Как сделать матрицу для стекловолокна: Матрица из стеклопластика. Изготовление матрицы бампера. — BOSSCAR.RU
Матрица из стеклопластика. Изготовление матрицы бампера. — BOSSCAR.RU
Пластилиновый макет — это какая-то недоматериализованная мысль. Уже можно потрогать, но нельзя пользоваться. Причем, пластилин при нагреве и остывании деформируется. Поэтому стоит поторопиться закрепить его стеклопластиком.
Поменять серийный руль на руль с тюнингом (анатомия + кожа)
Мне известны три способа ручного изготовления деталей из стеклопластика ( пластмассы, упрочненной стекловолокном). Но, если мы хотим повторить наше изделие, то нам не обойтись без промежуточного этапа-изготовления матрицы.
Матрица из стекловолокна это такая же деталь, только “вывернутая наизнанку” (лицевой поверхностью внутрь). Внутренняя поверхность матрицы копирует форму поверхности пластилиновой модели. Поэтому деталь, “склеенная” в матрице, будет точной копией нашей модели.
Такую сложную форму, как кузов автомобиля, необходимо разделить на фрагменты, для того, чтобы матрица получилась разборной. Мы ведь не хотим ее резать, вытаскивая деталь? Фрагменты матрицы должны скрепляться между собой, образуя общую внутреннюю поверхность. Для этого по контуру каждого фрагмента матрицы делают отвороты наружу- фланцы. Фланцы соседних фрагментов скрепляют болтами.
Еще на этапе проектирования тюнинга стоит подумать о сложности его изготовления. А уж во время ваяния модели из пластилина, мысль о матрице должна дисциплинировать разгулявшуюся фантазию.
01. В случае с Copen, я рискнул обойтись одним разъемом по контуру капота. В пластилине ставить опалубку разъема сравнительно просто. Для этого продираем борозду и загоняем в нее полосу оргалита ( жести, фольги, картона, ПВХ, пластилина).
Процесс контактного формования стеклопластика тюнингеры часто называют клейкой. Возможно, причиной тому чей-то неудачный опыт “ приклеивания” полиэфирной смолы к модели или матрице с печальными последствиями… Поэтому, перед формовкой стеклопластика на поверхность модели или матрицы необходимо нанести разделительный слой.
02. Изготовление любой матрицы желательно начинать с нанесения гелькоута (специальной густой смолы с наполнителем). Специалисты-технологи рекомендуют использовать дорогие профессиональные матричные гели, а наши колдуны обвеса превращают в гелькоут обычную полиэфирку мешая ее с чем- попало (тальк, цемент, сажа, алюминиевая пудра). Гелькоут наносится на модель тонким слоем плоской кистью или из малярного пистолета. Сразу замечу, что надо научиться работать быстро, так как смола доходит до желеобразного состояния за 20-40 минут.
03.На затвердевшую пленку гелькоата послойно, с промежуточной выдержкой на полимеризацию (“сушку”) наносим 1слой стекломата марки 300 и 3 слоя стекломата марки 600 с пропиткой полиэфирной смолой. Каждый затвердевший слой зашкуриваем наждачной бумагой. (Когда такие материалы как стекломат недоступны, можно использовать стеклоткань и стеклорогожу на последние слои).
04, 05. Для того, чтобы избежать деформаций, я решил усилить матрицу капота. Шаблон из картона перенес на лист фанеры и выпилил две одинаковые полосы, нижним краем повторяющие форму матрицы капота. Теперь приформовываем усилители к матрице капота полоской стекломата 600 (или стеклотканью).
06. Перед съемом матрицы, главное, не забыть просверлить монтажные отверстия во фланцах. Я задаю расстояние между отверстиями 15см под болт М8 поближе к углу фланца.
07. И вот, наступил торжественный момент первого съема. В этом мероприятии полезно участие крепких парней и применение макетной смекалки. Мне, например, часто помогает маленький домкрат. Снятую матрицу капота очищаем от остатков модели и подрезаем фланцы по контуру.
08. На гелькоате матрицы капота заметны шероховатости и неровности- отпечатки поверхности пластилина модели. При нагревании гелькоата феном кое-где надуваются пузырьки- это скрытые раковины. Все эти дефекты устраняются при помощи ножа, наждачной бумаги и шпаклевки.
При нагревании гелькоата феном кое-где надуваются пузырьки- это скрытые раковины. Все эти дефекты устраняются при помощи ножа, наждачной бумаги и шпаклевки.
09. После съема матрицы капота, я очищаю подкапотное пространство от остатков модели. Теперь у меня открылся доступ к местам крепления на кузове “родных” крыльев и решетки радиатора. На этих же местах я планирую закрепить свои новые детали. Я вылепливаю пластилином форму фланцев новой решетки радиатора и крыльев, отмечая канавками точки их крепления на кузове.
Естественно, что изготовление дополнительной съемной детали матрицы фланцев было предусмотрено заранее.
10. Предварительно обработав разделителем поверхности для формовки, выклеиваем матрицу фланцев в том же порядке что и всю матрицу. Перед съемом матрицы не забываем сверлить монтажные отверстия во фланцах новой детали!
11. Готовую деталь аккуратно снимаем, обрезаем и, при необходимости, дорабатываем шпаклевкой и наждачной бумагой.
13. Когда матрица сдвинулась, ее можно снимать руками. Как правило, матрица отваливается вместе с кусками пластилина, пенопласта, ДСП и оргалита. Потом все это приходится выковыривать, счищать скребками, отмывать керосином.
14.Очищенную внутреннюю поверхность матрицы мы также как и матрицу капота проверяем на наличие пузырей, раковин, сколов и других дефектов. Выступающие на рабочей поверхности матрицы неровности, сошкуриваем наждачной бумагой. Большие раковины шпаклюем, маленькие (на черновой матрице, как в нашем случае) можно оставить. По секрету скажу, что матрицу, рассчитанную на один съем, я вообще “шпаклюю” пластилином.
Выступающие на рабочей поверхности матрицы неровности, сошкуриваем наждачной бумагой. Большие раковины шпаклюем, маленькие (на черновой матрице, как в нашем случае) можно оставить. По секрету скажу, что матрицу, рассчитанную на один съем, я вообще “шпаклюю” пластилином.
15. Чистую и обрезанную по краям матрицу крыльев с бампером и решеткой радиатора лучше сразу соединить с матрицей капота болтами. Матрица в сборе меньше подвержена деформации чем отдельные фрагменты. Надо помнить о том, что стеклопластик, как и любая другая пластмасса, со временем “течет”, скручивается и провисает под воздействием температурных колебаний и напряженного состояния. Поэтому хранить матрицу рекомендуют в собранном виде и естественном для нее положении.
Созерцание готовой матрицы успокаивает. Глядя на форму, заключенную в матрице, понимаешь, что дело сделано. Склеить по матрице детали- дело техники, хотя и здесь есть свои тонкости.
Статьи о тюнинге: «Горбатый дизайн» часть 2, автор: Михаил Романов, публиковалась в журнале «Тюнинг Автомобилей» №05, 2007 http://www.tuningauto.ru/
Как сделать матрицу для стекловолокна
Матрица из стеклопластика
Пластилиновый макет – это какая-то недоматериализованная мысль. Уже можно потрогать, но нельзя пользоваться. Причем, пластилин при нагреве и остывании деформируется. Поэтому стоит поторопиться закрепить его стеклопластиком. Мне известны три способа ручного изготовления деталей из стеклопластика (пластмассы, упрочненной стекловолокном). Но, если мы хотим повторить наше изделие, то нам не обойтись без промежуточного этапа — изготовления матрицы.
Матрица из стекловолокна это такая же деталь, только “вывернутая наизнанку” (лицевой поверхностью внутрь). Внутренняя поверхность матрицы копирует форму поверхности пластилиновой модели. Поэтому деталь, “склеенная” в матрице, будет точной копией нашей модели.
Такую сложную форму, как кузов автомобиля, необходимо разделить на фрагменты, для того, чтобы матрица получилась разборной. Мы ведь не хотим ее резать, вытаскивая деталь? Фрагменты матрицы должны скрепляться между собой, образуя общую внутреннюю поверхность. Для этого по контуру каждого фрагмента матрицы делают отвороты наружу — фланцы. Фланцы соседних фрагментов скрепляют болтами.
Еще на этапе проектирования тюнинга стоит подумать о сложности его изготовления. А уж во время ваяния модели из пластилина, мысль о матрице должна дисциплинировать разгулявшуюся фантазию.
Процесс контактного формования стеклопластика тюнингеры часто называют клейкой. Возможно, причиной тому чей-то неудачный опыт “приклеивания” полиэфирной смолы к модели или матрице с печальными последствиями… Поэтому, перед формовкой стеклопластика на поверхность модели или матрицы необходимо нанести разделительный слой. Разделителем может быть воск, разведенный в скипидаре, полироль для паркета, автомобильная тефлоновая полироль или профессиональные термостойкие воски.
2. Изготовление любой матрицы желательно начинать с нанесения гелькоута (специальной густой смолы с наполнителем). Специалисты-технологи рекомендуют использовать дорогие профессиональные матричные гели, а наши колдуны обвеса превращают в гелькоут обычную полиэфирку мешая ее с чем-попало (тальк, цемент, сажа, алюминиевая пудра). Гелькоут наносится на модель тонким слоем плоской кистью или из малярного пистолета. Сразу замечу, что надо научиться работать быстро, так как смола доходит до желеобразного состояния за 20-40 минут.3. На затвердевшую пленку гелькоута послойно, с промежуточной выдержкой на полимеризацию (“сушку”) наносим 1 слой стекломата марки 300 и 3 слоя стекломата марки 600 с пропиткой полиэфирной смолой. Каждый затвердевший слой зашкуриваем наждачной бумагой. (Когда такие материалы как стекломат недоступны, можно использовать стеклоткань и стеклорогожу на последние слои).4, 5. Для того, чтобы избежать деформаций, я решил усилить матрицу капота. Шаблон из картона перенес на лист фанеры и выпилил две одинаковые полосы, нижним краем повторяющие форму матрицы капота. Теперь приформовываем усилители к матрице капота полоской стекломата 600 (или стеклотканью).6. Перед съемом матрицы, главное, не забыть просверлить монтажные отверстия во фланцах. Я задаю расстояние между отверстиями 15 см под болт М8 поближе к углу фланца.7. И вот, наступил торжественный момент первого съема. В этом мероприятии полезно участие крепких парней и применение макетной смекалки. Мне, например, часто помогает маленький домкрат. Снятую матрицу капота очищаем от остатков модели и подрезаем фланцы по контуру.
Каждый затвердевший слой зашкуриваем наждачной бумагой. (Когда такие материалы как стекломат недоступны, можно использовать стеклоткань и стеклорогожу на последние слои).4, 5. Для того, чтобы избежать деформаций, я решил усилить матрицу капота. Шаблон из картона перенес на лист фанеры и выпилил две одинаковые полосы, нижним краем повторяющие форму матрицы капота. Теперь приформовываем усилители к матрице капота полоской стекломата 600 (или стеклотканью).6. Перед съемом матрицы, главное, не забыть просверлить монтажные отверстия во фланцах. Я задаю расстояние между отверстиями 15 см под болт М8 поближе к углу фланца.7. И вот, наступил торжественный момент первого съема. В этом мероприятии полезно участие крепких парней и применение макетной смекалки. Мне, например, часто помогает маленький домкрат. Снятую матрицу капота очищаем от остатков модели и подрезаем фланцы по контуру.8. На гелькоуте матрицы капота заметны шероховатости и неровности — отпечатки поверхности пластилина модели. При нагревании гелькоута феном кое-где надуваются пузырьки — это скрытые раковины. Все эти дефекты устраняются при помощи ножа, наждачной бумаги и шпаклевки.
9. После съема матрицы капота, я очищаю подкапотное пространство от остатков модели. Теперь у меня открылся доступ к местам крепления на кузове “родных” крыльев и решетки радиатора. На этих же местах я планирую закрепить свои новые детали. Я вылепливаю пластилином форму фланцев новой решетки радиатора и крыльев, отмечая канавками точки их крепления на кузове.Естественно, что изготовление дополнительной съемной детали матрицы фланцев было предусмотрено заранее.
10. Предварительно обработав разделителем поверхности для формовки, выклеиваем матрицу фланцев в том же порядке что и всю матрицу. Перед съемом матрицы не забываем сверлить монтажные отверстия во фланцах новой детали!
11. Готовую деталь аккуратно снимаем, обрезаем и, при необходимости, дорабатываем шпаклевкой и наждачной бумагой.12. Никогда нельзя быть полностью уверенным в успехе мероприятия по съему большой и сложной матрицы. Почему-то всегда хочется поскорее оторвать ее от модели. Но, в спешке можно повредить матрицу. Поэтому, сначала необходимо отделить края матрицы по всему контуру от поверхности кузова и модели. Затем, аккуратно, при помощи деревянных клиньев и линеек постараться оттянуть края матрицы. Если есть точка опоры, то можно воспользоваться домкратом. Но в любом случае нужно быть готовым к тому, что матрица может треснуть и что пластилиновая модель будет разрушена.13. Когда матрица сдвинулась, ее можно снимать руками. Как правило, матрица отваливается вместе с кусками пластилина, пенопласта, ДСП и оргалита. Потом все это приходится выковыривать, счищать скребками, отмывать керосином.
Готовую деталь аккуратно снимаем, обрезаем и, при необходимости, дорабатываем шпаклевкой и наждачной бумагой.12. Никогда нельзя быть полностью уверенным в успехе мероприятия по съему большой и сложной матрицы. Почему-то всегда хочется поскорее оторвать ее от модели. Но, в спешке можно повредить матрицу. Поэтому, сначала необходимо отделить края матрицы по всему контуру от поверхности кузова и модели. Затем, аккуратно, при помощи деревянных клиньев и линеек постараться оттянуть края матрицы. Если есть точка опоры, то можно воспользоваться домкратом. Но в любом случае нужно быть готовым к тому, что матрица может треснуть и что пластилиновая модель будет разрушена.13. Когда матрица сдвинулась, ее можно снимать руками. Как правило, матрица отваливается вместе с кусками пластилина, пенопласта, ДСП и оргалита. Потом все это приходится выковыривать, счищать скребками, отмывать керосином.14. Очищенную внутреннюю поверхность матрицы мы также как и матрицу капота проверяем на наличие пузырей, раковин, сколов и других дефектов. Выступающие на рабочей поверхности матрицы неровности, зашкуриваем наждачной бумагой. Большие раковины шпаклюем, маленькие (на черновой матрице, как в нашем случае) можно оставить. По секрету скажу, что матрицу, рассчитанную на один съем, я вообще “шпаклюю” пластилином.
15. Чистую и обрезанную по краям матрицу крыльев с бампером и решеткой радиатора лучше сразу соединить с матрицей капота болтами. Матрица в сборе меньше подвержена деформации чем отдельные фрагменты. Надо помнить о том, что стеклопластик, как и любая другая пластмасса, со временем “течет”, скручивается и провисает под воздействием температурных колебаний и напряженного состояния. Поэтому хранить матрицу рекомендуют в собранном виде и естественном для нее положении.
Созерцание готовой матрицы успокаивает. Глядя на форму, заключенную в матрице, понимаешь, что дело сделано. Склеить по матрице детали- дело техники, хотя и здесь есть свои тонкости.
Журнал «Тюнинг Автомобилей» №05, 2007 «Горбатый дизайн» часть 2, автор: Михаил Романов.
Матрицы для стеклопластика и болваны для матриц: технология изготовления
Серийное и мелкосерийное производство, связанное с отливкой изделий, начинается с изготовления болвана и матрицы. Это один из самых ответственных этапов, так как от качества изделия будет зависеть качество каждого следующего конечного продукта. Матрицы из стеклопластика подходят для отливки изделий ручным способом, а также холодного прессования.
Болваны для стеклопластиковых матриц полностью повторяют форму будущего изделия. Заказать болванки из МДФ, дерева, пластика — вы можете у нас.
Матрицы из стеклопластика: этапы изготовления
Самым первым этапом становится создание болван-матрицы или болван-формы (об этом мы расскажем ниже). По готовому болвану изготавливается матрица. Для формы используют стеклопластик или углепластик и специальные матричные гелькоуты.
После финишной обработки болвана, в том числе нанесения восков при необходимости, начинается процесс изготовления матрицы. Гелькоут можно наносить двумя способами:
- Ручным – кистью;
- Методом напыления – с использованием чашечного пульверизатора;
Матричный гелькоут наносится в несколько этапов, слоями разной толщины, обязательно выдерживается до состояния готовность «на отлип». После обработки ровингом или склеивающей пастой, начинается укладка матричного стеклопластикового ламината.
Важно стекломаты укладывать без неровностей и пузырей воздуха. Для этого при необходимости используют предварительный раскрой матов. Каждый слой покрывается специальными полиэфирными смолами.
Еще один важный этап – нанесение армирующего слоя, который обеспечит необходимую прочность и жесткость матрицы, сделает ее устойчивой на изгиб и разрыв, исключит возможность деформации в результате использования. Отлитая матрица обязательно шлифуется и полируется, чтобы убрать даже микроскопические шероховатости и неровности, а затем наносится разделитель – условно постоянный слой, который поможет относительно легко вынимать из матрицы готовые детали.
Отлитая матрица обязательно шлифуется и полируется, чтобы убрать даже микроскопические шероховатости и неровности, а затем наносится разделитель – условно постоянный слой, который поможет относительно легко вынимать из матрицы готовые детали.
Для удобства и долгого срока службы матрицы из стеклопластика, в зависимости от формы и способа заливки, оснащают ушками, выемками, ручками, ножками, что обеспечивает аккуратную эксплуатацию и долговечное использование.
Болван матрица:
Чтобы изготовить любую матрицу — необходим болван для нее. Это прототип будущего изделия, в точности повторяющий его форму. При этом качество болвана должно быть очень высокое. Погрешности в размерах, форме, а также неровности и шероховатости поверхности — недопустимы.
Болван-матрица изготавливается либо из того же материала, что и конечное изделие, но чаще всего создается из любого чернового материала. Например, для изготовления матричных болванов нередко используют:
После финишной обработки болваны для матрицы обязательно шпатлюются, красятся и покрываются специальными лаками. Это необходимо для создания идеально гладкой непористой поверхности, что обеспечит глянцевую поверхность изделия и исключит возникновение эффекта «закипания».
Для создания сложных болванов используются фрезерные станки с ЧПУ (числовым программным управлением), которые позволяют создавать точные копии с минимальной погрешностью по размерам, при этом работают с различными материалами.
Где заказать?
Наша компания вот уже почти 15 лет работает на рынке резки и фрезеровки, мы располагаем современной технической базой, высокотехнологичными фрезерными ЧПУ-станками и опытным персоналом. Принимаем заказы на изготовление мастер-моделей для литья и болванов для матриц. Работаем преимущественно с деревом, МДФ, пенополистиролом и пластиком.
- создание 3д модели будущего изделия,
- вырезание на станке болван матрицы (или его деталей при необходимости сборки модели),
- доведение готового изделия до финишного результата (шлифовка, лакировка, покрытие специальными материалами – при необходимости и пожеланиях заказчика).


Сотрудничаем как с частными лицами, так и с корпоративными клиентами. К нам нередко обращаются для изготовления болванов для создания матриц, которые в дальнейшем будут использоваться при производстве катеров, запчастей автомобилей и другой техники.
Уточнить условия работы, сроки выполнения заказа, цены — можно связавшись с нами по телефону: +7 812 336-36-76.
Наше производство расположено в Санкт-Петербурге, но с работаем с клиентами из разных регионов, отправляя заказы посредством транспортных компаний.
0 0 голос
Рейтинг статьи
Бампер из стекловолокна своими руками
Мужские руки не для скуки, особенно у автомобилистов. Им всегда хочется улучшить, сделать красивее и презентабельнее свою «ласточку». Что же, если руки на месте, то почему бы не заняться усовершенствованием своего автомобиля. А к тому же, если не дай бог был поврежден бампер, в неравной борьбе с нашими дорогами или другой машиной. Тогда ему точно прямой путь в гараж, где ему вернут прежний вид или даже сделают красивый тюнинг.
Наша статья будет посвящена тому, как сделать бампер из стеклоткани (стекловолокна) своими руками. Процесс это сложный и длительный, поэтому тот, кто хочет сделать это быстро пусть оставит надежды, так как технологический процесс и аккуратность потребуют своего. В противном случае, лучше вообще отказаться от затеи сделать бампер из стеклоткани своими руками. Благо в крупных городах имеются автоателье, которые могут взяться за такую работу, сделать все по вашему вкусу.
Итак, у нас имеется бампер, который нам предстоит заменить на стеклопластиковый, с некоторыми доработками.
Бампер, в итоге, должен стать вот таким. Так скажем это скетч, эскиз, дизайнерский проект. Именно такой проект должен возникнуть у каждого в начале работы над бампером.
Все работы будут проводиться в гараже. Снимаем наш бампер с машины. Заводской (штатный) бампер послужит хорошей основой для дальнейшей модернизации.
«Болгаркой» срезаются пришедшие в негодность проемы для «противотуманок» и нижняя поврежденная кромка бампера.
Вся поверхность бампера оклеивается малярным скотчем, в который втирается теплый пластилин.
Затем вываливается масса холодного пластилина, который приминается руками или шпателем, или другим приспособлением, и выравнивается. Иногда для получения матрицы используют и монтажную пену. Ее наносят на бампер, а затем обрабатывают, срезая лишнее. Но по нашему мнению, с пеной работать сложнее.
