Сварка обратной полярностью: Обратная и прямая полярность сварки
Зачем менять полярность при сварке: простым языком
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств сварки инвероторным аппаратом можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Что означает прямая полярность
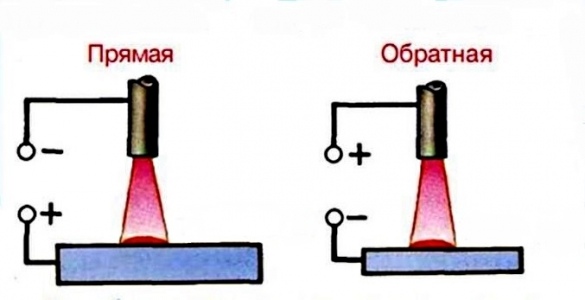
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.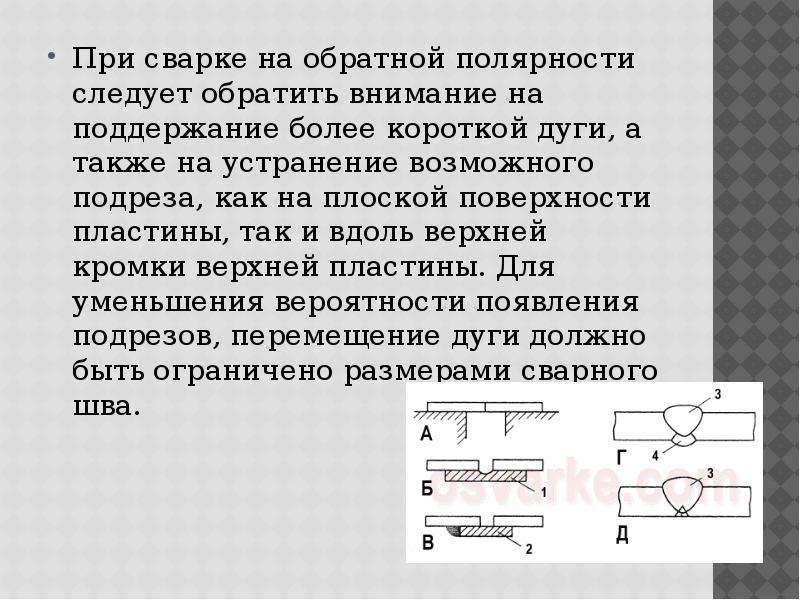
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.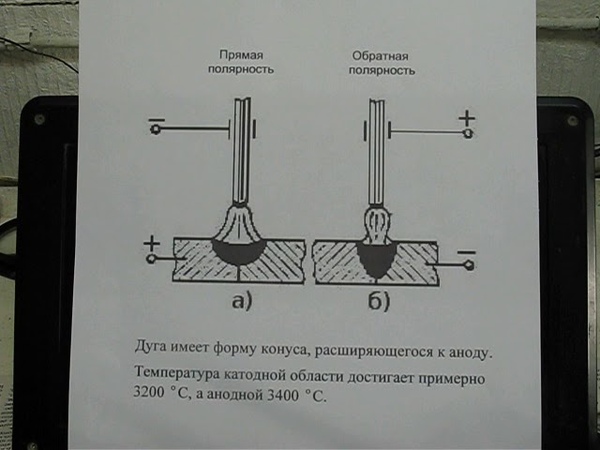
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности.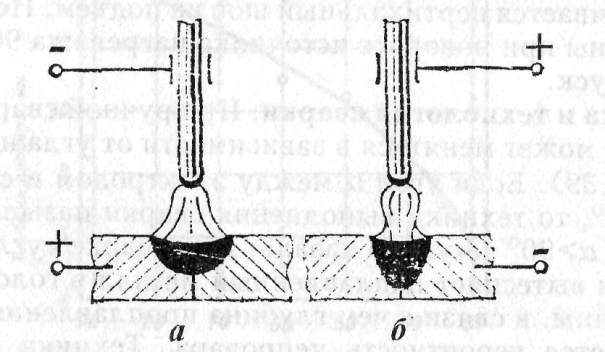 Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.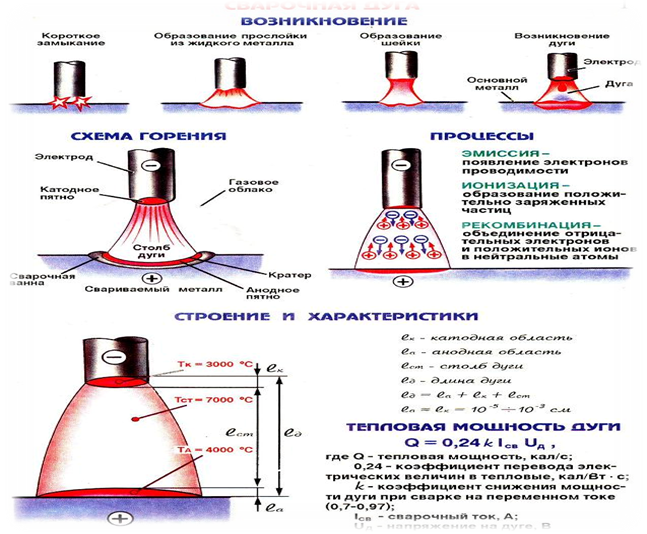
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде.
 Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей. - Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
 Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие – более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Рекомендуем! Как варить полуавтоматом без газа
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
 При работе с толстыми заготовками качество шва резко снижается.
При работе с толстыми заготовками качество шва резко снижается.Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
особенности, техника выполнения, необходимое оборудование
При сварке любым сварочным аппаратом (например, инвертором) важно подобрать подходящую полярность. Этот нюанс только один из многих особенностей сварочного процесса.Чем различаются прямая и обратная полярность, какая нужна в конкретном проекте?
При прямой к обрабатываемым деталям подходит «плюсовой» заряд, а к электроду — «минусовой». С обратной всё наоборот. О последней мы и расскажем ниже.
С обратной всё наоборот. О последней мы и расскажем ниже.
В чём принцип обратного тока? Когда выбирать эту направленность? Какие материалы и оборудование нужны во время работы с этим вариантом тока?
Какие настройки аппарата применить? Ответы на эти вопросы помогут вам понять, как организовать сварочную работу с использованием электрики обратной направленности.
Содержание статьиПоказать
Общие факты
Обратное направление состоит в подаче «минусового» заряда на заготовки из металла, которые вы свариваете, а положительного — на сам электродный стержень. Тепло в этом случае распределятся наоборот: деталь не греется совсем, а инструмент испытывает большой перегрев.
Тепло в этом случае распределятся наоборот: деталь не греется совсем, а инструмент испытывает большой перегрев.
Поэтому это направление имеет место при дуговой сварке, когда нужно выполнить красивый шов, или металлическая деталь легко деформируется. Заготовка в данном случае прогревается легко, но равномерно, а сам шов делается быстро и получается аккуратным.
Такой ток применяют, когда свариваемый материал легко перегревается. К теплоёмким металлам можно отнести алюминий, лёгкие сплавы, легированую, нержавеющую стали. Также легко перегреть тонкие заготовки и детали.
За счет этого электродуговая сварка с обратным током всегда дополняется использованием флюса или среды с инертными газами. С аргонодуговой сваркой, например, «чувствительный» металл сварить не получится. Это касается также прямого тока.
Новички часто спрашивают, при каких видах работ со сварочным инвертором применять «прямое поле», а при каких лучше остановиться на противоположном? Объясним подробнее.
При горении электрической дуги на конце стержня образуются области с разными вариантами токов. При этом участок катода может быть холоднее участка положительного электрода более чем на 650 градусов Цельсия.
Благодаря такой разнице температур выделяется большое количество тепловой энергии. Это помогает тщательно проварить металл. То есть, «обратка» нужна, если плотность шва в данной работе имеет значение. Во всех остальных случаях можно применять прямую полярность или даже переменный ток.
Итог
Отличия прямого и обратного процесса
Полярность можно настроить только, если ток, который подается на электрод, постоянный. Обратный ток важен при сварке быстро деформирующихся теплоёмких металлов.
Его применение даёт возможность сделать шов за короткий промежуток времени и аккуратно.
Свойства электрода
Оборудования с прямой и обратной полярностью
Сварка с помощью «обратки» всегда отражается на характеристиках электрода, который вы выбрали. Материал стержня быстро прогревается, потому что в процессе через него проходит огромное количество энергии. Заготовка легко плотно проваривается, а металл, из которого она сделана, не «летит во все стороны», в частности, если использовать флюс.
Материал стержня быстро прогревается, потому что в процессе через него проходит огромное количество энергии. Заготовка легко плотно проваривается, а металл, из которого она сделана, не «летит во все стороны», в частности, если использовать флюс.
Мы не советуем менять направленность уже в процессе сварочной работы, даже если у инвертора или другого сварочного инструмента есть такая опция. Это бессмысленно, если только вы случайно не начали работу, неправильно подобрав настройки.
Лучше постараться закончить шов без переключений, если его качество не принципиально, но можно сменить полярность, как только вы заметили ошибку. В неправильном поле электрод будет прилипать к металлу, но нужно потерпеть.
Если же вы требовательны к аккуратности шва, лучше начать сварку заново, установив необходимые свойства электрики. Вы можете также поэкспериментировать на ненужных металлических кусочках, меняя направленность тока по ходу сварки. Это только усмирит вашу любознательность, но такой навык наверняка вам не пригодится.
Выбор
Что именно нужно учесть, выбирая, в какую сторону будет направлено электричество? Мы уже обозначили, что металлы играют одну из главных ролей в этом выборе. Но кроме них важны электродные стержни или проволока, которые мастер применяет во время сварки.
