Свойства жести википедия: Стальные и жестяные банки — Steel and tin cans
Стальные и жестяные банки — Steel and tin cans
Герметичный контейнер для хранения продуктов
Пустая консервная банкаСталь может , консервная банка , олово (особенно в британском английском , австралийском английском , канадском английском и южноафриканском английском языке), стальная упаковка , или могут , это контейнер для распределения или хранения товаров, изготовленный из тонкого металла. Многие банки нужно открывать, разрезая «конец»; у других есть съемные крышки. В них можно хранить различное содержимое: продукты питания, напитки, масло, химикаты и т. Д. Стальные банки изготавливаются из белой жести (стали с луженым покрытием) или из стали, не содержащей олова. На некоторых диалектах даже алюминиевые банки называют консервными банками.
История
Процесс консервирования в консервных банках был изобретен французом Филиппом де Жираром , но идея в конечном итоге перешла к британскому купцу Питеру Дюрану, который был использован в качестве агента для патентования идеи Жирара в 1810 году. Концепция консервирования была основана на экспериментальной работе по консервации продуктов в стеклянной таре. годом ранее французским изобретателем Николасом Аппером . Дюран не занимался консервированием пищевых продуктов, но в 1812 году продал свой патент двум англичанам, Брайану Донкину и Джону Холлу , которые усовершенствовали процесс и продукт и основали первый в мире коммерческий консервный завод на Саутуарк-Парк-роуд в Лондоне. К 1813 году они производили свои первые консервы для Королевского флота . К 1820 году жестяные канистры или банки использовались для пороха, семян и скипидара.
Ранний консервные банки были загерметизированы пайками с олово- свинцом сплавом, который может привести к отравлению свинцом .
В 1901 году в США была основана компания American Can Company , которая в то время производила 90% жестяных банок США.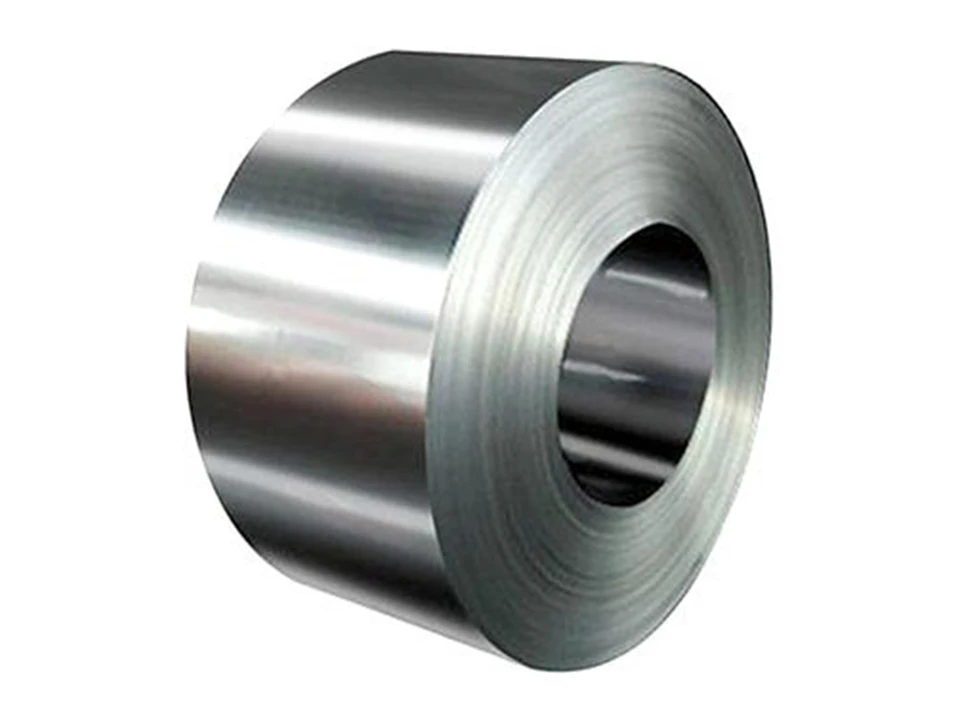
Описание
Большинство банок представляют собой правильные круглые цилиндры с одинаковыми и параллельными круглыми вершинами и дном с вертикальными сторонами . Однако у банок для небольших объемов или содержимого особой формы верх и низ могут быть прямоугольными или овальными с закругленными углами. Другое содержимое может подойти к банке несколько конической формы.
В результате изготовления большинства банок получается по крайней мере один обод — узкое кольцо, немного превышающее внешний диаметр остальной части банки. Плоские поверхности банок с ободками имеют углубления от края любого обода (по направлению к середине банки) примерно на ширину обода; внутренний диаметр обода, прилегающего к этой углубленной поверхности, немного меньше внутреннего диаметра остальной части банки.
Конструкция банки состоит из трех частей и имеет верхний и нижний ободья. В конструкции, состоящей из двух частей, одна деталь представляет собой плоский верх, а другая — углубленную чашеобразную деталь, которая объединяет (по крайней мере, приблизительно) цилиндрическую стенку и круглое основание. Переход между стеной и основанием обычно постепенный. У таких банок вверху одинарный бортик. У некоторых банок есть отдельная крышка, которая снимается сверху или откидывается.
Стальные банки из двух частей могут быть изготовлены путем «вытягивания» дна и боковых сторон и добавления «конца» вверху: у них нет боковых швов. Банки могут быть изготовлены с отдельными накладками или крышками с фрикционной посадкой, а также с крышками, прикрепленными на петлях. Доступны различные простые способы открывания.
В середине 20-го века некоторые молочные продукты были упакованы в банки почти без бортов, что отражало различную конструкцию; в этом случае на одной плоской поверхности было отверстие (для заполнения почти полной банки), которое после заполнения герметизировалось быстро затвердевающей каплей расплавленного припоя . Возникли опасения, что молоко содержит опасные уровни свинца, выщелоченного из этой паяльной заглушки.
Возникли опасения, что молоко содержит опасные уровни свинца, выщелоченного из этой паяльной заглушки.
Преимущества стальных банок
Ряд факторов делает стальные банки идеальными емкостями для напитков. Стальные банки прочнее картонных коробок или пластика и менее хрупки, чем стекло, что защищает продукт при транспортировке и предотвращает утечку или разлив, а также снижает потребность во вторичной упаковке.
Стальная и алюминиевая упаковка обеспечивает 100% барьерную защиту от света, воды и воздуха, а металлические банки без повторно закрывающихся крышек являются одними из самых защищенных от несанкционированного доступа из всех упаковочных материалов. Стальные банки сохраняют и защищают продукт от повреждения светом, окисления, экстремальных температур и загрязнения, сохраняя вкус, внешний вид и качество от завода до конечного потребителя. Еда и напитки, упакованные в стальные банки, содержат столько же витаминов, сколько свежеприготовленные, без консервантов. Стальные банки также продлевают срок годности продукта, увеличивая срок годности и годности, а также сокращая количество отходов.
В качестве окружающей среды для упаковки стальные банки не требуют охлаждения в цепочке поставок, что упрощает логистику и хранение, а также способствует экономии энергии и затрат. В то же время относительно высокая теплопроводность стали означает, что напитки в банках охлаждаются намного быстрее и легче, чем напитки в стеклянных или пластиковых бутылках.
Инициатива Всемирной ассоциации производителей стали под названием Choose Steel поощряет использование стали для изготовления банок для напитков.
Сжатый газ с раздаточным клапаном
Откидная банка с откидной крышкой
Банка с жидкостью для зажигалок
Специальная банка для розлива масла
Топливо походное печное в канистре «F-Style»
Баллончик с двойной фрикционной крышкой (пробкой)
Банка с накладкой на крышке
Материалы
В настоящее время широко используемые банки не состоят в основном или полностью из олова; этот термин скорее отражает почти исключительное использование в банках, до второй половины 20 — го века, из белой жести стали , который в сочетании с физической силой и относительно низкую цены на сталь с коррозионной стойкостью олова.
На некоторых местных диалектах любую металлическую банку, даже алюминиевую, можно назвать консервной банкой. Использование алюминия в жестяных банках началось в 1957 году. Алюминий дешевле, чем луженая сталь, но обеспечивает такую же стойкость к коррозии в дополнение к большей пластичности , что упрощает производство; Это привело к созданию двухкомпонентной банки, где все, кроме верхней части банки, просто штамповано из цельного куска алюминия, а не кропотливо изготовлено из трех кусков стали.
Банки традиционно имеют бумажную или пластиковую этикетку с печатью, приклеенную к внешней стороне изогнутой поверхности, что указывает на ее содержимое. Некоторые этикетки содержат дополнительную информацию, например рецепты, на обратной стороне. В последнее время этикетки все чаще печатают непосредственно на металле до или после формования металлического листа в отдельные банки.
В ноябре 1991 года производители банок в США добровольно отказались от свинцовых швов на пищевых банках. Тем не менее, импортные консервные банки по-прежнему имели свинцовые паяные швы. В 1995 г. FDA США издало правило, запрещающее паяные свинцом пищевые банки, в том числе отечественные и импортные.
В наше время большинство пищевых банок в Великобритании покрыто пластиковым покрытием, содержащим бисфенол А (BPA). Покрытие предотвращает коррозию олова или алюминия банки кислотами и другими веществами, но выщелачивание BPA в содержимое банки было исследовано как потенциальная опасность для здоровья.
Стандартные размеры
Банки бывают самых разных форм: две распространенные формы — это «суповая банка» и «консервная банка для тунца». Стены часто укрепляются выступами ребер, особенно на больших банках, чтобы помочь банке сопротивляться вмятинам, которые могут вызвать расщепление швов.
Размеры банок в США имеют множество обозначений и размеров.
В Соединенных Штатах в кулинарных книгах иногда упоминаются банки по размеру. Институт производителей банок определяет эти размеры, выражая их в виде трехзначных чисел, измеренных целиком, и шестнадцатых дюйма для номинальных внешних размеров контейнера: 307 × 512, таким образом, будет иметь диаметр 3 и 7/16 дюйма на 5 и 3/4 дюйма (12/16 дюйма) в высоту. Старые номера банок часто выражаются однозначными цифрами, их содержание рассчитывается для воды комнатной температуры как примерно одиннадцать унций (банка №1 для «пикника»), двадцать унций (№2 ), тридцать две унции (# 3), пятьдесят восемь унций (# 5) и сто десять унций (# 10 «кофейная» банка).