Пластилином накрывается те области, которые в дальнейшем подвергнуться изменениям. Верхняя часть бампера обклеивается скотчем. Далее на нем мы произведем маркировку линий и сверку форм бампера.
Малярным скотчем делается шаблон этой же формы и переноситься на другой край бампера.
Далее идет окончательная доводка лицевой части бампера, подгоняются пропорции и линии бампера. Уточняется кривизна поверхностей, и контур всей поверхности. Углы сопряжения должны быть четкими и острыми.
Затем на скотче маркируются линии, расположенными на расстоянии 10-15 см. Это делается для того, чтобы форма готовой стороны бампера была в точности перенесена на другую его сторону. Конфигурация сечений делается с помощью специальных линеек с подвижными спицами, или простым картоном -лекалами.
Полученный профиль переноситься на другую сторону бампера, и выравнивается в соответствии с ним (на фото видно, что появились корректирующие канавки, в соответствии с размерами противоположной стороны бампера. По ним будет выведен новый профиль формы бампера. Снят слой лишнего пластилина.)
Здесь необходимо терпение и точность.
Далее, с помощью малярного скотча, снимается шаблон нижнего края бампера, с готовой стороны, и прикладываем к другой стороне, точно сопрягая по нижнему краю бампера.
Используя шаблон вылепливаются отверстия под противотуманки. Поставив бампер в правильное положения оцениваете точность расположения отверстий и общую симметричность бампера.
И заключительный этап – это скругление острых углов, которые использовались для сопряжения поверхностей.
Модель готова для формования матрицы бампера из стеклопластика. Матрицу изготавливают для того, чтобы по ней сделать бампер. Если мы изготовим бампер сразу, используя данный доработанный бампер, то наверняка не угадаем с посадочными местами, так как стеклоткань будущего бампера будет несколько отличаться от оригинала, будет незначительно больше. В итоге, наш бампер не встанет на место, и мы не добьемся желаемого результата. Итак, вначале делаем матрицу, а затем в нее закладываем наш будущий бампер из стеклопластика, но обо всем по порядку.
Изготовление матрицы для бампера из стеклопластика (стекловолокна, стеклоткани)
При изготовлении матрицы одной из главных технологических поверхностей является фланец. Фланец является своеобразной съемной деталью, применяемой для облегчения закладки и выемки стеклопластикового бампера из матрицы. Для изготовления фланца, выполняется дополнительный скос на концах бампера, шириной 5-7 см. Он является продолжением бампера на его концах и расположен под углом порядка 30 градусов наружу относительно формы матрицы.
На матрицу наносят три слоя тефлоновой полироли. Она предотвратит прилипание бампера к матрице. Можно применить также и воск. Далее первым слоем при формировании формы применяют матричный гелькоут с алюминиевой пудрой, который по своему составу фактически является смолой, но как правило при затвердевании получается более равномерным, чем смола. Также он имеет глянцевый вид. Для последующих слоев берут полиэфирную смолу. Эта смесь доводится до состояния густой сметаны, наносится тонкими слоями. Сверху укладывают еще и стеклоткань.
Используется стекломат марки 300. Укладывают первый слой стекломата (стеклоткани).
Укладывают первый слой стекломата (стеклоткани).
Воздушные пузыри на стекловолокне аккуратно прокалываются, воздух выпускается, форма выкладывается по бамперу. Можно попробовать выдавить воздух в края стеклоткани. Далее ждем пока состав затвердеет. Шкуркой обрабатывают всю поверхность стекломата, чтобы убрать торчащие иглы стекловолокна. После этого по той же технологии, в два слоя, накладывается стекломат марки 600, а также полоски из этого же материала по периметру матрицы, для укрепления кромок.
Бампер переворачиваем, убираем бруски из пластилина, фланцы промываются керосином и покрываются разделителем (воском) в три слоя. Сделать это надо аккуратно. После укладываются полоски по краям бампера. Эти полоски будут съемные и вместе с матрицей будут формировать наш будущий бампер из стеклопластика.
Стеклопластик и бампер может деформироваться под нагрузкой и «плыть» от температур и низкой жесткости. Поэтому, чтобы сохранить форму матрицы с стеклотканью, используют конструкции из металла или дерева. Такая конструкция выполняет роль подставки во время затвердевания состава.
В данном случае нарезано четыре доски и собраны так, чтобы матрица стояла на месте. Дерево пропитывается смолой и приформовывается к матрице полосками стекловолокна. Так она стоит несколько дней.
Перед съемкой матрицы намечаются точки соединения ее фрагментов. В нашем случае имеются съемные полоски по краям матрицы бампера.
Обычно во фланцах сверлятся отверстия под болты М8, а можно и под саморезы. А затем края ровняют болгаркой, при этом соединение матрицы и планок разрезается, детали разъединятся. Очень неприятная операция, поскольку стеклоткань может попасть туда куда не надо (глаза, кожа). Обязательно используйте СИЗ.
О качестве нанесения разделительного слоя можно судить по тому, как детали матрицы отделяются от модели. Намазанный без пропусков тефлоновый автовоск дает отличные результаты. Наформованный вокруг модели стеклопластик утягивается и поэтому снимать модель очень трудно. Помогает только пластилин, который не жалко ковырять.
Помогает только пластилин, который не жалко ковырять.
Пластилин и куски автовоска снимаются с матрицы керосином, уайт-спиритом, после оставшийся пластилин разогреваем феном и вытираем тряпкой. Лицевую часть (внутри) слегка обрабатываем наждачкой, только небольшие недоработки. Матрица для бампера из стеклопластика готова.
Изготовление бампера из стеклопластика своими руками
И вот только теперь мы приступаем непосредственно к изготовлению бампера из стеклопластика своими руками. Матрица получилась хорошая, теперь необходимо доделать ниши для противотуманных фар.
Для начала подбирается оптика. Отверстие для фар переносится на картон.
Конус ниши и размер отверстия должен соответствовать размерам противотуманных фар. Для этого лепится пластилиновый холмик с картонным шаблоном сверху. Шаблон с одной стороны переносим на другую и выравниваем.
Матрица намазывается воском, а затем гелькоутом, состоящего из полиэфирной смолы и алюминиевой пудры.
Первый слой гелькоута самый важный. Затем идет формирование первого слоя стеклопластика. Опять используется стекломат 300. Острые углы матрицы обмазываются стеклянной пудрой. Здесь главное добиться отсутствия воздушных пузырей. Выдавливаем их или прокалываем ткань, чтобы выпустить воздух.
Второй и третий слои наносятся из стекломата марки 600, с помощью валиков.
На следующие утро удаляем саморезы из матрицы. Отделяем планки на концах бампера
Вытаскиваем стеклопластиковый бампер из матрицы. Отделение деталей довольно кропотливый процесс. Торопиться здесь нет необходимости. В щели между деталью и матрицей пойдут в дело деревянные клинышки и щепочки.
В какой-то момент бампер отделится от матрицы. Затем можно заформовать и второй экземпляр, на всякий случай. Матрицу тщательно намазываем разделителем и сушим. Вся технология повторяется.
Бампер зашкуривают и подрезают. Рядом готов и второй экземпляр.
Затем бампер шпаклюют и выравнивают, готовя к покраске.
Бампер сначала подгоняют под место на автомобиле, примеряют, а затем красят.
Ну, и совсем прекрасно выглядит уже покрашенный бампер. О том как покрасить бампер можно узнать из статьи «Покраска кузова автомобиля»
Вот так нелегко, но верно, можно изготовить стеклопластиковый бампер своими руками.
Болван матрицы и болван формы, матрицы для стеклопластика: этапы производства и технологии
Серийное и мелкосерийное производство, связанное с отливкой изделий, начинается с изготовления болвана и матрицы. Это один из самых ответственных этапов, так как от качества изделия будет зависеть качество каждого следующего конечного продукта. Матрицы из стеклопластика подходят для отливки изделий ручным способом, а также холодного прессования.
Болваны для стеклопластиковых матриц полностью повторяют форму будущего изделия. Заказать болванки из МДФ, дерева, пластика — вы можете у нас.
Матрицы из стеклопластика: этапы изготовления
Самым первым этапом становится создание болван-матрицы или болван-формы (об этом мы расскажем ниже). По готовому болвану изготавливается матрица. Для формы используют стеклопластик или углепластик и специальные матричные гелькоуты.
После финишной обработки болвана, в том числе нанесения восков при необходимости, начинается процесс изготовления матрицы. Гелькоут можно наносить двумя способами:
- Ручным – кистью;
- Методом напыления – с использованием чашечного пульверизатора;
Матричный гелькоут наносится в несколько этапов, слоями разной толщины, обязательно выдерживается до состояния готовность «на отлип». После обработки ровингом или склеивающей пастой, начинается укладка матричного стеклопластикового ламината.
Важно стекломаты укладывать без неровностей и пузырей воздуха. Для этого при необходимости используют предварительный раскрой матов. Каждый слой покрывается специальными полиэфирными смолами.
Каждый слой покрывается специальными полиэфирными смолами.
Еще один важный этап – нанесение армирующего слоя, который обеспечит необходимую прочность и жесткость матрицы, сделает ее устойчивой на изгиб и разрыв, исключит возможность деформации в результате использования. Отлитая матрица обязательно шлифуется и полируется, чтобы убрать даже микроскопические шероховатости и неровности, а затем наносится разделитель – условно постоянный слой, который поможет относительно легко вынимать из матрицы готовые детали.
Для удобства и долгого срока службы матрицы из стеклопластика, в зависимости от формы и способа заливки, оснащают ушками, выемками, ручками, ножками, что обеспечивает аккуратную эксплуатацию и долговечное использование.
Болван матрица:
Чтобы изготовить любую матрицу — необходим болван для нее. Это прототип будущего изделия, в точности повторяющий его форму. При этом качество болвана должно быть очень высокое. Погрешности в размерах, форме, а также неровности и шероховатости поверхности — недопустимы.
Болван-матрица изготавливается либо из того же материала, что и конечное изделие, но чаще всего создается из любого чернового материала. Например, для изготовления матричных болванов нередко используют:
- Дерево;
- Гипс;
- Металл;
- МДФ;
- Пенополистирол.
После финишной обработки болваны для матрицы обязательно шпатлюются, красятся и покрываются специальными лаками. Это необходимо для создания идеально гладкой непористой поверхности, что обеспечит глянцевую поверхность изделия и исключит возникновение эффекта «закипания».
Для создания сложных болванов используются фрезерные станки с ЧПУ (числовым программным управлением), которые позволяют создавать точные копии с минимальной погрешностью по размерам, при этом работают с различными материалами.
Где заказать?
Наша компания вот уже почти 15 лет работает на рынке резки и фрезеровки, мы располагаем современной технической базой, высокотехнологичными фрезерными ЧПУ-станками и опытным персоналом. Принимаем заказы на изготовление мастер-моделей для литья и болванов для матриц. Работаем преимущественно с деревом, МДФ, пенополистиролом и пластиком.
Принимаем заказы на изготовление мастер-моделей для литья и болванов для матриц. Работаем преимущественно с деревом, МДФ, пенополистиролом и пластиком.
Наши услуги:
- создание 3д модели будущего изделия,
- вырезание на станке болван матрицы (или его деталей при необходимости сборки модели),
- доведение готового изделия до финишного результата (шлифовка, лакировка, покрытие специальными материалами – при необходимости и пожеланиях заказчика).
Сотрудничаем как с частными лицами, так и с корпоративными клиентами. К нам нередко обращаются для изготовления болванов для создания матриц, которые в дальнейшем будут использоваться при производстве катеров, запчастей автомобилей и другой техники.
Уточнить условия работы, сроки выполнения заказа, цены — можно связавшись с нами по телефону: +7 812 336-36-76.
Наше производство расположено в Санкт-Петербурге, но с работаем с клиентами из разных регионов, отправляя заказы посредством транспортных компаний.
Еще статьи по теме:
— Что такое 3d мастер-модель?
— Фрезерные и лазерные станки. Сравнение.
Изготовление матриц | Sanola – производство изделий из стеклопластика и жидкого камня
Изготовление матрицы — ответственный этап производственного процесса и является самой сложной и ответственной работой, поскольку именно от ее качества зависит и качество будущего изделия.
При некачественно изготовленной матрице обязательно проявятся изъяны в изделии, что в конечном итоге приведет к финансовым издержкам, задержке производственного цикла, браку конечного изделия.
Доверяя изготовление матрицы (прототипа) нам, вы можете быть уверены в том, что получите матрицу высокого качества в оговоренные сроки.
Наша компания располагает опытными специалистами и всем необходимым оборудованием для изготовления матриц.
Матрица изготавливается из углепластика или стеклопластика
Стеклопластик может являться материалом не только для того или иного изделия как конечного продукта производства, но и для специальной технологической оснастки при формовании этих самых изделий.
Если речь идет о малосерийном производстве, то экономически выгодней использовать стеклопластик, чем, например, металл. Кроме того, для специалиста-профессионала достаточно просто и быстро выложить форму из стеклокомпозита, что позволяет снизить время изготовления и стоимость получаемого изделия.
Традиционный способ предполагает изготовление мастер-модели (прототипа, пунсона, болванки) будущего изделия. Затем на ней слой за слоем наращивается сама матрица, внутренняя поверхность которой представляет собой отображение поверхности мастер-модели.
Подготовка
Подготавливается мастер-модель для последующей работы
Защитное покрытие
На поверхность мастер-модели наносится матричный гелькоут (специальное декоративно-защитное покрытие)
Формирование слоев
Формуется первый слой матрицы, а затем послойно выкладывается или напыляется стеклопластиковый ламинат.
Изготовление матрицы из стеклопластика — идеальное соотношение качества и цены
Применение стеклопластика в промышленности — приоритетный выбор многих современных организаций. Для производства деталей из этого современного синтетического материала часто используются стеклопластиковые матрицы. Их формы применяются повсеместно: при литье, холодном прессовании, контактном формировании, распылении и впрыске.
Процесс изготовления такой матрицы закладывает будущие свойства стеклопластика. Поэтому к работе над ее созданием следует подходить с особым вниманием. В случае ошибки или недочетов на этапе изготовления матрицы дальнейшие усилия станут пустой тратой времени.
- собственное производство и высокоточное оборудование
- широкий ассортимент продукции, изготовленной по технологии литьевого мрамора
- высокоточные мастер-модели, а также матрицы с мастер-моделей для последующего производства изделий
- богатый выбор цветов, возможность модного дизайна изделия под оникс, мрамор, натуральный камень
- минимальное время выполнения всех необходимых работ: полный цикл занимает всего 30 рабочих дней
- оперативную доставку изделий заказчику
- гибкую ценовую политику и систему скидок для постоянных клиентов
Из опыта мастера по кузовам(Значительная часть материала принадлежит X-LIGHT (Малышев Ярослав) © 1995-2005)I. Введение Если суммировать, сколько труда, нервов, времени, денег, материалов было потрачено на то, чтобы получить опыт, который
представлен в статье, и вложить в одну машину, то получится вещь, что представить страшно. II. Инструмент Для начала стоит ознакомится со списком инструментов, который понадобится в любом случае, вне зависимости от типа детали
и способа изготовления: III. Материалы Материалы, используемые при изготовления деталей из стеклопластика. Их конечно лучше приобрести в фирмах
занимающихся их поставкой, там обычно все объясняют, подберут то что больше подходит в Вашем случае. Я брал все материалы в www.igc-composite.com. Итак: IV. МакетированиеИтак, начнем. Изготовление любой детали, будь то бампер, накладка на него, антикрыло, капот или корпус сабвуфера вне зависимости от способа изготовления необходимо начинать с МАКЕТИРОВАНИЯ. Это самум, ураган, тайфун, землетрясение и падение индекса Доу-Джонса в одном флаконе. Под этим подразумевается изготовление макета будущего изделия в масштабе 1:1 из подручных материалов. А вот материалы и способ макетирования зависят от формы желаемого изделия. Допустим, что нужно изготовить бампер. Начинается все с эскиза и рабочих чертежей. Желательно прорисовать бампер в нескольких проекциях, включая вид сверху, сбоку, спереди. Имея их можно приступать к анализу фигур из которых состоит бампер. Чтобы лучше вникнуть в суть процесса присмотритесь к фотографиям:
V. Изготовление макетов Изготовление макетов из пенопласта. В интернете таких макетов обвесов за всю жизнь видел только два. Как выяснилось
бытует мнение, что с пенопластом очень трудно работать и он не очень подходит
для наших целей. Это не так, просто нужно знать некоторые тонкости технологии…
Резка пенопласта используется как самостоятельная технология, приложение к
изготовлению макетов из монтажной пены и как изготовление каркасов для обтяжки
радиотканью. Итак: Пенопласт можно обрабатывать мелкозернистой шкуркой, желательно машинкой и на высоких оборотах, но не следует допускать плавления пенопласта. Клеить его можно, как я уже говорил, поливинилэфир каким-то клеем для пенопластовой потолочной плитки или клеем ПВА. А при изготовлении сложных составных деталей клеить придется часто. Пенопласт трудно шпатлевать привычными способами, так что уж старайтесь сделать все с первого захода. Грунтовать его нужно осторожно, были случаи когда грунтовка и нитрошпатлевка его разъедала. Если нужно , то есть вариант предварительно оклеить пенопласт тонкой бумагой на разведенном водой клее ПВА или обтянуть лавсаном. Я покрывал как-то мебельным лаком (вроде НЦ), получил очень гладкую и качественную поверхность.
 Очень хорошее подспорье при работе с пеной это набор лекал(шаблонов) и
электорлобзик с длинными (15-30 см) полотнами. Их можно изготовить из обычных
полотен по металлу, только переточив хвостовик на наждачном круге. Этот нехитрый
инструмент весьма полезен при работе не только с пеной, но и с пенопластом.
Также пена легко обрабатывается болгаркой, ей удобно делать различные
закругления. Недостаток монтажной пены в том, что получается очень пористая
поверхность, непригодная ни к поверхностной оклейке ни к матрицированию.
Предварительно поверхность макета из пены приходится подготавливать при помощи
оклейки бумагой или стеклотканью с последущей тщательной обработкой поверхности.
Перед стеклотканью пену хорошо бы пропитать байдой, которой строители
промазывают бетонные стены перед оклейкой обоями. В качестве руководства по
изготовлению макетов и конечных деталей приведу статью, которые являются
практическим руководством, следуйте за чарующими звуками моего голоса Очень хорошее подспорье при работе с пеной это набор лекал(шаблонов) и
электорлобзик с длинными (15-30 см) полотнами. Их можно изготовить из обычных
полотен по металлу, только переточив хвостовик на наждачном круге. Этот нехитрый
инструмент весьма полезен при работе не только с пеной, но и с пенопластом.
Также пена легко обрабатывается болгаркой, ей удобно делать различные
закругления. Недостаток монтажной пены в том, что получается очень пористая
поверхность, непригодная ни к поверхностной оклейке ни к матрицированию.
Предварительно поверхность макета из пены приходится подготавливать при помощи
оклейки бумагой или стеклотканью с последущей тщательной обработкой поверхности.
Перед стеклотканью пену хорошо бы пропитать байдой, которой строители
промазывают бетонные стены перед оклейкой обоями. В качестве руководства по
изготовлению макетов и конечных деталей приведу статью, которые являются
практическим руководством, следуйте за чарующими звуками моего голоса
Использование фрагментов других бамперов. А также адаптирование бамперов. Especially for Real Bad boys. Один из самых прикольных способов обратить внимание окружающих на машину. Эта тема актуальна, если у Вас уже есть бампер или матрица для выклейки, но изначально предназначенная для другой машины. Я встречал ВАЗ 2110 в полном обвесе для Mitsubishi Lancer Evolution (не путайте с тольяттинским обвесом, пародией на EVO) — даже у меня, повидавшего много подобных переделок, челюсть отвисла до земли. Операция, требующая развитого пространственного воображения. Вопреки распространенному мнению совсем несложная. В процессе адаптации очень пригодится монтажная пена, возможно пенопласт, пластилин и может быть гипс (алебастр). Не стоит зацикливаться именно на фрагментах бамперов. Иногда можно подобрать очень интересные фигуры и в прочих изделиях. Часто используются для таких целей пластиковые трубы, оребрения для решеток вентиляции, различные пластиковые емкости. Погуляйте по строительным и хозяйственным рынкам — там много подходящих детелей. Главное, чтобы Ваш макет не напоминал кирпичный сортир, крытый шифером. Если не жалко, можно купить антикрыло из алюминия (например дешевое PRO.SPORT) и использовать его в качестве отсекателя. Шансы разбить нижнюю часть бампера о сугроб резко падуют. Симпатично и прочно.
Изготовление лепных макетов. Лепить можно
из глины. Глину для работы используют пластичную, но не очень мягкую. Сначала
следует сделать каркас из фанеры или листового пластика. Он будет задавать
форму, играть роль «маяков». Затем каркас заполняют, вжимая в него отдельные
куски глины. С пластилином примерно такая же история. Для работы используют
скульптурный (он же архитектурный) или автопластилин. Взять его можно либо в
художественных магазинах или же в автомагазинах (в последних он обычно раза в 3
дороже). Трудность работы с пластилином и глиной в том, что не имея опыта работы
с ними практически невозможно получить требуемую деталь большого размера. То
есть Вы идеально вылепливаете левую часть бампера, а правая получается не совсем
такая. Исправить эту проблему поможет каркас.
VI. Использование каркасов и радиоткани Пункт
следующий: изготовление различных деталей при использовании каркасов и радиоткани. Думаю, все сталкивались с тряпками, которыми обтягивают колонки музыкальных центров? Это тонкая радиоткань. Бывает еще карпет. Им обтягивают подиумы,
корпуса сабвуферов. Этот материал более толстый. Продается во многих магазинах, связанных с Car Audio. В Москве видел на Горбушке, на Митинском радиорынке
и т.п. Бывает разных производителей, фактур, цветов и плотности. На цвет и производителя нам в принципе наплевать. Плотность зависит от требуемой детали.