Покрытие электрода чувствительно к выбранному направлению заряженных частиц (за счет температурной разницы). Угольные электроды легко ломаются под действием большого количества теплоты, поэтому применение обратной полярности вместе с ними не подходит.
Проблем в работе не будет, если совмещать прямую полярность и проволоку без какого-либо покрытия — такой материал расплавится как надо. Но, если ток будет переменным, проволока не прогреется совсем.
Форма, плотность, аккуратность, размер шва, которые хочет получить мастер, тоже имеют значение для выбора им полярности. Благодаря высокой температуре стержня процесс сварки с обраткой длится недолго. Такие швы хорошо проплавятся, будут тонкими и поверхностными.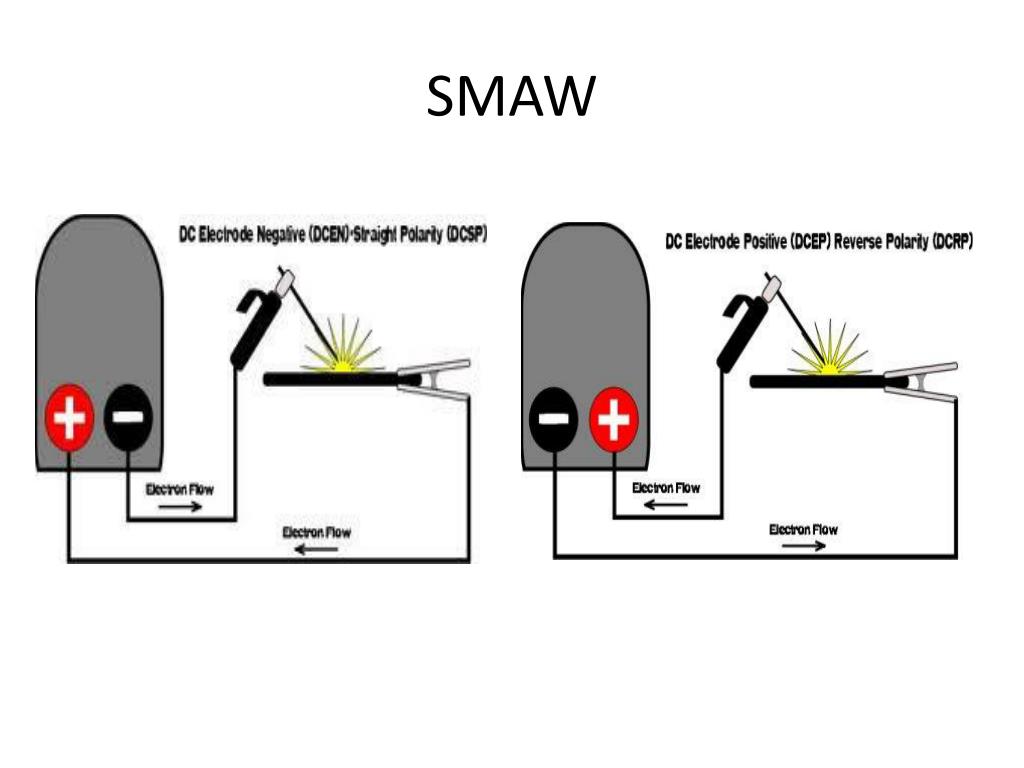
Какое оборудование?
Не все сварочные аппараты можно применять для работы с постоянным током, так как он имеет свои особенности. Сварка током обратной полярности возможна только при помощи оборудования, предназначенного для этого. Сварочный аппарат, с которым вы будете работать, обязательно должен иметь различные режимы подачи проволоки.
Обратная полярность даёт возможность сваривать различными газами (например, углекислым), что важно при работе с нержавеющей сталью или алюминием. А вот порошковая проволока воспринимает только прямую направленность и для другой не подходит.
Если вы любите использовать в сварочных работах автоматическое и полуавтоматическое оборудование, то обратный ток даёт шанс применить его. Держатель аппарата подключается к «плюсу», а масса — к «минусу». Благодаря этому флюс выгорает понемногу, а в газовом облаке, которое образуется, происходит сама сварка.
Заключение
Начинающему сварщику может показаться, что выбор параметров сварочных работ тяжелый, требует большого багажа специальных знаний. Учитывать нужно большое количество нюансов: тип сварочного оборудования и его функции, вид металла, толщину заготовок, материал и покрытие электродного стержня или проволоки.
Учитывать нужно большое количество нюансов: тип сварочного оборудования и его функции, вид металла, толщину заготовок, материал и покрытие электродного стержня или проволоки.
Знания об этом приходят с опытом. Не нужно расстраиваться, если с первого раза получилось не всё.
Начав изучать теорию сварки, а также применять ее на практике, вы научитесь подбирать комплектующие и материалы практически не задумываясь, а вопрос электрического поля станет обычным бытовым делом.
электроды, сварочное оборудование, газорезка металлов в Красноярске и Новосибирске
Сварка на DC – токе обратной полярности Hyundai S – 7016Н
Аналог: ОК – 53.70
Стандарт: AWS E7016
Высококачественный электрод с покрытием основного вида и низким содержанием водорода.
Разработан для односторонней сварки трубопроводов и других ответственных конструкций из малоуглеродистых и низколегированных сталей.
Отличается большой глубиной проплавления, дает плоский шов с легко удаляемым шлаком.
Обеспечивает высокое качество сварки корневого прохода с формированием обратного валика.
Хорошо сбалансированная шлаковая система обеспечивает стабильное горение дуги и позволяет легко вести сварку во всех пространственных положениях.
Высокие механические и ударные свойства при низких температурах делают возможным применение электрода в районах крайнего Севера.
- Предназначен для сварки и ремонта корневого слоя шва стыков труб из сталей с нормативным пределом прочности до 588 МПа ( API X 70) включительно;
- Предназначен для сварки и ремонта заполняющих и облицовочного слоев шва стыков труб из сталей с нормативным пределом прочности до 529 МПа ( API X 60) включительно;
- Процесс сварки отличается мягкой и стабильной дугой, шлак обладает хорошей жидкотекучестью и легко отделяется после застывания;
- Шов имеет красивый внешний вид;
- Металл шва стоек к образованию трещин;
- Возможна сварка на переменном токе;
- Электроды перед сваркой просушить при температуре 300-350°С в течении 60 минут.
| Диаметр, мм |
Упаковка |
Сертификаты |
| Ø2,6 / Ø3,2 / Ø4,0 / Ø5,0 | Масса — 5/20 кг | НАКС От завода-производителя |
| C углерод |
Si кремний |
Mn марганец |
Cr хром |
| ≤ 0,20 | ≤ 1,0 | ≤ 1,2 | ≤ 0,20 |
| Ni никель |
Р фосфор |
S сера |
Mo молибден |
V ванадий |
| ≤ 0,30 | 0,018 | 0,009 | ≤ 0,30 | ≤ 0,08 |
| Предел текучести, МПа |
Предел прочности на растяжение, МПа |
Относительное удлинение, % |
Температура, °C |
Ударная вязкость, Дж |
| ≥ 550 | ≥ 605 | ≥ 29 | — 30 | 75 |
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.
Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.
Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.
Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Полярность при сварке инвертором: прямая или обратная
Каждый уважающий себя сварщик должен знать, что такое полярность. Ведь без этого просто не получится правильно настроить оборудование.
По сути, полярность при сварке – это один из способов подключения инвертора.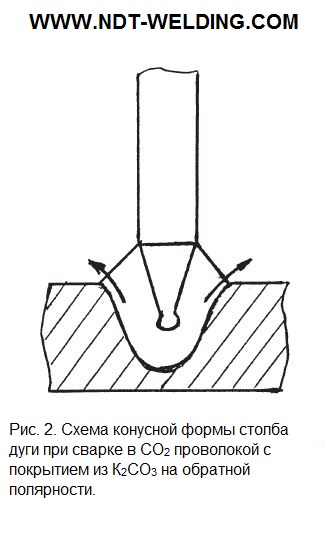 Есть два варианта:
Есть два варианта:
- Прямая полярность – электрод подсоединен к минусу, а металл к плюсу. При такой сварке металл нагревается сильнее, а электрод остается сравнительно холодным. Глубина проплавления заметно больше. Сварочная дуга при этом будет ровнее и стабильнее, что упрощает получение хорошего шва. Однако у такого метода сварки есть и свои недостатки. В первую очередь это высокий риск прожога тонких деталей. Также увеличивается разбрызгивание металла.
- Обратная полярность – металл подключается к минусу, а электрод к плюсу. Благодаря такому подключению металл нагревается заметно меньше, зато электрод плавится намного быстрее. Шов при таком типе сварки получается более широким, но не таким глубоким. Дуга менее стабильна, поэтому ее тяжелее удержать. Дело упрощает варка прерывистым швом.
Теперь рассмотрим сферу применения разных способов сварки. Это поможет лучше понять особенности использования прямой и обратной полярности.
Прямая полярность обычно применяется для сварки металлов толщиной от 5 мм. Лучшего всего подходит для работы с чугуном и практически любой сталью. За счет большой глубины проплавления с помощью прямого подключения удобно не только сваривать, но резать различные изделия.
Цветные металлы практически всегда сваривают в режиме прямого подключения инвертора. Это не случайно. Например, при сварке алюминия очень важно быстро преодолеть оксидную пленку. Благодаря этому во время работы на металле образуется меньше окислов.