| Может Имя | Габаритные размеры (дюймы) | Емкость (жидкие унции США) | № 2 может эквивалент | Типичные продукты |
|---|---|---|---|---|
| 6Z | 2 2 / 16 × 3 1 / 2 | 6,08 | 0,295 | |
| 8Z Короткий | — 11 / 16 × 3 | 7,93 | 0,386 | |
| 8Z высокий | 2 11 / 16 × 3 2 / 8 | 8,68 | 0,422 | |
| Нет. Я (Пикник) | — 11 / 16 × 4 | 10,94 | 0,532 | |
| № 211 Цилиндр | — 11 / 16 ×- 14 / 16 | 13,56 | 0,660 | |
| № 300 | 3 × 4 7 / 16 | 15,22 | 0,741 | Клюквенный соус, свинина и фасоль |
| Цилиндр № 300 | 3 × 5 9 / 16 | 19,40 | 0,945 | |
Нет.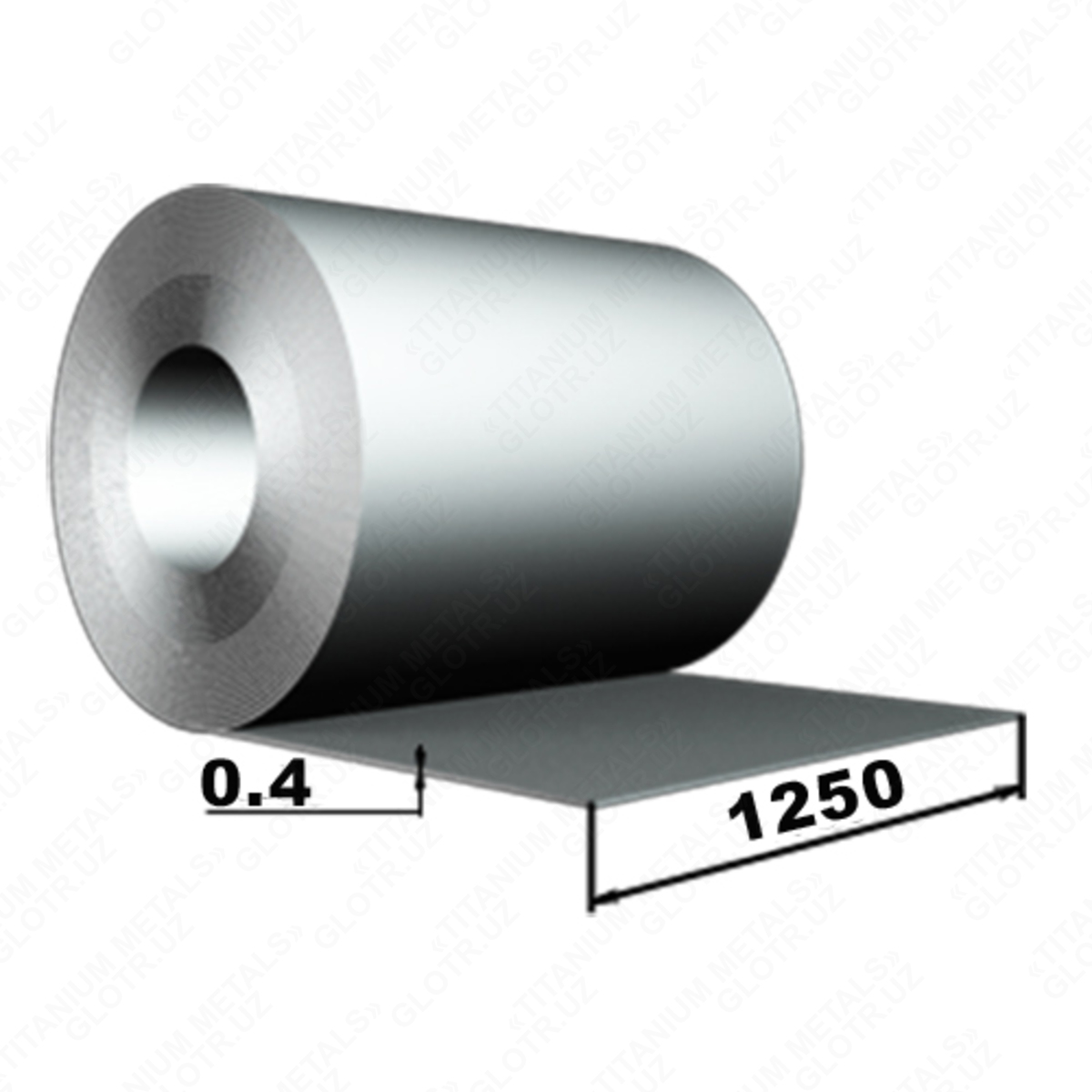 Я высокий Я высокий | 3 1 / 16 × 4 11 / 16 | 16,70 | 0,813 | |
| № 303 | 3 3 / 16 × 4 3 / 8 | 16,88 | 0,821 | Фрукты, овощи, супы |
| № 303 Цилиндр | 3 3 / 16 × 5 9 / 16 | 21,86 | 1.060 | |
| № 2 Вакуум | 3 7 / 16 × 3 3 / 8 | 14,71 | 0,716 | |
| № 2 | 3 7 / 16 × 4 9 / 16 | 20,55 | 1.000 | Соки, супы, овощи |
| Джамбо | 3 7 / 16 × 5 5 / 8 | 25,80 | 1,2537 | |
| Цилиндр № 2 | 3 7 / 16 × 5 6 / 8 | 26,40 | 1,284 | |
| № 1.25 | 4 1 / 16 × 2 3 / 8 | 13,81 | 0,672 | |
| № 2.5 | 4 1 / 16 × 4 11 / 16 | 29,79 | 1,450 | Фрукты, овощи |
| № 3 Вакуум | 4 1 / 4 × 3 7 / 16 | 23,90 | 1,162 | |
| Цилиндр № 3 | 4 1 / 4 × 7 | 51,70 | 2,515 | |
| № 5 | 5 1 / 8 × 5 5 / 8 | 59,10 | 2,8744 | Фруктовый сок, Супы |
| № 10 | 6 3 / 16 × 7 | 109,43 | 5,325 | Фрукты, овощи |
В некоторых странах, где используется метрическая система , банки изготавливаются объемом 250, 500, 750 мл ( миллилитр ) и 1 л ( литр ) (250 мл составляет примерно 1 стакан или 8 унций). Банки, импортируемые из США, часто имеют необычные размеры, например 3,8 л (1 галлон США ), 1,9 л (1/2 галлона США) и 946 мл (2 пинты США / 1 кварту ).
Банки, импортируемые из США, часто имеют необычные размеры, например 3,8 л (1 галлон США ), 1,9 л (1/2 галлона США) и 946 мл (2 пинты США / 1 кварту ).
В Великобритании и Австралии банки обычно измеряют по весу нетто. Жестяная банка стандартного размера вмещает около 400 г; хотя вес может варьироваться от 385 г до 425 г в зависимости от плотности содержимого. Банка меньшего половинного размера вмещает примерно 200 г, обычно от 170 г до 225 г.
Изготовление банок
Строительство трехкомпонентной банки с бортиком включает несколько этапов;
- Формовка трубы и сварка или пайка боковых швов
- Присоединение нижнего конца к трубке
- Печать или прикрепление этикеток к банке
- Наполнение банки содержимым; стерилизация или автоклавирование требуется для многих пищевых продуктов
- Стыковка стены и верхнего «торца».
Обода с двойным швом имеют решающее значение для соединения стены с верхней или нижней поверхностью. Между деталями должна быть очень плотная посадка, чтобы предотвратить утечку; процесс выполнения этого радикально деформирует ободья деталей. Часть трубы, которая образует стенку, изгибается почти на конце, поворачивается наружу на 90 градусов, а затем изгибается дальше, к середине трубы, пока она не станет параллельной остальной части трубы, общий изгиб 180 градусов.
Внешний край плоской детали загибается по направлению к середине трубчатой стенки до параллели со стенкой, поворачиваясь внутрь на 90 градусов. Край изогнутой части изгибается еще на 90 градусов, теперь внутрь к оси трубы и параллельно основной части плоской части, делая полный изгиб на 180 градусов. Он загнут настолько внутрь, что его круговой край теперь немного меньше в диаметре, чем край трубки. Дальнейшее изгибание до тех пор, пока она не станет параллельной оси трубы, дает общий изгиб на 270 градусов. Теперь он охватывает внешний край трубки.
Если смотреть наружу от оси трубки, первая поверхность представляет собой отогнутую часть трубки. Чуть дальше находится узкая часть верха, включая его край. Загнутая наружу часть трубки, включая ее край, еще немного дальше. Дальше всего находится часть плоской поверхности, изогнутая под углом 90 градусов.
Чуть дальше находится узкая часть верха, включая его край. Загнутая наружу часть трубки, включая ее край, еще немного дальше. Дальше всего находится часть плоской поверхности, изогнутая под углом 90 градусов.
Комбинированные силы взаимодействия, когда часть плоской поверхности, прилегающая к внутренней части трубки, изгибается к середине трубки, а затем наружу вперед по оси трубки, а другие изогнутые части плоской детали и трубки сгибаются. все они направлены к оси трубы, эти пять толщин металла соприкасаются друг с другом изнутри и снаружи, образуя «сухое» соединение, настолько плотное, что для его усиления или герметизации не требуется сварка или припой. Иллюстрации этого процесса можно найти на страницах 20-22 Технического документа ФАО по рыболовству 285 «Руководство по консервированию рыбы», расположенного здесь .
Внутри консервной банки.
Дизайн и производство
Сталь для изготовления жестяных банок
Большая часть стали, используемой в упаковке, — это жесть, то есть сталь, покрытая тонким слоем олова, функциональность которого требуется для производственного процесса. Слой олова обычно наносится методом гальваники.
Двухкомпонентная конструкция стальной банки
Большинство стальных банок для напитков состоят из двух частей, состоящих из: 1) диска, переформованного в цилиндр, с цельным концом, зашитым двойным швом после наполнения, и 2) свободного конца для его закрытия. Стальные банки бывают самых разных диаметров и объемов, с механизмами открывания, которые варьируются от вытягивания кольца и открывания язычков до широко открытых горловин. Современные линии по производству банок могут производить до 1000 банок в минуту.
Тянутые и гладильные (DWI) стальные банки
Процесс формования листового металла без изменения его толщины известен как «вытяжка». Утончение стенок двухкомпонентной банки путем пропускания ее через круглые штампы называется «глажением». Поэтому стальные банки для напитков обычно называют тянутыми и гладкими, или DWI, банками (иногда D&I). Процесс DWI используется для изготовления банок, высота которых больше диаметра, и особенно подходит для изготовления больших объемов банок одной и той же базовой спецификации.
Поэтому стальные банки для напитков обычно называют тянутыми и гладкими, или DWI, банками (иногда D&I). Процесс DWI используется для изготовления банок, высота которых больше диаметра, и особенно подходит для изготовления больших объемов банок одной и той же базовой спецификации.
Толщина стенок стальных банок теперь на 30% меньше, а их вес на 40% меньше, чем 30 лет назад, что снижает количество сырья и энергии, необходимые для их изготовления. Кроме того, они на 40% тоньше алюминия.
Магнитные свойства
Сталь — это черный металл, поэтому она магнитная . Для упаковки напитков это уникально. Это позволяет использовать магнитные конвейерные системы для перемещения пустых банок через процессы наполнения и упаковки, повышая точность и уменьшая потенциальные утечки и отходы. На предприятиях по переработке стальные банки можно легко отделить от других отходов с помощью магнитного оборудования, включая поперечно-ленточные сепараторы, также известные как надполосные магниты, и барабанные магниты.
Открытие банок
Первые банки были тяжелыми контейнерами, открывать которые требовалось изобретательности, с такими инструментами, как ножи. Лишь несколько лет спустя, после того как производители банок начали использовать более тонкие металлические листы, были разработаны специальные открыватели для банок .
В то время как банки для напитков или банки с жидкостью, такой как бульон, можно просто проколоть, чтобы удалить продукт, твердое или полутвердое содержимое требует удаления одного конца банки. Это можно сделать с помощью тяжелого ножа или другого острого инструмента, но консервные ножи намного удобнее.
Некоторые банки, например, те, которые используются для сардин , имеют крышку со специальными насечками, чтобы пользователь мог выломать металл, намотав его на церковный ключ с прорезью . До середины 20-го века некоторые банки сардины имели припаянные крышки, а заводной ключ работал, заставляя паяное соединение разъединяться.
Появление язычков в банках для напитков распространилось на консервирование различных пищевых продуктов, таких как корм для домашних животных или орехи (и непищевые продукты, такие как моторное масло и теннисные мячи ). Концы известны как легко открываемые крышки, потому что они открываются без каких-либо инструментов или приспособлений. В дополнительном нововведении, разработанном специально для консервных банок, используется язычок, который слегка изогнут вверх, создавая большую площадь поверхности для облегчения доступа пальцами.
Банки могут быть изготовлены с помощью простых открываемых элементов. Некоторые банки имеют завинчивающиеся крышки для заливки жидкостей и повторного запечатывания. Некоторые из них имеют откидные крышки или съемные крышки для легкого доступа. Банки с краской часто имеют съемную заглушку наверху для доступа и повторного закрытия.
Может, для этого нужен консервный нож
Баночка для супа с петлей-кольцом
Открытая банка с язычком с кольцом
Боковое открытие с ключом
Легко открыть банку сардин
Оставаться на вкладке
Переработка и повторное использование
Сталь из консервных банок и других источников является наиболее переработанным упаковочным материалом. Около 65% стальных банок перерабатывается. В Соединенных Штатах 63% стальных банок перерабатывается по сравнению с 52% алюминиевых банок. В Европе уровень утилизации в 2016 году составляет 79,5%. В большинстве случаев переработка банок происходит на плавильных заводах, но отдельные потребители также напрямую повторно используют банки различными способами. Например, некоторые люди используют две жестяные банки, чтобы устроить лагерь или печь для выживания, чтобы готовить небольшие обеды.
Экологичность и переработка стальных банок для напитков
Переработка стали
С экологической точки зрения сталь можно рассматривать как материал с замкнутым циклом: отходы бытового потребления можно собирать, перерабатывать и использовать для изготовления новых банок или других продуктов. Каждая тонна переработанного стального лома позволяет сэкономить 1,5 тонны CO 2 , 1,4 тонны железной руды и 740 кг угля. Сталь является самым перерабатываемым материалом в мире, при этом более 85% всей стальной продукции в мире перерабатывается по окончании срока службы: по оценкам, в 2017 году было переработано 630 миллионов тонн стального лома, что позволило сэкономить 945 миллионов тонн CO 2 .
Переработка стальных банок
Сталь — это прочный материал (сталь можно перерабатывать снова и снова без потери качества). Утилизация одной банки позволяет сэкономить энергию, эквивалентную одной загрузке белья, 1 часу использования телевизора или 24 часам освещения (светодиодная лампа 10 Вт).
Стальные банки для напитков перерабатываются путем плавления в электродуговой печи или кислородной печи.
Большинство стальных банок также имеют какие-либо формы идентификации переработки, такие как Metal Recycles Forever Mark Recyclable Steel и логотип кампании Choose Steel. В Европе также проводится кампания под названием Every Can Counts, поощряющая переработку консервных банок на рабочем месте.
Вся упаковка для напитков создает выбросы CO 2 на всех этапах производственного процесса, от добычи, обработки и производства сырья до вторичной переработки. Тем не менее, стальные банки являются экологически чистым продуктом, поскольку банки всегда можно переработать. Сталелитейная промышленность нуждается в использованных банках и будет использовать их для производства новой стальной продукции. За счет повторного использования банок и закрытия контура выбросы CO 2 резко снижаются. Также существует потенциал для более высоких темпов рециркуляции стали во всем мире, поскольку потребители будут больше осознавать преимущества.
За счет повторного использования банок и закрытия контура выбросы CO 2 резко снижаются. Также существует потенциал для более высоких темпов рециркуляции стали во всем мире, поскольку потребители будут больше осознавать преимущества.