Ткань надо будет пропитать эпоксидной смолой, а тонкая ткань при этом более склонна к провисанию. Из тонкой ткани делают накладки на стойки ветрового
стекла с подиумами для высокочастотных динамиков, а из толстой корпуса сабов. Короче чем деталь больше тем плотнее должна быть
ткань. Тонкая ткань приятна тем, что после застывания смолы, благодаря мелкой
фактуре не приходится тратить много времени на подготовку детали к покраске.
Тонкую ткань в маленьких деталях с успехом может заменить нейлоновый (или из
чего их там сейчас делают) чулок. Если Вам повезет, то можно натолкнуться на
МЕЧТУ ТЮНЕРА: стеклоткань с эластичными волокнами. Я как то купил такую на
строительном рынке. Ей кажется, стены оклеивают. Она легко принимает нужную
форму, но в отличие от стекломата, при этом имеет способность натягиваться. Еще
можно попробовать использовать стеклоткань (не мат) в деталях с несложной
формой. И последний способ, о с которым я сталкивался. Раскройка листовых материалов. Хорошо себя зарекомендовали листовой пластик (ПВХ) и тонкий (до 5мм) ДВП с гладкой поверхностью. Имеет место использование фанеры, но ее поверхность
приходится предварительно вышлифовать. Гофрированный и обычный плотный картон также в списке используемых материалов.
Суть процесса обьяснять не мне. Если Вы сталкивались с
изготовлением моделей самолетов, кораблей и машин из раскроек (например, которые
в свое время печатал журнал «Моделист-конструктор»), то без проблем сможете
соорудить макет бампера. Как дополнение к этому способу, хочу упомянуть еще один интересный подвид макетирования. Вы наверняка видели как строители заливают опалубку бетоном. Так вот, изготовленные шаблоны из пластика, ДВП и т.п. можно использовать в качестве опалубки, предварительно обработав разделительным составом. Эту опалубку можно заполнить шпаклевкой, гипсом, монтажной пеной. Этот способ позволяет не тратить время на выведение углов и плоскостей, как например, Вам пришлось бы это делать при классическом изготовлении макета из монтажной пены.
Конечно существует еще несколько способов,
которыми я пользовался, но которые тут не описал. Итак макет готов. Пора приступать
к изготовлению конечного изделия. Для начала поверхность макета еще раз
проверяется на наличие дефектов поверхности. Затем макет «вощится» — покрывается
слоем разделительного состава. Он поможет отделить матрицу от макета и устранит
мелкие неровности. А делается это так: при помощи шерстяной ткани или
специальных полировальных салфеток наносится тонкий слой разделительного
состава. После того как он просохнет располировываем его. Операция КРАЙНЕ
утомительная. Все нужно делать вручную, это позволит тщательно контролировать
процесс. Одновременно обрабатывать можно кусок не более 10х10 см, при такой
площади полироль лучше разогревается и проникает в поры поверхности. Операцию
повторяем 2-3 раза. Забегая вперед скажу, что при обработке раздилительным
составом матрицы операцию повторить придется 3-5 раз!!! Всегда не хватает
времени, чтобы выполнить работу как надо, но на то, чтобы ее переделать, время
находится.
Зачастую, более сложный способ матрицирования бывает более быстрым
и позволяет получить более качественное изделие (например, если Ваш макет уже до
такой степени ровный и гладкий, что душа радуется))). Для выклеивания деталей по
второму способу (матричному) нужно прежде всего изготовить саму «негативную»
форму. Обычно она представляет собою толстостенную «скорлупу», выклеенную из
стеклоткани. Все работы с эпоксидными (да и полиэфирными) смолами нужно
проводить в резиновых перчатках в помещении с хорошей вентиляцией! Итак
матрицирование: Армирующий материал пропитывается с помощью
кисти или валиков из мохера или полиэфирного волокна. При использовании кисти
необходимо производить точечные движения ею, поскольку любые перемещения кисти в
боковом направлении приводят к смещению волокон и нарушению произвольного
характера их расположения. Использование валиков эффективно при работе с
крупногабаритными матрицами. Существуют валики с длинной и короткой рукояткой.
Валики с длинной рукояткой способны принимать большее количество смолы и требуют
более точного контроля за соотношением смолы и стекломатериала.
Для того, чтобы матрица лучше держала форму, к ней можно приформовать ребра из фанеры, дерева и т.п. После полного высыхания смолы извлекаем макет.
Выклейка готового изделия Итак после завершения матрицирования приступаем к выклейке готового изделия. Заключительный момент -покраска. Я обладаю
этим умением на начальном уровне и красил всегда только для себя. Процесс,
требующий расходов на материалы и не такой простой, как кажется на первый
взгляд. В действительности все не так, как на самом деле. Кого интересует
более подробная информация, может поискать подобные материалы в Интернете.
Только вот не нарвитесь на материалы 3-5 летней давности, сейчас многие вещи,
благодаря новым материалам, делаются гораздо
проще. | ||
 ./img/kuzov/svitok_left.gif»>
./img/kuzov/svitok_left.gif»> Итак, вступление окончено, можно начинать. Имейте в виду, что на этот процесс можно подсесть не
хуже чем на наркотик, из Вашей головы будет идти пар как из чайника со свистком, все только начинается…
Итак, вступление окончено, можно начинать. Имейте в виду, что на этот процесс можно подсесть не
хуже чем на наркотик, из Вашей головы будет идти пар как из чайника со свистком, все только начинается… 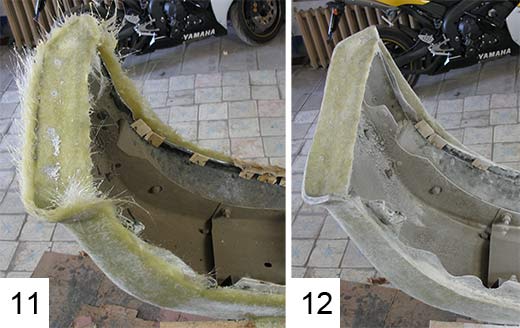 д.). Помимо всех прочих полезно иметь еще и резиновый брусочек
6х10 см. Очень облегчат работу пневматические или электрические инструменты: круглая орбитальная шлифовальная машинка и «рубанок». Если деталь большая
(капот, крыло) без шлифмашинки за работу лучше не браться.
д.). Помимо всех прочих полезно иметь еще и резиновый брусочек
6х10 см. Очень облегчат работу пневматические или электрические инструменты: круглая орбитальная шлифовальная машинка и «рубанок». Если деталь большая
(капот, крыло) без шлифмашинки за работу лучше не браться.
 Это предускоренная ортофталевая полиэфирная смола с высокими прочностными, механическими и электрическими свойствами. Короче, то что доктор прописал.
К смоле соответственно должен прилагаться отвердитель и по возможности катализатор, ускоряющий процесс полимеризации (застывания). Требуемое для
изготовления ламината количество смолы можно рассчитать путем взвешивания предполагаемого к использованию армирующего материала. Для рубленого стекломата
отношение смолы к стекловолокну должно находиться в пределах от 2,3:1 до 1,8:1 (содержание стекла 30-35%). Для тканого ровинга рекомендуется соотношение 1:1
(содержание стекла 50%), тогда как отношение смолы к стекловолокну при использовании комбинированных материалов различно и зависит от структуры
отдельного вида используемой ткани. Для снижения вязкости смолы ее можно нагреть градусов до 50 С или разбавить ацетоном, растворителем для лаков и
денатурированный спиртом (лучше растворитель, один вдох и ощущение — как будто проглотил заячью шапку с ушами) Количество растворителе не должно превышать 5%
от массы смолы. Долг, к сожалению, платежом красен: при добавлении в смолу 5% растворителя для лаков ее прочность падает на 35% — серьезный удар по
механическим свойствам. Растворитель может вызвать усадку смолы. Присутствие растворителя в смоле может повредить поверхность макета. Многие материалы
(например , пенополистирол) хорошо переносят эпоксидную смолу , но не переносят присутствия в ней растворителей . Поэтому прежде чем добавить в смолу
растворитель , заранее убедитесь в его безвредности для макета.
Это предускоренная ортофталевая полиэфирная смола с высокими прочностными, механическими и электрическими свойствами. Короче, то что доктор прописал.
К смоле соответственно должен прилагаться отвердитель и по возможности катализатор, ускоряющий процесс полимеризации (застывания). Требуемое для
изготовления ламината количество смолы можно рассчитать путем взвешивания предполагаемого к использованию армирующего материала. Для рубленого стекломата
отношение смолы к стекловолокну должно находиться в пределах от 2,3:1 до 1,8:1 (содержание стекла 30-35%). Для тканого ровинга рекомендуется соотношение 1:1
(содержание стекла 50%), тогда как отношение смолы к стекловолокну при использовании комбинированных материалов различно и зависит от структуры
отдельного вида используемой ткани. Для снижения вязкости смолы ее можно нагреть градусов до 50 С или разбавить ацетоном, растворителем для лаков и
денатурированный спиртом (лучше растворитель, один вдох и ощущение — как будто проглотил заячью шапку с ушами) Количество растворителе не должно превышать 5%
от массы смолы. Долг, к сожалению, платежом красен: при добавлении в смолу 5% растворителя для лаков ее прочность падает на 35% — серьезный удар по
механическим свойствам. Растворитель может вызвать усадку смолы. Присутствие растворителя в смоле может повредить поверхность макета. Многие материалы
(например , пенополистирол) хорошо переносят эпоксидную смолу , но не переносят присутствия в ней растворителей . Поэтому прежде чем добавить в смолу
растворитель , заранее убедитесь в его безвредности для макета.
 «Шпатля» бывает следующих видов: Fiberglass (со стекловолокном), там где пребуется
прочность или наносится толстый слой, SOFT или EXTRA там где приходится много шкурить или для конечной отделки. NITRO (лучше брать качественную, от
известных фирм-меньше вероятность появления трещин) очень помогает разобраться с мелкими дефектами. Также пригодится жидкая шпатлевка для окончательной
доводки детали. Никогда не позволяйте себе делать слои шпатлевки более 3мм — лучше в этом месте положить
еще пару слоев стеклоткани.
«Шпатля» бывает следующих видов: Fiberglass (со стекловолокном), там где пребуется
прочность или наносится толстый слой, SOFT или EXTRA там где приходится много шкурить или для конечной отделки. NITRO (лучше брать качественную, от
известных фирм-меньше вероятность появления трещин) очень помогает разобраться с мелкими дефектами. Также пригодится жидкая шпатлевка для окончательной
доводки детали. Никогда не позволяйте себе делать слои шпатлевки более 3мм — лучше в этом месте положить
еще пару слоев стеклоткани. Немного
напрягая пространственное воображение можно заметить, что верхние части
обоих бамперов в точности повторяют штатные, пороги состоят из набора
продолговатых брусков, а нижней частью обоих бамперов является что-то
вроде лекала, на самом деле, являющееся проекцией с верхней части бампера.
Закреплены эти лекала (отсекатели) спереди на центральной части бампера
(плоская фигура в виде трапеции с шестиугольным отверстием и двух
треугольниках по краям. Все это сдобрено еще несколькими геометрическими
фигурами и зализанными углами между ними. Макет такого бампера изготовить
довольно-таки просто. Для этого потребуется верхняя часть бампера (Говорю
образно. Как делать копии фрагментов или целых деталей смотрите ниже),
лекала, вырезанные по Вашему вкусу и парный набор геометрических деталей.
Их можно подобрать из того, что есть под рукой или изготовить самому. Но
об этом ниже. Затем Вам требуется аккуратно загладить все изгибы и
переходы при помощи шпатлевки, известкового теста, алебастра или гипса
(там, где заполнителя требуется много, используем дешевые материалы, а
шпатлевку оставляем для верхних слоев) и тщательно ошкурить поверхность.
Не мешает полученную болванку (макет) покрыть слоем жидкой шпатлевки и еще
раз ошкурить (зернистость шкурки 500-800). Затем покрываем макет
разделительным составом, который располировываем спустя час. Для этой цели
можно использовать шлифовальную машинку с войлочным кругом.
(Фото CARZONE)
Немного
напрягая пространственное воображение можно заметить, что верхние части
обоих бамперов в точности повторяют штатные, пороги состоят из набора
продолговатых брусков, а нижней частью обоих бамперов является что-то
вроде лекала, на самом деле, являющееся проекцией с верхней части бампера.
Закреплены эти лекала (отсекатели) спереди на центральной части бампера
(плоская фигура в виде трапеции с шестиугольным отверстием и двух
треугольниках по краям. Все это сдобрено еще несколькими геометрическими
фигурами и зализанными углами между ними. Макет такого бампера изготовить
довольно-таки просто. Для этого потребуется верхняя часть бампера (Говорю
образно. Как делать копии фрагментов или целых деталей смотрите ниже),
лекала, вырезанные по Вашему вкусу и парный набор геометрических деталей.
Их можно подобрать из того, что есть под рукой или изготовить самому. Но
об этом ниже. Затем Вам требуется аккуратно загладить все изгибы и
переходы при помощи шпатлевки, известкового теста, алебастра или гипса
(там, где заполнителя требуется много, используем дешевые материалы, а
шпатлевку оставляем для верхних слоев) и тщательно ошкурить поверхность.
Не мешает полученную болванку (макет) покрыть слоем жидкой шпатлевки и еще
раз ошкурить (зернистость шкурки 500-800). Затем покрываем макет
разделительным составом, который располировываем спустя час. Для этой цели
можно использовать шлифовальную машинку с войлочным кругом.
(Фото CARZONE) Особого внимания заслуживают места прилегания бампера к кузову и фрагменты колесных арок. Можно в макете использовать куски старого бампера, если не
жалко пустить его в расход или же изготавливать эти фрагменты заново. Для этого потребуется снять матрицу с требуемых фрагментов и выклеивать эти
части макета в ней. Если Вы готовы терпеть худшее качество поверхности за счет меньших трудозатрат, то можно также изготовить такие детали просто
уложив пару слоем стеклоткани на сам бампер. Она примет форму требуемых деталей, но потребует больших трудозатрат при шпатлевании поверхности.
Хотя можно залить все нитрошпатлевкой нафиг-прочности то от макета никто не требует.
(Фото VAZ. EE, происхождение второго фото не установлено)
Особого внимания заслуживают места прилегания бампера к кузову и фрагменты колесных арок. Можно в макете использовать куски старого бампера, если не
жалко пустить его в расход или же изготавливать эти фрагменты заново. Для этого потребуется снять матрицу с требуемых фрагментов и выклеивать эти
части макета в ней. Если Вы готовы терпеть худшее качество поверхности за счет меньших трудозатрат, то можно также изготовить такие детали просто
уложив пару слоем стеклоткани на сам бампер. Она примет форму требуемых деталей, но потребует больших трудозатрат при шпатлевании поверхности.
Хотя можно залить все нитрошпатлевкой нафиг-прочности то от макета никто не требует.
(Фото VAZ. EE, происхождение второго фото не установлено) Устанавливать вот только крылья стоит
к верху ногами:
Устанавливать вот только крылья стоит
к верху ногами: .. Приемлемых
результатов можно достичь, используя плиты строительного шарикового пенопласта,
но есть одно НО — пенопласт не следует брать толще 50мм, поскольку в более
толстых листах резко возрастает вероятность напороться на невспенившиеся гранулы
полистирола, обидно (хотя раз на раз не приходится, как раз сегодня изрезал 2
листа пенопласта 2000х1000х100мм и ни разу не натолкнулся на уплотнения)…
Нужное количество пенопласта на заготовку можно набрать из тонких листов
склеивая их клеем для пенопластовой потолочной плитки. Были эксперименты с
импортным синим и розовым пенопластом — он прочнее и более стоек к эпоксидным
смолам и грунтовкам.
.. Приемлемых
результатов можно достичь, используя плиты строительного шарикового пенопласта,
но есть одно НО — пенопласт не следует брать толще 50мм, поскольку в более
толстых листах резко возрастает вероятность напороться на невспенившиеся гранулы
полистирола, обидно (хотя раз на раз не приходится, как раз сегодня изрезал 2
листа пенопласта 2000х1000х100мм и ни разу не натолкнулся на уплотнения)…
Нужное количество пенопласта на заготовку можно набрать из тонких листов
склеивая их клеем для пенопластовой потолочной плитки. Были эксперименты с
импортным синим и розовым пенопластом — он прочнее и более стоек к эпоксидным
смолам и грунтовкам. 
 Пока не придумал, куда
приспособлю красный фонарь :-))
Пока не придумал, куда
приспособлю красный фонарь :-))
 Затем контуры будущего бампере
заполняются монтажной пеной.
Затем контуры будущего бампере
заполняются монтажной пеной. Обрезанную
пену сначала шкурят (чем ровнее она будет,
Обрезанную
пену сначала шкурят (чем ровнее она будет,
 Смотря
что является Вашей конечной целью.
Смотря
что является Вашей конечной целью. Установка бампера от SUBARU Impreza WRX (да, да нравятся они мне)на
ИЖ 2126 «Ода». Скульптурные работы почти не понадобились. Бампер нужно
было подрезать посередине, чтоб компенсировать разницу в ширине и немного
подправить его в районе колесных арок. Изнутри места
соединений проклеиваются стекловолокном и устанавливаются крепления
на штатные места ИЖа. Стыки шпатлюются, бампер красится. Все.
Установка бампера от SUBARU Impreza WRX (да, да нравятся они мне)на
ИЖ 2126 «Ода». Скульптурные работы почти не понадобились. Бампер нужно
было подрезать посередине, чтоб компенсировать разницу в ширине и немного
подправить его в районе колесных арок. Изнутри места
соединений проклеиваются стекловолокном и устанавливаются крепления
на штатные места ИЖа. Стыки шпатлюются, бампер красится. Все. Установка
слепка накладки с BMW 3 на AUDI V8.
Эта инсталляция потребовала изготовления новых боковин бампера, и
удлинения центральной части. К этим операциям часто прибегают, например,
устанавливая на семерку BMW
эмочного обвеса.
Установка
слепка накладки с BMW 3 на AUDI V8.
Эта инсталляция потребовала изготовления новых боковин бампера, и
удлинения центральной части. К этим операциям часто прибегают, например,
устанавливая на семерку BMW
эмочного обвеса. У меня же ушло
меньше 3 дней чистого времени. Минимальный расход времени и средств. Я бы
сказал, что наименьший из всех мне известных. 300 грамм эпоксидной смолы,
метр стекломата, чуть-чуть монтажной пены и шпатлевки.
У меня же ушло
меньше 3 дней чистого времени. Минимальный расход времени и средств. Я бы
сказал, что наименьший из всех мне известных. 300 грамм эпоксидной смолы,
метр стекломата, чуть-чуть монтажной пены и шпатлевки.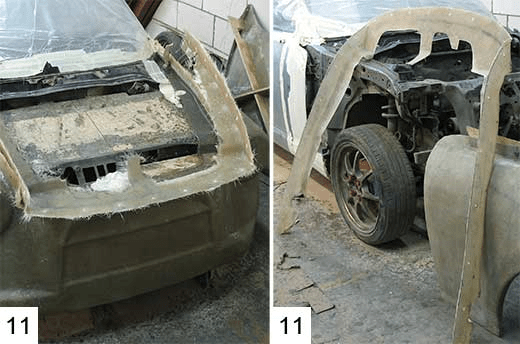 Выглядит он примерно следующим
образом: с помощью чертежа делаются сечения детали в нескольких местах и по ним
выпиливаются шаблоны-маяки, а уже пространство между ними заполняется
материалом, который Вы используете для лепки. Между тем лепные макеты очень
полезны при изготовлении корпусов сабвуферов, подиумов, иногда дверных карт.
Пластилин и глина укладываются руками, обрабатываются при помощи шпателей и
специальных скребков (они напоминают одноразовые станки для бритья).
Выглядит он примерно следующим
образом: с помощью чертежа делаются сечения детали в нескольких местах и по ним
выпиливаются шаблоны-маяки, а уже пространство между ними заполняется
материалом, который Вы используете для лепки. Между тем лепные макеты очень
полезны при изготовлении корпусов сабвуферов, подиумов, иногда дверных карт.
Пластилин и глина укладываются руками, обрабатываются при помощи шпателей и
специальных скребков (они напоминают одноразовые станки для бритья). Ниже представлены образцы изделий, выполненных таким
способом. На левой фотографии накладка на бампер изготовленная с помощью
фигурного шаблона (отверстия вырезаны позднее). На красном Скайлайне
накладка на бампер и спойлер сделаны подобным образом. Кстати, большинство
обвесов фирмы FABULOUS™ сделаны в таком
стиле.
Ниже представлены образцы изделий, выполненных таким
способом. На левой фотографии накладка на бампер изготовленная с помощью
фигурного шаблона (отверстия вырезаны позднее). На красном Скайлайне
накладка на бампер и спойлер сделаны подобным образом. Кстати, большинство
обвесов фирмы FABULOUS™ сделаны в таком
стиле. Когда во мне проснулся экспериментатор я пробовал «нетканый укрывной
материал» для теплиц — с положительным результатом.
Когда во мне проснулся экспериментатор я пробовал «нетканый укрывной
материал» для теплиц — с положительным результатом. Вот Вам готовая
заготовка для изготовления капота в стиле «Bad Boy». Можете натягивать его на
фары, резать воздухозаборники и отдушины, оставив родной капот в покое. Тем
более новый будет раза в два легче. Вот в принципе и все, остальное, думаю, ясно
из картинок. На верхних показан процесс изготовления корпуса саба, двернух карт
и подиумов, а на нижних трех еще два примера готовых изделий и автомобиль, но
котором колесные арки, пороги и бампер изготовлены по этой технологии (на них
можно кликнуть для увеличения).