Обратная полярность применяется в первую очередь для работы с тонким листовым металлом. Хорошо подходит для сварки различных стальных и чугунных сплавов. Дело в том, что из-за сильного нагрева могут образовываться тугоплавкие соединения. Использование обратной полярности позволяет этого избежать. Также такой тип подключения хорошо подходит для сварки нержавейки, низколегированной низкоуглеродистой стали, среде- и высоколегированной стали.
Очень важно правильно подобрать электроды или проволоку под используемый способ сварки. К счастью, практически всегда на упаковке указывается, для какого способа подключения они используются.
Однако есть несколько общих рекомендаций, которые помогут с выбором:
- При обратном подключении всегда используйте электроды устойчивые к перегреву.
- Для цветных металлов обычно используют вольфрамовые неплавящиеся электроды.
- Угольные электроды используют только при прямом подключении.
- Флюсовая проволока лучше всего подходит для варки стали при прямом подключении.
Резюмируем:
- Для варки и резки стали или чугуна, а также для работы с цветными металлами используется прямая полярность.
- Для работы с тонкими листами металла или со сплавами применяется обратная полярность.
Категория в каталоге:
Прямая и обратная полярность при сварке: какая роль
На чтение 6 мин.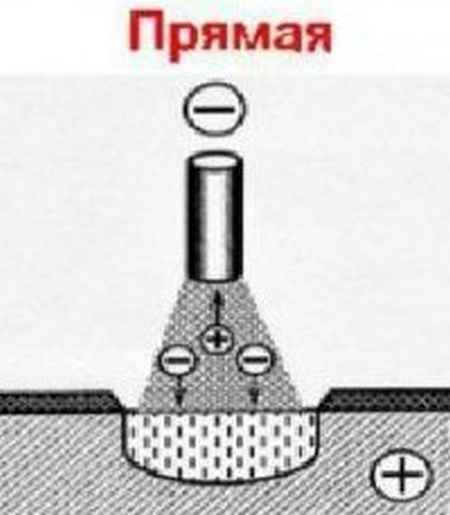 Опубликовано
Опубликовано
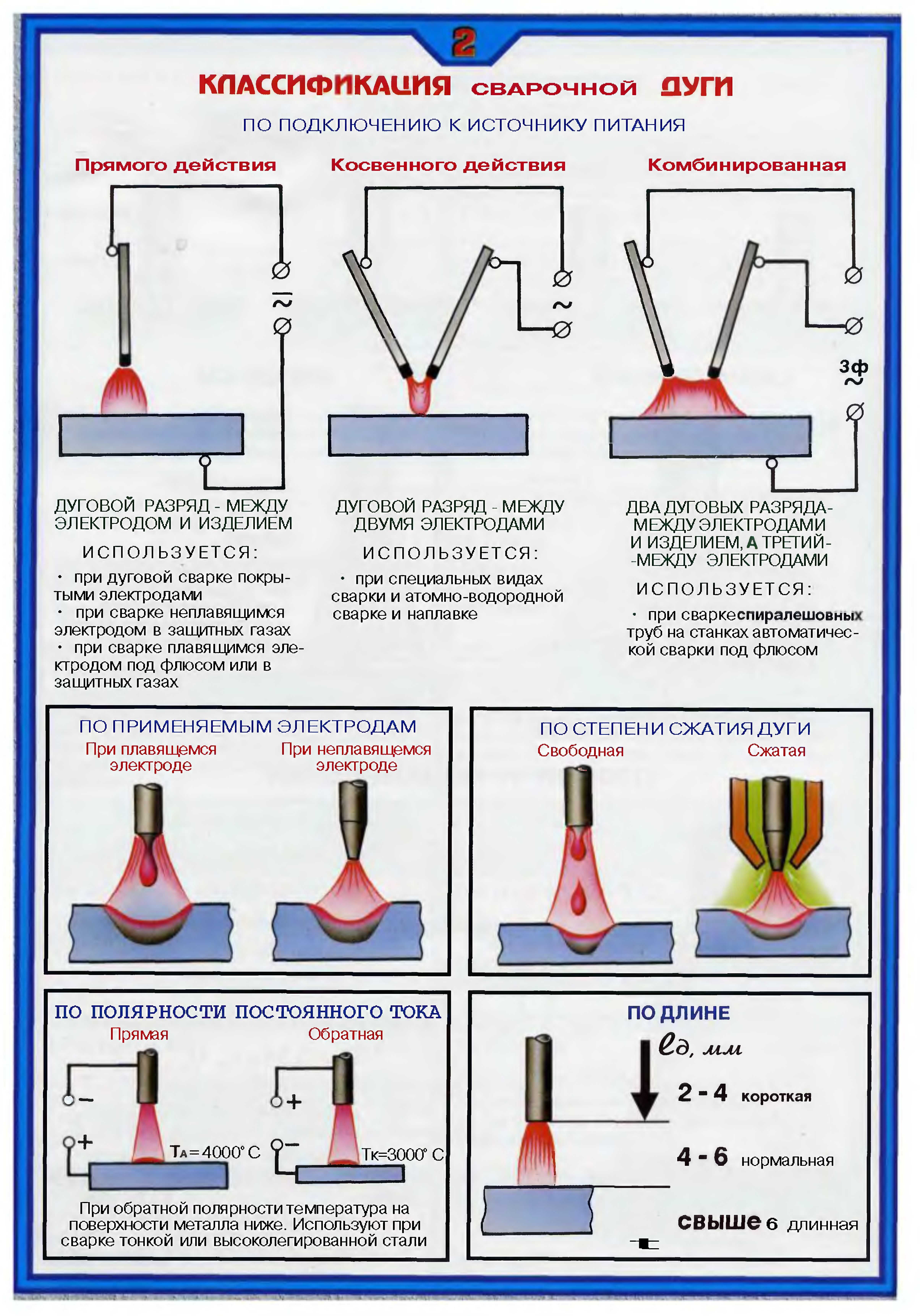
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях. Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
При сварке применяется прямая или обратная полярность.На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.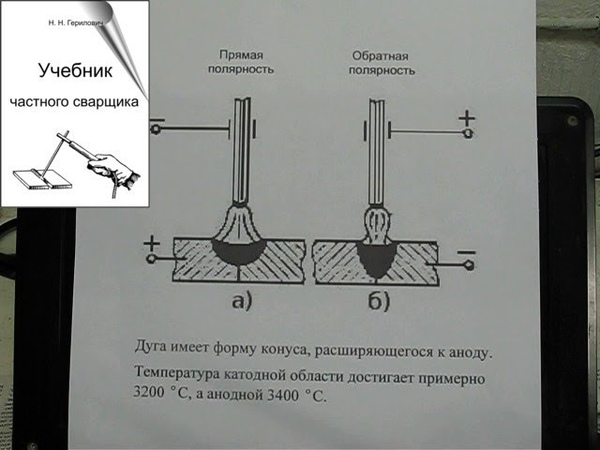
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
Влияние рода и полярности тока объясняется выделением различного количества теплоты.На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе – на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом – наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности. При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей.При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой – снижается содержание углерода.
- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон. Это обуславливает снижение коробления материала.
- Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.
Преимущества и недостатки разных методов
Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.
Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» – сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Прямая и обратная полярность при сварке: особенности
Сварку осуществляют путем воздействия на металл постоянного тока. Различают 2 режима воздействия – прямая полярность и обратная. При прямой полярности к электроду проводят минус, а к металлической детали плюс. Когда речь идет об обратной полярности, все происходит наоборот. Об особенностях каждого процесса расскажут специалисты.
Плюсы и минусы вариантов сварки
Полярность отличает разное влияние на деятельность электрода. Если полярность обратная, сварке присущи такие характерные черты:
- Тепло поступает к детали в большем объеме и в высоких температурах.
- Свариваемая заготовка проплавляется качественно, а сама сварка затрагивает глубокие слои материала.
- Электрод расплавляется медленно.
- Практически отсутствует образование брызг металла с заготовки в жидком состоянии.
Что касается переменного тока прямой направленности, его особенности следующие:
- Недостаточно тепла, подходящего к заготовке.
- Проплавка заготовки высокая, однако показатель все равно ниже, чем в предыдущем режиме.
- Заготовка плавится быстро, поэтому будьте готовы заменить старую новой.
- Металл при расплавлении образует брызги.
По мнению специалистов, сварка с обратной полярностью выгодно выделяется и является наиболее качественной. Как правильно подсоединить электроды, показывает в видеоинструкции сварщик: https://www.youtube.com/watch?v=GrVBaIZ3ddE.
Как правильно выбрать полярность
Несмотря на то что прямая полярность влияния переменного тока приветствуется в большинстве случаев, эксперты рекомендуют первым делом обращать внимание на материал, из которого сделана поверхность электродов. Если брать угольные расходные компоненты, при использовании обратного варианта они слишком быстро нагреваются и теряют целостность. А вот для проволоки без поверхностного слоя обратный способ станет наилучшим.
Чтобы сварочный шов получился аккуратным и едва заметным, тоже необходимо соблюдать полюса. Для глубокой проплавки рекомендуется ток обратной направленности. Связано это с повышенным теплообразованием на аноде и катоде.
Принимаясь за сварочный процесс, помните: чем больше скорость сварки, тем шов и глубина провара меньше.
Читайте также: Как осуществляется обозначение сварки на чертеже
Особенности сварки с прямой полярностью
Прямую полярность при сварке отличают такие тонкости процесса:
- Располагать металл, подходящий для электродов или присадочных деталей, в ванне для сварки, по технологии необходимо крупными каплями. Именно это становится причиной неприятного и опасного разбрызгивателя металла, а также повышения показателя коэффициента проплавки.
- Электрическая дуга становится нестабильной.
