2004: Общеобразовательные школы. Республика Саха (Якутия) Смотри также родственные… … Словарь-справочник терминов нормативно-технической документации
01.040.25 — Машиностроение (Словари) ГОСТ 9.008 82 ГОСТ 9.101 2002 ГОСТ 9.102 91 ГОСТ 9.103 78 ГОСТ 9.710 84 ГОСТ 31.010.01 84 ГОСТ 2601 84 ГОСТ 2789 73 ГО … Указатель национальных стандартов 2013
ГОСТ 21495-76 — с английского на все языки
ГОСТ 21495-76 — 37 с. (6) Базирование и базы в машиностроении. Термины и определения Изменение №1/ИУС 2 1982 раздел 01.040.25 … Указатель национальных стандартов 2013
ГОСТ 21495-76 — Базирование и базы в машиностроении. Термины и определения [br] НД чинний: від 1977 01 01 Зміни: (1 II 82) Технічний комітет: Мова: Ru Метод прийняття: Кількість сторінок: 19 Код НД згідно з ДК 004: 25.020 … Покажчик національних стандартів
ГОСТ Р 50704-94 — 10 с. (3) Приборы бытовые кухонные с ручным приводом. Требования безопасности и методы испытаний раздел 97.040.50 … Указатель национальных стандартов 2013
21495 — ГОСТ 21495{ 76} Базирование и базы в машиностроении. Термины и определения. ОКС: 01.040.25 КГС: Т02 Научно технические термины Действие: С 01.01.77 Изменен: ИУС 2/82 Примечание: переиздание 1982 Текст документа: ГОСТ 21495 «Базирование и базы в… … Справочник ГОСТов
ГОСТ 2.307-2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений — Терминология ГОСТ 2.307 2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений оригинал документа: база: Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке… … Словарь-справочник терминов нормативно-технической документации
818-1 — ГОСТ Р ЕН 818 1{ 2005} Цепи стальные из круглых коротких звеньев для подъема грузов. Безопасность. Часть 1. Общие требования к приемке. ОКС: 53.020.30 КГС: Г15 Передачи зубчатые и фрикционные. Приводы и трансмиссии Действие: С 01.01.2007… … Справочник ГОСТов
издательство — 3.6 издательство: Юридически оформленное хозяйственно самостоятельное учреждение, ведущее подготовку и выпуск издательской продукции. Источник … Словарь-справочник терминов нормативно-технической документации
вертикальное смещение линии раздела — t По ГОСТ 24052 80 [ГОСТ 14934 88] Тематики оптика очковая и офтальмологическая … Справочник технического переводчика
Рингс — Рингс: пучок некалиброванных отрезков бараньих или свиных черев кольцеобразной формы, общей длиной 91,44 м, перевязанный концом последнего отрезка, пропущенным через завязку и выведенным наружу… Источник: ПРОМЫШЛЕННОСТЬ МЯСНАЯ. ПРОДУКТЫ ПИЩЕВЫЕ … Официальная терминология
основная — 3.2 основная общеобразовательная школа: Школа, организуемая как самостоятельное общеобразовательное учреждение с 1 по 9 класс включительно. Источник: ТСН 31 328 2004: Общеобразовательные школы. Республика Саха (Якутия) Смотри также родственные… … Словарь-справочник терминов нормативно-технической документации
01.040.25 — Машиностроение (Словари) ГОСТ 9.008 82 ГОСТ 9.101 2002 ГОСТ 9.102 91 ГОСТ 9.103 78 ГОСТ 9.710 84 ГОСТ 31.010.01 84 ГОСТ 2601 84 ГОСТ 2789 73 ГО … Указатель национальных стандартов 2013
ГОСТ 21495-76 — с английского на русский
ГОСТ 21495-76 — 37 с. (6) Базирование и базы в машиностроении. Термины и определения Изменение №1/ИУС 2 1982 раздел 01.040.25 … Указатель национальных стандартов 2013