Вот Вам готовая
заготовка для изготовления капота в стиле «Bad Boy». Можете натягивать его на
фары, резать воздухозаборники и отдушины, оставив родной капот в покое. Тем
более новый будет раза в два легче. Вот в принципе и все, остальное, думаю, ясно
из картинок. На верхних показан процесс изготовления корпуса саба, двернух карт
и подиумов, а на нижних трех еще два примера готовых изделий и автомобиль, но
котором колесные арки, пороги и бампер изготовлены по этой технологии (на них
можно кликнуть для увеличения).
 Например, использование
3D-фрейзера. Это станок, позволяющий создать макет на компьютере и изготовить
матрицу не прибегая к макетированию. Если у Вас есть знакомые, имеющие доступ к
такой технике, то это существенно упрощает процесс. Меня это наводит на мысль,
что большинство тольяттинских обвесов на ВАЗы, изделия фирм RIGER™ и MS DESIGN™ делаются именно так.
Большой ассортимент и никакого вкуса. Прикольно наблюдать, как какой-нибудь
обладатель ригеровского бампера, с задраным от гордости носов, видит
обезбашенный бампер, например от VEILSIDE™ или Ecosse™. Сопли, слюни и полное разочарование жизнью Короче, изготавливая макет Вы видите все недостатки будущего изделия
заранее, многое приходится пересматривать и т.д. А серийное изделие, есть
серийное.
Например, использование
3D-фрейзера. Это станок, позволяющий создать макет на компьютере и изготовить
матрицу не прибегая к макетированию. Если у Вас есть знакомые, имеющие доступ к
такой технике, то это существенно упрощает процесс. Меня это наводит на мысль,
что большинство тольяттинских обвесов на ВАЗы, изделия фирм RIGER™ и MS DESIGN™ делаются именно так.
Большой ассортимент и никакого вкуса. Прикольно наблюдать, как какой-нибудь
обладатель ригеровского бампера, с задраным от гордости носов, видит
обезбашенный бампер, например от VEILSIDE™ или Ecosse™. Сопли, слюни и полное разочарование жизнью Короче, изготавливая макет Вы видите все недостатки будущего изделия
заранее, многое приходится пересматривать и т.д. А серийное изделие, есть
серийное. Лучше потратить день на полировку,
чем неделю на шпатлевание и вышкуривание детали.
Лучше потратить день на полировку,
чем неделю на шпатлевание и вышкуривание детали.
 Процесс
уплотнения ламината более эффективен, если производится с помощью валиков. С
этой целью было разработано несколько их видов. Существуют металлические валики
с продольным и поперечным ребром, угловые валики. Из них наиболее эффективным
для удаления попавших в смолу пузырьков воздуха оказалось использование валиков
с поперечным ребром.
Процесс
уплотнения ламината более эффективен, если производится с помощью валиков. С
этой целью было разработано несколько их видов. Существуют металлические валики
с продольным и поперечным ребром, угловые валики. Из них наиболее эффективным
для удаления попавших в смолу пузырьков воздуха оказалось использование валиков
с поперечным ребром.
 Предварительно устраняем все дефекты матрицы и покрываем ее разделительным
составом. О важности тщательной полировки упоминалось не раз. Покрываем матрицу
слоем гелькоута. Гелькоутом на выклеиваемом изделии увлекаться сильно не стоит,
он может со временем растрескаться и Вам придется перекрашивать изделие. Дальше
как при изготовлении матрицы: после того, как гелькоут в достаточной степени
отвердился, наносится, как можно более равномерно, обильный слой смолы. Над
смолой не дышать! Иначе после этого вы вернетесь домой в состоянии летающих
аквалангистов… Затем крепко прижимается и уплотняется кистью или валиком
первый слой стекломатериала — стекловуали. Как только первый слой стекломата
полностью пропитается, то, при необходимости, перед нанесением последующих слоев
армирующего материала, добавляется дополнительное количество смолы. Важно, чтобы
первый слой не содержал пузырьков с воздухом, поскольку любое попадание воздуха
непосредственно между гелькоутом и последующим слоем ламината может привести к
вспучиванию поверхности, особенно, если в течение периода своей эксплуатации
формуемое изделие будет подвергаться воздействию тепла или воды. Другими
словами, если делаете деталь интерьера, можно чуть-чуть схалявничать, но детали
же обвеса вам этого не простят.
Предварительно устраняем все дефекты матрицы и покрываем ее разделительным
составом. О важности тщательной полировки упоминалось не раз. Покрываем матрицу
слоем гелькоута. Гелькоутом на выклеиваемом изделии увлекаться сильно не стоит,
он может со временем растрескаться и Вам придется перекрашивать изделие. Дальше
как при изготовлении матрицы: после того, как гелькоут в достаточной степени
отвердился, наносится, как можно более равномерно, обильный слой смолы. Над
смолой не дышать! Иначе после этого вы вернетесь домой в состоянии летающих
аквалангистов… Затем крепко прижимается и уплотняется кистью или валиком
первый слой стекломатериала — стекловуали. Как только первый слой стекломата
полностью пропитается, то, при необходимости, перед нанесением последующих слоев
армирующего материала, добавляется дополнительное количество смолы. Важно, чтобы
первый слой не содержал пузырьков с воздухом, поскольку любое попадание воздуха
непосредственно между гелькоутом и последующим слоем ламината может привести к
вспучиванию поверхности, особенно, если в течение периода своей эксплуатации
формуемое изделие будет подвергаться воздействию тепла или воды. Другими
словами, если делаете деталь интерьера, можно чуть-чуть схалявничать, но детали
же обвеса вам этого не простят. Перегрев может разрушить разделительный слой и
безнадежно погубить матрицу. Продолжительных временных задержек между нанесением
слоев, однако, следует избегать, за исключением случаев использования смол с
длительным «периодом созревания». «Период созревания» — термин, используемый для
описания периода времени между загустеванием и отверждением смолы, в течение
которого она находится в размягченном, высокоэластичном состоянии. В таком
состоянии ламинат может быть легко подогнан по форме матрицы, а обрезная кромка
заделана в матрицу для ускорения данного процесса.
Перегрев может разрушить разделительный слой и
безнадежно погубить матрицу. Продолжительных временных задержек между нанесением
слоев, однако, следует избегать, за исключением случаев использования смол с
длительным «периодом созревания». «Период созревания» — термин, используемый для
описания периода времени между загустеванием и отверждением смолы, в течение
которого она находится в размягченном, высокоэластичном состоянии. В таком
состоянии ламинат может быть легко подогнан по форме матрицы, а обрезная кромка
заделана в матрицу для ускорения данного процесса. Не
увлекайтесь толщиной бамперов. Я имел возможность видеть машину с поврежденными
крыльями и рамкой радиатора от незначительного удара, только потому, что бампер
был 10мм толщины и армирован латунной сеткой. Сам бампер только поцарапался.
Стеклопластик очень крепкий материал, так что выбирайте: новый бампер или
жестянка.
Не
увлекайтесь толщиной бамперов. Я имел возможность видеть машину с поврежденными
крыльями и рамкой радиатора от незначительного удара, только потому, что бампер
был 10мм толщины и армирован латунной сеткой. Сам бампер только поцарапался.
Стеклопластик очень крепкий материал, так что выбирайте: новый бампер или
жестянка. Продав одно изделие за пол-цены окупается все производство. А
наштамповать их можно несколько в день. Бампер фирмы Riger™ или Seidl™ для BMW. Цена в Москве около 400 бумажек. Затраты на
матрицирование и изготовление те же, что и для восьмерки. Выходит цена изделия
зависит только от модели автомобиля, а не от затрат на производство. Теперь
интереснее: комплект тюненой «листвы» (молдинги) для MB W140. Цена в Москве
около 800 долларов. Цена изготовления в «подпольных условиях» около 70 долларов.
Я имел честь убедится, что половина HAMANN`овских, BRABUS`овских, HARTGE`овских
и тому подобных обвесов и модульной оптики делается в подмосковье. На своем
опыте знаю, что копию, по цене процентов на 30 дешевле оригинала, оторвут с
руками… Продать, «копеечную» в копировании, накладку на бампер BMW X5 можно за
1000 у.е. и это не вызовет подозрений обывателя. Делайте выводы.
Продав одно изделие за пол-цены окупается все производство. А
наштамповать их можно несколько в день. Бампер фирмы Riger™ или Seidl™ для BMW. Цена в Москве около 400 бумажек. Затраты на
матрицирование и изготовление те же, что и для восьмерки. Выходит цена изделия
зависит только от модели автомобиля, а не от затрат на производство. Теперь
интереснее: комплект тюненой «листвы» (молдинги) для MB W140. Цена в Москве
около 800 долларов. Цена изготовления в «подпольных условиях» около 70 долларов.
Я имел честь убедится, что половина HAMANN`овских, BRABUS`овских, HARTGE`овских
и тому подобных обвесов и модульной оптики делается в подмосковье. На своем
опыте знаю, что копию, по цене процентов на 30 дешевле оригинала, оторвут с
руками… Продать, «копеечную» в копировании, накладку на бампер BMW X5 можно за
1000 у.е. и это не вызовет подозрений обывателя. Делайте выводы. Недорогая и достаточно хорошая грунтовка
есть у фирм NOVOL и DYNO COAT. Большинство грунтовок содержат антикорозионные
добавки, которые иногда не очень хорошо влияют на эпоксидную смолу. Так что
лучше использовать специальные грунтовки для
пластика.
Недорогая и достаточно хорошая грунтовка
есть у фирм NOVOL и DYNO COAT. Большинство грунтовок содержат антикорозионные
добавки, которые иногда не очень хорошо влияют на эпоксидную смолу. Так что
лучше использовать специальные грунтовки для
пластика.
 Первым слоем чуть «припылим» (в полслоя) поверхность и выждем
одну-две минуты. Потом покроем основным -полноценным слоем до растекания. Если
же положить сразу много лака, он запросто может потечь.
Первым слоем чуть «припылим» (в полслоя) поверхность и выждем
одну-две минуты. Потом покроем основным -полноценным слоем до растекания. Если
же положить сразу много лака, он запросто может потечь.
Обучение технологии стеклопластика и матриц
Если вы планируете производить сложную продукцию, разнообразную продукцию, быстро и экономично менять/расширять номенклатуру изделий, создать гибкое и универсальное производство, тогда вам необходимо уметь самостоятельно делать матрицы для своих изделий, либо знать технологию изготовления матриц для правильной постановки задачи и заказа матрицы у стороннего исполнителя.
Матрицы из стеклопластика позволяют серийно производить сложные изделия, такие как раковины, мойки, ванны, унитазы, скульптуры, лепнина, предметы декора, столешницы с литыми мойками и раковинами, балясины, мыльницы и другие изделия и матрицы для них, кузовные детали для авто- мото- спец- и водной техники, разнообразные детали и кожухи для оборудования, изделия ландшафтного дизайна и многое другое.
ПРОЙТИ ОБУЧЕНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ МАТРИЦ!
Подтверждено СОЮЗом производителей композитов
Технология изготовления матриц и стеклопластика, как и любая технология — это совокупность технологических и производственных этапов, на каждом из которых нужно правильно выполнить определенные действия. При правильном выполнении всех действий вы получите действительно качественную матрицу или изделие из стеклопластика.
Срок изготовления матрицы зависит от её размера, формы, сложности, нужного качества поверхности. В матрицах, состоящих из 2-х и более частей (раковины, ванны, унитазы, емкости, катера и т.д.), каждая часть матрицы делается последовательно как отдельная матрица.
Обучение технологии изготовления матриц позволяет:
- внедрить у себя современные композитные технологии для производства серийной продукции;
- получить необходимые для работы знания и навыки в сфере композитных материалов, правильные методики, техники и рецептуры изготовления изделий;
- производить разнообразные изделия в формате небольшого локального частного производства, производства для собственных нужд, или крупного производства разнообразной продукции;
- создать серийное производство изделий, обучить и подготовить персонал в сжатые сроки;
- получить знания и практические навыки изготовления матриц из стеклопластика,
- повысить квалификацию персонала, обучить работников новым навыкам и технологиям.
Во время обучения приобретаются необходимые практические навыки и знания работы, прикладная теория композитов и материалов для них, сформированная за счет нашего опыта.
Обучение позволяет избежать множества ошибок и сэкономить много времени и денег за счет минимизации брака изделий.
ОБУЧЕНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ МАТРИЦ, ТЕХНОЛОГИИ СТЕКЛОПЛАСТИКА
Курс обучения предназначен для получения необходимых практических навыков и практических знаний по изготовлению матриц, работе со стеклопластиком. Курс является полностью практическим, т.е. ученики самостоятельно работают и делают матрицы и изделия. Результатом обучения является сделанная рабочая матрица из стеклопластика.
Курс обучения изготовлению матриц и работы со стеклопластиком проходит в формате онлайн-школы дистанционно или в очном формате практического мастер-класса на производстве заказчика.
Состав обучения технологии стеклопластика и матриц (прикладная теория, практика):
Теория:
- Техника безопасности производства стеклопластика.
- Обзор сырья, материалов и инструментов для производства.
- Обзор физико-химических процессов изготовления изделий.
- Состав материалов для изготовления изделий.
- Методы и технология создания матриц.
- Разработка и проектирование макетов, матриц для изделий.
- Моделирование изделий и матриц по эскизу, чертежу.
- Изделия из стеклокомпозитов (стеклопластик).
Практика — изготовление простой матрицы на очно мастер-классе, или сложной составной матрицы из 2-х и более частей в онлайн школе:
- Подготовка макета, болвана. Виды разделительных составов, особенности, применение. Демонстрация нанесения. Самостоятельная работа.
- Нанесение рабочего покрытия матрицы. Виды покрытий, материалов. Способы нанесения, особенности, рекомендации. Демонстрация нанесения. Самостоятельная работа.
- Изготовление барьерного слоя. Виды материалов. Методика изготовления, особенности, рекомендации. Демонстрация изготовления. Самостоятельная работа.
- Изготовление матрицы, набор толщины. Виды материалов. Методика изготовления, особенности, рекомендации. Демонстрация изготовления. Самостоятельная работа.
- Усиление матрицы. Способы усиления, правильное изготовление. Демонстрация изготовления. Самостоятельная работа.
- Ремонт матрицы или изделия (брак, повреждения). Способы ремонта. Материалы, особенности, рекомендации. Демонстрация ремонта. Самостоятельная работа.
 Самостоятельная работа.
Самостоятельная работа.Поддержка по вопросам изготовления матриц.
В процессе обучения технологии изготовления матриц и работы со стеклопластиком ученики проходят теоретическое и практическое дистанционное обучение в онлайн школе у себя в помещении, могут смотреть уроки и практиковаться в любое время без ограничений; или очно обучаются на своем производстве под руководством и контролем специалиста, где осваивают все необходимые технологические методики для дальнейшей самостоятельной работы.
Вы также можете приобрести курс обучения технологии литьевого мрамора, искусственного оникса и жидкого гранита (жидкого камня) по методике литья в матрицу. Подробнее о курсе литья камня в матрицу…
Материалы и процессы: полимерные матрицы для композитов
Матрица связывает армирующее волокно, передает нагрузки между волокнами, придает композитному компоненту чистую форму и определяет качество его поверхности. Композитная матрица может быть полимерной, керамической, металлической или углеродной. Полимерные матрицы являются наиболее широко используемыми для композитов в коммерческих и высокопроизводительных аэрокосмических приложениях. Керамические и металлические матрицы обычно используются в среде с очень высокими температурами, например, в двигателях.Углерод в качестве матрицы используется в устройствах с экстремально высокими температурами, таких как угольные / угольные тормоза и сопла ракет.
Матрицы из смолы: Термореактивные Полимеры, наиболее широко используемые в композитах, представляют собой термореактивные полимеры, класс пластичных смол, которые при отверждении термическим и / или химическим (катализатор или промотор) или другими способами становятся практически неплавкими и нерастворимыми. После отверждения термореактивный материал нельзя вернуть в неотвержденное состояние. Хотя почти все термореактивные пластмассы, которые сегодня используются в коммерческих целях, получают из нефтяного сырья, исследования и разработки и коммерциализация продолжаются в растущей области биосмол.Разработанные в основном с целью использования возобновляемого сельскохозяйственного сырья, биосмолы содержат в различных пропорциях полиол (из соевых бобов) и этанол (из кукурузы).
После отверждения термореактивный материал нельзя вернуть в неотвержденное состояние. Хотя почти все термореактивные пластмассы, которые сегодня используются в коммерческих целях, получают из нефтяного сырья, исследования и разработки и коммерциализация продолжаются в растущей области биосмол.Разработанные в основном с целью использования возобновляемого сельскохозяйственного сырья, биосмолы содержат в различных пропорциях полиол (из соевых бобов) и этанол (из кукурузы).
Ненасыщенные полиэфирные смолы являются наиболее широко используемыми термореактивными полимерами в коммерческих, массовых производствах благодаря простоте обращения, хорошему балансу механических, электрических и химических свойств и относительно низкой стоимости. (Насыщенные полиэфиры представляют собой термопластичные полимеры.) Обычно в сочетании со стекловолокном, полиэфиры хорошо адаптируются к ряду производственных процессов и чаще всего используются в распылении в открытых формах, прессовании, литье с переносом смолы (RTM).Сложные полиэфиры представляют собой основную матрицу из смолы, используемую в компаундах для формования в массе (BMC) и составах для формования листов (SMC), которые обрабатываются с использованием компрессионного формования (см. «Методы изготовления»).
Свойства составов полиэфиров могут быть изменены для соответствия определенным критериям эффективности, основанным на выборе гликоля и кислотных элементов и реакционноспособных мономеров (чаще всего стирола). Стирол добавляется в количестве до 50% для снижения вязкости, что упрощает обработку и обработку смолы.Полиэфирные смолы часто различают по основным ингредиентам. Например, ортополиэфиры основаны на ортофталевой кислоте. Изополиэфирные смолы содержат изофталевую кислоту в качестве основного ингредиента и обладают превосходной химической и термической стойкостью по сравнению с ортополиэфирами. Терефталевые полиэфирные смолы содержат терефталевые кислоты и были разработаны для повышения прочности по сравнению с обычными изополиэфирами. Полиэфиры, модифицированные дициклопентадиеном (DCPD). может иметь более низкую вязкость и обеспечивать хорошие свойства при более низком содержании стирола.Однако DCPD затвердевает при комнатной температуре и, следовательно, требует обогреваемых складских помещений и помещений для обработки.
Полиэфиры, модифицированные дициклопентадиеном (DCPD). может иметь более низкую вязкость и обеспечивать хорошие свойства при более низком содержании стирола.Однако DCPD затвердевает при комнатной температуре и, следовательно, требует обогреваемых складских помещений и помещений для обработки.
Стирол позволяет полиэфирным смолам превращаться из жидкости в твердое тело путем сшивания молекулярных цепей. Однако полиэфирные смолы в течение длительного времени сами по себе превращаются в гель. Таким образом, при производстве смолы часто добавляют небольшие количества ингибитора, чтобы замедлить это действие и увеличить срок хранения смолы. Даже без ингибиторов скорость полимеризации полиэфира слишком мала, чтобы сделать его практичным, как есть, для формовки композитов, поэтому для ускорения отверждения добавляют катализаторы и ускорители. Катализаторы добавляются в смолу перед формованием, чтобы активировать сшивание, но не принимают участия в реакции полимеризации. Катализаторы, используемые с полиэфиром, включают пероксид метилэтилкетона (МЕКП) и пероксид. Тщательное перемешивание важно, и соотношение катализатора к массе смолы влияет на скорость отверждения и, возможно, на степень отверждения. Например, 1% обычно считается медленной смесью, 2% — стандартной спецификацией поставщика и 3% — быстро отверждаемой смесью. Однако добавление более 4% катализатора по весу может привести к невозможности отверждения.
Ускоритель добавляют к катализированной смоле, чтобы реакция могла протекать при температуре цеха и / или с большей скоростью. Поскольку ускорители мало влияют на смолу в отсутствие катализатора, они иногда добавляются к смоле производителем полиэфира для создания предварительно ускоренной смолы. Кобальт — обычный ускоритель. Отверждение экзотермическое: при сшивании компонентов они выделяют тепло. Производители могут контролировать профиль отверждения с точки зрения срока годности, жизнеспособности (времени до отверждения), времени гелеобразования, температуры отверждения и вязкости за счет тщательного составления пакета катализатора, который может включать ускорители, а также ингибиторы и промоторы.
Широкий спектр других добавок — иногда называемых модификаторами — предлагает улучшенные характеристики обработки или производительности. Наиболее распространены пигменты, наполнители и антипирены. Хотя пигменты добавляются только в количестве около 3% от веса смолы, их использование может повлиять на отверждение и ухудшить конечный ламинат, если они несовместимы со смолой. Наполнители, такие как измельченное волокно, измельченное волокно и стеклянные микросферы, часто добавляют в количестве до 50%, чтобы помочь снизить стоимость, облегчить формование или предотвратить экзотермический эффект в толстых ламинатах.Некоторые наполнители также могут способствовать огнестойкости готового композита.