- С одной стороны, наблюдается уменьшение глубинного значения провара. С другой – уменьшение внедрения углеродистого состава в массу металла детали.
- Если стержень электрода нагревают меньше, сварщику удается применить токи с высокими показателями.
- Прямая полярность может изменять сплав материала, который затем застывает в виде сварочного шва.
Тонкости сварочного процесса при обратной полярности
Вариант обратной полярности выручает, если между собой нужно соединить тонкие заготовки. Эта работа филигранная и требует повышенной точности сварки. Также для понижения опасности во время проведения манипуляции пользуются такими хитростями:
- Можно понизить значения потенциала тока. Это поможет уменьшить температуру детали.
- Желательно осуществлять сварку прерывистым швом. Сварщик сваривает небольшое расстояние в начале. Потом он перемещается к середине заготовки. После занимается стыкованием с противоположной стороны. Далее следует перейти к промежуточным пустотам. Эта схема является традиционной. Но при желании и наличии опыта ее можно менять на собственное усмотрение. Прерывистый сварочный шов препятствует короблению металла, особенно когда речь идет о стыке на отрезке больше 20 см.
- Если металлические детали слишком тонкие, сварщик выбирает метод прерывания электрической дуги. Электрод достают из участка сварки, далее быстро поджигают и возобновляют процесс снова.
- При соединении материалов внахлест детали прижимают друг к другу с максимальной герметичностью. Если не удается избежать щели, прожигается, а значит и портится верхняя деталь. Чтобы создать плотное прилегание, специалисты рекомендуют применить струбцины или другой вид груза.
- Если соединяют заготовки с погрешностями в ровных краях в стык, предусмотрите материал, который заберет тепло сварки. Хорошо подходит для этих целей медная пластина. Но можно подобрать и стальную. Отдавайте предпочтение значительной толщине вспомогательной прослойки.
- Отбортовку кромок проводят, придерживайтесь угла 180 градусов.
Если мало опыта в фиксации тонких деталей, сначала потренируйтесь на дефектной металлической пластине. Залатать дыру в черновом образце проще, чем в итоговом.
Советы по выбору полярности при сварке металла дает опытный сварщик:
Полярность переменного / постоянного тока
Вы знаете, что означают переменный ток (переменный ток) и постоянный ток на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью реально влияет на прочность и качество сварного шва — так что читайте дальше и убедитесь, что вы знаете разницу! Для дополнительной уверенности попробуйте два теста в конце статьи, которые помогут вам определить полярность.В магазине используются термины «прямая» и «обратная» полярность. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины более описательны и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюсы. Постоянный ток (DC) течет в одном направлении, что обеспечивает постоянную полярность. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током 60 Гц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому плавлению электрода и, следовательно, к более высокой скорости осаждения. Воздействие различных химикатов на покрытие может изменить это состояние. Пруток из низкоуглеродистой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P +, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа переменного тока потребовало разработки электрода, который работал бы с любой полярностью из-за постоянного изменения полярности в цепи переменного тока. Хотя сам по себе переменный ток не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие электрода указывает, какая полярность лучше всего, и все производители указывают на контейнере электрода, какая полярность рекомендуется.
Для обеспечения надлежащего проплавления, равномерного внешнего вида валика и хороших результатов сварки при сварке любым металлическим электродом необходимо соблюдать правильную полярность. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, затруднениям в управлении дугой, перегреву и быстрому горению электрода.
На большинстве машин имеется четкая маркировка клемм или способов их установки на любую полярность. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо изменить клеммы кабеля.Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый — использовать угольный электрод постоянного тока, который будет правильно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который работает намного лучше при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1.Очистите основной металл и установите плоскую поверхность
2. Сформируйте концы двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным сужением, отходящим на 2 или 3 дюйма от наконечника дуги.
3. Зажмите один электрод в электроде. Держатель рядом с конусом
4. Установите силу тока от 135 до 150
5. Установите любую полярность
6. Зажгите дугу (используйте экран) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги.
7. Наблюдайте за действием дуги.Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла
останется черный нагар. 8. Измените полярность. Зажгите дугу другим электродом и удерживайте такое же время. Наблюдайте за действием дуги, как и до
9. Осмотрите концы двух электродов и сравните их. Тот, который используется на отрицательной полярности, будет равномерно гореть, сохраняя свою форму.Электрод положительной полярности быстро выгорит тупой
B. Определите полярность с помощью металлического электрода (E6010)
1. Очистите основной металл и расположите его ровно
2. Установите силу тока от 130 до 145 для электрода 5/32 «
3. Отрегулируйте любую полярность
4. Зажигайте дугу. Удерживая нормальную длину дуги и стандартный угол электрода, проведите валик
5. Прислушайтесь к звуку дуги: при правильной полярности, нормальной длине дуги и силе тока, будет издаваться регулярный «потрескивающий» звук.Неправильная полярность при нормальной длине
и настройке силы тока приведет к неравномерному «потрескиванию» и «тресканию» нестабильной дуги.
6. См. Выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью
7. Отрегулируйте до другая полярность и запустить другую бусину
8. Очистить бусинки и осмотреть. При неправильной полярности, отрицательный электрод, вы получите многие из плохих характеристик валика, показанных в Уроке 1.6.
9. Повторите несколько раз, пока не сможете быстро распознать правильную полярность
с прямой и обратной полярностью постоянным током: Maine Welding Company
Сварка постоянным током прямой и обратной полярности
Чтобы понять сварку с прямой и обратной полярностью постоянного тока , важно понимать *** схему электродуговой сварки ***, которая аналогична любой электрической схеме.В простейших электрических цепях есть три фактора: ток или поток электричества; давление или сила, необходимая для протекания тока; и сопротивление, или сила, необходимая для регулирования потока тока.
Ток — это скорость потока, которая измеряется количеством электричества, протекающего по проводу за одну секунду. Термин ампер обозначает количество тока в секунду, протекающего в цепи. Буква I используется для обозначения силы тока в амперах. Давление — это сила, заставляющая течь ток.Мера электрического давления — вольт. Напряжение между двумя точками в электрической цепи называется разностью потенциалов. Эта сила или потенциал называется электродвижущей силой или ЭДС. Разница потенциалов или напряжений вызывает протекание тока в электрической цепи. Буква E используется для обозначения напряжения или ЭДС.Сопротивление — это ограничение прохождения тока в электрической цепи. Каждый компонент в цепи, включая проводник, имеет некоторое сопротивление току.Ток легче протекает через одни проводники, чем через другие; то есть сопротивление одних проводников меньше других. Сопротивление зависит от материала, площади поперечного сечения и температуры проводника. Единицей измерения электрического сопротивления является ом. Обозначается буквой R.
Сварочные электрические цепиПростая электрическая схема показана на рисунке 10-12. В эту схему входят два измерителя для электрических измерений: вольтметр и амперметр.На нем также изображен символ батареи. Более длинная линия символа представляет собой положительную клемму. За пределами устройства, которое устанавливает ЭДС, такого как генератор или аккумулятор, ток течет от отрицательного (-) к положительному (+). Стрелка показывает направление тока. Амперметр представляет собой измеритель низкого сопротивления, показанный круглым кругом и стрелкой рядом с буквой I. Давление или напряжение на батарее можно измерить с помощью вольтметра. Вольтметр представляет собой измеритель высокого сопротивления, показанный круглым кружком и стрелкой рядом с буквой E.Сопротивление в цепи показано зигзагообразным символом. Сопротивление резистора можно измерить омметром. Никогда не используйте омметр для измерения сопротивления в цепи при протекании тока.
Цепь для дуговой сварки . Можно внести несколько изменений в схему, показанную на рисунке 10-12 выше, для представления схемы дуговой сварки. Замените батарею сварочным генератором, поскольку они оба являются источником ЭДС (или напряжения), и замените резистор сварочной дугой, которая также является сопротивлением току.Схема дуговой сварки показана на рисунке 10-13. Ток будет течь от отрицательной клеммы через сопротивление дуги к положительной клемме.
Сварка постоянным током с обратной и прямой полярностьюНа заре дуговой сварки , когда сварка проводилась неизолированными металлическими электродами на стали, было нормальным подключать положительную сторону генератора к изделию, а отрицательную сторону — к электроду. Это обеспечивало от 65 до 75 процентов тепла рабочей стороне контура для увеличения проникновения.При сварке отрицательным электродом полярность сварочного тока называлась прямой. Когда условия, такие как сварка чугуна или цветных металлов, делали целесообразным свести к минимуму нагрев основного металла, работа делалась отрицательной, а электрод положительным, а полярность сварочного тока считалась обратной. Чтобы изменить полярность сварочного тока, необходимо было снять кабели с клемм аппарата и заменить их в обратном положении. Первые электроды с покрытием для сварки стали давали наилучшие результаты с положительной или обратной полярностью электрода; однако по-прежнему использовались неизолированные электроды.При использовании как неизолированных, так и закрытых электродов приходилось часто менять полярность. Сварочные аппараты были оснащены переключателями, меняющими полярность выводов, и сдвоенными счетчиками. Сварщик мог быстро менять полярность сварочного тока. При маркировке сварочных аппаратов и переключателей полярности использовались эти старые термины, которые обозначали полярность как прямую, когда электрод был отрицательным, и обратную, когда электрод был положительным. Таким образом, отрицательный электрод (DCEN) совпадает с прямой полярностью (dcsp), а положительный электрод (DCEP) совпадает с обратной полярностью (dcrp).