ГОСТ 21495-76 — Базирование и базы в машиностроении. Термины и определения [br] НД чинний: від 1977 01 01 Зміни: (1 II 82) Технічний комітет: Мова: Ru Метод прийняття: Кількість сторінок: 19 Код НД згідно з ДК 004: 25.020 … Покажчик національних стандартів
ГОСТ Р 50704-94 — 10 с. (3) Приборы бытовые кухонные с ручным приводом. Требования безопасности и методы испытаний раздел 97.040.50 … Указатель национальных стандартов 2013
21495 — ГОСТ 21495{ 76} Базирование и базы в машиностроении. Термины и определения. ОКС: 01.040.25 КГС: Т02 Научно технические термины Действие: С 01.01.77 Изменен: ИУС 2/82 Примечание: переиздание 1982 Текст документа: ГОСТ 21495 «Базирование и базы в… … Справочник ГОСТов
ГОСТ 2.307-2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений — Терминология ГОСТ 2.307 2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений оригинал документа: база: Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке… … Словарь-справочник терминов нормативно-технической документации
818-1 — ГОСТ Р ЕН 818 1{ 2005} Цепи стальные из круглых коротких звеньев для подъема грузов. Безопасность. Часть 1. Общие требования к приемке. ОКС: 53.020.30 КГС: Г15 Передачи зубчатые и фрикционные. Приводы и трансмиссии Действие: С 01.01.2007… … Справочник ГОСТов
издательство — 3.6 издательство: Юридически оформленное хозяйственно самостоятельное учреждение, ведущее подготовку и выпуск издательской продукции. Источник … Словарь-справочник терминов нормативно-технической документации
вертикальное смещение линии раздела — t По ГОСТ 24052 80 [ГОСТ 14934 88] Тематики оптика очковая и офтальмологическая … Справочник технического переводчика
Рингс — Рингс: пучок некалиброванных отрезков бараньих или свиных черев кольцеобразной формы, общей длиной 91,44 м, перевязанный концом последнего отрезка, пропущенным через завязку и выведенным наружу… Источник: ПРОМЫШЛЕННОСТЬ МЯСНАЯ. ПРОДУКТЫ ПИЩЕВЫЕ … Официальная терминология
основная — 3.2 основная общеобразовательная школа: Школа, организуемая как самостоятельное общеобразовательное учреждение с 1 по 9 класс включительно. Источник: ТСН 31 328 2004: Общеобразовательные школы. Республика Саха (Якутия) Смотри также родственные… … Словарь-справочник терминов нормативно-технической документации
01.040.25 — Машиностроение (Словари) ГОСТ 9.008 82 ГОСТ 9.101 2002 ГОСТ 9.102 91 ГОСТ 9.103 78 ГОСТ 9.710 84 ГОСТ 31.010.01 84 ГОСТ 2601 84 ГОСТ 2789 73 ГО … Указатель национальных стандартов 2013
гост 21495-76 — с немецкого на русский
ГОСТ 21495-76 — 37 с. (6) Базирование и базы в машиностроении. Термины и определения Изменение №1/ИУС 2 1982 раздел 01.040.25 … Указатель национальных стандартов 2013
ГОСТ 21495-76 — Базирование и базы в машиностроении. Термины и определения [br] НД чинний: від 1977 01 01 Зміни: (1 II 82) Технічний комітет: Мова: Ru Метод прийняття: Кількість сторінок: 19 Код НД згідно з ДК 004: 25.020 … Покажчик національних стандартів
ГОСТ Р 50704-94 — 10 с. (3) Приборы бытовые кухонные с ручным приводом. Требования безопасности и методы испытаний раздел 97.040.50 … Указатель национальных стандартов 2013
21495 — ГОСТ 21495{ 76} Базирование и базы в машиностроении. Термины и определения. ОКС: 01.040.25 КГС: Т02 Научно технические термины Действие: С 01.01.77 Изменен: ИУС 2/82 Примечание: переиздание 1982 Текст документа: ГОСТ 21495 «Базирование и базы в… … Справочник ГОСТов