Безгалогенные антипирены разрабатываются, потому что известно, что галогены (то есть бром, который вместе с фтором, хлором, йодом и астатином входит в группу VIIA периодической таблицы) выделяют токсичные и коррозионные газы при воздействии пламени. Тригидрат оксида алюминия (ATH) — одна из альтернатив, используемых в продуктах MoldX компанией Huber Engineered Materials (Атланта, Джорджия, США). Сообщается, что продукты Huber ATH допускают более высокие нагрузки без изменения вязкости для обеспечения отличной текучести формы и значительно снижают содержание галогенсодержащих антипиренов без ущерба для огнезащитных свойств.Р.Дж. Marshall Co. (Саутфилд, Мичиган, США) разработала линейку продуктов Maxfil с тремя марками ATH, которые предлагают различные размеры частиц, а также смеси ATH и карбоната кальция для приложений, где огнестойкость и подавление дыма не так важны, например Напыление BMC / SMC стеновых панелей для ванных комнат и пултрузионных труб для нефтяных платформ.
Специально разработанные неармированные полиэфирные смолы, известные как гелькоут , улучшают стойкость к ударам и истиранию, а также внешний вид поверхности конечного продукта.Их наносят на поверхность формы и загустевают перед нанесением композита. На рынке ванн и душевых кабин, например, доминировали изделия из стекловолокна с гелевым покрытием, и их использование продолжает расти, несмотря на сильную конкуренцию со стороны стеклопакетов, изготовленных из полиметилметакрилата (ПММА). HK Research Corp. (Хикори, Северная Каролина, США) разработала серию REVOLUTION, которая может похвастаться привитой полимерной матрицей с более плотной сеткой, предлагая действительно гибкое гелевое покрытие с повышенной атмосферостойкостью, сохраняя при этом простоту нанесения и цену на уровне традиционного геля. пальто.Последние дополнения к этой линейке продуктов включают в себя систему литья под давлением «METAL FLEX» высокой четкости EXTREME, которая позволяет судостроителям добавлять «металлическое» покрытие к своим деталям из стекловолокна, по сравнению с популярными автомобильными красками. Компания утверждает, что может «сочетать любую цветовую комбинацию, которую только можно вообразить», и уже сделала это с автомобильными цветами 2014 года для нескольких судостроителей.
На рынке ванн и душевых кабин, например, доминировали изделия из стекловолокна с гелевым покрытием, и их использование продолжает расти, несмотря на сильную конкуренцию со стороны стеклопакетов, изготовленных из полиметилметакрилата (ПММА). HK Research Corp. (Хикори, Северная Каролина, США) разработала серию REVOLUTION, которая может похвастаться привитой полимерной матрицей с более плотной сеткой, предлагая действительно гибкое гелевое покрытие с повышенной атмосферостойкостью, сохраняя при этом простоту нанесения и цену на уровне традиционного геля. пальто.Последние дополнения к этой линейке продуктов включают в себя систему литья под давлением «METAL FLEX» высокой четкости EXTREME, которая позволяет судостроителям добавлять «металлическое» покрытие к своим деталям из стекловолокна, по сравнению с популярными автомобильными красками. Компания утверждает, что может «сочетать любую цветовую комбинацию, которую только можно вообразить», и уже сделала это с автомобильными цветами 2014 года для нескольких судостроителей.
Ashland Performance Materials (Дублин, Огайо, США) — один из поставщиков смол, прилагающий значительные усилия для коммерциализации смол на биологической основе на этой арене с помощью своей линии ENVIREZ, которая заменяет гликоль, полученный из сырой нефти, на био-гликоль, полученный из кукурузы или соевых бобов. .Канадская компания Campion Marine (Келоуна, Британская Колумбия) стала первой судостроительной компанией, которая перешла на био-смолу, с использованием специального сорта ламината Ashland Envirez L 86300 во всех своих моделях с 2009 года, после того как испытания подтвердили, что его прочность равна прочности, удлинению и эластичность выше, чем у ранее использовавшихся полиэфиров на нефтяной основе. Компания Reichhold LLC2 (Research Triangle Park, Северная Каролина, США) также разработала био-смолу POLYLITE 31325-00, ненасыщенный полиэфир с низкой вязкостью и содержанием соевого масла 25%. Материал разработан для приложений SMC / BMC. Dow Chemical Co., Пасадена, Техас, США) разрабатывает ненасыщенные полиэфиры на биологической основе (орто-, изо- и терефталевая, модифицированный DCPD и фумерат бисфенола A) и виниловые эфиры с использованием метакрилированной жирной кислоты (MFA) в качестве реактивного разбавителя который является частичной заменой стирола, полученного из ядра пальмы и кокосового масла. Применяемый при загрузке 15-18%, MFA снижает выбросы стирола до 27%, с хорошей ударной вязкостью и удлинением, практически без запаха и биосодержанием 60%. Компания AOC Resins (Коллиервилл, Теннесси, США) предлагает линейку UPR EkoTek, в которой используется сырье, полученное из сои и кукурузы, а один продукт, h531-AKAG, содержит до 42% возобновляемых и / или переработанных материалов.Dixie Chemical Co. Inc. (Пасадена, Техас, США) предлагает две линии ненасыщенных сложных полиэфиров, MAESO и MAELO, на основе соевого масла и льняного масла соответственно. В то время как эпоксидированные льняное и соевое масла существуют уже много лет, версии Дикси функционализированы малеиновым ангидридом и другими химическими соединениями для включения реактивных центров. Смолы имеют свойства, сравнимые с типичными UPR, и, как и обычные системы смол, содержат реактивный разбавитель, такой как стирол, винилтолуол или метакрилированная жирная кислота (MFA)
Dow Chemical Co., Пасадена, Техас, США) разрабатывает ненасыщенные полиэфиры на биологической основе (орто-, изо- и терефталевая, модифицированный DCPD и фумерат бисфенола A) и виниловые эфиры с использованием метакрилированной жирной кислоты (MFA) в качестве реактивного разбавителя который является частичной заменой стирола, полученного из ядра пальмы и кокосового масла. Применяемый при загрузке 15-18%, MFA снижает выбросы стирола до 27%, с хорошей ударной вязкостью и удлинением, практически без запаха и биосодержанием 60%. Компания AOC Resins (Коллиервилл, Теннесси, США) предлагает линейку UPR EkoTek, в которой используется сырье, полученное из сои и кукурузы, а один продукт, h531-AKAG, содержит до 42% возобновляемых и / или переработанных материалов.Dixie Chemical Co. Inc. (Пасадена, Техас, США) предлагает две линии ненасыщенных сложных полиэфиров, MAESO и MAELO, на основе соевого масла и льняного масла соответственно. В то время как эпоксидированные льняное и соевое масла существуют уже много лет, версии Дикси функционализированы малеиновым ангидридом и другими химическими соединениями для включения реактивных центров. Смолы имеют свойства, сравнимые с типичными UPR, и, как и обычные системы смол, содержат реактивный разбавитель, такой как стирол, винилтолуол или метакрилированная жирная кислота (MFA)
Смолы на основе сложных виниловых эфиров представляют собой мост между дешевыми, быстро отверждаемыми и легко обрабатываемыми полиэфирами и эпоксидными смолами с более высокими характеристиками (описанными ниже).Их молекулярная структура очень похожа на структуру полиэфиров, но они имеют реакционные центры только на концах молекулярных цепей и имеют меньше сложноэфирных групп. Поскольку сложноэфирные группы подвержены гидролизу, их меньшее количество увеличивает устойчивость виниловых эфиров к воде и химически агрессивным средам, что частично объясняет их более высокую цену. Сложные виниловые эфиры используются в резервуарах для химикатов и других сферах, в которых коррозионная стойкость является ключевой целью, и они также повышают ценность конструкционных ламинатов, требующих высокой степени влагостойкости (например, корпуса и палубы лодок). Они обрабатываются и отверждаются так же, как и полиэфиры, с потенциалом повышения прочности, хотя обычно для этого требуется дополнительное отверждение при повышенной температуре.
Они обрабатываются и отверждаются так же, как и полиэфиры, с потенциалом повышения прочности, хотя обычно для этого требуется дополнительное отверждение при повышенной температуре.
Для современных композитных матриц наиболее распространенными термореактивными смолами являются эпоксидные смолы, фенольные смолы, цианатные эфиры (CE), бисмалеимиды (BMI), бензоксазины и полиимиды.
Эпоксидные смолы придают композиту прочность, долговечность и химическую стойкость. Они обеспечивают высокую производительность при повышенных температурах, при температурах эксплуатации в горячих и влажных условиях до 121 ° C.Эпоксидные смолы бывают жидкими, твердыми и полутвердыми и обычно отверждаются путем реакции с аминами или ангидридами. Большинство коммерческих эпоксидных смол имеют химическую структуру на основе диглицидилового эфира бисфенола A, диглицидилового эфира бисфенола F (более низкая вязкость), креозольных новолаков или фенольных новолаков. Эпоксидные смолы не отверждаются катализатором, как полиэфирные смолы, а вместо этого используют отвердитель (также называемый отвердителем). Отвердитель (часть B) и основная смола (часть A) взаимодействуют в «реакции присоединения» в соответствии с фиксированным соотношением.Таким образом, очень важно использовать правильное соотношение смеси смолы и отвердителя, чтобы обеспечить полную реакцию. В противном случае смола не будет полностью отверждена и не приобретет своих полных свойств. (Оборудование для измерения / смешивания / дозирования сейчас широко используется для автоматизации и точного контроля этого смешивания смолы, а затем подачи ее в процесс формования.) Тип используемого отвердителя влияет на конечные свойства отвержденной смолы и, таким образом, на композит. Отвердители включают алифатические амины, циклоалифатические амины, полиамиды, ароматические амины, ангидриды, фенолы, тиолы и скрытые отвердители (например.g., кислоты Льюиса). Во многих аэрокосмических приложениях используются отверждаемые амином многофункциональные эпоксидные смолы, требующие отверждения при повышенных температурах и давлениях. Упрочненная эпоксидная смола — с добавлением термопластов и реактивных резиновых смесей для противодействия хрупкости из-за высокой степени сшивания — стала нормой для самолетов с высоким процентным содержанием композитных материалов, таких как Boeing Co. (Чикаго, Иллинойс, США) 787 Dreamliner и Airbus (Тулуза, Франция) A350 XWB.
Упрочненная эпоксидная смола — с добавлением термопластов и реактивных резиновых смесей для противодействия хрупкости из-за высокой степени сшивания — стала нормой для самолетов с высоким процентным содержанием композитных материалов, таких как Boeing Co. (Чикаго, Иллинойс, США) 787 Dreamliner и Airbus (Тулуза, Франция) A350 XWB.
Заметным достижением в области эпоксидных смол, в значительной степени обусловленным устойчивыми ожиданиями автомобильной промышленности о производстве «частей в минуту», стало появление группы новых составов смол, которые получили меткий дескриптор «мгновенное отверждение». «эпоксидные смолы.Это собирательный термин для смол, у которых срок службы аналогичен обычным эпоксидным смолам, который может быть продлен до тех пор, пока волокна не будут полностью пропитаны, но затем, при «триггерной» температуре, может быть активирован для цикла отверждения продолжительностью две минуты. или менее.
Dow Automotive Systems (Хорген, Швейцария) представила в 2014 году платформу для быстрой отверждения автомобильной эпоксидной смолы VORAFORCE. Время отверждения составляет всего 30 секунд, а характеристики латентности смолы сочетаются с низкой вязкостью (всего 10 МПа / с ), максимально увеличивает скорость инфузии.
Hexion Inc. (Колумбус, Огайо, США) предложила ряд оптимизированных быстроотверждаемых эпоксидных смол, отвердителей и связующих для преформ. Смола Epikote TRAC 06170 под торговой маркой Hexion с отвердителем Epikure TRAC 06170 предназначена для структурных деталей, изготовленных с использованием RTM или мокрого прессования. Сообщается, что такая комбинация приводит к продолжительности цикла от детали к детали менее 1 минуты, в зависимости от размера и сложности детали. Серия Epikote Resin TRAC 06400 также доступна для быстроотверждаемых препрегов, время отверждения которых составляет всего 90 секунд, добавляет он, при отверждении при 130 ° C.
Hexcel (Стэмфорд, Коннектикут, США) предлагает препрег мгновенного отверждения под торговой маркой HexPly M77, который имеет двухминутный цикл при 150 ° C (давление 80 бар) для детали толщиной 5 мм. Низкая липкость HexPly M77 позволяет вырезать из препрега точные формы с помощью лазерного резака, а затем роботизированно ориентировать, собирать и консолидировать в плоские преформы. Его T г при 125 ° C позволяет извлекать из формы отвержденные детали в горячем состоянии для ускорения производственного цикла. Компания Cytec Solvay (Хеанор, Дербишир, Великобритания) сообщила, что 18-месячная программа исследований и разработок привела к созданию нескольких химических составов эпоксидных смол, отверждаемых менее чем за 3 минуты, для первичных и вторичных структур кузова в белом цвете.Эпоксидные смолы на биологической основе также разрабатываются рядом фирм. Одним из них является компания Sicomin (Шатонеф-ле-Мартиг, Франция), которая за десятилетие разработала несколько смол GreenPoxy под торговой маркой. SR GreenPoxy 56 — это прозрачная эпоксидная смола с содержанием углерода более 50%, полученная из растительных и растительных источников, а Surf Clear EVO — это эпоксидная смола, предназначенная для рынка досок для серфинга. Компания не будет определять точные растительные источники для своей смолы, и менеджер по экспорту Sicomin Марк Денжан говорит, что ее эпоксидные смолы можно комбинировать с широким выбором отвердителей (небиологических) для соответствия конкретным процессам, включая ручную укладку, инфузию и т. компрессионное формование или другие.Компания Entropy Resins (Хейворд, Калифорния, США) утверждает, что содержит первую в отрасли «био-предпочтительную» сертифицированную Министерством сельского хозяйства США эпоксидную смолу Super Sap Epoxy 100/1000 с 37% молекулярной основы, полученной из натуральной сосны. масло. Entropy утверждает, что смола хорошо прилипает к арматуре и обладает лучшими характеристиками удлинения, чем эпоксидные смолы на нефтяной основе.
Низкая липкость HexPly M77 позволяет вырезать из препрега точные формы с помощью лазерного резака, а затем роботизированно ориентировать, собирать и консолидировать в плоские преформы. Его T г при 125 ° C позволяет извлекать из формы отвержденные детали в горячем состоянии для ускорения производственного цикла. Компания Cytec Solvay (Хеанор, Дербишир, Великобритания) сообщила, что 18-месячная программа исследований и разработок привела к созданию нескольких химических составов эпоксидных смол, отверждаемых менее чем за 3 минуты, для первичных и вторичных структур кузова в белом цвете.Эпоксидные смолы на биологической основе также разрабатываются рядом фирм. Одним из них является компания Sicomin (Шатонеф-ле-Мартиг, Франция), которая за десятилетие разработала несколько смол GreenPoxy под торговой маркой. SR GreenPoxy 56 — это прозрачная эпоксидная смола с содержанием углерода более 50%, полученная из растительных и растительных источников, а Surf Clear EVO — это эпоксидная смола, предназначенная для рынка досок для серфинга. Компания не будет определять точные растительные источники для своей смолы, и менеджер по экспорту Sicomin Марк Денжан говорит, что ее эпоксидные смолы можно комбинировать с широким выбором отвердителей (небиологических) для соответствия конкретным процессам, включая ручную укладку, инфузию и т. компрессионное формование или другие.Компания Entropy Resins (Хейворд, Калифорния, США) утверждает, что содержит первую в отрасли «био-предпочтительную» сертифицированную Министерством сельского хозяйства США эпоксидную смолу Super Sap Epoxy 100/1000 с 37% молекулярной основы, полученной из натуральной сосны. масло. Entropy утверждает, что смола хорошо прилипает к арматуре и обладает лучшими характеристиками удлинения, чем эпоксидные смолы на нефтяной основе.
Huntsman Advanced Materials (Вудлендс, Техас, США) в течение последних восьми лет работала с BMW над программой производства автомобилей i3 , в которой используется эпоксидная смола Araldite LY 3585, зарегистрированная под торговой маркой Huntsman, в сочетании с отвердителем Aradur 3475 под высоким давлением. Процесс RTM (см. «BMW Leipzig: Эпицентр производства i3 »).
Процесс RTM (см. «BMW Leipzig: Эпицентр производства i3 »).
Фенольные смолы основаны на комбинации ароматического спирта и альдегида, такого как фенол, в сочетании с формальдегидом. Они находят применение в огнестойких внутренних панелях самолетов и на коммерческих рынках, где требуются недорогие, огнестойкие и малодымные продукты. Превосходный выход полукокса и абляционные (поглощающие тепло) характеристики сделали фенольные смолы долгое время фаворитами для абляционных и ракетных сопел. Они также оказались успешными в неаэрокосмических приложениях, особенно в компонентах для морских нефтегазовых платформ, а также в приложениях для общественного транспорта и электроники.Однако фенольные смолы полимеризуются посредством реакции конденсации, которая вызывает выделение водяного пара и формальдегида во время отверждения. Это явление может привести к образованию пустот в композите. В результате механические свойства фенольных смол несколько ниже, чем у эпоксидных смол и большинства других высокоэффективных смол. Кроме того, формы должны быть спроектированы с соответствующей вентиляцией, и / или процесс формования должен включать этап «дыхания», чтобы позволить водяному пару уйти. По этой причине фенольные смолы обычно не обрабатываются с использованием RTM.
Цианатные эфиры (СЕ) представляют собой универсальные матрицы, которые обеспечивают превосходную прочность и ударную вязкость, позволяют очень низкое влагопоглощение и обладают превосходными электрическими свойствами по сравнению с другими полимерными матрицами, хотя эти преимущества имеют более высокую стоимость. CE имеют рабочие температуры в горячем / влажном состоянии до 149 ° C и обычно упрочняются термопластами или сферическими частицами резины. Они обрабатываются аналогично эпоксидным смолам, но их процесс отверждения проще благодаря профилю вязкости CE и номинальным летучим компонентам.Текущие приложения варьируются от обтекателей, антенн, ракет и абляций до микроэлектроники и микроволновых устройств.
Среди наиболее экзотических смол бисмалеимиды и полиимиды (близкие родственники, химически) используются в высокотемпературных приложениях на самолетах и ракетах (например, для компонентов гондол реактивных двигателей). BMI предлагают горячие / влажные рабочие температуры (до 232 ° C), в то время как некоторые полиимиды можно использовать до 371 ° C в течение коротких периодов времени. Летучие вещества и влага, выделяемые во время отверждения, затрудняют работу с полиимидами, чем с эпоксидными смолами или КЭ; Для уменьшения или устранения пустот и расслоения были разработаны специальные рецептуры и методы обработки.И ИМТ, и полиимиды традиционно демонстрируют более высокое влагопоглощение и более низкие значения ударной вязкости, чем КЭ и эпоксидные смолы, но в последние годы был достигнут значительный прогресс в создании более жестких составов, и теперь ИМТ рекламируется как более устойчивый к проникновению жидкости, чем эпоксидные смолы. Более широкое использование BMI обусловлено не только инструментами и приложениями, в которых рабочие температуры превышают 177 ° C, но и все более широким использованием композитов в конструкциях, которые нуждаются в улучшенных характеристиках сжатия горячего / влажного и открытого ствола (OHC) при умеренных температурах, e .г., от 80 ° C до 120 ° C. Это причина его использования в F-35 Lightning II , что позволяет создавать устойчивые к повреждениям конструкции при меньшей массе по сравнению с эпоксидной смолой. Производители оригинального оборудования продолжают активно продавать смолы, увеличивая содержание OHC как минимум на 20 процентов по сравнению с упрочненными эпоксидными смолами, используемыми на 787 и A350. Раньше считалось, что BMI слишком дорого, но при цене 75 долларов США за фунт для препрега из углеродного волокна он очень хорошо конкурирует с системами из углеродного волокна / эпоксидной смолы с промежуточным модулем (IM) по цене 70 долларов США за фунт, и предыдущие проблемы с длительным временем цикла также рассматривается.
Полибутадиеновые смолы обладают хорошими электрическими свойствами и химической стойкостью и успешно используются в качестве альтернативы эпоксидной смоле в композитах E-стекло / эпоксидная смола, обычно используемых для формования тонкостенных, армированных стекловолокном обтекателей.
Бензоксазины образуются в результате реакции фенола, формальдегида и амина в аддитивной реакции с полимеризацией с раскрытием цикла, которая дает высокомолекулярный полимер с почти нулевой усадкой при отверждении, реактивными центрами, которые значительно облегчают гибридизацию с другими смолами, и способностью полимеризоваться с самим собой (гомополимеризация) с образованием полибензоксазиновых сетей, очень похожих на фенольные.Обнаруженный в 1940-х годах, разработка бензоксазина активизировалась в течение 1980-х и 90-х годов, и в 2000 году они были квалифицированы для изготовления печатных плат (ПП), однако системы для конструкционных композитов не были коммерциализированы до 2008 года. Интерес к бензоксазинам растет из-за их высокой жесткости, превосходные термические свойства, более низкое влагопоглощение, лучшая устойчивость к воспламенению, а также к ультрафиолетовому (УФ) излучению, чем у эпоксидных смол. Более экзотические бензоксазины могут иметь T г от 300 ° C до 350 ° C; более распространенные составы находятся в диапазоне от 150 ° C до 250 ° C.Как и BMI, эти системы с более высокой температурой г могут быть хрупкими, и их необходимо укрепить, чтобы предотвратить образование микротрещин. Поставщики заявляют, что их можно обрабатывать почти так же, как эпоксидные смолы, но с меньшей тепловой реакцией. Компания Henkel Aerospace (Бей-Пойнт, Калифорния, США сообщает, что 150-слойный ламинат толщиной 19 мм может быть отвержден со скоростью 5 ° C / мин без неконтролируемого экзотерма.