Амперметр, используемый в сварочной цепи, представляет собой милливольтметр, откалиброванный в амперах, подключенный через сильноточный шунт в сварочной цепи. Шунт представляет собой калиброванный провод с очень низким сопротивлением. Вольтметр, показанный на рисунке 10-12, будет измерять выходную мощность сварочного аппарата и напряжение на дуге, которые, по сути, одинаковы. Прежде чем возникнет дуга или если дуга разорвется, вольтметр будет считывать напряжение на машине, при этом в цепи не течет ток. Это называется напряжением холостого хода и выше, чем напряжение дуги или напряжение на машине, когда течет ток.
Еще одна единица в электрической цепи — единица мощности. Скорость производства или использования энергии называется мощностью и измеряется в ваттах. Мощность в цепи — это произведение силы тока в амперах на давление в вольтах. Мощность измеряется ваттметром, который представляет собой комбинацию амперметра и вольтметра.
Помимо мощности необходимо знать объем работ. Электрическая работа или энергия — это произведение мощности, умноженное на время, и выражается в ватт-секундах, джоулях или киловатт-часах.
Полярность: когда нужно поменять местами? Часть 2
Использование правильной полярности определяет разницу между качественным сварным швом, пористым и слабым швом, сварным швом с надлежащим проваром или практически отсутствующим сварным швом. Помимо путаницы в терминах, часто бывает сложно понять, когда и какую полярность использовать.
При сварке стержневой сваркой (SMAW) подавляющее большинство сварочных стержней требует положительной полярности. Фактически, почти все сварочные стержни работают в основном с положительной (обратной) полярностью.За некоторыми исключениями, при работе с тонким листом всегда следует работать с обратной полярностью. Поскольку термин «обратный» может сбивать с толку, просто всегда думайте «позитивный факел», и все будет в порядке. Сварка MIG всегда будет иметь положительную полярность. Некоторые люди путают MIG со сваркой сердечника флюсом. Они не совпадают, хотя используемое оборудование может быть почти таким же или идентичным. Сердечник флюса использует проволоку, которая содержит порошковый флюс в центре проволоки. Он имеет свои преимущества в ветреную погоду и позволяет брать его с собой куда угодно.Хотя это не обязательно лучше или хуже, чем процесс MIG, он использует прямую полярность, прямо противоположную MIG. Однако некоторые производители проводов могут рекомендовать положительную полярность, поэтому обязательно проверьте этикетку. Следует отметить, что провода MIG и Flux Core не имеют «дополнительной» полярности с одним и тем же проводом. Если он положительный, он будет успешно работать только при положительном результате. Провод с двойным экраном использует лучшее из MIG и Flux Core за счет использования проволоки с флюсом и защитного газа. Конечно, всегда соблюдайте полярность, рекомендованную производителем провода, но, как правило, для двойного или внешнего экранированного провода используется обратная полярность.
TIG является исключением и представляет собой процесс, при котором сварка всегда выполняется с горелкой на отрицательной клемме (даже при сварке в режиме переменного тока есть причины, по которым горелка остается подключенной к отрицательной клемме). Несколько лет назад положительный электрод постоянного тока использовался для сварки алюминия , но проплавление было очень плохим, и для сварки при относительно низком токе требовался вольфрам огромного диаметра из-за того, что тепло максимально увеличивалось на вольфрамовом наконечнике, а не на основном металле. Поскольку сварка алюминия очень легко выполняется с помощью аппаратов TIG переменного тока с высокочастотным наложением или сварочных аппаратов инверторного типа, таких как Everlast PowerTIG серии , используется только горелка с отрицательной полярностью постоянного тока .
Независимо от полярности, вам может потребоваться какое-то запоминающее устройство, которое поможет вам запомнить условия полярности. Даже если вам нужно написать записку на сварочном аппарате, чтобы запомнить, какую сторону «горелки» вы будете использовать, это поможет вам сделать все правильно и свести разочарование к минимуму.
Straight Polarity — обзор
3 Сварочные источники тепла
Большинство существующих сварочных процессов основаны на применении концентрированных источников тепла, цель которых — перевод зоны сварного металла в жидкое или пластичное состояние.Этот эффект достигается разными методами, а именно электрической дугой, теплом, выделяющимся в материалах, трущихся друг о друга, химическими процессами или теплом какого-либо предварительно нагретого теплоносителя. Главная особенность этих источников — их концентрация, позволяющая создать минимально необходимое температурное поле для плавления металла в узкой зоне.
Однако не все источники тепла обеспечивают высокую концентрацию тепла. Некоторые из них, например газовые горелки, создают широкий шлейф, что существенно влияет на объем пластических деформаций, возникающих в материале при сварке.Кратко рассмотрим характеристики некоторых существующих источников тепла.
В настоящее время основным источником тепла при сварке является дуга, возникающая между электродом и металлом. Распределение энергии в сварочной дуге определяется многими факторами, такими как размеры и форма электродов, тип электрода (расходный или неплавящийся), ток (постоянный или переменный), применяемый для возбуждения и движения дуги, полярность процесса ( прямая или обратная). Физические особенности дуги таковы, что тепловой поток, образующийся в этом случае, неравномерно распределяется по площади определенного пятна, называемого пятном нагрева.Условно диаметр пятна нагрева, через которое подводится тепло к металлу, принимается таким, чтобы поверхностная плотность образующегося теплового потока была равна 0,05 q 2 м (рис. 1.1), с
1.1.
(1.1) q2 = q2me − Kr2,
где q 2 — распределение поверхностной плотности теплового потока в направлении радиуса r , Вт / м 2 ; К — коэффициент концентрации теплового потока источника, 1 / м 2 ; q 2 м — максимальная поверхностная плотность теплового потока в центре нагреваемого пятна, Вт / м 2 .
Если электрическая дуга прикладывает q , Дж тепла к пластине каждую секунду, то с учетом (1.1) мы можем записать, что:
q = ∫0∞q2⋅2πrdr = 2πq2m∫0∞e −Kr2rdr.
Используя зависимость (1.1), получим:
q2rh = q2me − Kr2 = 0,05q2m,
, где r h — радиус нагреваемого пятна. Следовательно, диаметр пятна нагрева составляет
(1,3) dh = 3,46 / K.
Зная эффективную мощность источника тепла q и коэффициент концентрации теплового потока K , можно оценить распределение тепла по поверхности металла.
Проведя эти расчеты для конкретных случаев, можно увидеть, что в процессах дуговой сварки пятно нагрева не является точкой, его диаметр составляет от 0,5 до 3 мм, в зависимости от процесса сварки, а в случае — до 8–10 см. газовой факельной сварки. Естественно, что в этих случаях нельзя производить расчеты в предположении, что дуга действует только как точечный источник. В тех случаях, когда диаметр пятна нагрева большой, необходимо производить расчет с учетом распределения тепла по пятну.
На практике наблюдается тенденция к увеличению концентрации источника сварки. Это достигается применением устройств, сжимающих сварочную дугу в тонкий шнур. В этом случае сварочная дуга становится удлиненной, и плазма образуется с большой скоростью. Для создания плазменной струи используются специальные плазменные головки — плазмотроны, в состав которых обычно входит неплавящийся вольфрамовый электрод, которым является катод. В этих случаях предметом или соплом плазмотрона является анод. Дуга также меняется в зависимости от того, где расположен анод.Если предметом является анод, плазменный столб совпадает со столбом дуги, дуга становится тонкой и удлиненной. Если анод находится на сопле, плазменная струя отделяется от столба дуги в виде факела.
В последнее время широкое распространение получили различные сварочные процессы с использованием источников тепла при сварке, такие как электронно-лучевая сварка и лазерная сварка. Электронно-лучевая сварка основана на явлении преобразования тепловой энергии в кинетическую энергию, возникающую при торможении электронов в свариваемом материале.Особенностью электронно-лучевой сварки является то, что электроны, проникая в металл, теряют свою энергию не сразу, а на определенном пути, где они тормозятся. Эта особенность приводит к тому, что, в отличие от процессов дуговой сварки, при которых в основном нагревается поверхность изделия, электронный луч нагревает металл на определенную глубину, равную траектории движения электронов при торможении. Источник тепла в этом случае можно рассматривать как линейный на тонких листах.
В случае нагрева свариваемого материала лазерным лучом энергия фотонов передается свободным электронам, присутствующим в материале.Электроны увеличивают свою кинетическую энергию, которая передается решетке, что приводит к повышению температуры в облучаемой точке. Лазерный луч можно сфокусировать с помощью оптического устройства на очень небольшой участок поверхности (практически точку) с плотностью до 100 Дж / мм 2 в течение 10 –3 –10 –6 с. Отношение глубины проникновения к его диаметру составляет 25: 1.
Тепловая мощность источника тепла рассчитывается по следующей формуле:
q = NηS
, где q — количество тепла, произведенного источником тепла за 1 с, Вт; Н — мощность, выделяемая источником, Вт; U — напряжение дуги, В; I — сварочный ток, А; η с — эффективный КПД процесса нагрева изделия дугой, равный отношению эффективной мощности к общей тепловой мощности; η с зависит от процесса сварки и равно 0.48 — 0,95 (см. Таблицу А1.2 приложения 1). Самые низкие значения η s обнаруживаются в процессах сварки, в которых сварочная дуга защищается струей инертных газов, таких как аргон, гелий, диоксид углерода. В таких случаях газовая струя отводит часть тепла в атмосферу. Когда сварка выполняется с защитным флюсом, значения η s становятся значительно выше.
Рекомендации по полярности при сварке TIG, MIG и Stick
Сварщики используют множество способов соединения двух металлических частей.Тип инструментов, тепла и давления, используемых в каждом процессе, делает его уникальным.
Указанный способ сварки должен выполняться специалистами, умеющими это делать. При правильном выполнении он может создавать первоклассные сварные швы.