ГОСТ 2.307-2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений — Терминология ГОСТ 2.307 2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений оригинал документа: база: Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке… … Словарь-справочник терминов нормативно-технической документации
818-1 — ГОСТ Р ЕН 818 1{ 2005} Цепи стальные из круглых коротких звеньев для подъема грузов. Безопасность. Часть 1. Общие требования к приемке. ОКС: 53.020.30 КГС: Г15 Передачи зубчатые и фрикционные. Приводы и трансмиссии Действие: С 01.01.2007… … Справочник ГОСТов
издательство — 3.6 издательство: Юридически оформленное хозяйственно самостоятельное учреждение, ведущее подготовку и выпуск издательской продукции. Источник … Словарь-справочник терминов нормативно-технической документации
вертикальное смещение линии раздела — t По ГОСТ 24052 80 [ГОСТ 14934 88] Тематики оптика очковая и офтальмологическая … Справочник технического переводчика
Рингс — Рингс: пучок некалиброванных отрезков бараньих или свиных черев кольцеобразной формы, общей длиной 91,44 м, перевязанный концом последнего отрезка, пропущенным через завязку и выведенным наружу… Источник: ПРОМЫШЛЕННОСТЬ МЯСНАЯ. ПРОДУКТЫ ПИЩЕВЫЕ … Официальная терминология
основная — 3.2 основная общеобразовательная школа: Школа, организуемая как самостоятельное общеобразовательное учреждение с 1 по 9 класс включительно. Источник: ТСН 31 328 2004: Общеобразовательные школы. Республика Саха (Якутия) Смотри также родственные… … Словарь-справочник терминов нормативно-технической документации
01.040.25 — Машиностроение (Словари) ГОСТ 9.008 82 ГОСТ 9.101 2002 ГОСТ 9.102 91 ГОСТ 9.103 78 ГОСТ 9.710 84 ГОСТ 31.010.01 84 ГОСТ 2601 84 ГОСТ 2789 73 ГО … Указатель национальных стандартов 2013
ГОСТ 21495-76 Базирование и базы в машиностроении. Термины и определения
ГОСТ 21495-76*
Группа Т02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАЗИРОВАНИЕ И БАЗЫ В МАШИНОСТРОЕНИИ
Термины и определения
Zocating and bases in machine building industry. Terms and definitions
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 января 1976 г. N 199 срок введения установлен с
01.01.77
ПРОВЕРЕН в 1981 г.
* ПЕРЕИЗДАНИЕ (май 1990 г.) с Изменением N 1, утвержденным в апреле
1981 г. (ИУС 2-82)
Настоящий стандарт устанавливает применяемые в науке и технике термины и определения основных понятий базирования и баз при проектировании, изготовлении, эксплуатации и ремонте изделий машиностроения и приборостроения.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов — синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в качестве справочных и обозначены пометой «Ндп».
Встандарте в качестве справочных данных приведены эквиваленты на немецком (D) и английском (Е) языках для ряда стандартизованных терминов.
Стандартизованные термины набраны полужирным шрифтом, а недопустимые синонимы — курсивом.
Встандарте приведен алфавитный указатель содержащихся в нем терминов на русском языке и эквивалентов на немецком и английском языках.
Врекомендуемом приложении 1 приведены основные положения теории базирования; в справочном приложении 2 — распространенные схемы базирования; в справочном приложении 3 — примеры разработки схем базирования.