Вопросы здравоохранения
Растворение олова в пище
Олово устойчиво к коррозии, но кислые продукты, такие как фрукты и овощи, могут разъедать слой олова. Сообщалось о тошноте, рвоте и диарее после приема консервов, содержащих 200 мг / кг олова. Исследование 2002 года показало, что 99,5% из 1200 протестированных банок содержало менее 200 мг / кг олова, установленного в Великобритании, что является улучшением по сравнению с большинством предыдущих исследований, в значительной степени обусловленным более широким использованием полностью лакированных банок для кислых пищевых продуктов, и пришел к выводу, что результаты не вызывают у потребителей долгосрочных опасений по поводу безопасности пищевых продуктов. Два несоответствующих продукта были отозваны добровольно.
Признаки примесей олова можно указать по цвету, как в случае груш, но отсутствие изменения цвета не гарантирует, что пища не испорчена оловом.
Бисфенол-А
Химическое соединение бисфенол А, обнаруженное в покрытиях консервных банок, «… связано с организационными изменениями в предстательной железе, груди, семенниках, молочных железах, размере тела, структуре и химии мозга, а также поведении лабораторных животных», нерожденных детей и взрослых. Бисфенол-А (БФ) является спорным химическим соединение присутствует в коммерчески доступном олове могут пластиковые прокладки и переносили в консервы. Внутренняя часть банки покрыта эпоксидным покрытием, чтобы предотвратить контакт продуктов питания или напитков с металлом. Чем дольше еда находится в банке, чем она теплее и кислотнее, тем больше BPA попадает в нее. В сентябре 2010 года Канада стала первой страной, объявившей BPA токсичным веществом. В Европейском Союзе и Канаде использование BPA в детских бутылочках запрещено. FDA не регулирует BPA (см. Противоречие BPA # История регулирования общественного здравоохранения в Соединенных Штатах ). Некоторые компании, такие как Campbell’s Soup , объявили о планах исключить BPA из внутренней оболочки своих банок, но не сообщили, каким химическим веществом они планируют его заменить. (См. Спор о BPA # Реакция производителей химикатов на запреты .)
В Европейском Союзе и Канаде использование BPA в детских бутылочках запрещено. FDA не регулирует BPA (см. Противоречие BPA # История регулирования общественного здравоохранения в Соединенных Штатах ). Некоторые компании, такие как Campbell’s Soup , объявили о планах исключить BPA из внутренней оболочки своих банок, но не сообщили, каким химическим веществом они планируют его заменить. (См. Спор о BPA # Реакция производителей химикатов на запреты .)
Смотрите также
Рекомендации
Общие ссылки, дополнительная литература
- Николас Апперт
- История консервной банки на сайте About.com
- Ям, KL, Энциклопедия упаковочных технологий , John Wiley & Sons, 2009, ISBN 978-0-470-08704-6
- Сорока, В., Основы технологии упаковки , Институт профессионалов упаковки (IoPP), 2002, ISBN 1-930268-25-4
внешняя ссылка
| Викискладе есть медиафайлы по теме банок . |
Оцинкованная сталь: свойства и классификация
Повсеместное использование цинка для защиты стальных листов оправданно высокими антикоррозионными свойствами этого металла. Оцинкованная сталь – это идеальный материал, который с успехом используется как в производстве, так и в строительстве для кровельных работ.
Легкий, удобный, недорогой и надежный материал, выдерживает большие нагрузки, агрессивную внешнюю среду, и может служить на протяжении нескольких десятилетий. Сегодня многие индивидуальные проекты одноэтажных домов предусматривают крышу из оцинкованной стали. Этот материал пользуется все большей популярностью.
Повсеместное использование цинка для защиты стальных листов оправданно высокими антикоррозионными свойствами этого металла. Оцинкованная сталь – это идеальный материал, который с успехом используется как в производстве, так и в строительстве для кровельных работ.
Легкий, удобный, недорогой и надежный материал, выдерживает большие нагрузки, агрессивную внешнюю среду, и может служить на протяжении нескольких десятилетий. Сегодня многие индивидуальные проекты одноэтажных домов предусматривают крышу из оцинкованной стали. Этот материал пользуется все большей популярностью.
Производство оцинкованной стали
Прежде чем обыкновенный стальной лист превратится в оцинкованную сталь, его нужно подвергнуть определенной обработке. Для этой цели на заводах давно и с успехом применяется процесс горячего оцинкования стальных рулонов.
Специально подготовленный и установленный стальной рулон проходит через жидкий цинк в специальных агрегатах непрерывного оцинкования. Приборы позволяют регулировать скорость оцинкования, качество и температуру расплавленного цинка.
После отжига и равномерного покрытия стального листа цинком получается гладкий профильный лист. Таким образом производится оцинкованная сталь, которая в дальнейшем идет на изготовление различных изделий.
Классификация оцинкованной стали
Оцинкованная сталь, как и любое другое изделие, имеет собственную классификацию:
- оцинкованная сталь общего назначения;
- оцинкованная сталь холодной штамповки;
- оцинкованная сталь холодной полировки;
- оцинкованная сталь, идущая под дальнейшую покраску.
Эта общепринятая классификация позволяет быстро ориентироваться в марке оцинкованной стали.
Применение оцинкованной стали
Листы оцинкованной стали благодаря легкости, низкой себестоимости и высоким антикоррозионным свойствам широко применяются для производства различных деталей. Для этой цели используются методы штамповки и изгиба. Также оцинкованная сталь нашла применение в автомобилестроении, производстве различных бытовых приборов, трубопрокате и строительстве.
О применении оцинкованной стали в строительстве следует упомянуть особо. Покрытый полимерами оцинкованный стальной лист (профнастил) используется в производстве кровельных материалов. Приобретая готовый или заказывая эскизный проект индивидуального жилого дома, можно сразу оговорить использование оцинкованной стали в качестве кровельного материла. Выгода очевидная.
Крыша из профнастила надежная, прочная и будет служить очень долго. Впервые крыши из профнастила начали делать за границей. Сегодня оцинкованная сталь широко используется для кровельных работ и в нашей стране. С каждым годом становится все больше домов с крышей из оцинкованной стали. В этом нет ничего удивительного, если взять во внимание очевидные преимущества, которые есть у этого уникального кровельного материала.
Преимущества оцинкованой стали в кровельных работах
Крыша из профнастила обладает неоспоримыми преимуществами. В первую очередь – это относительно низкая цена, прочность материала, высокая устойчивость перед перепадами температуры и легкость монтажа. Даже новичок, обладая минимальными знаниями и опытом, может самостоятельно провести кровельные работы, используя профнастил.
Следует также отметить, что такая крыша будет чрезвычайно легкой, что тоже является большим плюсом профнастила. Без преувеличения, индивидуальный проект загородного дома с крышей из профнастила станет гордостью его владельца.
Оценка качества оцинкованной стали
Прежде чем приобрести оцинкованную сталь, следует определить, какого она качества. Обычно для этой цели достаточно простого визуального осмотра. Поверхность оцинкованной стали должна быть ровной, гладкой и без трещин.
Иногда в некоторых марках оцинкованного листа допускается небольшая шероховатость, пятна и наплывы. Но это касается только оцинкованных листов холодного штампования (XШ), стали профилируемой с помощью специальных профилегибочных станов (ХП) и листов общего назначения (ОН).
В других видах оцинкованной стали все эти дефекты должны отсутствовать. В том числе и зазубрины. Сталь под окраску (ПК) полностью должна быть без дефектов. Крайне важно следить за наличием трещин. Любая трещина впоследствии может повлиять на качество конечного изделия из оцинкованной стали. В том числе и на профнастил.
Оцинкованная сталь – отличный материал для использования не только в производстве, но и в строительстве. Собираясь проводить кровельные работы, рекомендуется не делать это своими руками, а обратиться за помощью к специалистам.
Только специалисты могут выбрать идеальный профнастил для конкретного дома. Если необходимо, они могут также предоставить готовые проекты индивидуальных домов с применением профнастила. Строительные компании дают гарантию качества выполненным работам.
В заключение отметим, что оцинкованная сталь с каждым годом все больше используется в строительстве в нашей стране. Приобрести качественный профнастил можно в строительных магазинах в неограниченном количестве и по доступной цене.
О влиянии работы стана холодной прокатки на образование углеродистых отложений при производстве жести Текст научной статьи по специальности «Технологии материалов»
Библиографический список
1. http://щ.wikipedia.org/wiki/АРМКО-железо/
2. http://www.splav.kharkov.com/
3. Власов А.В. Программа расчета поврежденности при холодной пластической деформации металлов для постпроцессора Deform3 d // http: tesis.com.ru/infocenter/downloads/deform/deform_es09_mgtu1.pdf.
УДК
Р.В. Файзулина
ФГБОУВПО «МГТУ
А. А. Дьяконов, С.С. Гайдук,
А. Дьяконов, С.С. Гайдук,
Ю.А. Мельников, О.Н. Молева, А.Ф. Вакильев
ОАО «ММК»
О ВЛИЯНИИ РАБОТЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ НА ОБРАЗОВАНИЕ УГЛЕРОДИСТЫХ ОТЛОЖЕНИЙ ПРИ ПРОИЗВОДСТВЕ ЖЕСТИ
Дефект в виде сажистых отложений по кромкам черной жести приводит к нежелательным последствиям при электролитическом лужении. Поверхность металла, запороченная сажей, является лиофобной, что затрудняет процесс покрытия. По литературным данным [1, 2, 3] дефект «сажа» образуется в печах при колпаковом отжиге из-за каталитического разложения защитного газа, содержащего углерод, основными катализаторами процесса могут быть продукты износа полосы и валков (частицы железа, окалины). Тем не менее, в данной работе рассмотрены условия процесса прокатки жести на 5-клетевом стане «1200» ЛПЦ-3 ОАО «ММК». Сортамент проката указанного стана включает толщину от 0,16 до 0,63 мм и ширину от 700 до 920 мм. При прокатке используется водомасляная смесь, приготовленная на основе прокатного масла «Gerolub 92» ф. «Henkel» и деминерализованной воды. В данной работе определяли факторы непосредственно процесса прокатки и влияния вспомогательных материалов на образование дефекта «сажа».
Для выявления влияния загрязнений, температуры, сортамента на появление дефекта производили искусственное изменение режимов процесса. В частности, для увеличения загрязнений на полосе во время прокатки жести на стане произвели следующие работы:
— прокатку с пониженным расходом прокатного масла;
— отключение коллекторов для подачи СОЖ на края опорных валков;
— прокатка полос без фильтров перед коллекторами подачи ВМС;
— отключение дополнительного сдува СОЖ за 5-й клетью;
— влияние шероховатости полосы;
— влияние кромочной волнистости подката и черной жести после прокатки.
Опытную прокатку с пониженным расходом прокатного масла производили с целью определения влияния прокатного масла «Оего1иЬ 92» и увеличенного количества продуктов износа на полосе на образование дефекта. Уменьшение подачи водомасляной смеси производили регулировкой насоса-дозатора. Опытные партии жести (с пониженным удельным расходом 2,03 г/м2 и с повышенным удельным расходом 2,84 г/м2) были прокатаны в одну смену при прочих равных условиях: давление в системе Т-3 — 9 атм., температура масла в рабочем баке — 70 …71 °С, температура воды — 76.78 °С, водомасляной смеси — 71.74 °С, концентрация общих масел в СОЖ — 0,34 %, температура подачи СОЖ на стан -53.54 °С. Рулоны обезжиривали в агрегате электролитического обезжиривания № 1. Жесть опытных вариантов и жесть текущего производства отжигали в 4-х стендах. Визуальный осмотр опытных партий отожженной черной жести, прокатанных по 2-м вариантам, а также текущего металла, прокатанного с нормированным количеством прокатного масла, показал наличие сажистой кромки по одному рулону металла во всех трех вариантах.
Отключение сдува за 5-й клетью, отключение коллектора для подачи СОЖ на края опорных валков, прокатка полос без фильтров перед коллекторами подачи ВМС не привели к ожидаемому результату. Сравнительные испытания производили в одинаковых условиях работы стана, на различном сортаменте. Металл отжигали по текущим режимам в разных стендах. В каждый стенд упаковывали как опытный, так и текущий металл. Дефекта «сажа» на опытных рулонах жести отмечено не было. Тем не менее, в результате проведения данных работ получили положительные результаты. Установка фильтров перед коллекторами подачи ВМС на 5-клетевом стане и коллекторов для подачи СОЖ на края опорных валков позволили снизить замечания по дефекту «пригар» в 2,2 раза. По результатам проведенных исследований на 5-клетевом стане внедрили все вышеуказанные технические решения для улучшения чистоты поверхности полосы. В табл. 1 представлены результаты лабораторных и промышленных испытаний вышеуказанных исследований.
В табл. 1 представлены результаты лабораторных и промышленных испытаний вышеуказанных исследований.
Таблица 1
Результаты испытаний проведенных исследований
Результаты лабораторных исследований Работа стана без сдува за 5-й клетью стана Работа стана со сдувом за 5-й клетью стана Работа стана без подачи СОЖна края опорных валков Работа стана с подачей СОЖна края опорных валков Работа стана без фильтров перед коллекторами подачи ВМС Работа стана с фильтрами перед коллекторами подачи
Общая загрязненность полосы после прокатки, мг/м 548,8 541,8 498,2 492,7 409,7 400,5
Количество органического углерода на полосе после прокатки, мг/м2 159,7 147,0 162,0 161,1 158,6 155,2
Остаточная загрязненность после обезжиривания, мг/м2 7,46 7,96 15,9 16,3 11,5 15,3
Количество органического углерода на полосе после обезжиривания, мг/м2 6,7 6,8 5,0 4.6 6,9 6,8
Замечания по дефекту «сажа» после отжига 0 0 0 0 0 0
С целью выявления влияния увеличенного количества металлических частиц, образующихся при прокатке полос, определяли показатель шероховатости поверхности Яа черной жести с последующим контролем качества металла после отжига. На рис. 1 приведено частотное распределение черной жести (3450 т) с дефектом и без дефекта «сажа», прокатанной, обезжиренной и отожженной согласно действующей технологии. В среднем показатели шероховатости поверхности Яа составили 0,85 на жести без замечаний и 0,81 на жести с замечаниями по «саже».