Итак, если вы хотите узнать об этом больше, продолжайте читать!
Полярность — это два разных полюса, где отрицательные частицы электрического тока проходят от отрицательного полюса к положительному. Положительный полюс — это область, в которой меньше отрицательного заряда, чем на отрицательном полюсе.С помощью настроек полярности при сварке вы можете выбрать, где будет располагаться каждый полюс и будут ли они меняться. Любой из полюсов может находиться как на стороне электрода, так и на стороне зоны сварки. В постоянном токе полюса не меняются, и электричество течет с отрицательного на положительный (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются взад и вперед. Свойства сварного шва полностью отличаются от каждого типа электрического тока.
В школе вы могли вспомнить, как в упражнениях предполагали, что электричество проходит от положительного полюса к отрицательному, из-за ложного заблуждения до изобретения микроскопов более века назад. В средней школе реальное направление тока не имело значения, в то время как в сварке оно очень важно. Итак, поскольку перепутать очень легко, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
Для выполнения сварки TIG требуется источник питания. Это позволит вам создать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть электродом. Как уже упоминалось, этот процесс сварки известен многим, поскольку его можно использовать для различных типов металлов.
Полярность для сварки TIG бывает двух разных типов. Полярность сварки TIG на постоянном и переменном токе. Оба они имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP.В этом разделе мы собираемся подробнее обсудить вас с различными типами полярности сварки TIG.
Итак, без лишних слов, приступим!
Существует две классификации AWS (Американского сварочного общества) для электродов SMAW (дуговой сварки защищенного металла). Это E6011 и E6010. Оба они обладают схожими свойствами. Эти два электрода считаются электродом из низкоуглеродистой стали. Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и рабочие характеристики.
Но, несмотря на их сходство, они все же имеют заметные различия. Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.
Кроме того, E6011 имеет более высокий уровень покрытия целлюлозно-калиевого типа, а E6011 — высокий уровень покрытия целлюлозно-натриевого типа.
Полярность при сварке постоянным токомПервый тип полярности сварки — это постоянный ток, и это то, что большинство сварщиков предпочитают при сварке полярностью по сравнению с переменным током.С этой полярностью можно работать как с электродами E6010, так и с E6011. Когда дело доходит до более серьезных сварочных работ, в том числе для сварки низколегированных сталей и сварки труб, требующих более высокой прочности, вы можете положиться на этот тип полярности.
Кроме того, важно помнить, что только электрод E6010 подходит для такого рода сварочных работ с использованием полярности постоянного тока. Обратите внимание, что для сварки штучной сваркой используется полярность DC +. Это потому, что он известен тем, что создает отличный профиль борта.Более того, это также обеспечит вам высокий уровень проникновения.
С другой стороны, полярность постоянного тока может обеспечить высокую скорость плавления электрода и меньшее проникновение. Но это полярность постоянного тока, используемая для сварки более тонкого металла, чтобы избежать прожога.
Полярность при сварке на переменном токеЕсли источник питания, который вы используете, излучает переменный ток или переменный ток, вы можете ожидать, что появится обратная полярность и прямая полярность.Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. На другой половине теперь есть положительный электрод и отрицательная опорная пластина. Имейте в виду, что частота источника питания всегда влияет на количество циклов.
Отрицательная полярность электрода постоянного тока (DCEN)Если у вас есть положительные базовые пластины, а ваш электрод подключен к отрицательному источнику, то известно, что это прямая полярность или отрицательная полярность электрода постоянного тока (DCEN).Это полярность, которая позволит электронам течь к пластинам основания, идущим от электрода.
В результате опорная пластина может выделять больше тепла по сравнению с электродом. Это означает только то, что электроды имеют пониженную скорость осаждения металла. Обратите внимание, что проблемы, возникшие из-за недостаточного слияния, будут устранены.
Этот тип полярности не имеет функции очистки. Это означает только то, что дефекты могут возникнуть, если опорные плиты не будут должным образом очищены перед использованием.
Преимущества DCEN
DCEN обеспечит вас достаточным количеством сплавов недрагоценных металлов. В результате металл может получить надлежащее проплавление. Кроме того, меньше шансов на низкое армирование и включение вольфрама. Это правильная полярность при сварке, если вы собираетесь сваривать нержавеющую сталь и другие металлы с высокой температурой плавления. Вы также можете использовать его для соединения более толстых пластин.
Недостатки DCEN
Как мы уже упоминали, DCEN не поддерживает очистку.Это означает только то, что вероятность появления дефектов включения выше. Кроме того, он также вызывает более высокое образование остаточного напряжения и высокий уровень искажений.
При такой полярности сварки также увеличивается зона термического влияния. Это может привести к более низкому уровню производительности, поскольку он имеет более низкую скорость осаждения. Кроме того, мы не рекомендуем эту полярность сварки при соединении двух более тонких пластин.
Положительная полярность электрода постоянного тока (DCEP)
DCEP также известен как обратная полярность.Это тип полярности сварки, при котором постоянный ток источника питания, положительный электрод и отрицательная опорная пластина. Через внешнюю цепь электроны будут течь к электроду, выходя из его базовых пластин. Электрон будет непрерывно течь по крошечным проходам. Это позволит вам создать дугу.
Базовые пластины производят электроны. Эти электроны будут ускорены из-за возможной разницы. Ускоренные электроны будут тогда увеличивать скорость и начинать удары по электроду.Это приведет к тому, что электроны будут производить кинетическую энергию, которая позже будет преобразована в тепловую энергию. Это приведет к нагреванию наконечника электрода.
Многие профессиональные сварщики считают, что приблизительно две трети всего тепла дуги вырабатывается на электродах, а остальные части выполняются на опорных плитах. В результате электрод начнет быстро разжижаться. Кроме того, повысится скорость наплавки расходуемых электродов.
Следует отметить, что опорные пластины при такой полярности сварки плавятся неправильно. Это потому, что им не хватает тепла. Недостаток тепла может вызвать различные проблемы при сварке, такие как высокое армирование и низкий уровень проплавления.
Но обратите внимание, что электроны также создают поток, который удаляет масло с опорной пластины. Поток также покроет частицы пыли и оксидные слои, которые вы видите на поверхности опорных пластин. Этот процесс известен как очистка от оксидов.
Преимущества DCEP
Как вы могли заметить, DCEP обладает функцией очистки от дуги, которой нет у DCEN. При надлежащей очистке дуги вероятность возникновения проблем с включением мала. Он также имеет более высокий уровень наплавки. Это означает только то, что вы можете быстро и легко выполнить весь процесс сварки.
Кроме того, он также может уменьшить полную резку, остаточное напряжение и деформацию. Это означает, что вы можете плавно изготавливать тонкие сварочные пластины.Эта полярность сварки подходит для сварки меди и других металлов с низкой температурой плавления.
Недостатки DCEP
Некоторые из вас не знают, что срок службы нерасходуемых электродов короче. Кроме того, он имеет более высокий уровень усиления, если сварщик не регулирует скорость должным образом.
Поскольку сварка имеет низкий уровень проплавления и недостаточное плавление, эта полярность сварки не подходит для соединения более толстых металлов или пластин с более высоким уровнем температуры плавления.
Сварка МИГ — это самый простой способ сварки, который подходит для начинающих. Для этого типа сварки требуется DCEP или положительная полярность электрода постоянного тока. Сварщики, использующие этот метод сварки, предпочитают использовать электрод постоянного тока положительный или электрод постоянного тока отрицательный.
Если вы не используете газ при сварке MIG, я бы посоветовал вам использовать DCEN. Переменный ток можно использовать при сварке MIG, а также для сварки алюминия или намагниченных материалов.Однако имейте в виду, что при использовании переменного тока будет больше брызг и плохое качество поверхности.
Важно прочитать и понять инструкции, содержащиеся в руководствах.
Как мы уже упоминали ранее, опытные сварщики используют полярность DC + при выполнении сварки штучной сваркой. Это потому, что это позволит вам создать профиль борта и даст вам более высокий уровень проникновения. Мы не рекомендуем использовать полярность постоянного тока. Это потому, что он имеет более высокую скорость плавления электрода и меньшее проникновение.Эту полярность можно использовать для сплавления более тонких металлических листов. Это хорошо для предотвращения прожога.
Что такое сварка TIG?
Сварка TIG также известна как дуговая сварка вольфрамовым электродом в газе. Еще в 1930-1940-х годах он использовался производителями самолетов для соединения материалов, изготовленных из магния. Обычно процесс сварки выглядит следующим образом: специалист создает дугу, которая располагается между неплавящимся вольфрамовым электродом и основным металлом.Первый элемент — это тип электрода, который нельзя расплавить. Расплавленная сварочная ванна будет создана, когда дуга коснется основного металла.
В сварочной ванне тонкий присадочный металл будет медленно вводиться вручную. После этого тонкая проволока начнет плавиться. В течение всего процесса инертной защитой будет стена, которая будет защищать сварочную ванну и вольфрамовый электрод от кислородного загрязнения. Не следует использовать флюсы. После всего процесса вы можете получить бесшлаковую и прочную сварку, которая обладает свойством коррозионной стойкости, обеспечиваемым двумя используемыми металлами.
Аэрокосмическая промышленность использует этот метод сварки при создании самолетов и космических аппаратов. Тот факт, что он обладает антикоррозийными свойствами, также используется автомобильными компаниями. Авторемонтные мастерские также начинают использовать сварку TIG. Многие сварщики удивлены результатами, полученными с помощью этой техники при сварке скульптур.