Термин |
| Определение |
| Примеры |
|
|
|
|
|
ОБЩИЕ ПОНЯТИЯ
1. Базирование |
| Придание |
|
|
| заготовке | или |
D. Basieren |
| изделию |
|
|
| требуемого |
|
Е. Locating |
| положения |
|
|
| относительно |
|
|
| выбранной |
|
|
| системы |
|
|
| координат |
|
|
|
|
|
2. База | Поверхность | или | База | |
| выполняющее | ту | Поверхность | |
Нд п . Базирующая | же | функцию | ||
поверхность | сочетание |
|
| |
| поверхностей, |
|
| |
D. Basis | ось, | точка, |
| |
| принадлежащая |
| ||
Е. Base | заготовке | или |
| |
| изделию |
| и |
|
| используемая для |
| ||
| базирования |
|
| |
|
|
|
| Сочетание поверхностей |
Ось
Точка
1 — база; 2 — деталь; 3 — заготовка; 4 — губки самоцентрирующих тисков; 5 — центрирующий конус приспособления
3. Проектная база |
| База, выбранная |
|
| |||
|
|
| при |
|
|
|
|
D. | Projektierte |
| проектировании |
|
| ||
Basis |
|
| изделия, |
|
|
|
|
|
|
| технологического |
|
| ||
Е. Design base |
| процесса |
|
|
|
| |
|
|
| изготовления | или |
|
| |
|
|
| ремонта | этого |
|
| |
|
|
| изделия |
|
|
|
|
4. |
|
| База, фактически |
|
| ||
|
|
|
| ||||
|
|
|
| ||||
Действительная |
| используемая | в |
|
| ||
база |
|
| конструкции, |
| при |
|
|
|
|
| изготовлении, |
|
|
| |
D | . |
| эксплуатации или |
|
| ||
Basis |
|
| ремонте изделия |
|
| ||
Е. Practical base |
|
|
|
|
|
| |
5. Комплект баз |
| Совокупность |
|
| Комплект баз призматической | ||
|
|
| |||||
|
|
| трех |
| баз, |
| детали |
D. Basensatz |
| образующих |
|
|
|
| |
|
|
| систему |
|
|
|
|
E. Set of bases |
| координат |
|
|
|
| |
|
|
| заготовки |
| или |
|
|
|
|
| изделия |
|
|
|
|
I, II, III — базы детали
9 . Погрешность Отклонение базирования фактически достигнутого
D.Fehler beim положения
Basieren |
| заготовки | или | |
|
| изделия |
| при |
E. Error of locating |
| базировании | от | |
|
| требуемого |
| |
10. Закрепление |
| Приложение сил и | ||
| ||||
|
| пар | сил | к |
D. Spannen |
| заготовке | или | |
|
| изделию |
| для |
E. Clamping |
| обеспечения |
| |
|
| постоянства | их | |
|
| положения, |
| |
|
| достигнутого | при | |
|
| базировании |
| |
11. Установка |
| Базирования | и | |
| ||||
| ||||
|
| закрепления |
| |
D. Einspannung |
| заготовки | или | |
E. Setting-up |
| изделия |
|
|
|
|
|
| |
|
|
|
|
|
1 2 . Погрешность Отклонение
установки фактически достигнутого
D.Fehler der положения
Einspannung | заготовки | или |
| изделия | при |
E. Setting error | установке | от |
| требуемого |
|
Виды баз по назначению
13. |
| База, |
|
|
Конструкторская |
| используемая для | ||
база |
| определения |
| |
|
| положения детали | ||
Н д п . Сборочная |
| или | сборочной | |
база |
| единицы | в | |
D. |
| изделии |
| |
|
|
|
| |
Konstruktionsbasis |
|
|
|
|
Е. Assembly base |
|
|
|
|
|
|
|
|
|
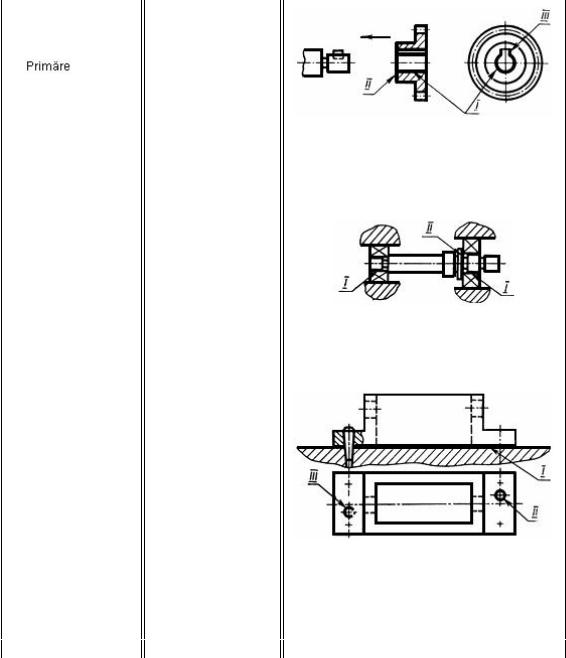
14 . Основная Конструкторская
база |
| база | данной | |
|
| детали |
| или |
D. | Basis | сборочной |
|
|
|
| единицы, |
|
|
Е. Main base | используемая для | |||
|
| определения | их | |
|
| положения |
| в |
|
| изделии |
| I, II, III — комплект основных баз |
|
|
|
| шестерни |
I, II — основные базы вала
I, II, III — комплект основных баз корпусной детали.