Из рис. 1 следует, что связь между микрорельефом холоднокатаных полос и образованием дефекта «сажа» отсутствует.
& 0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8
га т
Шероховатость полосы, Ра
| ♦ без «сажи» |
Рис. 1. Частотное распределение появления дефекта «сажа» на черной жести с различной шероховатостью поверхности
Визуально вид дефекта представляет собой извилистую полоску черного цвета от 1 до 5 мм. Ухудшение плоскостности прикромочной зоны полосы оказывает влияние на увеличение межвиткового зазора рулонов при смотке. При охлаждении горячекатаных рулонов воздух имеет больший доступ к волнистым кромкам, что вызывает образование в этих местах наружного слоя окалины. Поэтому кромки полос травятся хуже, чем середина, что может привести впоследствии к образованию поверхностных дефектов. В исследовании определяли влияние плоскостности, как горячекатаного подката для жести, так и черной жести после прокат-
ки на стане «1200» на образование дефекта «сажа». По результатам исследований кромочная волнистость не оказала влияющего воздействия на появление дефекта, кроме как на его топографию. Визуальное наблюдение за топографией дефекта в течение 2010-2011 гг. (168852 т отожженного проката) показало отсутствие зависимости плоскостности подката для жести и черной жести на образование дефекта «сажа». На рис. 2 приведен анализ массива черной жести после колпакового отжига с дефектом и без дефекта «сажа».
Рис. 2. Анализ массива черной жести после колпакового отжига с дефектом и без дефекта «сажа»
С целью выявления влияния температурного фактора при прокатке на образование дефекта провели исследования влияния скорости прокатки и прокатываемого сортамента стана. Прокатку жести различного сортамента по толщине от 0,16 до 0,45 мм, ширине от 700 до 854 мм производили на скоростях 12, 14, 15, 16 и 17 м/с. Всего было прокатано 55 опытных партий (1430,6 т). Металл отжигали в различных стендах, замечаний по дефекту «сажа» не выявили.
Прокатку жести различного сортамента по толщине от 0,16 до 0,45 мм, ширине от 700 до 854 мм производили на скоростях 12, 14, 15, 16 и 17 м/с. Всего было прокатано 55 опытных партий (1430,6 т). Металл отжигали в различных стендах, замечаний по дефекту «сажа» не выявили.
Отсутствие влияния факторов процесса прокатки на образование поверхностных дефектов объясняется пониженной интенсивностью работы стана вследствие низкой производственной загрузки в 2010-2011 гг.
Тем не менее, в процессе исследований, связанных с работой стана, определили влияющий фактор, способствующий образованию дефекта поверхности «сажа». В течение 2010 г. проводили анализ появления дефекта «сажа» на черной жести после колпакового отжига от изменения количества механических примесей в СОЖ. Результаты анализа приведены на рис. 3.
Рис. 3. Анализ появления дефекта «сажа» на черной жести после колпакового отжига от изменения количества механических примесей в СОЖ
Из представленного рисунка следует, что образование дефекта «сажа» на поверхности жести связано с увеличением количества механических примесей в СОЖ. Исходя из полученных результатов и с целью уменьшения поражения холоднокатаной черной жести сажистыми отложениями регламентировали чистку отстойников и промывку оборудования стана, что позволило снизить нормированное количество механических примесей в СОЖ с 270 до 150 мг/дм3.
Заключение
1. Проведенные исследования, направленные на определение влияния режимов работы 5-клетевого стана «1200», прокатываемого сортамента, плоскостности, микрорельефа поверхности холоднокатаных
полос, на образование дефекта «сажа» показали отсутствие зависимости указанного дефекта с технологическими рабочими параметрами.
2. Внедрение технических решений, направленных на повышение чистоты холоднокатных полос после прокатки, снизило количество черной жести с дефектом «пригар» в 2,2 раза.
3. Выявлена зависимость образования дефекта «сажа» от количества механических примесей в СОЖ.
4. По результатам исследований снизили нормированное количество механических примесей в СОЖ с 270 до 150 мг/дм3.
Библиографический список
1. Стреффорд Р., Маккэлам И. Влияние условий холодной прокатки на образование сажистых налетов на кромках холоднокатаного листа // Tribology in Iron and Steeel Works. 1970. рр. 313-316.
2. Iketaka Satoshi, Sato Taizo, Komai Masao, Fukuyama Satoshi. Изучение образования грязевых пятен и окисного слоя на стальной полосе при холодной прокатке, 42. Механизм образования грязевых пятен // Trans Iron and Stell Jap. 1980. № 11. р. 511.
3. Файзулина Р.В., Кушнарев А.В. Основные технологические факторы, влияющие на образование поверхности дефекта «матовость» при производстве жести // Производство проката. 1998, № 9. С. 12-13.
УДК 621.7.02
В.Л. Стеблянко, А.П. Пономарев
ФГБОУ ВПО «МГТУ»
ЭЛЕКТРОЛИТНО-ПЛАЗМЕННАЯ ОБРАБОТКА КАК МЕТОД КОМПЛЕКСНОГО ВОЗДЕЙСТВИЯ НА СВОЙСТВА МЕТАЛЛА
Обработка металлической поверхности является одной из наиболее актуальных проблем современной металлургии, машиностроения и других отраслей. В широкомасштабном производстве основным способом очистки поверхности металла от окалины, жировых и иных загрязнений остаётся способ кислотного травления. Существующие технологии травления вызывают необходимость создания на предприятиях специальных травильных отделений, включающих в себя травильные ванны с подогретыми растворами соляной и серной кислот. Наличие таких технологий является опасным как для здоровья обслуживающего персонала, так и в целом для окружающей среды. В этом отношении существен-
Существующие технологии травления вызывают необходимость создания на предприятиях специальных травильных отделений, включающих в себя травильные ванны с подогретыми растворами соляной и серной кислот. Наличие таких технологий является опасным как для здоровья обслуживающего персонала, так и в целом для окружающей среды. В этом отношении существен-
Комиссия РАН нашла признаки лженауки в статьях кандидатов в академики :: Общество :: РБК
Что такое релиз-активные препараты
По версии автора концепции таких препаратов и владельца компании «Материа Медика Холдинг» Олега Эпштейна, явление релиз-активности возникает в процессе многократного разведения раствора, содержащего антитела. В результате в нем будто бы высвобождаются новые свойства, которых не было в исходном веществе, объяснял в интервью «Комсомольской правде» сам Эпштейн. По его словам, в отличие от гомеопатических препаратов релиз-активные «назначаются для воздействия на определенные биологические мишени» с целью изменить их активность. Эпштейн отмечал, что по способу приготовления такие препараты близки к гомеопатическим, но по механизму действия являются скорее фармакологическими.
Комиссия РАН в заключении пишет, что с точки зрения законов естествознания концепция релиз-активности должна быть «безоговорочно отклонена», а лекарственные средства не должны применяться в научно обоснованной медицине, так как в жидкой фазе не допускается существования каких-либо долгоживущих структур с сохранением их функций. На основании этих замечаний комиссия делает вывод о том, что «Афалаза», «Импаза» и «Диваза» «не содержат действующего вещества». При этом комиссия признает, что некоторые лекарственные препараты на основании этой концепции рекомендованы к применению Минздравом и рекламируются в СМИ.
В частности, комиссия нашла несколько статей о релиз-активном препарате «Афалаза» за подписью главного внештатного специалиста-уролога департамента здравоохранения Москвы, кандидата в академики РАН Дмитрия Пушкаря. В одной из них Пушкарь утверждает, что «Афалаза» способствует уменьшению объема предстательной железы и улучшению эректильной функции. По версии членов комиссии, исследование, на которое ссылается в своей публикации Пушкарь, не имело контрольной группы пациентов, которые бы получали плацебо. «Поэтому вывод об эффективности «Афалазы», вопреки мнению авторов, из него не следует», — говорится в докладе комиссии.
В одной из них Пушкарь утверждает, что «Афалаза» способствует уменьшению объема предстательной железы и улучшению эректильной функции. По версии членов комиссии, исследование, на которое ссылается в своей публикации Пушкарь, не имело контрольной группы пациентов, которые бы получали плацебо. «Поэтому вывод об эффективности «Афалазы», вопреки мнению авторов, из него не следует», — говорится в докладе комиссии.
Читайте на РБК Pro
Претензии возникли и к профессору Сеченовского университета Юрию Аляеву. Этот кандидат в академики в пособии по применению «Импазы» пишет, что наиболее эффективным является длительное курсовое введение препарата, а его эффективность в лечении эректильной дисфункции подтверждена «принципами доказательной медицины».
У кандидата в члены-корреспонденты, заведующего кафедрой Сеченовского университета Владимира Парфенова комиссия обнаружила опубликованную статью о «Дивазе», в которой автор утверждает, что эффективность и безопасность препарата установлены при легких или умеренных когнитивных расстройствах в пожилом и старческом возрасте. По версии членов комиссии, исследование делает «абсолютно бессмысленным и методологически безграмотным» отсутствие в нем контрольной группы, которая не принимала «Дивазу».
У заместителя директора Научного центра неврологии Маринэ Танашян комиссия также нашла статьи о «Дивазе». Танашян, в частности, писала о наличии у препарата антиоксидантной активности, что имеет значение для замедления прогрессирования церебрального атеросклероза и поражения вещества головного мозга.
«Я понимаю всю критику. Многие вопросы релиз-активности требуют дальнейшего изучения. Чтобы ответить на вопрос, эффективен ли препарат, необходимы многоцентровые плацебо контролируемые исследования. Без этого никакие лекарства не могут быть расценены как эффективные. В нескольких регионах России было проведено исследование, в котором отмечено положительное влияние «Дивазы» на память и когнитивные функции в пожилом возрасте. На основании этого сделано заключение о целесообразности проведения многоцентрового плацебо контролируемого исследования эффективности и безопасности «Дивазы», — заявил РБК Владимир Парфенов.
На основании этого сделано заключение о целесообразности проведения многоцентрового плацебо контролируемого исследования эффективности и безопасности «Дивазы», — заявил РБК Владимир Парфенов.
По словам ученого, он является автором около 500 научных трудов, в том числе учебников. «Разве я там пишу: «Принимайте «Дивазу» — поумнеете»? Я пишу по-другому. Для улучшения когнитивных функций необходимы регулярная физическая и умственная активность, контроль артериального давления и других сосудистых факторов риска. Перспективен поиск лекарственных средств, которые могут улучшить память и другие когнитивные функции, особенно на самых ранних стадиях недуга», — обратил внимание ученый (комментарий был скорректирован после публикации по просьбе Парфенова).
Дмитрий Пушкарь отметил, что «очень уважительно относится к РАН», и назвал критику комиссии нормальной научной дискуссией. «Мы же ученые: сегодня что-то получилось, завтра нет. Мне будет приятно обсудить это с учеными. Я сам критикую массу статей других ученых», — сказал он РБК.
В пресс-службе «Материа Медика Холдинг» заявили РБК, что будут комментировать доклад после его одобрения президиумом РАН и официального опубликования. «Что касается критики релиз-активности, то для нас это не является новостью, позиция комиссии нам хорошо известна. Ее отдельные члены с упорством, достойным искреннего удивления, отрицают подтвержденные многочисленными исследованиями эффекты релиз-активности», — заявили в компании, подчеркнув, что придерживаются принципов доказательной медицины.
Суд из-за антипремии
В 2018 году компания «Материа Медика Холдинг» подавала иск о защите деловой репутации в Арбитражный суд Москвы, ответчиками по которому были члены комиссии РАН по борьбе с лженаукой и издатель научной газеты «Троицкий вариант». Предметом иска стала статья «Релиз-активность Олега Эпштейна», в которой авторы — члены комиссии РАН говорят об отрицательных последствиях «пропаганды феномена релиз-активности и называют компанию Эпштейна одним из «вреднейших лженаучных проектов последних лет». Статья стала реакцией на присуждение компании антипремии Минобрнауки за «самый вредный лженаучный проект».
Статья стала реакцией на присуждение компании антипремии Минобрнауки за «самый вредный лженаучный проект».
Судебный процесс завершился мировым соглашением между компанией и учеными. По его условиям статья должна была быть отредактирована, из текста должны быть удалены выражения, которые могут оказать негативное влияние на деловую репутацию компании. Кроме этого в «Троицком варианте» по условиям соглашения должна была быть опубликована новая статья с описанием «эффектов сверхвысоких разведений различных веществ».
«Материа Медика Холдинг» компенсировала ответчикам судебные расходы «в качестве жеста доброй воли», говорится в сообщении на сайте компании.
Обученные головы крыс и вопросы грехопадения
В докладе комиссии также говорится о двух кандидатах в академики — авторах публикаций, которые комиссия считает псевдонаучными.