Бензоксазин имеет низкую цену и по своим характеристикам находится между эпоксидной смолой и ИМТ. Однако то, как он представляется потенциальному пользователю, варьируется в зависимости от очень разных подходов, используемых двумя ведущими поставщиками. Компания Henkel, поставляющая структурные препреги, смолы для инфузии и пленочные клеи, а также сотрудничающая с Airtech International Inc. (Хантингтон-Бич, Калифорния, США), предлагающая препрег для инструментов, рассматривает бензоксазин как способ снизить стоимость композитных структур по всей цепочке поставок за счет его стабильность при комнатной температуре (отсутствие заморозки) и преимущества обработки, удовлетворяющие не только сложные структурные требования, но и требования по поставке, транспортировке, обработке поверхности, а также требованиям по охране здоровья и безопасности. Между тем, компания Huntsman Advanced Materials (Базель, Швейцария и Вудлендс, Техас, США) продает компоненты строительных блоков на основе бензоксазина предпреггерам, разработчикам рецептур смол и производителям клеев.В нем рассматривается уникальная и почти бесконечная способность бензоксазина гибридизироваться с другими смолами, например с другими смолами. эпоксидная смола, фенол, ИМТ, тиол и др. — как путь к созданию действительно адаптированных полимеров, которые будут отвечать потребностям отдельных композитных приложений и даже в дальнейшем оптимизировать конструктивные решения в будущем. Предлагая характеристики воспламеняемости, дыма и токсичности (FST) фенола без образования пустот и трудностей с обработкой, бензоксазин, похоже, готов использовать большие интегрированные конструкции в самолетах и других транспортных средствах.Но некоторые пользователи предупреждают, что он еще не достиг зрелости BMI и все еще требует дальнейшего развития в нескольких областях, включая обработку OOA.
Компания Henkel, поставляющая структурные препреги, смолы для инфузии и пленочные клеи, а также сотрудничающая с Airtech International Inc. (Хантингтон-Бич, Калифорния, США), предлагающая препрег для инструментов, рассматривает бензоксазин как способ снизить стоимость композитных структур по всей цепочке поставок за счет его стабильность при комнатной температуре (отсутствие заморозки) и преимущества обработки, удовлетворяющие не только сложные структурные требования, но и требования по поставке, транспортировке, обработке поверхности, а также требованиям по охране здоровья и безопасности. Между тем, компания Huntsman Advanced Materials (Базель, Швейцария и Вудлендс, Техас, США) продает компоненты строительных блоков на основе бензоксазина предпреггерам, разработчикам рецептур смол и производителям клеев.В нем рассматривается уникальная и почти бесконечная способность бензоксазина гибридизироваться с другими смолами, например с другими смолами. эпоксидная смола, фенол, ИМТ, тиол и др. — как путь к созданию действительно адаптированных полимеров, которые будут отвечать потребностям отдельных композитных приложений и даже в дальнейшем оптимизировать конструктивные решения в будущем. Предлагая характеристики воспламеняемости, дыма и токсичности (FST) фенола без образования пустот и трудностей с обработкой, бензоксазин, похоже, готов использовать большие интегрированные конструкции в самолетах и других транспортных средствах.Но некоторые пользователи предупреждают, что он еще не достиг зрелости BMI и все еще требует дальнейшего развития в нескольких областях, включая обработку OOA.
Тем не менее, бензоксазин был принят на вооружение крупным производителем планера для склеивания больших узлов инструмента BMI с помощью пленочного клея Airtech Beta 8610, а также квалифицирован для использования в корпусе вспомогательной силовой установки (APU) Airbus A380, заменив оригинальный BMI препрегом бензоксазина Henkel. армированный углеродным волокном Toho Tenax (Токио, Япония). Система инструментов для отверждения в автоклаве Beta Prepreg компании Airtech, построенная на бензоксазиновой смоле Henkel, использовалась в GKN Aerospace в Мюнхене для производства 100 инструментов для поддержки Т-образных стрингеров из углеродного волокна, используемых при производстве внутренних и внешних подкрылков Airbus A350.
Система инструментов для отверждения в автоклаве Beta Prepreg компании Airtech, построенная на бензоксазиновой смоле Henkel, использовалась в GKN Aerospace в Мюнхене для производства 100 инструментов для поддержки Т-образных стрингеров из углеродного волокна, используемых при производстве внутренних и внешних подкрылков Airbus A350.
Другой, но менее известный класс смол — это фталонитрилы, первоначально разработанные Лабораторией военно-морских исследований США для применения при очень высоких температурах. Фталонитрилы, выпускаемые Eikos (Франклин, Массачусетс, США), имеют рабочие температуры, приближающиеся к 371 ° C, и были выбраны для высокотемпературных деталей двигателей, а также подводных судов.
Матрицы из смолы: термопластыВ отличие от сшивающих термореактивных пластиков, реакция отверждения которых не может быть обращена вспять, термопласты затвердевают при охлаждении, но сохраняют свою пластичность; то есть они будут переплавляться, и их можно будет изменить в форме путем повторного нагрева выше температуры их обработки. Менее дорогие термопластические матрицы предлагают более низкие температуры обработки, но также имеют ограниченные температуры использования. В их ассортименте представлены как инженерные, так и товарные пластмассы, такие как полиэтилен (PE), полиэтилентерефталат (PET), полибутилентерефталат (PBT), поликарбонат (PC), акрилонитрилбутадиенстирол (ABS), полиамид (PA или нейлон) и полипропилен (ПП).Масштабные коммерческие товары, такие как спортивная обувь, ортопедические изделия и медицинские протезы, выигрывают от прочности и влагостойкости этих смол, как и автомобильные воздухозаборники и другие детали под капотом.
Высокоэффективные термопластические смолы — полиэфирэфиркетон (PEEK), полиэфиркетон (PEK), полиамид-имид (PAI), полиарилсульфон (PAS), полиэфиримид (PEI), полиэфирсульфон (PES), полифениленсульфид (PPS) и жидкокристаллический полимер (LCP). ) — хорошо работают в высокотемпературных средах и после затвердевания не впитывают воду и не разлагаются под воздействием влаги. Эти смолы, армированные высококачественными волокнами, обладают длительным сроком хранения препрега без охлаждения и обладают исключительной ударопрочностью и гашением вибрации. Они также предлагают возможность использовать переработанное содержимое и упростить переработку отходов и отслуживших конструкций.
Эти смолы, армированные высококачественными волокнами, обладают длительным сроком хранения препрега без охлаждения и обладают исключительной ударопрочностью и гашением вибрации. Они также предлагают возможность использовать переработанное содержимое и упростить переработку отходов и отслуживших конструкций.
Однако они могут поставить производителей композитов перед некоторыми трудностями при обработке из-за их относительно высокой вязкости. Армированные термопластичные композиты, в которых используются смолы с более высокими эксплуатационными характеристиками в качестве матриц, все больше используются в аэрокосмической сфере.В 18-метровой килевой балке Airbus A380 используется большое количество нервюр и кронштейнов из углеродного волокна / PPS, как и в элеронах A340-600. Компания Composites Forecasts and Consulting LLC (Меса, Аризона, США) сообщает, что для семейства Boeing 787 требуется от 10 000 до 15 000 зажимов и шипов из углеродного волокна / PPS для каждого самолета, чтобы закрепить внешние обшивки на композитных круглых секциях рамы, в то время как Airbus A350 WXB, как полагают, использует примерно 8000 на самолет. Stork Fokker AESP (Хоогевен, Нидерланды) поставила панели пола из карбона / PEI для бизнес-джета Gulfstream Aerospace (Саванна, Джорджия, США) G550 , а для G650, добавила руль направления CF / PPS и лифты. хвост самолета.Компания Fokker Aerostructures BV (Папендрехт, Нидерланды) разработала и в настоящее время производит горизонтальное оперение CF / PPS (HTP) для винтокрылого аппарата AgustaWestland AW169 . Другие области применения включают спинки сидений самолетов и балки пола, в то время как исследования продолжают демонстрировать автоматическую укладку лент и консолидацию на месте панелей фюзеляжа с усиленными стрингерами с использованием CF / PEEK, которые не требуют дополнительного нагрева или давления.
Термопластичные полимеры могут быть аморфными с беспорядочно расположенными молекулярными цепями или полукристаллическими с аморфными областями и областями, в которых молекулы упакованы в кристаллическую решетку. Аморфные термопласты не образуют кристаллической структуры и имеют температуру формования / максимальной эксплуатации, близкую к температуре стеклования (T g ). Полукристаллические термопласты имеют как T г , так и температуру плавления, при которой кристаллическая структура разрушается. Механические свойства деталей, изготовленных из полукристаллических термопластов, зависят от степени кристалличности, которая определяется скоростью охлаждения, используемой для изготовления детали. (См. Сравнительную таблицу термопластов слева.)
Аморфные термопласты не образуют кристаллической структуры и имеют температуру формования / максимальной эксплуатации, близкую к температуре стеклования (T g ). Полукристаллические термопласты имеют как T г , так и температуру плавления, при которой кристаллическая структура разрушается. Механические свойства деталей, изготовленных из полукристаллических термопластов, зависят от степени кристалличности, которая определяется скоростью охлаждения, используемой для изготовления детали. (См. Сравнительную таблицу термопластов слева.)
Стремясь создать усовершенствованные композиты с очень коротким временем цикла для применения в больших объемах, Aonix Advanced Materials Corp. (Оттава, Онтарио, Канада) разработала семейства аморфных полимеров Ultra-P, Ultra-S и Ultra-I на основе на модифицированных парафениленовых, сульфоновых и полиимидных системах, чтобы избежать традиционных проблем с кристаллическими полимерами с очень чувствительным и долгим циклом охлаждения и короблением конечных деталей. Композиты, изготовленные с матричными системами Ultra-I (модифицированный полиимид), демонстрируют термомеханические свойства, сравнимые с композитами на основе PEEK, в то время как композиты, использующие матричные системы Ultra-S (модифицированный сульфон), конкурируют с традиционными композитами на основе эпоксидной смолы. .Специализированные экспресс-машины Aonix представляют собой модифицированные агрегаты компрессионного формования и термоформования с гидравлическим приводом, которые, как сообщается, могут превращать предварительно консолидированную заготовку в деталь за 1-минутный цикл.
Между тем, армированный углеродным волокном нейлон (полиамид) стал предпочтительным композитом для малых и средних беспилотных летательных аппаратов (БПЛА или дронов), а также популярен в спортивных товарах. Подразделение Exteriors компании Magna Interinational (Аврора, Онтарио, Канада) производит первый в североамериканской автомобильной промышленности полностью перерабатываемый модуль задней двери из термопласта, композитного материала для внедорожника Nissan Rogue кроссовера 2014 года. Полная сборка задней двери на 30% легче, чем сопоставимые системы из штампованной стали, и состоит из внешней панели, отлитой из неармированного термопластичного олефинового (ТПО) компаунда, и внутренней панели, изготовленной из 30% длинного стекловолокна / полипропилена (ПП).
Полная сборка задней двери на 30% легче, чем сопоставимые системы из штампованной стали, и состоит из внешней панели, отлитой из неармированного термопластичного олефинового (ТПО) компаунда, и внутренней панели, изготовленной из 30% длинного стекловолокна / полипропилена (ПП).
Полиуретановые смолы доступны как в термореактивных, так и в термопластичных составах. Термореактивные полиуретаны используются для пултрузии жестких деталей, таких как морские шпунтовые сваи и опоры электропередач, а также для повышения жесткости облицовки автомобильных бамперов, изготовленных методом реактивного литья под давлением (RIM).Для получения информации о RIM см. «Методы изготовления». Составы полимеров полимочевины доступны для армированного реакционного литья под давлением (RRIM) с минеральным волластонитом в качестве армирования. Они были первыми полимерами, которые выдерживали высокие температуры в процессах окраски автомобилей, а также обеспечивали отделку класса А. Компания Huntsman Polyurethanes (Оберн-Хиллз, Мичиган, США) положила начало революции «мгновенного отверждения» со своим продуктом VITROX. VITROX может сохранять стабильно низкую и стабильную вязкость до тех пор, пока не будет достигнута «начальная» температура, которая активирует мгновенное отверждение.Эта триггерная температура определяется смесью катализатора смолы и конкретным составом, и может быть точно адаптирована к области применения заказчика, при этом время жизнеспособности регулируется от <5 минут до нескольких часов, по сравнению с обычным жизнеспособностью полиуретана, составляющим 20-25 минут. Разработанный для инфузии, RTM, VARTM и намотки нитей и ориентированный на автомобильную промышленность, VITROX предлагает T g с температурой более 200 ° C и, как сообщается, имеет хорошие механические характеристики и присущие FST характеристики.
Также доступны в любой форме полиимиды (термореактивная форма которых уже описана). В термопластической форме полиимидная смола легко выделяет летучие вещества под действием тепла и давления, в результате чего получаются детали с меньшим количеством пустот.
За последнее десятилетие в эту категорию были добавлены две другие смолы, которые в термопластической форме могут обрабатываться, как термореактивные, с более низкой вязкостью. Класс циклических термопластичных полиэфиров, первоначально разработанный General Electric Co.и продается Cyclics Corporation (Скенектади, Нью-Йорк, США), предлагает более простую обработку. Термопластичный полиэфир распадается на циклическую олигомерную форму, которая при нагревании до определенной температуры понижается до вязкости, подобной воде, что значительно способствует смачиванию волокон. Когда он катализируется, а затем охлаждается, олигомер возвращается к более обычной вязкости и образует длинноцепочечный высокомолекулярный термопласт. Материал обладает свойствами термопласта, но его можно обрабатывать как термореактивный материал.Другим примером является семейство запатентованных термопластичных полиуретанов (TPU), разработанных около 2000 г. компанией Dow Chemical Co. (Мидленд, штат Мичиган, США) и выделенных в 2004 г. компанией Fulcrum Composites Inc. из Мидленда. Эти TPU сделали возможным коммерциализацию процесс термопластической пултрузии. Хотя в пултрузии преобладают реактопласты с низкой вязкостью, TPU Dow обладают способностью частично деполимеризоваться при температуре обработки и быстро реполимеризоваться по мере охлаждения. Другими словами, молекулы мономера в длинных полимерных цепях частично разъединяются, когда гранулы смолы нагреваются и плавятся, а затем повторно связываются при охлаждении.Эта разработка сделала возможным производство пултрузионных профилей, которые могут быть подвергнуты последующей формовке (посредством термоформования) или формованию поверх (посредством экструзии и / или литья под давлением) для создания таких изделий, как резьбовой стержень, без использования процессов механической обработки, которые повреждают пултрузионные волокна.
Наконец, для термореактивных эпоксидных смол была разработана новая технология отвердителя, позволяющая спроектировать их в «точках расщепления», так что поперечные связи смолы разламываются и оставляют молекулы термопласта, которые легко перерабатывать.Разработанная Connora Technologies (Хейворд, Калифорния, США) как Recyclamine и продаваемая как Cleavamine партнером Adesso Advanced Materials (Wu Xi, провинция Цзянсу, Китай), технология применима к любой эпоксидной системе и была продемонстрирована в системах для инфузии при комнатной температуре. , прессование, препрег, RTM и HP-RTM. Отвержденные эпоксидные композиты были растворены в ванне для рециркуляции разбавленной (25%) уксусной кислоты при 100 ° C в течение одного часа, что позволило легко удалить углеродное волокно, а затем высушить и измельчить термопластичную эпоксидную матрицу до многоразового порошка.
Обработка вне автоклаваВ аэрокосмической промышленности существует значительный спрос на матричные смолы, которые могут обеспечивать ламинаты, эквивалентные автоклаву (включая менее 1% пустот), без необходимости отверждения в автоклавах, которые не только капиталоемки, но и дороги в эксплуатации. Недавние отраслевые исследования показывают, что для деталей размером от 8 м 2 до 130 м 2 печи могут быть установлены за от одной седьмой до одной десятой стоимости автоклава сопоставимого размера, а также стоимости сухого волокна и жидкой смолы для изготовления Отверждаемые в печи версии деталей могут быть на 70% меньше, чем те же материалы, преобразованные в препрег.
TenCate Advanced Composites (Морган Хилл, Калифорния, США и Нейвердал, Нидерланды) предлагает шесть различных отверждаемых вне автоклавов (OOA) эпоксидных препрегов с T г в диапазоне от 125 ° C до 203 ° C, включая упрочненную эпоксидную смолу TC250 (со свойствами в базе данных NCAMP), продукты TC275, предназначенные для использования в авиации общего назначения, и усиленная высокотемпературная система TC350 для использования в военных и коммерческих аэрокосмических конструкциях. Последние два перечислены как способные давать детали с очень низким (<0.05%) пустотное содержимое. Hexcel’s (Стэмфорд, Коннектикут, США) HexPly M56 - это серия эпоксидных смол, отверждаемых при температуре 180 ° C для конструкций самолетов, в то время как продукты Cytec OOA включают следующее:
- Cycom 5320-1, разработанный для первичной структуры самолетов, отверждаемый при 180 ° C.
- Cycom 5215 с влажной температурой г более 150 ° C после постотверждения в автономном режиме 177 ° C.
- MTM44-1 Упрочненная эпоксидная смола с максимальной влажностью T г 150 ° C (принята GE Aviation для производства наружных и средних секций фиксированных панелей задней кромки крыла Airbus A350 XWB).
- MTM46 с максимальной влажной температурой г при 130 ° C
- MTM27 с 15-минутным циклом отверждения при 150 ° C с последующим отверждением при 110 ° C,
- MTM45 с максимальной влажностью T г 160 ° C (используется во всей конструкции Advanced Composite Cargo Aircraft (ACCA).
- MTM57-2: пониженная липкость, вакуумный мешок только ZPREG и широкий спектр низкотемпературных инструментальных материалов LTM.
BMI также вышли из автоклава, и системы OOA коммерчески доступны от Cytec Solvay, TenCate, Renegade Materials Corp.(Спрингсборо, Огайо, США) и Stratton Composite Solutions (Мариетта, Джорджия, США). Hexcel также разрабатывает OOA BMI.
Прочие матрицы: углеродные, металлические и керамическиеВозможно, самая экзотическая матрица, отчасти потому, что она не является ни термореактивной, ни термопластичной, это пиролизованный и уплотненный несплошной углерод, который образует матрицу в композитах углерод / углерод (C / C). Компоненты C / C выдерживают чрезвычайно высокие температуры — около 1650 ° C, например, в компонентах космического корабля НАСА, — а также находят применение в компонентах тормозов самолетов и гоночных автомобилей, ракетных двигателях и выхлопных соплах, которые могут выдерживать кратковременные эксплуатационные температуры до очень высоких значений. как 2760 ° C.
Металлы (например, алюминий, титан и магний) и керамика (например, карбид кремния) также используются в качестве матриц для очень специализированных приложений, таких как компоненты космических кораблей, где минимальный КТР и отсутствие газовыделения важны. Они также используются в компонентах двигателей, где полимерные матрицы не могут обеспечить чрезвычайно высокую термостойкость, которая требуется для таких применений.
Примечание редактора: Чтобы продолжить чтение статей в «Отраслевой обзор, Часть I: Материалы и процессы», вы можете вернуться в главное меню SourceBook, щелкнув здесь .
О композитах из стекловолокна | Miles Fiberglass
Что такое композиты?
Композит — это комбинация по крайней мере двух материалов с разными физическими или химическими свойствами, объединенных для получения свойств, которые не могут быть достигнуты ни одним из компонентов по отдельности.
Обычно композиты состоят из двух компонентов: армирующей фазы и матричной фазы. Армирующая фаза имеет форму волокон, листов или частиц и встроена в другие материалы, матричную фазу.Армирующий материал обычно бывает прочным и имеет низкую плотность, тогда как матричный материал обычно пластичный или вязкий. В сочетании вы получаете прочность армирующего материала и вязкость материала матрицы.
Преимущества использования композитов
- Высокая прочность — Может быть спроектирована с учетом особых требований к прочности.
- Легкий — Может быть как легким, так и высокопрочным. Композиты используются для получения самого высокого отношения прочности к весу, известного человеку.
- Устойчивость к коррозии — Обеспечивает длительную стойкость к суровым химическим и температурным средам.
- Гибкость конструкции — можно принимать сложные формы на относительно низком берегу.
- Долговечность — имеют чрезвычайно долгий срок службы и низкие требования к техническому обслуживанию.
Применение композитов в потребительских товарах
Потребительские товары, такие как лодки, автомобили и товары для отдыха, производятся из композитов с начала 1950-х годов.Обычно потребительские композиты — это продукты, требующие косметической отделки, например лодки, туристические автомобили и спортивные товары. Косметическая отделка во многих случаях представляет собой покрытие в форме, известное как гелькоут. Потребительские товары составляют значительную часть всей индустрии композитов. Другие примеры потребительских композитов:
- Клюшки для гольфа
- Ракетки теннисные
- Велосипедные рамы
- Гидроциклы
- Кузова гоночных автомобилей
- Удочки
Применение композитов в промышленности
Композитные изделия также используются в промышленности, где решающее значение имеют коррозионная стойкость и характеристики в неблагоприятных условиях окружающей среды.Смолы премиум-класса, такие как изофталевая и винилэфирная рецептуры, должны соответствовать спецификациям коррозионной стойкости.
Косметическая отделка обычно вторична по сравнению с характеристиками продукта в промышленных композитах. Примеры промышленных композитных изделий:
- Подземные резервуары для хранения
- Скрубберы
- Трубопровод
- Вытяжные шкафы
- Компоненты для очистки воды
- Клапаны давления
- Компоненты для тяжелых и легких рельсов
- Морское применение
Приложения для композитов в расширенных компонентах
Дорогие высокоэффективные полимерные системы относятся к категории передовых компонентов.Продукция, предназначенная для таких отраслей, как авиакосмическая, военная и коммерческая авиация, является основными потребителями в категории передовых компонентов.