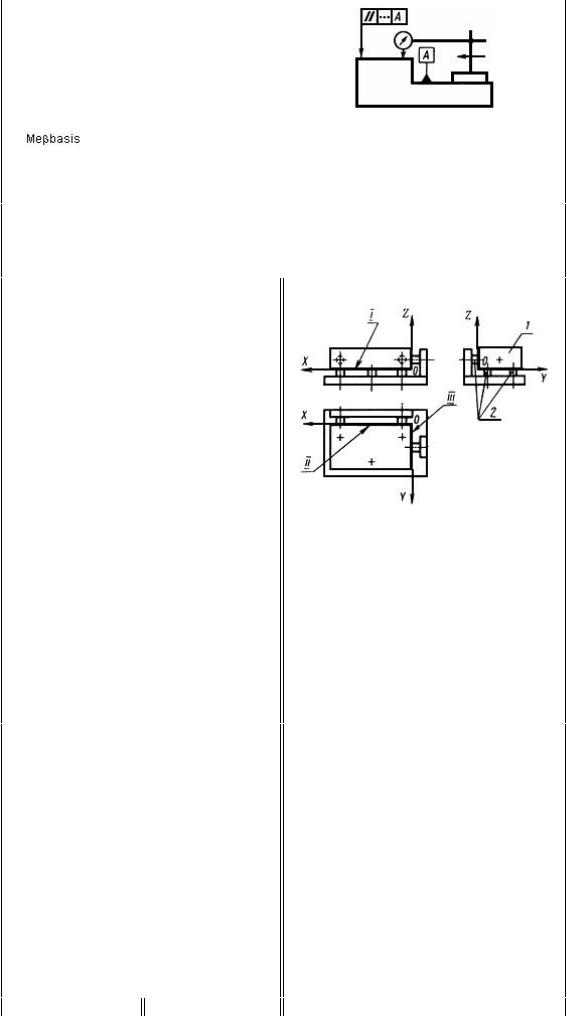
17. |
| База, |
|
|
|
Измерительная |
| используемая для |
|
| |
база |
| определения |
|
|
|
|
| относительного |
|
| |
Ндп. Контрольная |
| положения |
|
|
|
база |
| заготовки | или |
|
|
|
| изделия | и |
|
|
D. |
| средств |
|
| А — измерительная база детали. |
|
| измерения |
|
| |
Е. Measuzing base |
|
|
|
| |
|
|
|
|
| |
|
|
|
|
|
|
По лишаемым степеням свободы
1 8 . Установочная |
| База, |
|
|
база |
| используемая для | ||
|
| наложения | на | |
D. Auflagebasis |
| заготовку | или | |
|
| изделие | связей, | |
Е. Setting base |
| лишающих их трех | ||
|
| степеней |
| |
|
| свободы | — | |
|
| перемещения | ||
|
| вдоль |
| одной |
|
| координатной оси | ||
|
| и | поворотов | |
|
| вокруг двух других | ||
|
| осей |
|
|
|
|
|
|
|
19. |
| База, |
|
|
Направляющая |
| используемая для | ||
база |
| наложения | на | |
|
| заготовку | или | |
D. Anlagebasis |
| изделие |
| связей, |
|
| лишающих | их: | |
Е. Guiding base |
| двух | степеней | |
|
| свободы |
| — |
|
| перемещения | ||
|
| вдоль |
| одной |
|
| координатной оси | ||
|
| и поворота вокруг | ||
|
| другой оси |
| |
|
|
|
|
|
законов Узбекистана | Официальная нормативная библиотека — ГОСТ 21495-76
Продукт входит в следующие классификаторы:
Стандарты на трубопроводную арматуру (ТПА) » 10. Производство » 10.2 Заготовки (поковки, штамповки, прокат, отливки и др.) »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Т0 Общие технические и метрологические термины, обозначения и значения » T02 Научно-технические условия »
Ссылка на документ:
ГОСТ 2.307-2011: Единая система конструкторской документации. Чертеж размеров и предельных отклонений
ГОСТ 23505-79 — Обработка абразивная. Термины и определения
ГОСТ 23887-79 — Сборка. Термины и определения
ГОСТ 3.1109-82 — Единая система технологической документации. Термины и определения основных понятий
Р 50-54-101-88 — Рекомендации. Методы расчета основных показателей промышленных роботов
Р 50-54-85-88 — Рекомендации.Проектирование роботизированных технологических процессов
РД 50-534-85 — Методические указания. Система стандартов на оснастку. Приспособления к металлорежущим станкам. Информационно-поисковая система по выбору. Информационный массив оборудованных технологических операций. Правила формирования
РД 50-635-87 — Методические указания. Размерная цепочка. Базовые концепции. Методы расчета линейных и угловых цепей.
Клиентов, которые просматривали этот товар, также просматривали:
|
ЗАКАЗАТЬ ПРОСТО!