Так, кандидат в академики РАН, член-корреспондент Владимир Жиров в одной из статей говорит о необходимости проведения исследований под патронатом РПЦ и повышении активности ее деятельности среди ученых-естественников. По его мнению, это позволит развить концепцию, которая сможет «адекватно систематизировать конкретный объект не только по отношению к другим обитателям нашего падшего мира, но и к его первозданным родоначальникам».
Члены комиссии отмечают, что автор публикации рассматривает «хищничество и паразитизм в живой природе не как следствие эволюции, но как результат грехопадения Адама и Евы».
У другого кандидата в академики РАН, члена-корреспондента РАН Сергея Судакова, псевдонаучной публикацией названа статья «Бесконтактная передача приобретенной информации от умирающего субъекта к зарождающемуся. Экспериментальное исследование на крысах». Суть критикуемого эксперимента такова: после обучения крыс — доноров информации в лабиринте им отделяли головы и складывали эти головы под клетки, где происходило «спаривание между подопытными крысами». «Крысы, зачатые над обученными головами, якобы демонстрировали лучшую обучаемость», — пересказывается в докладе результат.
РБК направил запросы в пресс-службу Сеченовского университета, где работает Юрий Аляев, и Владимиру Жирову. Доктор медицинских наук Танашян не ответила на звонки РБК.
По словам собеседника РБК в академии, на момент публикации материала ответ на претензии комиссии в РАН предоставил только директор НИИ Нормальной физиологии им. П.К. Анохина Сергей Судаков.
Судаков прислал РБК выписку из протокола заседания секции медико-биологических наук отделения медицинских наук РАН, на которой он объяснял публикацию статьи об экспериментах с крысами. Бюро секции признало, что статья Судакова содержит новые экспериментальные данные и никоим образом не может быть отнесена к лженаучным. При этом академики отметили неудачное название статьи Судакова «Бесконтактная передача приобретенной информации от умирающего субъекта к зарождающемуся. Экспериментальное исследование на крысах». Бюро также рекомендовало Судакову при подготовке статей обратить особое внимание на необходимость представлять материалы по статистической обработке данных.
В конце сентября комиссия РАН по противодействию фальсификации научных исследований опубликовала доклад о кандидатах в академики, в чьих работах были найдены нарушения. В частности, комиссия обнаружила нарушение академической этики в научных публикациях, подлог эмпирических данных, а также распространение лженаучных идей. В докладе отмечалось, что «фальсификация данных в публикациях несовместима с продолжением работы на научных должностях».
Тонколистовой металл и проволока
Тонколистовой металл и проволока
- Подробности
- Категория: Тонколистовой металл
Тонколистовой металл и проволока
Металлы широко используются в народном хозяйстве. Они прочны, хорошо проводят тепло, электрический ток, обладают особым металлическим блеском. Из металлов делают станки, машины, разнообразные строительные конструкции, многие изделия быта.
Из металлов делают станки, машины, разнообразные строительные конструкции, многие изделия быта.
Обычно в промышленности металлы применяются не в чистом виде, а в виде сплавов. К важнейшим металлическим сплавам относятся сталь и чугун (сплавы железа с углеродом), бронза (сплав меди с оловом), латунь (сплав меди с цинком), дюралюминий (сплав алюминия с медью, марганцем, магнием и др.).
Сплавы металлов выпускают в виде листов, уголков, прутков различного сечения, проволоки и др. В школьной мастерской работают в основном с тонколистовым металлом и проволокой. Получают такой металл прокаткой слитка на специальных машинах — прокатных станах (см. рис. справа).
На рисунке цифрами обозначены: 1 – заготовка; 2 – валки; 3 – ролики.
Раскаленный металл пропускают между вращающимися валками, они сжимают слиток и придают ему форму листа. Листы сворачивают в рулоны.
Тонколистовая сталь бывает нескольких видов: жесть — толщина листа 0,2—0,5 мм, кровельная сталь — 0,5—0,8 мм и др.
Различают черную и белую жесть.
Черной жесть названа потому, что цвет поверхности листа после прокатки черный.
Белая жесть покрыта тонким слоем олова. Это предохраняет ее от коррозии (появления ржавчины). Кровельная сталь бывает черной либо ее покрывают тонким слоем цинка (оцинкованная сталь) или масляной краски.
Из тонколистовой стали делают корпуса приборов, машин, водосточные трубы, посуду, консервные банки и т. д. Работы, связанные с обработкой тонколистового металла, выполняют жестянщики. Они должны знать свойства металлов и сплавов, устройство различных станков и приспособлений, обладать навыками работы различным инструментом.
Проволоку толщиной более 5 мм (катанку) получают прокаткой раскаленного металла на специальных станах. Более тонкую проволоку делают на волочильных станах. Там катанку последовательно протягивают через отверстия различного диаметра. Схема этого процесса показана на рисунке слева.
Выпускают стальную, медную и алюминиевую проволоку. Из стальной проволоки изготовляют гвозди, шурупы, винты, заклепки, пружины и другие изделия. Медная и алюминиевая проволока используется в основном для изготовления электрических проводов.
Каждая третья тонна стали производится из металлолома. Это обходится в 25 раз дешевле, чем выплавка стали из чугуна.
Моторные масла TAKAYAMA. Японская защита двигателей!
На веб-сайте https://www.takayama-oil.ru/ (далее – «Сайт») используются файлы куки (cookie) для организации работы интернет-сайта и роста эффективности общения с пользователями. Кроме того, эта технология помогает нам получать аналитическую информацию. Это позволяет Компании идентифицировать Ваш Интернет браузер и собирать данные об использовании Сайта, посещенных Вами страницах, продолжительности посещений и использовать эти данные, чтобы посещение Вами нашего Сайта более удобным. Вы можете контролировать и настраивать разрешения для cookie файлов с помощью параметров своего браузера. Использование Сайта означает Ваше согласие на прием и передачу файлов cookie в соответствии с этим уведомлением. В случае Вашего несогласия с использованием cookie, просим Вас произвести соответствующие настройки в браузере либо же воздержаться от использования Сайта.
ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ
Пользуясь материалами настоящего Сайта, посетитель Сайта (далее –
«посетитель» или «пользователь») выражает свое согласие с настоящими
положениями. Компания сохраняет за собой право изменять данные положения по
своему усмотрению. Информация, содержащаяся разделе «Подбор масла» является
конфиденциальной.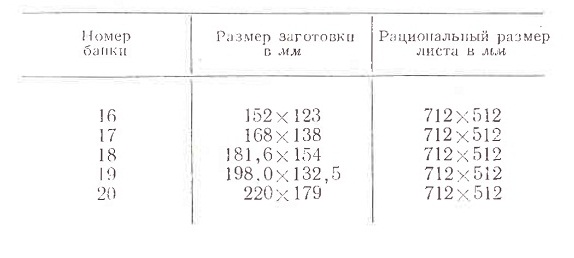 Запрещается копировать, воспроизводить и любым иным
образом разглашать эту информацию без предварительного письменного согласия
Компании. В случае нарушения положений настоящей Политики Компания
оставляет за собой право применить все допустимые применимым
законодательством средства по отношению к нарушителям. Положения настоящей
Политики распространяются на настоящих и будущих посетителей Сайта.
Запрещается копировать, воспроизводить и любым иным
образом разглашать эту информацию без предварительного письменного согласия
Компании. В случае нарушения положений настоящей Политики Компания
оставляет за собой право применить все допустимые применимым
законодательством средства по отношению к нарушителям. Положения настоящей
Политики распространяются на настоящих и будущих посетителей Сайта.
ЗАЩИТА ПЕРСОНАЛЬНЫХ ДАННЫХ
В то время как пользователи просматривают, читают и скачивают информацию с Сайта, Компания автоматически собирает и сохраняет информацию о посетителях для статистических целей (т.е. IP-адрес, имя домена, тип браузера и операционная система, дата и время посещения и т. д.). Эта информация не является персонифицированной, она описывает лишь характеристики компьютера пользователя. Компания использует эту информацию для получения информации о географии использования и наиболее популярных страницах сайта с целью дальнейшего совершенствования его структуры и содержания.
В тексте настоящей Политики термин «персональные данные» означает информацию, относящуюся к идентифицированному или поддающемуся идентификации человеку (т.е. физическому лицу). Полученные Компанией Персональные данные могут быть переданы в различные подразделения и родственные организации Компании в любых регионах мира. Если какой-либо пользователь сообщает свои персональные данные на сайте, подразумевается, что при этом он согласен на передачу таких данных, включая передачу в другие страны. В случае несогласия посетителя с положениями настоящей Политики использование Сайта и его сервисов должно быть немедленно прекращено.
ЗАЯВЛЕНИЕ ОБ ОГРАНИЧЕНИИ ОТВЕТСТВЕННОСТИ
На данном сайте имеются ссылки на сайты, которыми Компания не владеет,
которые она не контролирует и не обслуживает. Компания не несет
ответственности за применяемые на таких сайтах политиках и методах защиты
данных, а также не берет на себя никаких обязательств и не дает никаких
гарантий в отношении их политики или методов защиты данных. Компания не
несет ответственность за возможные убытки или издержки любого характера,
вызванные использованием продукт(а/ов) на основании информации о продукте
и/или рекомендаций. Подробную информацию вы можете найти в руководстве по
эксплуатации вашего транспортного средства/оборудования.
Компания не
несет ответственность за возможные убытки или издержки любого характера,
вызванные использованием продукт(а/ов) на основании информации о продукте
и/или рекомендаций. Подробную информацию вы можете найти в руководстве по
эксплуатации вашего транспортного средства/оборудования.
Сайт также позволяет посетителям присылать вопросы, замечания, предложения или иную аналогичную информацию с целью включения в базы данных для обсуждения, которые будут использоваться пользователями Сайта. Компания не несет никакой ответственности ни за содержание или точность любой такой присланной информации, ни за любые рекомендации или мнения, которые могут в ней содержаться, ни за применимость такой присланной информации к конкретным посетителям. Исходя из особенностей электронных коммуникаций во всем мире, Компания также не гарантирует, что Сайт будет работать бесперебойно и безошибочно, что неисправности будут устраняться, или что Сайт или сервер, на котором находится Сайт, не содержат вирусов или ошибок. Кроме этого, Интернет может не обеспечивать надежной защиты информации, и Компания не несет ответственности за информацию, пересылаемую через Интернет.
Компания не несёт ответственности за любые действия, предпринятые каким-либо лицом или организацией, вне зависимости от их местоположения, в результате прямого или косвенного ознакомления с информацией, содержащейся на данном сайте, не принимая во внимание, была ли данная информация представлена Компанией или каким-либо иным лицом. Ничто на Сайте не должно истолковываться как предоставление совета или рекомендации, а Сайт не должен служить основанием для принятия каких-либо решений или осуществления каких-либо действий.
Несмотря на все предпринятые меры по обеспечению точности информации, она
может быть не всегда актуальной. Компания не дает никаких гарантий и
заверений, а также не берут на себя никаких обязательств, явно выраженных
или подразумеваемых, в отношении содержания Сайта (включая своевременность
представления информации, её соответствие действительности, точность,
полноту или пригодность для использования по назначению, а также то, что
сведения, полученные в результате использования Сайта, могут быть
безошибочными или достоверными) и не несут ответственности за какие-либо
убытки, вызванные наличием ошибок, неточностей и опечаток в информации,
содержащейся на Сайте, или неправильным толкованием такой информации. Использование информации, полученной или скачанной с Сайта, происходит по
собственному усмотрению пользователя и представляет собственный риск
пользователя.
Использование информации, полученной или скачанной с Сайта, происходит по
собственному усмотрению пользователя и представляет собственный риск
пользователя.
Информация на Сайте предоставлена пользователям для общего ознакомления с организацией Компании и предлагаемой продукцией и предназначена для предоставления пользователям информации общего характера. Эта информация не предназначена для замены и не заменяет какие-либо профессиональные консультации или услуги. Пользователь несет исключительную ответственность за все решения и проверки, касающиеся любого использования материала или продукта и любого технологического процесса. Компания заявляет об отказе от любой ответственности за любой прямой или косвенный ущерб, убытки или травмы, прямо или косвенно вызванные или явившиеся результатом использования материалов данного Сайта. Прежде чем следовать нашим рекомендациям, убедитесь, что рекомендуемые продукты соответствуют требованиям, указанным в руководстве по эксплуатации вашего транспортного средства/оборудования.