Полярность при сварке TIG
Что касается полярности сварки TIG, она имеет прямую полярность, которую некоторые также называют отрицательным электродом постоянного тока (DCEN).В этом процессе сварки используется отрицательная горелка, которая работает положительно. Это сварочный процесс, который используется для соединения различных типов металлов. В связи с этим в большинстве отраслей промышленности используется этот сварочный процесс.
При использовании самого популярного метода сварки, а именно сварки TIG, важно использовать правильную полярность сварки. При выполнении сварки TIG рекомендуется использовать электрод постоянного тока или электрод постоянного тока отрицательной полярности.Старшие сварщики также называют это прямой полярностью.
Для сварки TIG отрицательная горелка идеально подходит для предотвращения ненужного перегрева вольфрама.
Когда говорится «прямая полярность», понятно, что у него есть отрицательный электрод и положительные базовые пластины. Когда говорится «обратная полярность», понятно, что у него есть отрицательные базовые пластины и положительные электроды. Обратите внимание, что обратная полярность обеспечит вам повышенную скорость наплавки в целом; прямая полярность обеспечивает высокий уровень проникновения.Используя хорошего сварщика, вы намного быстрее научитесь использовать эти настройки.
Поскольку многие сварщики используют для сварки множество материалов, любая из указанных полярностей идеально подходит для использования. Если вы новичок в этой области, мы рекомендуем вам использовать сварку MIG. Но если вы имеете дело с широким выбором типов металлов, сварка TIG является наиболее рекомендуемым процессом.
Не сомневайтесь, узнайте больше о сварке в других статьях нашего сайта.
Простое переключение полярности при сварке с помощью новой технологии
Сварщики могут изменять режим сварки и полярность одним нажатием кнопки на сварном шве, что значительно экономит время.
Реверс полярности для TIG и Stick
Когда при сварке труб требуется переход от корневого прохода TIG (GTAW) к последующим проходам при сварке стержнем (SMAW), необходимость изменения полярности сварки может добавить много времени и хлопот к процессу.
При сварке углеродистой стали в полевых условиях строительства, например при прокладке труб, в сварке TIG обычно используется отрицательный электрод постоянного тока (DCEN), в то время как в процессах сварки штучной сваркой и сварки MIG (GMAW) обычно используется положительный электрод постоянного тока (DCEP).Сварка с неправильной полярностью для процесса может привести к низкому качеству и привести к дефектам сварного шва, которые могут потребовать доработки.
При сварке в полевых условиях, чтобы переключить процесс (что также может потребовать изменения полярности), сварщики должны отслеживать сварочные провода, чтобы найти точку соединения — обычно на источнике сварочного тока. Необходимость в смене технологического процесса при применении труб часто возникает на многих сварочных площадках, но какова стоимость этого перехода при типичной работе?
Часов в день с потерей производительности
На некоторых сварочных площадках переключение с TIG на сварку или TIG на MIG может происходить от шести до восьми раз в день для каждого сварщика.Это может составлять до нескольких часов каждый день потерянного времени. Это особенно отнимает много времени на больших стройплощадках, где операторы могут работать на большом расстоянии от источника сварочного тока.
Один подрядчик электростанции из Пенсильвании, который завершает крупные проекты по ремонту котлов, оценивает, что каждое переключение процесса сварки занимает 30 минут или больше. Внутри большого котла могут работать десятки сварщиков. Это означает, что сварочные провода запутываются, и сварщикам становится сложнее определить, какой кабель и какой аппарат им принадлежит, когда они хотят переключить процессы.
Подрядчики могут даже нанять кого-то, чья единственная работа — управлять этими кабелями, отслеживать выводы и изменять процессы и полярность источника питания для сварщиков внутри котла или других труднодоступных мест.
Угрозы безопасности
Эти частые поездки к источнику питания для изменения сварочного процесса также влияют на безопасность на рабочем месте. Сварщикам, возможно, придется преодолевать лазейки или подниматься и спускаться по лесам, чтобы совершить поездку, что увеличивает опасность поскользнуться, споткнуться и упасть.
OSHA сообщает, что падения были основной причиной смерти рабочих в строительной отрасли в 2017 году, в результате чего погиб 381 из 971 строителей, или 39 процентов. Когда сварщики могут оставаться на своем рабочем месте и сокращать количество поездок туда и обратно к источнику питания, это обеспечивает более безопасную рабочую площадку.
Влияние на качество сварки
Сварка с соблюдением полярности — важная часть получения качественного сварного шва и соблюдения определенных нормативных требований.
На переполненном рабочем месте сварщик нередко случайно меняет полярность не на том аппарате.Это приводит к разочарованию сварщиков и может привести к необходимости доработки сварных швов, если оператор начнет сварку с неправильной полярностью или с неправильными параметрами.
Суть в том, что неправильная полярность может потребовать дополнительных затрат времени и денег на переделку.
Упрощенное изменение полярности
Общие проблемы для операций, которые часто меняют полярность сварки на рабочем месте, могут быть решены с помощью правильной технологии. Когда сварщик может более легко переключаться между полярностями и процессами, потенциально можно сэкономить часы каждый день в этих приложениях, что повысит производительность, качество и безопасность.
Реверс полярности, встроенный в сварочную систему, позволяет сварщикам изменять процессы и полярность нажатием кнопки с помощью пульта ДУ / TIG или механизма подачи проволоки. Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, чтобы сварщики могли оставаться на сварном шве и добиться большего времени горения дуги.
Системы реверсирования полярноститакже могут предотвратить внесение каких-либо изменений в источник питания после подключения пульта дистанционного управления, что исключает вероятность того, что другой сварщик случайно изменит параметры или изменит процессы на неправильном аппарате.Наличие управления изменением полярности, встроенного в сварочную систему, предназначенную для использования в полевых условиях, может улучшить качество сварки и уменьшить количество доработок, а также избавить сварщика от разочарования при попытке выполнить сварку с неправильной полярностью.
В системе XMT® 350 FieldPro ™ с реверсированием полярности от Miller Electric Mfg. LLC система будет отображать ошибку и не позволит оператору выполнять сварку до тех пор, пока не будет исправлено соединение проводов, что исключает работу с неправильной полярностью.
Специально разработанная дуговая дуга системы также сокращает количество доработок, вызванных частыми пусками и остановками.Благодаря меньшему дрейфу дуги, запуски и остановы адаптированы к сварке под углом, что дает сварщику больше возможностей для контроля замочной скважины и лужи, даже если подгонка стыка не выполняется.
Простое изменение полярности
Если переключение между процессами TIG, MIG и Stick является обычным явлением в ваших сварочных приложениях, время, затрачиваемое на возвращение к источнику питания для замены проводов, может составлять до часа или более каждый день на каждого сварщика. На этот раз можно потратить до тысяч долларов, потраченных на то, чтобы сварщик обошел строительную площадку.
Инвестиции в технологию, которая позволяет сварщикам легко изменять процессы одним нажатием кнопки на сварном шве и обеспечивает соблюдение правильной полярности для каждого процесса, предлагает значительную экономию времени, а также преимущества для качества сварки и безопасности оператора.
Если вы конкурируете за выполнение срочных работ, экономия даже нескольких минут при каждом переключении может иметь большое значение и снизить риск споткнуться и упасть для оператора. Если операторы совершают семь обходов строительной площадки в день для внесения изменений в параметры и процессы, в среднем 15 минут на прогулку, что в сумме составляет один час в день, система XMT 350 FieldPro с реверсированием полярности может помочь компаниям сэкономить 19 688 долларов США. в год.
DCEP против DCEN: все, что вам нужно знать
Источник: PinterestDCEP расширяется как положительный электрод постоянного тока, тогда как электроды связаны с положительным выводом, относящимся к постоянному току. Только постоянный ток выбрал этот формат сварки.
DCEN расширяется как отрицательный электрод постоянного тока, тогда как электроды связаны с отрицательной клеммой относительно постоянного тока. В этой последовательности сварки также используется только постоянный ток и не рекомендуется использовать переменный ток.
Как DCEP применяется в сварке MIG?Для сварки металлов в среде инертного газа (MIG) обычно предпочтительнее использовать DCEP. Потому что отрицательные электроды обеспечивают повышенное плавление при заданном уровне и силе тока. Таким образом, очевидно, что при выполнении сварочных работ в системах MIG предпочтение отдается вариантам обратной полярности.
В случае использования отрицательного электрода постоянного тока это приведет к нестабильным сварным швам с различными колебаниями результирующего выхода.Сварку MIG можно эффективно выполнять с помощью DCEP, в котором используются природные газы без добавления флюса.
Каким образом DCEN предпочтительнее при сварке TIG? Источник: Американское сварочное обществоСравнение DCEP и DCEN обычно определяется следующим образом. DCEN является предпочтительным при сварке TIG, при которой не требуется процесс очистки в этой форме, как в случае процесса с положительным электродом. Для этого процесса вам потребуется дополнительное пространство для использования вольфрамовых электродов и охлаждения.
Для легких сварных швов предпочтительна естественная или прямая полярность, а выделяемое тепло преобразуется в положительные дуги, которые предотвращают перегрев вольфрамовой нити и обеспечивают надлежащую стабилизацию системы. Сварка TIG может выполняться как на постоянном, так и на переменном токе. Сталь будет свариваться постоянным током, а алюминий будет предпочтительнее соединяться с переменным током.
Распределение тепла DCEP и DCEN:Прежде всего следует отметить, что не все имеющиеся электроды можно отливать с любой полярностью для сварочных целей.Электроды должны быть адаптированы в соответствии со спецификациями, изложенными в кодовой книге стандартов ISO. Оптимальный выбор поляризации также зависит от характера материала, положения сварки и соответствующих конструктивных сочетаний материалов.