Есть много экзотических смол и волокон, которые используются в современных композитах, но на рынке доминируют эпоксидная смола и армирующее волокно из арамида, углерода или графита.
Начало композитов
- Первым известным композитом является саман, смесь грязи и соломы, которая использовалась в качестве первого строительного материала. Солома позволяет воде в иле (или глине) испаряться и равномерно распределяет трещины в грязи, создавая очень прочный материал.
- В XII веке монголы сделали луки для стрельбы из лука, которые были меньше и мощнее своих соперников, сочетая в себе сухожилия крупного рогатого скота, рога, бамбук, шелк и скрепленные натуральной сосновой смолой. Сухожилия были размещены на стороне натяжения лука, бамбук использовался в качестве сердечника, а листы рога были приклеены к стороне сжатия лука. Затем лук был плотно обернут шелком с использованием полимерного клея.
- В конце 1800-х годов строители каноэ склеивали слои крафт-бумаги вместе с шеллаком, чтобы сформировать бумажный ламинат.Концепция была успешной, однако продукт был плохо реализован, и поэтому идея просуществовала недолго.
Начало современных композитов
- Между 1870 и 1890 годами были разработаны первые синтетические смолы. Эти полимерные смолы переходят из жидкого состояния в твердое состояние путем сшивания молекул. Первые синтетические смолы включают целлулоид, меламин и бакелит.
- В начале 1930-х годов American Cyanamid и DuPont впервые независимо друг от друга разработали полиэфирную смолу.В то же время компания Owens-Illinois Glass Company начала на коммерческой основе ткать стекловолокно в текстильную ткань.
Вторая мировая война способствует росту композитной промышленности
- Между 1934 и 1936 годами экспериментатор Рэй Грин объединил эти два новых продукта и начал лепить небольшие лодки. Во время Второй мировой войны для разработки радара потребовались неметаллические корпуса, и американские военные продвинули зарождающуюся технологию композитов во многих исследовательских проектах.
- После Второй мировой войны композитные материалы стали основным инженерным материалом.
Рост производства композитных материалов ускоряется и разрабатываются новые технологические процессы
- Промышленность композитов начала развиваться в 1940-х годах и быстро росла в 1950-х годах. К 1955 году большинство используемых сегодня методов обработки композитов было разработано. Открытое формование, ручная укладка, измельчение, компрессионное формование, намотка нити, формование с переносом смолы, вакуумная упаковка в мешки и вакуумная инфузия были разработаны в период с 1946 по 1955 год.
- Сегодня промышленность композитов продолжает расти как крупный поставщик продукции.
Наука и технология композиционных материалов
Послушайте эту тему
В таком развитом обществе, как наше, все мы зависим от композитных материалов в некоторых аспектах нашей жизни. Стекловолокно был разработан в конце 1940-х годов и стал первым современным композитом. Он по-прежнему самый распространенный, составляя около 65 процентов всех производимых сегодня композитов.Он используется для изготовления корпусов лодок, досок для серфинга, спортивных товаров, облицовки бассейнов, строительных панелей и кузовов автомобилей. Вы вполне можете использовать что-то из стекловолокна, даже не подозревая об этом.
Лодки, доски для серфинга, автомобили и многое другое: нас окружают стекловолокно и другие композитные материалы. Источник изображения: sobri / Flickr.Что делает материал композитным
Композиционные материалы образуются путем объединения двух или более материалов, которые имеют совершенно разные свойства.Различные материалы работают вместе, чтобы придать композиту уникальные свойства, но внутри композита вы можете легко отличить разные материалы друг от друга — они не растворяются и не смешиваются друг с другом.
Композиты существуют в природе. Кусок дерева представляет собой композит, состоящий из длинных волокон целлюлозы (очень сложной формы крахмала), удерживаемых вместе гораздо более слабым веществом, называемым лигнином. Целлюлоза также содержится в хлопке и льне, но именно связующая способность лигнина делает кусок древесины намного прочнее, чем пучок хлопковых волокон.
Это не новая идея
Люди использовали композитные материалы на протяжении тысячелетий. Возьмем, к примеру, сырцовые кирпичи. Если вы попытаетесь согнуть лепешку из засохшей грязи, она легко сломается, но она окажется крепкой, если вы попытаетесь раздавить или сжать ее. Кусок соломы, с другой стороны, обладает большой силой, когда вы пытаетесь ее растянуть, но почти не имеет силы, когда вы ее сминаете. Когда вы объединяете грязь и солому в блок, свойства двух материалов также объединяются, и вы получаете кирпич, который прочен как на сжатие, так и на разрыв или изгиб.Говоря более технически, у него есть и хорошие прочность на сжатие и хорошо предел прочности .
Мужчина восстанавливает древнюю цитадель из сырцового кирпича в Иране после того, как она была повреждена в результате землетрясения. Глиняные кирпичи — это те же материалы, которые использовались для его строительства около 2500 лет назад. Источник изображения: OXLAEY.com / Flickr.Еще один известный композит — бетон. Здесь заполнитель (мелкие камни или гравий) скреплен цементом. Бетон имеет хорошую прочность при сжатии, и его можно сделать более прочным при растяжении, добавив в композит металлические стержни, проволоку, сетку или тросы (таким образом создавая железобетон).
Композиты были сделаны из формы углерода, называемой графеном, в сочетании с металлической медью, в результате чего был получен материал, в 500 раз более прочный, чем сама медь. Точно так же композит графена и никеля имеет прочность более чем в 180 раз больше никеля.
Что касается стекловолокна, то оно изготовлено из пластик армированный нитями или стекловолокном. Эти нити можно либо связать вместе и сплести в мат, либо их иногда можно разрезать на короткие отрезки, которые произвольно ориентированы в пластиковой матрице.
Больше чем сила
В настоящее время многие композиты производятся не только для улучшения прочности или других механических свойств, но и для других целей. Многие композиты предназначены для того, чтобы быть хорошими проводниками или изоляторами тепла или иметь определенные магнитные свойства; свойства, которые очень специфичны и специализированы, но также очень важны и полезны. Эти композиты используются в огромном количестве электрических устройств, включая транзисторы, солнечные элементы, датчики, детекторы, диоды и лазеры, а также для изготовления антикоррозионных и антистатических покрытий на поверхности.
Композиты, изготовленные из оксидов металлов, также могут иметь определенные электрические свойства и используются для производства кремниевых чипов, которые могут быть меньше и плотнее упакованы в компьютер. Это увеличивает объем памяти и скорость компьютера. Оксидные композиты также используются для создания высокотемпературных сверхпроводящих свойств, которые теперь используются в электрических кабелях.
Изготовление композита
Большинство композитов состоит всего из двух материалов.Один материал (матрица или связующее) окружает и связывает скопление волокон или фрагменты гораздо более прочного материала (армирования). В случае глиняных кирпичей две роли берут на себя грязь и солома; в бетоне — цементом и заполнителем; в дереве целлюлозой и лигнином. В стекловолокне армирование обеспечивается тонкими нитями или стекловолокном, часто вплетенными в нечто вроде ткани, а матрица представляет собой пластик.
Примеры различных форм армирования стекловолокном, которые будут использоваться при создании стекловолокна.Источник изображения: Cjp24 / Wikimedia Commons.Стекловолоконные нитки из стекловолокна очень прочные при растяжении, но они также хрупкие и ломаются при резком сгибании. Матрица не только удерживает волокна вместе, но и защищает их от повреждений, разделяя любые стресс из их. Матрица достаточно мягкая, чтобы ее можно было придать инструментам, и ее можно размягчить подходящими растворителями, чтобы можно было произвести ремонт. Любая деформация листа стекловолокна обязательно растягивает часть стекловолокна, и они способны этому противостоять, поэтому даже тонкий лист очень прочен.Кроме того, он довольно легкий, что является преимуществом для многих приложений.
За последние десятилетия было разработано много новых композитов, некоторые из которых обладают очень ценными свойствами. Тщательно выбирая арматуру, матрицу и производственный процесс, который их объединяет, инженеры могут адаптировать свойства к конкретным требованиям. Они могут, например, сделать композитный лист очень прочным в одном направлении, выравнивая волокна таким образом, но более слабым в другом направлении, где прочность не так важна.Они также могут выбирать такие свойства, как устойчивость к теплу, химическим веществам и атмосферным воздействиям, выбирая подходящий матричный материал.
Выбор материалов для матрицы
В качестве матрицы многие современные композиты используют термореактивные или термопластичные пластмассы (также называемые смолами). (Использование пластика в матрице объясняет название «армированный пластик», которое обычно дают композитам). Пластмассы полимеры которые удерживают арматуру вместе и помогают определить физические свойства конечного продукта.
Термореактивные пластмассы являются жидкими при приготовлении, но затвердевают и становятся твердыми (т. Е. Затвердевают) при нагревании. Процесс схватывания необратим, поэтому эти материалы не становятся мягкими при высоких температурах. Эти пластмассы также устойчивы к износу и воздействию химикатов, что делает их очень прочными даже в экстремальных условиях окружающей среды.
Термопластмассы, как следует из названия, твердые при низких температурах, но размягчаются при нагревании. Хотя они используются реже, чем термореактивные пластмассы, они обладают некоторыми преимуществами, такими как более высокая вязкость разрушения, длительный срок хранения сырья, способность к переработке и более чистое и безопасное рабочее место, поскольку для процесса отверждения не требуются органические растворители.
Керамика, углерод и металлы используются в качестве матрицы для некоторых узкоспециализированных целей. Например, керамика используется, когда материал будет подвергаться воздействию высоких температур (например, теплообменники), а углерод используется для продуктов, которые подвергаются трению и износу (например, подшипники и шестерни).
Изображение под электронным микроскопом в искусственных цветах композита с магниевой матрицей, армированного карбидом титана и алюминия. Источник изображения: ZEISS Microscopy / Flickr.Выбор материалов для армирования
Хотя стекловолокно является наиболее распространенным армированием, во многих современных композитах сейчас используются тонкие волокна из чистого углерода.Можно использовать два основных типа углерода — графит и углеродные нанотрубки. Оба являются чистым углеродом, но атомы углерода расположены в разных кристаллических конфигурациях. Графит — очень мягкое вещество (используется в «свинцовых карандашах») и состоит из листов атомов углерода, расположенных в виде шестиугольников. Связи, удерживающие шестиугольники вместе, очень прочные, но связи, удерживающие вместе листы шестиугольников, довольно слабые, что и делает графит мягким. Углеродные нанотрубки изготавливаются путем скатывания одного листа графита (известного как графен) в трубку.Это создает чрезвычайно прочную структуру. Также возможно изготовление трубок из нескольких цилиндров — трубок внутри трубок.
Композиты из углеродного волокна легки и намного прочнее, чем стекловолокно, но при этом более дороги. Из этих двух графитовые волокна дешевле и их легче производить, чем углеродные нанотрубки. Они используются в конструкциях самолетов и в высокопроизводительном спортивном оборудовании, таком как клюшки для гольфа, теннисные ракетки и гребные лодки, и все чаще используются вместо металлов для ремонта или замены поврежденных костей.
Нити бора даже прочнее (и дороже) углеродных волокон. Нанотрубки из нитрида бора обладают дополнительным преимуществом, поскольку они намного более устойчивы к нагреванию, чем углеродные волокна. Они также обладают пьезоэлектрическими качествами, что означает, что они могут генерировать электричество при приложении к ним физического давления, например, при скручивании или растяжении.
Полимеры также могут использоваться в качестве армирующего материала в композитах. Например, кевлар, первоначально разработанный для замены стали в радиальных шинах, но наиболее известный благодаря использованию в пуленепробиваемых жилетах и шлемах, представляет собой чрезвычайно прочное полимерное волокно, придающее прочности композитному материалу.Он используется в качестве арматуры в композитных изделиях, которые требуют легкой и надежной конструкции (например, структурные части корпуса самолета). Еще более прочным, чем кевлар, является вещество, состоящее из комбинации графена и углеродных нанотрубок.
Выбор производственного процесса
Для изготовления объекта из композитного материала обычно используется какая-либо форма. Армирующий материал сначала помещается в форму, а затем полужидкий матричный материал распыляется или закачивается для формирования объекта.Можно приложить давление, чтобы вытеснить любые пузырьки воздуха, а затем форму нагревают, чтобы матрица затвердела.
Процесс формования часто выполняется вручную, но автоматическая обработка становится все более распространенной. Один из этих методов называется пултрузия (термин, образованный от слов «вытягивание» и «экструзия»). Этот процесс идеально подходит для производства прямых изделий с постоянным поперечным сечением, например мостовых балок.
Во многих тонких структурах сложной формы, таких как изогнутые панели, композитная структура создается путем наложения листов тканого армирующего волокна, пропитанного пластиковым матричным материалом, на основную форму соответствующей формы.Когда панель будет достигнута подходящей толщины, матричный материал отверждается.
Сэндвич-композиты
Многие новые типы композитов создаются не с помощью матрицы и метода армирования, а путем укладки нескольких слоев материала. Структура многих композитов (например, тех, которые используются в панелях крыла и корпуса самолетов) состоит из пластиковых сот, зажатых между двумя обшивками из композитного материала, армированного углеродным волокном.
Сотовая композитная сэндвич-структура от НАСА.Источник изображения: НАСА / Wikimedia Commons.Эти многослойные композитные материалы сочетают в себе высокую прочность и, в частности, жесткость на изгиб и малый вес. Другие методы включают в себя простую укладку нескольких чередующихся слоев разных веществ (например, графена и металла) для создания композита.
Зачем использовать композиты?
Самым большим преимуществом композитных материалов является прочность и жесткость в сочетании с легкостью.Выбирая подходящую комбинацию армирующего материала и материала матрицы, производители могут создавать свойства, которые точно соответствуют требованиям, предъявляемым к конкретной конструкции для конкретной цели.
- Композиты в Австралии
Австралия, как и все развитые страны, проявляет большой интерес к композитным материалам, которые многие люди считают «материалами будущего». Основная задача — снизить затраты, чтобы композитные материалы можно было использовать в продуктах и приложениях, которые в настоящее время не оправдывают затрат.В то же время исследователи хотят улучшить характеристики композитов, например сделать их более устойчивыми к ударам.
Одна из новых технологий включает «текстильные композиты». Вместо того, чтобы укладывать армирующие волокна по отдельности, что является медленным и дорогостоящим процессом, их можно связать или сплести вместе, чтобы получить своего рода ткань. Он может быть даже трехмерным, а не плоским. Пространства между текстильными волокнами и вокруг них затем заполняются матричным материалом (например, смолой) для изготовления продукта.
Этот процесс довольно легко может быть выполнен машинами, а не вручную, что делает его быстрее и дешевле. Соединение всех волокон вместе также означает, что композит с меньшей вероятностью будет поврежден при ударе.
По мере того, как стоимость снижается, другие применения композитов начинают выглядеть привлекательными. При изготовлении корпусов и надстроек лодок из композитов используется их устойчивость к коррозии. У минных охотников ВМС Австралии композитный корпус, поскольку магнитный эффект стального корпуса может помешать обнаружению мин.
Также в разработке находятся вагоны для поездов, трамваев и других средств передвижения, сделанные из композитных материалов, а не из стали или алюминия. Здесь привлекательность заключается в легкости композитов, поскольку в этом случае автомобили потребляют меньше энергии. По той же причине в будущем мы увидим все больше и больше композитов в автомобилях.
Современная авиация, как военная, так и гражданская, является ярким примером. Без композитов было бы гораздо менее эффективно. Фактически, требования, предъявляемые этой отраслью к легким и прочным материалам, были основной движущей силой развития композитов.Сейчас обычным явлением являются крылья и хвостовое оперение, гребные винты и лопасти несущего винта, сделанные из современных композитных материалов, а также большая часть внутренней конструкции и деталей. Каркасы некоторых небольших самолетов полностью сделаны из композитных материалов, как и крыло, хвостовое оперение и панели корпуса больших коммерческих самолетов.
Размышляя о самолетах, стоит помнить, что композиты с меньшей вероятностью, чем металлы (например, алюминий), полностью разрушатся под действием нагрузки. Небольшая трещина в куске металла может очень быстро распространиться с очень серьезными последствиями (особенно в случае самолета).Волокна в композите блокируют расширение любой небольшой трещины и распределяют напряжение вокруг нее.
Правильные композиты также хорошо выдерживают нагрев и коррозию. Это делает их идеальными для использования в продуктах, работающих в экстремальных условиях, таких как лодки, оборудование для обработки химикатов и космические корабли. В целом композитные материалы очень прочные.
Еще одно преимущество композитных материалов состоит в том, что они обеспечивают гибкость конструкции. Из композитов можно придавать сложные формы, что является отличным преимуществом при производстве чего-то вроде доски для серфинга или корпуса лодки.
Кроме того, в настоящее время большая работа направлена на разработку композитных материалов, изготовленных из отходов, таких как сельскохозяйственные отходы, строительные материалы или пластиковые контейнеры для напитков.
Обратной стороной композитов обычно является их стоимость. Хотя при использовании композитов производственные процессы часто бывают более эффективными, сырье стоит дорого. Композиты никогда полностью не заменят традиционные материалы, такие как сталь, но во многих случаях это именно то, что нам нужно.И без сомнения, по мере развития технологии будут найдены новые применения. Мы еще не видели всего, на что способны композиты.
Современная авиация была основным двигателем развития композитов. Источник изображения: Пол Нелхэмс / Flickr.duoMatrix ™ NEO Информация о продукте | Smooth-On, Inc.
Инструкции
Безопасность — Храните и используйте материал при комнатной температуре (73 ° F / 23 ° C). Эти продукты имеют ограниченный срок хранения, и их следует использовать как можно скорее.Более низкие температуры замедляют время обработки / отверждения, а более высокие температуры сокращают время обработки. Отдельные компоненты следует хранить в сухом помещении при комнатной температуре. В условиях повышенной влажности гипс и смола теряют эффективность. Не позволяйте части Б — латексу замерзнуть . Надевайте защитные очки, длинные рукава и резиновые перчатки, чтобы свести к минимуму риск загрязнения.
Подготовка формы — При заливке или укладке в форму из уретанового каучука сначала нанесите разделительный агент, такой как Universal ™ Mold Release или Ease Release ™ 200.NEO можно отделить от дерева или с другой поверхности Matrix с помощью воска Sonite ™ или вазелина. Если вы хотите покрасить готовую отливку, мы рекомендуем использовать форму из силиконовой резины (Mold Max ™ Silicone), поскольку для облегчения демонтажа не требуется разделительный агент.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала находится под вопросом.
ИЗМЕРЕНИЕ И СМЕШИВАНИЕ — Чтобы свести к минимуму вдыхание пыли, мы рекомендуем вам носить респиратор, одобренный NIOSH, при взвешивании и смешивании компонентов.Используйте только чистые, сухие сосуды для измерения и смешивания, а также посуду для перемешивания.
Шаг 1 : Встряхните или перемешайте Часть B — хорошо жидкий латекс. Вылить необходимое количество в емкость для смешивания.
Шаг 2 : Добавьте необходимое количество части A — порошок (в два раза больше, чем часть B) в мерную емкость. Постепенно просейте содержимое порошка в Часть B — жидкий латекс.
Шаг 3 : Используя механическую мешалку (дрель с насадкой-миксером «jiffy миксер» или «беличья клетка», которую можно приобрести в вашем местном хозяйственном магазине), перемешивайте до тех пор, пока сухой порошок не будет полностью диспергирован в латексе (мин.60 секунд) и исчезнут комочки — смесь должна иметь кремообразную консистенцию. Жизнеспособность будет около 6 минут. При ручном перемешивании лопаткой интенсивно перемешивайте, пока не исчезнут комочки и смесь не приобретет кремообразную консистенцию. Жизнеспособность будет около 12 минут.
Примечание. Использование механического миксера проще и дает лучшие результаты, чем ручное перемешивание.
СООТВЕТСТВИЕ НОРМАМ ОГНЕМОСТИ UL-94V-O — Чтобы соответствовать требованиям огнестойкости UL-94V-O, компоненты NEO следует смешивать в соотношении 100A: 40B по весу с использованием точной граммовой шкалы.Соедините компоненты, как указано выше.
РАЗЛИВКА И НАНЕСЕНИЕ — После тщательного перемешивания компонентов смесь готова к заливке в форму.
Для открытых форм с высокой степенью детализации:
1. Нанесите лицевое покрытие Matrix ™ на поверхность формы. Это помогает снизить поверхностное натяжение и, в конечном итоге, уменьшить количество пузырьков воздуха.
2. После нанесения лицевого покрытия оставшуюся смесь медленно выливают в форму.Помните о своем рабочем времени — дайте достаточно времени, чтобы нанести поверхностный слой и залить оставшийся материал.
Дальнейшее сокращение количества захваченного воздуха — Пузырьки воздуха иногда возникают при работе с модифицированным полимером гипсом и могут изменяться в зависимости от условий. Есть дополнительные шаги, которые вы можете предпринять, чтобы уменьшить количество захваченного воздуха:
1. Вакуумирование материала — Требуются: вакуумная камера и вакуумный насос — Перед заливкой материала в форму поместите смесительный сосуд в вакуумную камеру и подвергните смесь воздействию вакуума 29 hg в течение 1 минуты.Смесь будет пузыриться, подниматься, ломаться и опускаться. После того, как смесь упадет, вынуть из камеры и вылить в форму.