Level 9 — Синтаксис — Русский Жестовый Язык
- Courses
- Log in
- Sign up
- Deutsch
- English
- Español
- Język polski
- Português Brasileiro
- Tiếng Việt
- 中文(简体)
- Dansk
- Français
- 日本語
- 한국어
- Русский
- 中文(繁體)
- Italian
- Türkçe
Created by
razeeman Level 8 Level 10Level 9
Синтаксис
About Us Team Jobs Memrise Blog Engineering Blog Press Forums Contact Us FAQ & Help Phrasebooks Terms of Use Privacy Policy Cookie Policy
Simple English Wikipedia, бесплатная энциклопедия
| Tin | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Allotropes | alpha, α (серый); beta, β (белый) | ||||||||||||||
| Внешний вид | серебристо-белый (beta, β) или серый (alpha, α) | ||||||||||||||
| Стандартный атомный вес A r, std (Sn) | 118,710 ( 7) [1] | ||||||||||||||
| Олово в таблице Менделеева | |||||||||||||||
| Атомный номер ( Z ) | 50 | ||||||||||||||
| Группа | группа 14 (углеродная группа) | ||||||||||||||
| Период | период 5 | ||||||||||||||
| Блок | p-block | ||||||||||||||
| Конфигурация электронов | [Kr] 4d 10 5s 2 5p 2 | ||||||||||||||
| Электронов на оболочку | 2, 8, 18, 18, 4 | ||||||||||||||
| Физические свойства | |||||||||||||||
| Фаза в STP | твердый | ||||||||||||||
| Точка плавления | 505. 08 K (231,93 ° C, 449,47 ° F) 08 K (231,93 ° C, 449,47 ° F) | ||||||||||||||
| Точка кипения | 2875 K (2602 ° C, 4716 ° F) | ||||||||||||||
| Плотность (около rt ) | белый, β : 7,265 г / см 3 серый, α: 5,769 г / см 3 | ||||||||||||||
| в жидком состоянии (при т.пл. ) | 6,99 г / см 3 | ||||||||||||||
| Теплота плавления | белый, β: 7,03 кДж / моль | ||||||||||||||
| Теплота испарения | белый, β: 296.1 кДж / моль | ||||||||||||||
| Молярная теплоемкость | белый, β: 27,112 Дж / (моль · К) | ||||||||||||||
Давление пара
| |||||||||||||||
| Атомные свойства | |||||||||||||||
| Степени окисления | −4 , −3, −2, −1, 0, [2] +1, [3] +2 , +3, [4] +4 (амфотерный оксид) | ||||||||||||||
| Электроотрицательность | Шкала Полинга: 1.96 | ||||||||||||||
| Энергии ионизации |
| ||||||||||||||
| Атомный радиус | 10 эмпирический: | ||||||||||||||
| Ковалентный радиус | 139 ± 4 pm | ||||||||||||||
| Радиус Ван-дер-Ваальса | 217 pm | ||||||||||||||
| Спектральные линии олова | |||||||||||||||
| Прочие свойства | |||||||||||||||
| Естественное происхождение | изначальное | ||||||||||||||
| Кристаллическая структура | тетрагональная белый (β) | ||||||||||||||
| Кристаллическая структура | гранецентрированный алмаз кубический серый (α) | ||||||||||||||
| Скорость звука тонкого стержня | 2730 м / с (при г. т. ) (катаная) т. ) (катаная) | ||||||||||||||
| Тепловое расширение | 22,0 мкм / (м · К) (при 25 ° C) | ||||||||||||||
| Теплопроводность | 66,8 Вт / (м · К) | ||||||||||||||
| Удельное электрическое сопротивление | 115 нОм · м (при 0 ° C) | ||||||||||||||
| Магнитное упорядочение | серый: диамагнитный [5] белый (β): парамагнитный | ||||||||||||||
| Магнитная восприимчивость | (белый) + 3,1 · 10 −6 см 3 / моль (298 K) [6] | ||||||||||||||
| Модуль Юнга | 50 ГПа | ||||||||||||||
| Модуль сдвига | 18 ГПа | ||||||||||||||
| Модуль объемной упругости | 58 ГПа | ||||||||||||||
| Коэффициент Пуассона | 0.36 | ||||||||||||||
| Твердость по Бринеллю | 50–440 МПа | ||||||||||||||
| Номер CAS | 7440-31-5 | ||||||||||||||
| История | |||||||||||||||
| Discovery | около 3500 г. до н.э. | ||||||||||||||
| Основные изотопы олова | |||||||||||||||
| Категория: Олово | ссылки | |||||||||||||||
Олово — это химический элемент с символом Sn (на латыни: stannum ) и атомным номером 50.Он находится в 14-й группе периодической таблицы. Он не радиоактивен.
Физические свойства [изменить | изменить источник]
Альфа (α) и бета (β) формы оловаОлово — серебристый, несколько мягкий металл. Это пост-переходный металл. Его температура плавления составляет 231,93 ° C, а температура кипения — 2602 ° C. Он легко плавится в огне. Он податливый. Когда кусок сгибается, он издает хрустящий звук, называемый оловянным плачем. В олове больше нерадиоактивных изотопов, чем в любом другом элементе.
Олово встречается в двух аллотропах: альфа-олово и бета-олово. Альфа-олово — это хрупкая, тусклая, порошкообразная полуметаллическая форма олова. Его получают при охлаждении очень чистого олова. Бета-олово — это обычная блестящая, мягкая, проводящая металлическая форма. Производится при более высоких температурах. Распад олова при превращении из бета-олова в альфа-олово называется оловянным вредителем . Альфа-тин во многих местах не нужен. Когда добавляются небольшие количества других элементов, таких как сурьма, олово не может превратиться в альфа-олово. Когда альфа-олово нагревается, оно превращается в бета-олово.
Альфа-олово — это хрупкая, тусклая, порошкообразная полуметаллическая форма олова. Его получают при охлаждении очень чистого олова. Бета-олово — это обычная блестящая, мягкая, проводящая металлическая форма. Производится при более высоких температурах. Распад олова при превращении из бета-олова в альфа-олово называется оловянным вредителем . Альфа-тин во многих местах не нужен. Когда добавляются небольшие количества других элементов, таких как сурьма, олово не может превратиться в альфа-олово. Когда альфа-олово нагревается, оно превращается в бета-олово.
Олово можно упрочнить, добавив сурьму или медь, а также некоторые другие элементы.Это также делает его устойчивым к оловянным вредителям. Олово тоже можно сделать очень блестящим. Олово может образовывать сплав с медью, называемый бронзой.
Химические свойства [изменить | изменить источник]
Олово устойчиво ко многим коррозионным веществам и часто используется для защиты других металлов. Соленая и пресная вода не влияют на олово. Он растворяется в сильных кислотах с образованием солей олова. Реагирует с некоторыми сильными основаниями.
Химические соединения [изменить | изменить источник]
Олово образует химические соединения в двух степенях окисления: +2 и +4.+2 соединения являются восстановителями. Некоторые из них бесцветные, а другие цветные. +4 соединения менее реакционноспособны и действуют более ковалентно.
Олово горит на воздухе, образуя оксид олова (IV) белого цвета. Оксид олова (IV) растворяется в кислотах с образованием других соединений олова (IV). Хлорид олова (IV) представляет собой бесцветную дымящуюся жидкость в безводном состоянии и белое твердое вещество при гидратации. Он легко вступает в реакцию с водой, снова образуя оксид олова (IV) и кислоту.
Олово реагирует с галогеноводородными кислотами с образованием галогенидов олова (II).Например, хлорид олова (II) образуется при растворении олова в соляной кислоте. Галогениды олова (IV) образуются, когда олово реагирует с галогенами. Хлорид олова (IV) образуется при реакции олова с хлором. Сульфат олова (II) отличается тем, что не окисляется до сульфата олова (IV). Оксид олова (II) — это сине-черное твердое вещество, которое горит на воздухе с образованием оксида олова (IV).
Галогениды олова (IV) образуются, когда олово реагирует с галогенами. Хлорид олова (IV) образуется при реакции олова с хлором. Сульфат олова (II) отличается тем, что не окисляется до сульфата олова (IV). Оксид олова (II) — это сине-черное твердое вещество, которое горит на воздухе с образованием оксида олова (IV).
- +2 соединения
+2 соединения являются восстановителями. Они примерно так же распространены, как и соединения +4. Некоторые из них бесцветные, а другие цветные.
- +4 соединения
+4 соединения нереактивны. Некоторые бесцветные.
Хлорид олова (IV) гидратированный
Хлорид олова (IV) безводный
Олово не встречается в земле как металл. Обычно это касситерит. Касситерит — это минерал, содержащий оксид олова (IV).Касситерит обычно находится ниже по течению от месторождения касситерита, когда он находится у ручья или реки. Олово также содержится в некоторых сложных сульфидных минералах.
Олово не выполняет основных функций в организме человека.
Олово получают путем нагревания касситерита с углеродом в печи. Китай — крупнейший производитель олова.
Люди давно открыли олово и использовали его с другими металлами. Когда медь и олово смешиваются вместе, получается бронза. В прошлом бронза была важна, потому что это был один из самых прочных металлов, а это означало, что ее можно было использовать в оружии и инструментах.Бронза изменила мир, когда ее впервые изобрели, начиная с бронзового века. Люди больше организовывались, потому что делать инструменты из бронзы было труднее, чем делать их из камня и дерева, как раньше.
Олово используется в припое. Раньше припой содержал смесь свинца и олова. Теперь свинец удален из-за его токсичности.
Олово также используется для изготовления олова, которое в основном представляет собой олово, смешанное с небольшим количеством меди и других металлов. Бэббитовый металл также содержит олово.Олово используется для покрытия нескольких металлов, таких как свинец и сталь. Оловянные стальные контейнеры используются для хранения продуктов. Трубки на органе — жестяные. Перед алюминиевой фольгой использовалась оловянная фольга. Олово было одним из первых обнаруженных сверхпроводников. Оловоорганические соединения встречаются чаще, чем любое другое металлоорганическое соединение. Они используются в некоторых трубах из ПВХ, чтобы предотвратить их разложение. Однако оловоорганические соединения токсичны.
Бэббитовый металл также содержит олово.Олово используется для покрытия нескольких металлов, таких как свинец и сталь. Оловянные стальные контейнеры используются для хранения продуктов. Трубки на органе — жестяные. Перед алюминиевой фольгой использовалась оловянная фольга. Олово было одним из первых обнаруженных сверхпроводников. Оловоорганические соединения встречаются чаще, чем любое другое металлоорганическое соединение. Они используются в некоторых трубах из ПВХ, чтобы предотвратить их разложение. Однако оловоорганические соединения токсичны.
Олово не токсично, но соединения олова очень токсичны для морских организмов.Они немного токсичны для человека.
| Викискладе есть медиафайлы, связанные с Tin . |
Элемент группы 14 — Простая английская Википедия, бесплатная энциклопедия
Элемент группы 14 , также известный как углеродная группа и элемент группы IV s, представляет собой группу элементов в периодической таблице. Каждый элемент имеет 4 валентных электрона. Только углерод производит анионы.Кремний и германий — полуметаллы. Олово и свинец — плохие металлы. Унунквадиум, радиоактивный элемент, недостаточно стабилен, чтобы увидеть его свойства. Все они могут образовывать соединения со степенью окисления +4. Олово и свинец тоже могут образовывать +2 соединения.
Углерод
Кремний
Германий
Олово
Свинец
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



Олово | Забытые королевства вики
Олово
Олово было серебристо-белым металлом, который вместе с медью составлял сплав бронзы. Он также использовался для изготовления сплава олова в сочетании со свинцом. Его добывали во многих местах по всему Торилу и за его пределами. [1] [2] [4]Около 1367 DR, Ашабенфорд был домом для шпиона Жентарима, Арвиена Блэкхейра, который работал жестянщиком. [5] Многие жители Тассельдейла были ремесленниками, и многие из них — жестянщиками. Они импортировали олово и другие металлы из таких мест, как Сембия или Архендейл, а затем экспортировали изделия из них. [4] Примерно в том же году, в Городе Меди на Элементном Плане Огня, олово часто добывали рабы под командованием их хозяев-ифрити. [2] [примечание 1]
Олово использовалось для изготовления плоских камертонов. Камертоны можно было использовать для доступа к самолетам, и связанными с ними самолетами для олова были Элементный План Воздуха и Квазиэлементальный План Молнии и Вакуума. [6]
Гномы, как известно, работали с металлами, такими как олово, особенно когда жили среди других рас. Они умели травить и лить такие металлы. [7]
Они умели травить и лить такие металлы. [7]
Олово на Ториле активно не производилось, а скорее добывалось. Однако на Радоле, планете Зимнего Пространства, на стороне, обращенной к солнцу, наблюдались чрезвычайно высокие температуры. Таким образом, было известно, что в огромных расплавленных озерах активно производили олово. [3]
Заметки [править | править источник]
Появлений [править | править источник]
- Видеоигры
- Neverwinter • Бездействующие чемпионы забытых королевств • Baldur’s Gate III
Внешние ссылки [править | править источник]
Источники [править | править источник]
- ↑ 1.0 1,1 Дэвид Кук (1990). Орда (Том I) . (TSR, Inc), стр. 54–55. ISBN 978-0880388689.
- ↑ 2,0 2,1 2,2 Вольфганг Баур (ноябрь 1993 г.). Тайны лампы . (TSR, Inc), стр. 23. ISBN 978-1560766476.
- ↑ 3,0 3,1 Найджел Финдли (июль 1991 г.). Практическая планетология . (TSR, Inc.), стр. 13–16. ISBN 156-076134-2.
- ↑ 4,0 4.1 Ричард Бейкер (1993). Долины . (TSR, Inc), стр. 50. ISBN 978-1560766674.
- ↑ Ричард Бейкер (1993). Долины . (TSR, Inc), стр. 37. ISBN 978-1560766674.
- ↑ Джефф Грабб (апрель 1987). «Говорить на самолетах: настройка на внешние планы». В изд. Роджера Э. Мура. Dragon № 120 (TSR, Inc.), стр. 42–43.
- ↑ Эд Гринвуд (март 2000). «Новые приключения Воло: Хин, которого никто не знает». В издании Дэйва Гросса. Дракон № 269 (Волшебники Побережья), стр.86.
Вредитель олова — Wiki
Автор: Джереми Боррелли
Олово-вредитель или болезнь олова — это редкая форма порчи, которая возникает в результате аллотропного преобразования белого олова в серое олово.