UzbekistanLaws.com — лидирующая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
Мы ведем базу данных, содержащую более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет отправить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
,RussianGost | Официальная нормативная библиотека — ГОСТ 21495-76
Продукт входит в следующие классификаторы:
Стандарты на трубопроводную арматуру (ТПА) » 10. Производство » 10.2 Заготовки (поковки, штамповки, прокат, отливки и др.) »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Т0 Общие технические и метрологические термины, обозначения и значения » T02 Научно-технические условия »
Ссылка на документ:
ГОСТ 2.307-2011: Единая система конструкторской документации. Чертеж размеров и предельных отклонений
ГОСТ 23505-79 — Обработка абразивная. Термины и определения
ГОСТ 23887-79 — Сборка. Термины и определения
ГОСТ 3.1109-82 — Единая система технологической документации. Термины и определения основных понятий
Р 50-54-101-88 — Рекомендации. Методы расчета основных показателей промышленных роботов
Р 50-54-85-88 — Рекомендации.Проектирование роботизированных технологических процессов
РД 50-534-85 — Методические указания. Система стандартов на оснастку. Приспособления к металлорежущим станкам. Информационно-поисковая система по выбору. Информационный массив оборудованных технологических операций. Правила формирования
РД 50-635-87 — Методические указания. Размерная цепочка. Базовые концепции. Методы расчета линейных и угловых цепей.
Клиентов, которые просматривали этот товар, также просматривали:
|
ЗАКАЗАТЬ ПРОСТО!
RussianGost.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
Мы ведем базу данных, содержащую более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет отправить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
,Законы Беларуси | Официальная нормативная библиотека — ГОСТ 21495-76
Продукт входит в следующие классификаторы:
Стандарты на трубопроводную арматуру (ТПА) » 10. Производство » 10.2 Заготовки (поковки, штамповки, прокат, отливки и др.) »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Т0 Общие технические и метрологические термины, обозначения и значения » T02 Научно-технические условия »
Ссылка на документ:
ГОСТ 2.307-2011: Единая система конструкторской документации. Чертеж размеров и предельных отклонений
ГОСТ 23505-79 — Обработка абразивная. Термины и определения
ГОСТ 23887-79 — Сборка. Термины и определения
ГОСТ 3.1109-82 — Единая система технологической документации. Термины и определения основных понятий
Р 50-54-101-88 — Рекомендации. Методы расчета основных показателей промышленных роботов
Р 50-54-85-88 — Рекомендации.Проектирование роботизированных технологических процессов
РД 50-534-85 — Методические указания. Система стандартов на оснастку. Приспособления к металлорежущим станкам. Информационно-поисковая система по выбору. Информационный массив оборудованных технологических операций. Правила формирования
РД 50-635-87 — Методические указания. Размерная цепочка. Базовые концепции. Методы расчета линейных и угловых цепей.
Клиентов, которые просматривали этот товар, также просматривали:
|
ЗАКАЗАТЬ ПРОСТО!
BelarusLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
Мы ведем базу данных, содержащую более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет отправить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
,законов Казахстана | Официальная нормативная библиотека — ГОСТ 21495-76
Продукт входит в следующие классификаторы:
Стандарты на трубопроводную арматуру (ТПА) » 10. Производство » 10.2 Заготовки (поковки, штамповки, прокат, отливки и др.) »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.040 Словари » 01.040.25 Машиностроение (Словари) »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Т0 Общие технические и метрологические термины, обозначения и значения » T02 Научно-технические условия »
Ссылка на документ:
ГОСТ 2.307-2011: Единая система конструкторской документации. Чертеж размеров и предельных отклонений
ГОСТ 23505-79 — Обработка абразивная. Термины и определения
ГОСТ 23887-79 — Сборка. Термины и определения
ГОСТ 3.1109-82 — Единая система технологической документации. Термины и определения основных понятий
Р 50-54-101-88 — Рекомендации. Методы расчета основных показателей промышленных роботов
Р 50-54-85-88 — Рекомендации.Проектирование роботизированных технологических процессов
РД 50-534-85 — Методические указания. Система стандартов на оснастку. Приспособления к металлорежущим станкам. Информационно-поисковая система по выбору. Информационный массив оборудованных технологических операций. Правила формирования
РД 50-635-87 — Методические указания. Размерная цепочка. Базовые концепции. Методы расчета линейных и угловых цепей.
Клиентов, которые просматривали этот товар, также просматривали:
|
ЗАКАЗАТЬ ПРОСТО!
KazakhstanLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
Мы ведем базу данных, содержащую более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет отправить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
,