2. Давление — Требуется: сосуд высокого давления и компрессор. После того, как смесь вылита в форму, поместите форму в сосуд высокого давления и подвергайте смесь воздействию воздуха под давлением 60 фунтов на квадратный дюйм (4,2 кг / см2) в течение одного часа.
Изготовление архитектурных элементов — техника ручной выкладки — Этот продукт можно использовать для изготовления архитектурных элементов — как внутренних, так и внешних. С добавлением стекловолокна в виде матов из стекловолокна или рубленых волокон их можно «сложить», чтобы сделать элементы тонкими, легкими и исключительно прочными.Для наружных работ рекомендуется нанести герметик или покрасить элемент. Рубленое стекловолокно (такое как Matrix ™ Chopped Glass, которое можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-on) чаще всего используется для укладки в этом случае. Коврик Chop Strand Mat (3/4 унции или 22 грамма, доступный в магазине из стекловолокна) чаще всего используется для изготовления больших архитектурных панелей.
Ручная укладка с использованием матирования из стекловолокна — Смешайте duoMatrix ™ NEO и нанесите кистью поверхность или «гелевый» слой в форму.Подождите 15–20 минут или до образования геля duoMatrix ™ NEO. Смешайте еще одну порцию и окуните маты из стекловолокна в жидкость. Выдавить лишнее и выложить на предыдущий слой. После получения равномерного покрытия нанесите еще один слой матирования и снова нанесите кистью. Нанесите минимальное количество duoMatrix ™ NEO — ровно столько, чтобы намочить поверхность. При необходимости повторите, пока не получите толщину 3/8 дюйма (1 см). Композитная смесь поверх лицевой смеси должна иметь минимальную толщину 3/8 дюйма (1 см) и содержать 5-10% армирующего стекловолокна.
Метод ручной укладки с использованием колотого стекла — Другой метод изготовления прочных и легких элементов — это смешивание рубленого волокна непосредственно со стандартной смесью duoMatrix ™ NEO. Как правило, лучше всего подходит рубленое волокно сорта 1/4 «AR». Также можно использовать оценку «Е». Добавление рубленого волокна занимает гораздо меньше времени, чем наложение рубленого штейна.
Порядок действий — Для взвешивания компонентов необходимы точные граммовые весы. Рубленое волокно добавляется в процентах от общего веса.Волокно можно добавлять в концентрации от 3% до 12%. Для достижения наилучших результатов следует добавить 6% измельченной клетчатки. Смешайте duoMatrix ™ NEO и нанесите кистью поверхность или «гелевый» слой в форму. Дайте застыть в течение 15–20 минут или пока материал не загустеет. Затем взвесьте 100 частей порошка части A, 50 частей части B — жидкого латекса и 9 частей рубленого волокна. Тщательно перемешайте все части и нанесите смесь рукой в перчатке или шпателем на гелькоут. Для получения толщины 3/8 дюйма (1 см) может потребоваться другое нанесение.
Замедление NEO с помощью Matrix Retarder — Вы можете продлить рабочее время NEO, добавив в смесь очень небольшое количество «Matrix ™ Retarder».Для достижения наилучших результатов замедлитель схватывания необходимо добавить в воду, хорошо перемешать, а затем предварительно смешать с NEO — Часть B (жидкость) перед смешиванием с частью A (порошок).
Шаг 1: Приготовьте жидкий концентрат: добавьте 1 чайную ложку Matrix ™ Retarder в 1 стакан воды и хорошо перемешайте.
Шаг 2: Добавьте 1 чайную ложку концентрата к части B — жидкости и хорошо перемешайте.
Шаг 3: Добавьте часть A — порошок, как указано выше
Справочник: Добавьте 1 чайную ложку концентрата на каждый фунт (0.45 кг) общей смеси NEO — A + B.
При «сверлильном» перемешивании — этот метод продлит рабочее время примерно с 6 до 45 минут. Время демонтажа уменьшится с 1 до 4 часов.
Для наружного использования, нанесите герметик — Поскольку система duoMatrix ™ NEO существенно снижает степень водопоглощения (0,25%) альфа-гипса, элементы, изготовленные из duoMatrix ™ NEO, подходят для наружного использования. Однако элементы должны быть герметизированы подходящим силоксановым герметиком, например, марки Prosoco (prosoco.com) или марки Thoroseal (thoroproducts.com) для герметика для бетона и кирпичной кладки. Элементы также можно покрасить наружной акриловой фирменной герметичной краской.
ИЗГОТОВЛЕНИЕ ЭЛЕМЕНТОВ ИЗ ХОЛОДНОЙ БРОНЗЫ — Воспроизведение внешнего вида металла (бронза, латунь, медь и т. Д.) — обычное применение duoMatrix ™ NEO, потому что вы можете добиться внешнего вида настоящей бронзы за доли секунды. Стоимость. Для изготовления цельных отливок хорошо подойдут следующие пропорции. Рекомендуется бронзовый порошок –325 меш, который следует предварительно смешать с duoMatrix ™ NEO Часть A — Порошок перед добавлением части B — Латекс.Необходима точная граммовая шкала. Добавление к сухой смеси темного пигмента оксида железа (черного или темно-коричневого) придаст окончательной отливке четкость и размер.
Бронзовые элементы холодного литья для последующей отделки — Чтобы придать металлический блеск, отполируйте стальной мочалкой или наждачной бумагой (зернистость 400). Затем окраска патины может быть выполнена с использованием нитрата меди (зеленый) или нитрата железа (желтый). Затем отливку следует покрыть воском или прозрачным акриловым спреем для предотвращения окисления.
ИЗГОТОВЛЕНИЕ КАМЕННЫХ ЭЛЕМЕНТОВ — Воспроизведение внешнего вида настоящего камня также является распространенным применением. Смешивание игрового песка (песок, продаваемый для детских площадок), порошкообразного гранита или другого заполнителя позволит получить реалистичные эффекты камня (с соответствующей техникой окончательной отделки). В качестве примера предлагается следующее с использованием обычного игрового песка. Опять же, необходима точная граммовая шкала.
Каменные элементы для отделки штифтом — Чтобы придать каменный вид, отполируйте поверхность влажным абразивным диском Scotchbrite ™.Также хорошо подойдет пескоструйная обработка.
Почему выбирают композиты из стекловолокна?
Изобретенные в 1930-х годах, первоначально разработанные для использования в военных целях во время Второй мировой войны и получившие более широкое распространение в 1950-х годах, композиты из стекловолокна стали основным продуктом современного мира. Естественно, за эти годы в композитах из стекловолокна было много достижений, и его использование распространилось во многих отраслях промышленности. Но что такое композит из стекловолокна и почему я решил его использовать?
Вообще говоря, композиты из стекловолокна (FRP / GRP) обладают рядом преимуществ по сравнению с более традиционными материалами, такими как дерево, сталь или бетон.
Эти преимущества включают:
- Рентабельность — особенно для сложных форм
- Коррозионностойкий
- Хорошая структурная прочность
- Превосходное соотношение прочности и веса
- Высокая температура тепловой деформации
- Не электропроводящий
- Возможность формовки с точными допусками
Многие из традиционных материалов, с которыми мы знакомы, являются монолитными. То есть они состоят только из одного материала, такого как дерево или неармированный пластик, или, в случае металлических сплавов, компоненты перемешаны так, что их невозможно различить.
С другой стороны, композитный материал состоит из различимых компонентов. Таким образом, в случае композитов из стекловолокна есть волокна из стекловолокна, обеспечивающие усиление окружающего материала, как правило, термореактивной смолы. Это называется матрицей.
Матрица может представлять собой ряд различных смол, а стеклянные волокна могут быть либо непрерывными прядями, либо ровницами, ткаными тканями для ровницы, которые предназначены для конкретных применений, или матом из рубленых прядей, который представляет собой ровницы, нарезанные на короткие пряди.Каждый из этих методов предлагает различные свойства и преимущества, такие как прочность, плотность и вес, и может быть адаптирован для различных приложений.
Конкретные преимущества зависят от конкретного типа используемой матрицы. Благодаря этим преимуществам композиты из стекловолокна нашли свое применение в ряде отраслей, таких как нефть и газ, морское бурение, химическая и нефтехимическая, целлюлозно-бумажная, горнодобывающая и минеральная промышленность, обработка металлов, сточные воды и пищевая промышленность. несколько.
Короче говоря, композиты из стекловолокна представляют собой чрезвычайно универсальное семейство материалов, которые легко настраиваются и обладают рядом преимуществ по сравнению с более традиционными материалами. Линия композитных материалов из стекловолокна Enduro специально разработана для работы в высококоррозионных, высокопрочных и высокотемпературных средах.
Чтобы узнать, как 60 лет производства стекловолокна могут принести эти преимущества в вашу конкретную область применения, свяжитесь с менеджером по продажам в вашем регионе сегодня.
A Путеводитель по мостам из полимерных материалов, армированных волокном,
Справочник по мостам из полимерных материалов, армированных волокном,
Справочная информация о мостах из стеклопластика
Первый пешеходный мост из стеклопластика был построен в Израиле в 1975 году. Пешеходные мосты из стеклопластика были построены в Азии, Европе и Северной Америке. Включен список пешеходных мостов из стеклопластика, построенных в США. в приложении E. Композитные материалы могут образовывать весь мост или его часть, например, настил или колонны башни моста, который использует другие стандартные материалы, такие как дерево или сталь.Технология FRP используется как в дорожных, так и в дорожных мостах. FRP надстройки мостов обычно изготавливаются из винилэфирной или полиэфирной смолы. армированный стекловолокном E. Они спроектированы и изготовлены заранее. собираются и устанавливаются на объекте моста.
Обзор композитов
Самый Обычный и легкодоступный материал FRP называют просто стекловолокном. Стекловолокно — это композит с матрицей из полимерной смолы, которая окружает, покрывает, и армирован стекловолокном (рис. 2).Несмотря на то что одна только смола будет достаточно прочной для некоторых применений, мосты требуют армирующие волокна. Хотя многие волокна могут армировать смолы, низкая стоимость стекловолокна делает это основное армирование, используемое в компонентах мостов из стеклопластика. Волокна из Е-стекла являются хорошими электрическими изоляторами и имеют низкую подверженность повреждениям от влаги и высокие механические сила. Количество волокна в композитах, используемых для структурных применений колеблется от 45 до 75 процентов.Тип смолы определяет коррозионную стойкость, устойчивость к пламени и максимальная рабочая температура, в то же время способствуя значительно с другими характеристиками, в том числе устойчивость к ударам и усталости.
Рисунок 2 — Состав материалов FRP.
— Предоставлено Strongwell
Прочность материалов FRP, в том числе стекловолокно, определяется типом, ориентацией, количеством и расположением армирующих волокон.Армирующие волокна бывают преимущественно продольными, создание элементы, имеющие очень высокую прочность на разрыв. Смола связывает армирующую волокна в матрице и обеспечивает некоторую жесткость. Стекловолокно весит между на одну четверть и одну пятую меньше стали, но имеет такую же прочность. Модуль эластичности Стекловолокно похоже на бетон и примерно в восемь раз меньше стали.
Стекловолокно члены имеют поверхностный слой из полиэфирной ткани и смолы (поверхностная вуаль) для защиты от коррозии, проникновение воды и разложение ультрафиолетовым светом.Стекловолокно выдерживают нагрузки, приложенные к композитному материалу (ударная вязкость, жесткость и напряжение), в то время как матрица смолы служит связующим для распределения нагрузки по все волокна в структуре.
Многие мосты из стеклопластика состоят из формы (трубки). Эти формы обеспечивают лучшее продольное изгибание и скручивание. характеристики, чем открытые формы, такие как W-образные формы или каналы. (фигура 3). Иногда для мостов используют открытые участки, а закрытые. должно быть используется по возможности.
Рисунок 3 — Различные формы (открытые и закрытые) для элементов FRP.
—Вежливость
компании Strongwell
Два основных процесса производства композитов бывают пултрузия и экструзия. Композитные изделия из стеклопластика обычно производятся путем пултрузии, в то время как некоторые другие композитные изделия, такие как древесно-пластиковая настил и сайдинг, как правило, производятся методом экструзии. Пултрузия — это производство процесс (рисунок 4) для производства непрерывных отрезков конструкционных профилей из стеклопластика с постоянным поперечные сечения, такие как стержни, балки, швеллеры и пластины.
Рисунок 4-Процесс пултрузии для производства FRP.
— Предоставлено Strongwell
Пултрузия
Сырье, используемое для производства элементов FRP: жидкая смесь смол (содержащая смолу, наполнители и специальные добавки) и гибкие текстильные армирующие волокна. Пултрузия предполагает использование непрерывного тянущее устройство для протягивания этого сырья через нагретую стальную формовочную умереть. Армирующие волокна имеют непрерывную форму, например рулоны из стекловолокна. коврики, называемые doffs.Армирующие волокна протягиваются через ванну со смолой. который насыщает (смачивает) волокна раствором, содержащим смолу, наполнители, пигмент, катализатор и любые другие добавки.
Преформер сжимает удаляет излишки смолы и аккуратно формирует материалы до того, как они попадут в матрицу. В пресс-форма, реакция, которая устанавливает смолу, активируется теплом и композит затвердевает (затвердевает). Затвердевшая форма (профиль) протягивается пила, что отрезает его до нужной длины.Горячий материал необходимо охладить перед захватом. за тяговый блок (из прочного пенополиуретана), чтобы предотвратить вытягивание блоков от растрескивания или деформации материалов FRP. Для получения более подробной информации на композитах, см. Введение в композиты по композитам Институт общества индустрии пластмасс, Inc. (1998).
Преимущества материалов FRP
преимущества композитов в приложениях для путепроводов включают их легкий вес (рис. 5), высокая прочность, устойчивость к коррозии, а также быстрая и простая установка.Эти свойства делают их конкурентоспособными со стандартными материалами мостовидных протезов. в ситуации там, где доступ и строительство представляют трудности. Композитные материалы может быть спроектирован так, чтобы обеспечивать широкий диапазон прочности на растяжение, изгиб, удар и прочность на сжатие. Им можно придать любую форму, а красители могут быть добавленным к позволяют структурам сливаться с большинством ландшафтов. Использование композитов предотвращает чрезмерную вырубку больших деревьев возле участков мостов и устраняет любые потенциальное воздействие на окружающую среду обработанной древесины или оцинкованной стали используется в прибрежных средах.Композиты стоят дешевле нержавеющих или компоненты из высокоуглеродистой легированной стали, которые могут использоваться агрессивные среды.
Рисунок 5 — Легкие элементы из стеклопластика
и может быть поднят вручную.
Недостатки материалов FRP
Одним из недостатков материалов FRP является их относительно высокая стоимость по сравнению с деревом или неокрашенной низкоуглеродистой сталью. Прочие недостатки включают:
- Необходимость в других пильных дисках и сверлах, чем те используется с деревом или сталью.
- Мостовых конструкций контролируется количеством прогиб, а не сила, необходимая для предотвращения разрушения моста (из-за гибкости материалов FRP).
- Собственные конструкции мостов (а не конструкции, основанные на стандартных спецификациях). Справочная информация о FRP Тропические мосты
- Ограничения на экологические характеристики.
- На высоком температура снижается прочность материала и прогиб увеличивается.
- Эти материалы продолжают отклоняться под тяжелые, продолжительные нагрузки (ползучесть).
- Ударная нагрузка при столкновении может повредить эти материалы.
- Ограниченный опыт работы с материалами FRP в строительство индустрия дизайна.
- Отсутствие стандартов и правил проектирования.
- Отсутствие история выступлений.
Стоимость
Маршрутные мосты из стеклопластикастоят примерно столько же, сколько эквивалент стальные мосты и почти вдвое больше деревянных.Затраты на отдаленные тропические мосты очень сложно сравнивать потому что затраты на установку могут достигать 50-70 процентов мост Общая стоимость. Затраты на техническое обслуживание композитных мостовидных протезов из стеклопластика могут быть меньше чем расходы на обслуживание деревянных или деревянных мостов. Кроме того, стекловолокно составные части легко транспортировать и устанавливать, что может экономия затрат по сравнению с транспортировкой и установкой деревянных или стальных компонентов.
материалы для боковой фермы из стекловолокна длиной 30 футов и шириной 3 фута мост (с дизайном загрузка 125 фунтов на квадратный фут) может стоить 117 долларов за квадрат фут. Материалы для сопоставимого типа моста из клееной балки могут стоит просто 65 долларов за квадратный фут. Самый тяжелый кусок стекловолокна будет весить 80 фунты стерлингов, в то время как клееные балки для сопоставимого деревянного моста будут весит 1200 фунтов.
Графеновые композиты: внедрение и состояние рынка
Что такое композитные материалы?
Композиционные материалы (также называемые композиционными материалами или просто композитами) — это материалы, образованные путем объединения двух или более материалов с разными свойствами для получения конечного материала с уникальными характеристиками. Эти материалы не смешиваются и не растворяются вместе, но остаются отдельными в конечной композитной структуре. Композитные материалы могут быть более прочными, легкими или более долговечными, чем традиционные материалы, благодаря свойствам, которые они приобретают при объединении различных компонентов.
Большинство композитов состоит из двух материалов — матрица (или связующее) окружает скопление волокон или фрагменты более прочного материала (армирования). Типичным примером такой структуры является стекловолокно, которое было разработано в 1940-х годах как первый современный композит и до сих пор широко используется. В стекловолокне тонкие волокна стекла, которые вплетены в своего рода ткань, действуют как армирующая матрица из пластика или смолы.
Хотя концепция композитных материалов не является новой (например, глиняные кирпичи, сделанные из высушенной грязи, залитой кусочками соломы, существуют уже тысячи лет), недавние технологии привели к появлению многих новых и интересных композитов.Путем тщательного выбора матрицы и армирования (а также наилучшего производственного процесса для их объединения) можно создавать материалы значительно лучшего качества с индивидуальными свойствами для конкретных нужд. Типичные композитные материалы включают композитные строительные материалы, такие как цемент и бетон, различные металлические композиты, пластиковые композиты и керамические композиты.
Как изготавливаются композитные материалы?
Три основных фактора, которые помогают отформовать конечный композитный материал, — это матрица, армирование и производственный процесс.В качестве матрицы во многих композитах используются смолы, которые являются термореактивными или термоупрочняемыми пластиками (отсюда и название «армированные пластики»). Это полимеры, которые удерживают арматуру вместе и помогают определить физические свойства конечного композита.
Термореактивные пластмассы сначала жидкие, но затем затвердевают под действием тепла. Они не возвращаются в жидкое состояние и поэтому долговечны даже при сильном воздействии химикатов и износа. Термопласты твердые при низких температурах, но размягчаются при нагревании.Они используются реже, но обладают интересными преимуществами, такими как длительный срок хранения сырья и возможность вторичной переработки. Существуют и другие матричные материалы, такие как керамика, углерод и металлы, которые используются для определенных целей.
Армирующие материалы становятся все более разнообразными со временем и технологиями, но наиболее распространенными из них по-прежнему являются стекловолокно. В современных композитах в качестве армирующего элемента предпочтительны углеродные волокна, которые намного прочнее стекловолокна, но при этом более дороги.Композиты из углеродного волокна прочные и легкие, они используются в конструкциях самолетов и спортивном снаряжении (клюшки для гольфа и различные ракетки). Они также все чаще используются для замены металлов, заменяющих человеческие кости. Некоторые полимеры являются хорошими армирующими материалами и помогают создавать прочные и легкие композиты.
Производственный процесс обычно включает в себя пресс-форму, в которую сначала помещается арматура, а затем полужидкая матрица распыляется или заливается для формирования объекта. Процессы формования традиционно выполняются вручную, хотя машинная обработка становится все более распространенной.Один из новых методов называется «пултрузия» и идеально подходит для изготовления прямых изделий с постоянным поперечным сечением, таких как различные виды балок. Изделия тонкой или сложной формы (например, изогнутые панели) изготавливаются путем наложения листов тканого армированного волокна, пропитанного матричным материалом, поверх формы. Современные композиты (например, те, которые используются в самолетах) обычно изготавливаются из пластиковых сот, удерживаемых между двумя листами композитного материала, армированного углеродным волокном, что обеспечивает высокую прочность, малый вес и жесткость на изгиб.
Где найти композиты?
Композитные материалы обладают множеством очевидных преимуществ, так как они могут быть легкими, прочными, устойчивыми к коррозии и термостойкости, гибкими, прозрачными и т. Д. В соответствии с конкретными потребностями. Композиты уже используются во многих отраслях промышленности, таких как лодки, аэрокосмическая промышленность, спортивное оборудование (валы для гольфа, теннисные ракетки, доски для серфинга, хоккейные клюшки и т. Д.), Автомобильные компоненты, лопасти ветряных турбин, бронежилеты, строительные материалы, мосты, медицинские коммунальные службы и другие.Достоинства и потенциал композитных материалов гарантируют обширные исследования в этой области, которые, как ожидается, принесут будущие разработки и внедрения на дополнительных рынках.
Современная авиация — это конкретный пример отрасли со сложными потребностями и требованиями, которая в значительной степени извлекает выгоду из преимуществ композитных материалов. В этой отрасли предъявляются повышенные требования к легким и прочным материалам, которые также устойчивы к нагреву и коррозии. Поэтому неудивительно, что у многих самолетов есть крыло и хвостовое оперение, а также пропеллеры и лопасти несущего винта, сделанные из композитных материалов, а также большая часть внутренней конструкции.
Что такое графен?
Графен представляет собой двумерную матрицу атомов углерода, расположенную в сотовой решетке. Один квадратный метр графена будет весить всего 0,0077 грамма, но может выдержать до четырех килограммов.