Помня обо всем этом, мы можем достичь необходимой полярности в зависимости от конкретного цикла. Положительная часть сварочной дорожки (захват электронов в дугу) называется анодом. Другая часть сварочной дорожки, которая производит отрицательные электроны в дуге, называется катодом.В процессе сварки используются положительный анод и отрицательный катод.
Влияние полярности сварки на DCEP и DCEN при дуговой сварке:Основные классификации и характеристики DCEP и DCEN описаны ниже.
| Положительный электрод постоянного тока | Отрицательный электрод постоянного тока |
| Сварка выполняется правильно и аккуратно благодаря положительным электродам. | Плавления крайне недостаточно, поскольку электроды подключены к отрицательной клемме. |
| Поскольку электроды имеют очень положительную конструкцию, в процессе сварки возможно глубокое проплавление. | Из-за наличия отрицательных электродов проницаемость умеренная. |
| Количество отложений в наполнителе очень мало. | Количество отложений в присадочном материале больше. |
| Низкая производительность положительных электродов. | Производительность выше для отрицательных электродов. |
| Процесс очистки утомительный, а результат очень плохой. | Процесс очистки здесь настолько прост и дает хорошие результаты. |
| Зоны теплового воздействия выше. | Зоны, подверженные тепловому воздействию, ниже ожидаемого. |
| Возникают большие искажения. | Искажения меньше по сравнению с DCEP. |
Когда электроды подключены к отрицательной клемме, а остальные источники питания подключены к положительной клемме, происходит падение электронов.Источник тепла высвобождается, и он начинает течь к прикрепленным опорным плитам.
При доступной разности потенциалов электроны ускоряются между отрицательными электродами и прикрепленными к ним пластинами основания. По мере усиления удара кинетическая энергия развивается и далее преобразуется в тепловую энергию с выделением огромного количества тепла, необходимого для продолжения всего процесса.
Эффекты обратной полярности в положительном электроде постоянного тока:В этом случае базовые пластины подключаются к отрицательному выводу силового конца, а электроды направляются к положительному выводу для генерации тепла.В результате электроны освобождаются от базовых пластин и начинают двигаться в направлении электродов.
Тепло, выделяемое в электродах, немного выше по сравнению с теплом, выделяемым в опорных пластинах. Процесс очистки положительных электродов настолько прост, а отложение наполнителя крайне низкое. Под действием выделяемого тепла загрязнения и частицы пыли, присутствующие в опорных плитах, удаляются, и этот процесс называется очисткой. Таким образом, за счет этого очищающего действия загрязненные частицы, присутствующие на металлической поверхности, полностью удаляются.
Соответствие полярностей DCEP и DCEN при дуговой сварке:- Полярность DCEP и DCEN может считаться применимой для сварки двух или более металлических компонентов вместе с существенно разными формами положительных результатов.
- Первичный и важный источник тепла генерируются при обеих полярностях, а дуговая сварка становится легкой и простой. Обработка сварных материалов гладкая и достаточно хорошая.
- Если для источника питания используется переменный ток, последующие циклы обеих полярностей выполняются с соответствующими интервалами, и цикл продолжается.
- Тонкие металлы также можно сваривать, используя полярность DCEP и DCEN, поскольку температура плавления достаточна для работы в этих условиях.
- По мере развертывания положительных электродов в процессе очистки присадочные материалы осаждаются на металлических пластинах основания с меньшей скоростью, чем ожидалось.
В большинстве приложений газовой дуговой сварки (GMAW) предпочтительно используется полярность DCEP.В этих условиях достигается стабильная форма дуги с плавным переносом металлов при сравнительно небольшом разбрызгивании. Глубокое проплавление унаследовано для обеспечения надлежащей отделки сварных швов с широким диапазоном подачи электрического тока.
Когда DCEN используется для постоянного тока, результирующий выходной сигнал будет очень маленького размера, напоминая каплю, и конечный результат будет неровным. При наличии надлежащей электропроводки с соответствующими соединениями процесс сварки стал бы настолько простым, а использование переменного тока сделает систему стабильной даже в изменяющихся условиях.
Для источников питания GMAW предпочтительны как постоянный, так и переменный ток с различными источниками питания.
Использование дуговой сварки экранированного металла:- Дуговая сварка экранированного металла (SMAW) — это обычно предпочтительный метод сварки, который представляет собой ручной процесс, в котором для стратегии обработки используется плавящийся электрод.
- При температуре плавления насыщения электрод начинает плавиться, и зона сварки защищена от внешних газов, присутствующих в естественной атмосфере.
- Это один из самых простых и доступных видов сварки, который может выбрать любой человек.
- Этот вид сварки предотвращает разложение электродов, и образуется защитный экран, предохраняющий дугу от возникающей химической реакции.
- Черные металлы и другие родственные конструкции можно легко соединить с помощью SMAW.
- Качество SMAW проверяется методами неразрушающего контроля и обеспечивает высокую прочность.
- Материалы из нержавеющей стали, чугуна и других цветных сплавов также можно обрабатывать без дефектов.
Распыление — это процесс, при котором микроскопические частицы, присутствующие в твердом веществе, выбрасываются с нижней поверхности после того, как внутри материала произошла бомбардировка присутствием природного газа или дыма. Процесс обычно происходит на открытом воздухе и свежем воздухе, свободном от загрязнений.
Когда постоянный электрический ток изменяется с небольшим сопротивлением, материал становится очень проводящим.Возьмем, к примеру, золото, поскольку это один из широко используемых проводящих материалов на Земле. Он широко используется повсюду, и его нельзя использовать в качестве сварочного инструмента, так как он может потерять свой класс и, конечно, стоит дорого.
В целом медь, алюминий и другие родственные металлы широко используются в процессе сварки, поскольку они обладают хорошим балансом между ценой и проводимостью. Среди всех металлов медь по-прежнему лучше всех выполняет свою функцию, постоянно проводя хорошее электричество.
Точнее, существует статическая величина сопротивления, унаследованная от свойств всего материала, и этого недостаточно, чтобы влиять на металлические свойства внутри материала. Сопротивление цепи имеет несколько проблем, таких как преждевременный отказ оборудования, меньшая производительность и, наконец, дефекты сварки.
Смотреть видео: Узнайте больше о распыленииОпределение полярности по наличию металлических электродов:
- Основной металл, присутствующий в материале, должен быть расположен ровно, а поверхность должна быть чистым, без примесей.
- Значение силы тока должно быть установлено в диапазоне от 130 до 145 градусов для соответствующих электродов.
- Диапазоны полярности должны быть настроены для получения достаточного эталонного значения. Изучите образовавшуюся дугу и измерьте ее длину.
- Звук возникающей дуги тщательно изучается для проверки полярности. Необходимо выяснить неправильный диапазон полярности.
- Изучены характеристики тушения нормальной дуги и валика металлических электродов.
- Процесс повторяется несколько раз, чтобы распознать и проверить неравномерность полярности.
Сварка выполняется электродами с положительным током (обратная полярность) приводит к более глубокому проплавлению, тогда как электроды с отрицательной (прямой полярностью) приводят к преимуществу более раннего плавления и более быстрой скорости наплавки при повышенной скорости. В процессе сварки используются различные защитные газы для получения более гладкой и ровной поверхности.
Если силовая пружина распределяет переменный ток (AC), оба случая возникают одно за другим. Изменения происходят каждую секунду, и это зависит от появляющейся частоты источника тока. Возьмем пример, в котором для источника питания переменного тока 60 Гц обе полярности будут возникать минимум 60 раз в секунду.
Влияние полярности на увеличенный срок службы электродов:Как правило, обратная полярность приводит к скачкам скорости осаждения наполнителя, когда электрод изготовлен из расходуемых материалов.Полярность оказывает значительное влияние на срок службы неплавящихся электродов, как в случае сварки TIG. Из-за обратной полярности на кончике электрода быстрее выделяется слишком много тепла.
Когда процесс сварки ведется непрерывно с имеющимися неплавящимися электродами, он начинает механически плавиться, и большие пузырьки расплавленного металла формируют кончик электродов. В некоторых случаях образующиеся капельки на поверхности сварного шва приводят к появлению дефектов.
Иногда он остается на кончике электрода, который смывается в процессе шлифования перед началом новой и следующей сварочной операции. Оба случая приводят к потере материалов электродов и сокращению срока службы неплавящихся электродов в связи с обратной полярностью.
Полярность нержавеющей стали для сварки штангой:Для сварки штангой предпочтительнее использовать постоянный ток, и это наиболее распространенный вариант. Поскольку в сплавах нержавеющей стали уровень хрома составляет менее 10% от исходного содержания.Доступны базовые классы нержавеющей стали, которые сгруппированы по определенным категориям. Как правило, сгруппированы три различных класса нержавеющей стали, и это следующие.
- Аустенитная нержавеющая сталь — это немагнитные нержавеющие стали с повышенным содержанием хрома и никеля и сравнительно низким потреблением углерода. Эта форма нержавеющей стали обладает высокой устойчивостью к коррозии, и указанные марки стали выше. Этот тип стали является широко распространенной формой нержавеющей стали и доступен по цене.
- Мартенситная нержавеющая сталь — Эти типы сталей также содержат те же компоненты, что и обычные аустенитные стали. Благодаря высокой стойкости к окислению он обладает повышенной прочностью даже при очень низких температурах. Сопротивление ползучести таких материалов является высоким при умеренных и высоких температурах.
- Нержавеющая сталь с железом — Как видно из названия, сталь является магнитной с более чем 15% хрома и низким содержанием углерода.