оловянная болезнь
Синонимов в английском языке [править | править источник]
Перевод [править | править источник]
| Английский | оловянный вредитель |
| Французский | |
| Испанский | |
| Португальский | |
| Итальянский | |
| Немецкий | |
| Арабский |
Некоторые элементы существуют в нескольких химических формах, называемых аллотропами; аллотропная конверсия — это процесс, когда химические элементы объекта меняют одну молекулярную структуру на другую.Твердое олово существует в двух аллотропных формах, белом и сером, каждая из которых имеет разные химические свойства. Белое олово имеет объемноцентрированную тетрагональную кристаллическую структуру и плотность 7,28, в то время как серое олово имеет кубическую структуру и плотность 5,84 (Faulkner 1965). Принято считать, что это преобразование происходит при температуре около 13 ° C (Gilberg 1991: 3). Ниже этой температуры серое олово более стабильно, а белое олово более стабильно при температурах выше 13 ° C. Поскольку объем серого олова составляет почти 25% от объема белого олова, переход от белого к серому приводит к потере структурной связности металла и, следовательно, к увеличению износа олова внутри артефакта (Gilberg 1991: 4).Результирующий эффект — образование дискретных порошкообразных высолов серого олова на поверхности объекта, которые в конечном итоге превращают металл в порошок, эффективно разрушая объект. В музейных условиях это может быть особенно опасным для артефактов, поскольку процесс является автокаталитическим и будет распространяться и заражать другие оловянные предметы вокруг одного, который заражен, отсюда и прозвище «оловянная болезнь».
Олово-вредитель впервые был обнаружен в академической литературе в 1851 году О. Л. Эрдманном, а позже, в 1868 году, русским химиком Фрицше (Erdmann 1851; Fritzsche 1868).Оба ученых использовали визуальное наблюдение, чтобы изучить это явление, и пришли к выводу, что низкие температуры около 30 ° C или ниже могут привести к распаду олова. Ученые не знали причины появления оловянных вредителей до начала века, когда Эрнст Коэн открыл аллотропные свойства олова (Cohen 1911). В своих исследованиях Коэн экспериментировал и опроверг более ранние представления о том, что оловянные вредители были вызваны исключительно низкими температурами и могли быть вызваны другими факторами, такими как длительный контакт белого олова с порошкообразным серым оловом.В конечном итоге он ответственен за обозначение этого явления как «оловянный вредитель» (Cohen 1929). Его исследования в конечном итоге привели его к анализу процесса в музеях, где он опубликовал множество находок, которые будут использоваться в ранних руководствах по консервации (Gilberg 1991: 14). Это привело к всплеску сообщений об этом явлении среди природоохранного сообщества. И только после того, как Орган и Плендерлейт (1953) оспорили многие из этих сообщений, оловянные вредители стали признаны редкостью, и большая часть порчи оловянных артефактов была вызвана, скорее, более локальной коррозией.Об этом процессе сообщалось на морских объектах (например, Lipcsei et al, 2002), но он все еще является предметом многочисленных дискуссий, и различие между наземными и морскими оловянными вредителями еще предстоит определить.
Л. Эрдманном, а позже, в 1868 году, русским химиком Фрицше (Erdmann 1851; Fritzsche 1868).Оба ученых использовали визуальное наблюдение, чтобы изучить это явление, и пришли к выводу, что низкие температуры около 30 ° C или ниже могут привести к распаду олова. Ученые не знали причины появления оловянных вредителей до начала века, когда Эрнст Коэн открыл аллотропные свойства олова (Cohen 1911). В своих исследованиях Коэн экспериментировал и опроверг более ранние представления о том, что оловянные вредители были вызваны исключительно низкими температурами и могли быть вызваны другими факторами, такими как длительный контакт белого олова с порошкообразным серым оловом.В конечном итоге он ответственен за обозначение этого явления как «оловянный вредитель» (Cohen 1929). Его исследования в конечном итоге привели его к анализу процесса в музеях, где он опубликовал множество находок, которые будут использоваться в ранних руководствах по консервации (Gilberg 1991: 14). Это привело к всплеску сообщений об этом явлении среди природоохранного сообщества. И только после того, как Орган и Плендерлейт (1953) оспорили многие из этих сообщений, оловянные вредители стали признаны редкостью, и большая часть порчи оловянных артефактов была вызвана, скорее, более локальной коррозией.Об этом процессе сообщалось на морских объектах (например, Lipcsei et al, 2002), но он все еще является предметом многочисленных дискуссий, и различие между наземными и морскими оловянными вредителями еще предстоит определить.
Коэн, Э. 1911. Аллотропия металлов. Труды общества Фарадея 7: 122-135.
-1929. Физический химик в поисках чистоты в нечистом мире. Химия и промышленность: 162-169.
Erdman, O.L. 1851. Ueber eine merkwurdige Structur-veranderung bleihaltigen Zinnes ‘.Journal fur praktisch Chemie 52: 428-451.
Фолкнер, C.J. 1965. Свойства олова. Лондон: Международный институт исследований олова.
Fritzsche, T. 1868. Sur un phenomeme de rpture au mileau de blocks d’etain sous l’action d’un froid интенсивный. Comptes Rendus 67: 1106-1107.
Comptes Rendus 67: 1106-1107.
Гилберг, М. 1991. История оловянного вредителя: музейная болезнь. Бюллетень Австралийского института сохранения культурных материалов 17 (1-2): 3-20.
Lipcsei, L., A. Murray, R.Смит и М. Савас. 2002. Исследование продуктов разложения, обнаруженных на оловянных слитках, раскопанных в XIV веке до нашей эры, кораблекрушения позднего бронзового века, Улу-Бурун, недалеко от Каша, Турция. MRS Proceedings, 712, II6.4.
Орган Р. и Х. Дж. Плендерлейт. 1953. Разрушение и консервация музейных предметов из олова. Исследования по сохранению 1: 63-72.
Вернуться к списку терминов Lexicon
— Таблица
Температура° C ° F K
ГодCE
- с
- блок
- с.
- блок
- д
- блок
- f
- блок
- 1 H Водород 1.008
- 2 He Гелий 4.0026
- 3 Ли Литий 6,94
- 4 Be Бериллий 9.0122
- 5 В Бор 10,81
- 6 С Карбон 12.011
- 7 N Азот 14.007
- 8 O Кислород 15.999
- 9 Ф Фтор 18,998
- 10 Ne Неон 20.
 180
180 - 11 Na Натрий 22,990
- 12 мг Магний 24.305
- 13 Al Алюминий 26,982
- 14 Si Кремний 28.085
- 15 P Фосфор 30,974
- 16 S Сера 32,06
- 17 Класс Хлор 35,45
- 18 Ar Аргон 39,948
- 19 К Калий 39.098
- 20 Ca Кальций 40.078
- 21 Sc Скандий 44,956
- 22 Ti Титан 47,867
- 23 В Ванадий 50,942
- 24 Cr Хром 51,996
- 25 Mn Марганец 54,938
- 26 Fe Утюг 55,845
- 27 Co Кобальт 58.933
- 28 Ni Никель 58,693
- 29 Cu Медь 63,546
- 30 Zn Цинк 65,38
- 31 Ga Галлий 69,723
- 32 Ge Германий 72,630
- 33 As Мышьяк 74,922
- 34 SE Селен 78.971
- 35 Br Бром 79,904
- 36 Кр Криптон 83,798
- 37 руб. Рубидий 85,468
- 38 Sr Стронций 87,62
- 39 Y Иттрий 88,906
- 40 Zr Цирконий 91. 224
- 41 Nb Ниобий 92,906
- 42 Пн Молибден 95,95
- 43 TC Технеций (98)
- 44 Ру Рутений 101,07
- 45 Rh Родий 102,91
- 46 Pd Палладий 106,42
- 47 Ag Серебро 107.87
- 48 Cd Кадмий 112,41
- 49 В Индий 114,82
- 50 Sn Олово 118,71
- 51 Сб Сурьма 121,76
- 52 Te Теллур 127,60
- 53 Я Йод 126,90
- 54 Xe Ксенон 131.29
- 55 CS Цезий 132,91
- 56 Ba Барий 137,33
- 57 La Лантан 138,91
- 58 CE Церий 140,12
- 59 Pr Празеодим 140,91
- 60 Nd Неодим 144.24
- 61 PM Прометий (145)
- 62 см Самарий 150,36
- 63 Eu Европий 151,96
- 64 Gd Гадолиний 157,25
- 65 ТБ Тербий 158,93
- 66 Dy Диспрозий 162.50
- 67 Ho Гольмий 164,93
- 68 Er Эрбий 167,26
- 69 ТМ Тулий 168,93
- 70 Yb Иттербий 173,05
- 71 Лю Лютеций 174,97
- 72 Hf Гафний 178,49
- 73 Ta Тантал 180. 95
- 74 Вт Вольфрам 183,84
- 75 Re Рений 186,21
- 76 Os Осмий 190,23
- 77 Ir Иридий 192,22
- 78 Pt Платина 195.08
- 79 Au Золото 196,97
- 80 Hg Меркурий 200.59
- 81 Tl Таллий 204,38
- 82 Пб Свинец 207,2
- 83 Bi Висмут 208,98
- 84 Po Полоний (209)
- 85 по адресу Астатин (210)
- 86 Rn Радон (222)
- 87 Fr Франций (223)
- 88 Ra Радий (226)
- 89 Ac Актиний (227)
- 90 Чт Торий 232.04
- 91 Па Протактиний 231,04
- 92 U Уран 238,03
- 93 Np Нептуний (237)
- 94 Pu Плутоний (244)
- 95 Am Америций (243)
- 96 см Кюрий (247)
- 97 Bk Берклий (247)
- 98 Cf Калифорний (251)
- 99 Es Эйнштейний (252)
- 100 FM Фермий (257)
- 101 Md Менделевий (258)
- 102 № Нобелиум (259)
- 103 Lr Лоуренсий (266)
- 104 Rf Резерфордий (267)
- 105 Db Дубний (268)
- 106 Sg Сиборгий (269)
- 107 Bh Бориум (270)
- 108 HS Калий (277)
- 109 Mt Мейтнерий (278)
- 110 DS Дармштадтиум (281)
- 111 Rg Рентгений (282)
- 112 Cn Копернициум (285)
- 113 Nh Нихоний (286)
- 114 эт. Флеровий (289)
- 115 Mc Московий (290)
- 116 Уровень Ливерморий (293)
- 117 Ц Теннессин (294)
- 118 Og Оганессон (294)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
18
1
2
 180
1803
4
5
 224
2246
57–71
6
 95
957
89–103
7
Для элементов без стабильных изотопов в скобках указано массовое число изотопа с наибольшим периодом полураспада.
Свойства, производство и применение олова
Олово — это мягкий серебристо-белый металл, очень легкий и легко плавящийся. Будучи таким мягким, олово редко используется как чистый металл; вместо этого его комбинируют с другими металлами, чтобы получить сплавы, обладающие многочисленными полезными свойствами. К ним относятся низкий уровень токсичности и высокая устойчивость к коррозии. Олово также податливо (легко прессуется и формирует без разрушения) и пластично (может растягиваться без разрывов).
Свойства олова
- Атомный символ: Sn
- Атомный номер: 50
- Категория элемента: Постпереходный металл
- Плотность: 7,365 г / см3
- Точка плавления: 231,9 ° C (449,5 ° F)
- Точка кипения: 2602 ° C (4716 ° F)
- Твердость по Мору: 1,5
Производство олова
Олово чаще всего получают из минерала касситерита, который на 80% состоит из олова. Большая часть олова находится в аллювиальных отложениях, руслах рек и бывших руслах рек в результате эрозии рудных тел, содержащих металл.Китай и Индонезия в настоящее время являются крупнейшими производителями в мире. Олово плавится при температуре до 2500 ° F (1370 ° C) с использованием углерода для получения олова низкой чистоты и газа CO 2 . Затем его очищают до металлического олова высокой чистоты (> 99%) путем кипячения, ликвации или электролитических методов.
Историческое использование олова
Использование оловянных сплавов насчитывает много веков. Бронзовые артефакты (бронза представляет собой сплав меди и олова), в том числе топоры, зеркала и серпы, были обнаружены в местах от современного Египта до Китая.Олово также сплавили со свинцом в течение сотен лет для изготовления оловянных чайников, горшков, чашек и тарелок. Осознавая негативное воздействие свинца на здоровье, сегодня олово изготавливается из сплава олова, сурьмы и кобальта.
Луженые игрушки устанавливали стандарт и пользовались большим спросом за свое качество с середины 19-го до середины 20-го века. Тогда пластиковые игрушки стали нормой.
Современные способы использования олова
Более современное применение олова — припой для электронной промышленности.Используемые в сплавах различной чистоты (часто со свинцом или индием), оловянные припои имеют низкую температуру плавления, что делает их пригодными для склеивания материалов.
Сплавы олова также можно найти в самых разных сферах применения, включая баббитовые подшипники (часто легированные медью, свинцом или сурьмой), автомобильные детали (легированные железом), стоматологические амальгамы (легированные серебром) и аэрокосмические металлы (легированные с алюминием и титаном). Сплавы циркония (часто называемые Zircaloys), используемые в ядерных реакторах, также часто содержат небольшое количество олова.
Олово в банках и фольге
Многие предметы повседневного обихода, которые мы ассоциируем с оловом, такие как «жестяные банки» и «фольга», на самом деле неправильно употребляются. Жестяные банки на самом деле сделаны из соединения, называемого белой жестью, которое представляет собой стальной лист, покрытый тонким слоем олова.
Белая жесть эффективно сочетает в себе прочность стали с блеском олова, коррозионную стойкость и низкую токсичность. Вот почему 90% белой жести используется для изготовления банок для еды и напитков, косметики, топлива, масла, красок и других химикатов.Хотя олово составляет лишь небольшой слой белой жести, промышленность является крупнейшим потребителем олова в мире. Фольга, с другой стороны, могла быть сделана из олова в течение короткого периода в 20 — веках, но сегодня производится исключительно из алюминия.
Трудно добытые знания смягчают воздействие оловянных усов
1 июля 2014 г. исполняется восьмая годовщина директивы Европейского Союза об ограничениях в отношении опасных веществ (RoHS). Когда он был принят, промышленность знала, что исключение свинца из электронных продуктов приведет к проблемам с «оловянными усами».С тех пор отрасль многое узнала о смягчении их последствий.
Усы олова — это тонкие металлические нити, которые исходят от поверхности оловянных покрытий (см. Рисунок) . Эти нити являются токопроводящими и могут вызвать короткое замыкание между соседними проводниками — и эти замыкания могут вызвать действительно серьезные отказы (Таблица 1) . Но, обладая всеми этими знаниями, отрасль все еще пытается предсказать и предотвратить эти «иглы боли».
Усы обычно тонкие, металлические пленки, 0.От 5 мкм до 50 мкм, нанесенных на материал подложки. Часто они растут из узелков (а). Типичный вискер имеет диаметр от 1 до 5 мкм и длину от 1 до 500 мкм, как видно на этом поперечном сечении (b). Они могут быть разной формы, в том числе изогнутые (в) или с кольцами (г).Компании могут избежать некоторых потенциальных проблем, проводя постоянные и последовательные усилия по обслуживанию как можно большего количества возможных источников высоконадежных компонентов. Для этого они должны сначала выяснить, намерены ли их поставщики перейти на гальваническое покрытие из чистого олова или пайку без свинца.Тем, кто указывает на такое намерение, должна быть представлена информация, призванная убедить их либо пересмотреть вопрос о переключении, либо сохранить возможность производить высоконадежные компоненты параллельно с бессвинцовыми компонентами.
Неопределенности, связанные с ростом усов олова, делают чрезвычайно трудным предсказать, могут ли появиться усы олова и когда. В настоящее время не существует общепринятых методов ускоренного тестирования, позволяющих судить о склонности конкретного продукта к образованию усов.Из-за трудностей в прогнозировании роста усов олова, возможно, невозможно полностью исключить усы олова как риск отказа.
К счастью, доступны различные методы смягчения последствий. Они включают оловянные сплавы, припой, конформные покрытия, нижнее покрытие, отжиг, концевые заделки в виде полос и повторных пластин, а также уменьшение расстояния между проводниками / конкретного применения.
Оловянные сплавы
Настоятельно рекомендуется использовать спецификации закупок, в которых есть четкие ограничения на использование чистого лужения.Большинство обычно используемых военных спецификаций в настоящее время запрещают чистое лужение. Исследования показали, что легирование олова вторым металлом снижает склонность к росту усов.
Сплавы олова и свинца обычно считаются приемлемыми, если сплав содержит минимум 3% свинца по весу. Хотя некоторые экспериментаторы сообщали о росте усов из сплавов олово-свинец (SnPb), также сообщалось, что такие усы значительно меньше, чем на чистых луженых поверхностях, и, как полагают, достаточно малы, чтобы не представлять значительного риска для геометрии сегодняшняя микроэлектроника.
Может быть опасно полагаться на сертификат производителя детали о том, что при производстве поставляемого продукта не использовалось чистое лужение. Исследования показали, что в нескольких случаях, когда спецификация закупок не требовала «чистого олова», но поставленный продукт был позже определен как чистое олово. В некоторых из этих случаев также были обнаружены ростки оловянных усов. Пользователям рекомендуется анализировать состав покрытия полученных продуктов в качестве независимой проверки.
Погружной припой
Если невозможно избежать чистого лужения, необходимо изучить другие меры по смягчению последствий. Одним из таких смягчений является нанесение припоя на бессвинцовые компоненты SnPb.
Для повторного покрытия выводов компонентов можно использовать процесс пайки SnPb погружением. Можно использовать припой 63/37 или 60/40. Требуются меры предосторожности, чтобы предотвратить повреждение деталей. Возможное повреждение может включать в себя растрескивание корпуса или потерю герметичности в результате теплового удара, вспучивание пластиковых корпусов, перемычку припоя между выводами на корпусах с мелким шагом, соединение припоем между выводами и корпусом компонента, а также повреждения при обращении с такими повреждениями, как изогнутые или некомпланарные выводы. и электростатический разряд.
Успех погружения припоя в качестве метода снижения риска появления усов олова зависит от покрытия всей открытой луженой поверхности. Если оставить участки олова незакрытыми припоем SnPb, на них все еще могут расти усы. За исключением прочных деталей со сквозным отверстием, все компоненты должны быть погружены в соответствии с GEIA-STD-0006.
Специализированный субподрядчик, соответствующий этим требованиям, выполнит операцию с использованием автоматизированной роботизированной системы. Например, более крупные и прочные детали для деталей с осевыми или радиальными выводами можно окунать вручную или самостоятельно с помощью сборщика печатных плат (PCB).
Конформное покрытие
Как следует из названия, защитное покрытие — это покрытие из инертного материала, которое может защитить электронные платы от проблем, связанных с ростом нитей олова: коротких замыканий, плазменной дуги и мусора. При использовании конформного покрытия в качестве метода уменьшения усов олова следует учитывать четыре момента:
• Он должен замедлять образование усов олова. Мы признаем, что усы олова нельзя остановить, пока мы не поймем, как они образуются.
• Он должен предотвращать выход наружу зародышевых усов олова.
• Он должен предотвращать проникновение усов, образующихся за пределами конформного покрытия.
• Он должен защищать печатную плату с покрытием от незакрепленных частиц усов.
Boeing, Schlumberger, Lockheed, Raytheon, Национальная физическая лаборатория (Великобритания), Центр усовершенствованной инженерии жизненного цикла (CALCE), НАСА и другие организации изучали многие типы конформных покрытий за годы (таблица 2).
Ни одно защитное покрытие не отвечает всем этим критериям. Тем не менее, покрытие Arathane кажется многообещающим при нанесении достаточно толстым слоем, а конформное покрытие действительно предотвращает повреждение коротких замыканий. В конечном счете, никакое покрытие не является эффективным на 100%, а усы все равно растут. Необходимо учитывать тепловые эффекты, если защитное покрытие используется на деталях, которые должны отводить тепло во время работы. При необходимости может потребоваться снижение характеристик устройства.
Если защитное покрытие не сдерживает образование нитевидных кристаллов, эффективность защитного покрытия в обеспечении защиты от утечки тока и коррозии будет снижена.Место прокола может предоставить повышенную возможность для чрезмерных токов утечки, которые могут вызвать кратковременные или постоянные отказы.
Еще одна проблема, связанная с образованием усов, заключается в том, что усы могут вызвать незначительное отслоение конформного покрытия от печатной платы. Образовавшееся капиллярное пространство может обеспечить пустоту для конденсации молекул водяного пара, которые медленно диффундируют через материал покрытия. Это создает небольшую вероятность гальванической коррозии, хотя это может и не иметь последствий.
Кроме того, появившиеся усы, которые отрываются, могут оказаться в других частях вашего оборудования, которые уязвимы для проводящего мусора. Однако этот риск существенно снижается по сравнению со сценарием без использования конформного покрытия.
Подгальваническое / межметаллическое образование
Образование интерметаллидов в основном металле под покрытием из чистого олова может создавать напряжения, которые способствуют росту нитевидных кристаллов олова. Исходя из этого предположения, барьерный слой, такой как никель, между основным металлом и чистым оловянным покрытием может снизить вероятность роста нитей олова.Одно исследование показывает, что усы олова могут расти на деталях с никелевым покрытием. В другом исследовании никелевый барьерный слой толщиной 1,5 мкм на медном основном материале значительно уменьшил рост нитевидных кристаллов олова на оловянной отделке с низким напряжением.
Тонкое покрытие (менее 1 мкм) или более толстое покрытие (более 20 мкм) может уменьшить образование нитевидных кристаллов олова. К сожалению, тонкое покрытие может снизить способность покрытия выполнять другие необходимые функции, такие как сопротивление коррозии. Но хотя более высокая толщина может уменьшить внутреннее напряжение в пластине, механическое повреждение и / или длительный рост интерметаллидов все же может инициировать образование нитевидных кристаллов.
Отжиг
Отжиг после нанесения металлического покрытия стал широко распространенной техникой смягчения усов. Отжиг при 150 ° C в течение одного часа в течение одного часа после нанесения покрытия является приемлемым методом смягчения последствий, если деталь также имеет конформное покрытие после пайки к плате. Доказано, что отжиг уменьшает максимальную длину нитевидных кристаллов и скорость роста за счет снятия напряжений в покрытии, вызывая рост зерен и увеличение размеров зерен, а также формирует однородный интерметаллический слой Cu6Sn5 поверх Cu3Sn, что замедляет дальнейший интерметаллический рост.
Для полупроводниковых деталей отделка поверхности подвергается различным формам отжига, таким как отжиг отверждения и пригорание. Эти процессы могли уменьшить образование усов на существующих покрытиях SnPb.
Хотя доказательство удаления остаточного напряжения сжатия, как было показано, значительно снижает начало образования нитевидных кристаллов олова, неясно, не возникнут ли вискеры через 10–30 лет. Механическое повреждение и другие факторы могут вызвать сжимающие напряжения, достаточные для инициирования роста усов.
Концевые заделки с лентой и пластиной
Если нет возможности получить альтернативу деталям, покрытым оловом, возможно, удастся удалить оловянное покрытие. Обычно это опасно для электронных компонентов. Возможность удаления лужения с пораженных поверхностей и повторной полировки этих поверхностей должна быть сделана после анализа рисков и затрат.
Такие процессы должны быть проанализированы, чтобы определить возможность влияния на надежность исходного продукта (например, химическое воздействие на материалы компонентов).Этот метод не одобрен и должен быть тщательно изучен перед любым использованием, так как считается очень рискованным.
Расстояние между проводниками / Применение — Особые риски
С точки зрения специфики применения, близость соседних проводников вызывает особую озабоченность. Например, корпус с шагом 0,5 мм и 208-контактным плоским корпусом из пластика с четырьмя выводами (PQFP) может иметь расстояние между соседними выводами всего 230 мкм, а расстояние между соседними контактными площадками может составлять всего 100 мкм.
Сообщается, что для некоторых приложений с высокой плотностью расстояние между проводниками составляет всего 76 мкм. Правила проектирования обычно предусматривают расстояние 530 мкм между внешними проводниками и 500 мкм между внутренними проводниками. Рост усов 250 мкм позволяет легко создавать короткие замыкания в приложениях с высокой плотностью. Рост более 1 мм (1000 мкм) может вызвать короткое замыкание в соответствии с действующими правилами проектирования.
Чтобы устранить угрозу короткого замыкания из-за усов олова, инженеры должны проверить критичность системы или подсистемы, а также ее желаемый срок службы.Как представлено выше, для оценки риска отказов, вызванных усами, и оказания помощи в принятии решений «использовать как есть» или «отремонтировать / заменить» можно использовать множество соображений, связанных с конкретным приложением.
Эти факторы включают в себя геометрию схемы, которая достаточно велика, чтобы исключить риск короткого замыкания оловянного уса, критичность миссии, продолжительность миссии, сопутствующий риск переделок, график и стоимость. В настоящее время можно рассматривать любую поверхность, обработанную чистым оловом, как имеющую потенциал для роста усов олова.
Рекомендуются стратегии уменьшения усов олова из-за явления роста усов, связанного с оловом в процессе пайки. Cypress Semiconductor осознал проблему и свел ее к минимуму, добавив свинец в процесс пайки.
Даже несмотря на то, что во всем мире было проведено множество исследований и экспериментов по выращиванию усов олова, до сих пор нет определенного вывода о том, как и почему образуются усы олова. Зарекомендовавший себя метод, применяемый в Cypress, для снятия напряжения лужения с добавлением отжига или последующего обжига во время процесса пайки пластины в течение одного часа при температуре 150 ° C.Этого достаточно, чтобы подтвердить, что рост значительно снижен, но соответствующая профилактика и подходящее решение для роста оловянных усов все еще не решены и неизвестны.
По причинам, связанным с охраной здоровья и окружающей среды, свинец был признан опасным веществом, и теперь процесс пайки не содержит свинца. Чтобы поддерживать надежность и качество продуктов Cypress, компания внедрила свою Программу по смягчению воздействия Tin Whisker на все продукты из чистого олова.
Список литературы
1.Исследования НАСА по усам олова: http://nepp.nasa.gov/whisker./background/index.htm
2. «Whisker (металлургия)», Википедия, http://en.wikipedia.org/wiki/Whisker_(metallurgy)
3. CALCE, www.calce.umd.edu/tin-whiskers/
Абхишек Гупта — бизнес-аналитик Cypress Semiconductor. Он получил степень бакалавра в области электроники и связи Университета Махариши Даянанда, Харьяна, Индия. Он работал с Agilent Technologies координатором по логистике (специалист по RoHS).